
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
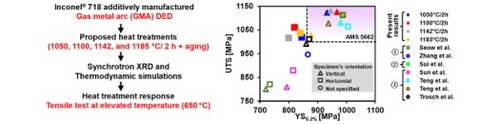
This study evaluated the effect of dedicated heat treatments (1050°C, 1100°C, 1142°C, and 1185°C/2 h + double-aging) on the uniaxial tensile properties at elevated temperature (650°C) of Inconel® 718 fabricated via arc plasma directed energy deposition. They enabled to meet, for the first time, the AMS 5662 requirements at elevated temperature. Tensile tests exhibited ductile strain–stress curves. The 1100°C/2 h + double-aging showed the best performance (YS0.2%, UTS, and elongation of 967 MPa, 1126 MPa, and 18.7%, respectively). Additionally, vertical specimens evidenced dynamic strain aging, although no brittle-like features were observed.
GRAPHICAL ABSTRACT
IMPACT STATEMENT
Dedicated heat treatments developed for Inconel® 718 fabricated via arc plasma directed energy deposition enabled compliance with AMS 5662 requirements at elevated temperature (650°C).
1. Introduction
The Nickel-based superalloy 718 (Inconel® 718—IN-718) is a precipitation-strengthened material typically applied in hot sections of jet engines and power generation gas turbines due to its outstanding oxidation resistance and mechanical strength at elevated temperatures [Citation1–3]. This alloy has moderated machinability and superior weldability compared to Ni-based superalloys typically applied at elevated temperatures (e.g. Hayness 282 and Waspaloy) [Citation4–8], making it appropriate for fusion-based additive manufacturing (AM). Among the AM processes, arc plasma directed energy deposition (AP-DED) stands out due to its higher deposition rate and lower feedstock material (solid wire) and 3D-printer cost [Citation9,Citation10], being suitable for fabricating and/or repairing medium/large parts (e.g. flanges and open ports) [Citation11]. However, a coarse and oriented microstructure with significant interdendritic segregation is often observed in Ni-based superalloys fabricated via AP-DED due to its lower cooling rate compared to laser-DED and powder bed fusion (PBF) [Citation12–17], which may limit the response of IN-718 fabricated via AP-DED (IN-718 AP-DED) to the mandatory post-deposition heat treatment (PDHT) [Citation18,Citation19].
Seow et al. [Citation20] and Kindermann et al. [Citation21,Citation22], IN-718 AP-DED, reported that low-temperature PDHTs, e.g. direct-aging and solution + aging (AMS 5662), have a low dissolution effect on eutectics (Laves and MC-type carbides). These eutectics are rich in Nb, leading to a heterogeneous distribution and lower content of γ″ compared to the homogenous material (wrought) [Citation23,Citation24]. Xu et al. [Citation25] highlighted that the AMS 5662 PDHT promoted the δ phase precipitation in Nb-rich zones. However, high-temperature PDHTs (AMS 5383 and API 6ACRA) [Citation20–22] showed a remarkable Laves dissolution and low δ content despite the AMS 5662 requirements were not met. Furthermore, Xi et al. [Citation26,Citation27] (IN-718 AP-DED) demonstrated that the highest PDHT temperature (1185°C—eutectic incipient melting temperature for IN-718 welded [Citation28]) could almost completely dissolve the Laves and drive a high hardening phases (γ′ and γ″) content, meeting the yield strength and elongation at room temperature requirements (AMS 5662).
These findings [Citation20–22,Citation25–27] indicate that the typical PDHTs applied to wrought (AMS 5662 and API 6ACRA) and cast (AMS 5383) material did not perform equivalently for IN-718 AP-DED, diverging from IN-718 fabricated via PBF and laser-DED, which met the wrought material requirements using typical PDHTs [Citation29,Citation30]. Moreover, for applications at elevated temperatures, IN-718 AP-DED must also have an equivalent behavior to wrought material, which has not yet been achieved. Seow et al. [Citation20], Zhang et al. [Citation31], and James et al. [Citation32] reported that heat-treated IN-718 AP-DED (modified AMS 5383 and AMS 5662) exhibited inferior performance compared to other AM processes [Citation33–35] and non-compliance with AMS 5662, which emphasizes the importance of developing PDHTs specifically tailored for IN-718 AP-DED to allow its use in critical engineering applications.
According to literature survey [Citation20–22,Citation25–27,Citation31,Citation36–41], dedicated PDHTs for IN-718 AP-DED should consider higher homogenization temperatures (≥1050°C) and longer soaking times (1–2 h) to effectively dissolve the Nb-rich eutectics. Additionally, PDHTs should not induce secondary grain growth [Citation42], explaining the homogenization soaking time range, which was selected following the AMS 5383. To prevent δ phase precipitation, the solution step was avoided (per API 6ACRA and in contrast to AMS 5383) [Citation43]. Therefore, given the industrial demand of PDHTs for IN-718 AP-DED and the limited studies [Citation20,Citation31,Citation32] addressing its behavior at elevated temperatures, this work analyzed the effects of dedicated PDHTs on the uniaxial tensile behavior at 650°C of IN-718 AP-DED.
2. Materials and methods
IN-718 single-bead multi-layer parts were built in an in-house developed DED 3D-printer—welding machine (CITOWAVE III 520) mounted in a 3-axis CNC [Citation12,Citation13]. The feedstock material (solid wire; 1.2 mm) was deposited on a hot-rolled steel plate. The printed parts underwent proposed PDHTs, which consist of two steps: (i) homogenization (1050°C, 1100°C, 1142°C, and 1185°C/2 h) and (ii) double-aging (AMS 5662).
Synchrotron X-ray diffraction (SXRD) in transmission mode (0.14235 Å) was used to characterize the heat-treated IN-718 AP-DED. 2D Debye–Scherrer diffraction rings were acquired with a Perkin Elmer detector. The data post-processing was carried out in Fit2D [Citation44]. The pole figures estimation from SXRD data followed the Wenk and Grigull procedure [Citation45].
Thermodynamic simulations were performed to support microstructure analysis. The Scheil–Gulliver model (Thermo-Calc®, TCNI11 and MOBNI5 database) considers back diffusion, carbon fast diffusion, and a cooling rate of 102°C/s [Citation16,Citation46]. The estimated chemical compositions (dendritic core and interdendritic region) were utilized to simulate the IN-718 AP-DED time-transformation-temperature (TTT) diagram (JMatPro®).
The response of IN-718 AP-DED to PDHTs was evaluated following the AMS 5662 procedure. Uniaxial tensile tests (650°C) were conducted on specimens extracted along the horizontal (deposition) and vertical (building) directions.
For feedstock material composition, deposition parameters, PDHTs, and tensile test specimen details, see Supplemental material.
3. Results and discussion
3.1. Microstructure characterization
The 2D Debye–Scherrer diffraction rings (Figure ) exhibited discontinuous characteristic features with intense dotted patterns, indicating a coarse and oriented microstructure. This observation was supported by their respective pole figures and orientation image map (Supplemental material), which showed coarse columnar grains and cube texture (100<100>) aspect, as commonly reported for fusion-based additively manufactured Ni-based superalloys [Citation12,Citation13,Citation47]. During the melting pool solidification, dendrites growth direction followed the maximum thermal gradient [Citation48–50]. Additionally, crystallographic planes and directions with low planar and linear densities (100 and <100>) possess a higher growth rate [Citation51]. Thus, considering the multi-bead welds solidification mechanism (epitaxy and competitive growth [Citation52–54]), the grains with higher growth rates (<100> almost parallel to building direction) [Citation53] are favored layer-by-layer, promoting the observed coarse- and cube-texturized microstructure [Citation20–22,Citation25–27].
Figure 1. 2D Debye–Scherrer diffractions rings and (200) pole figures of the IN-718 AP-DED.
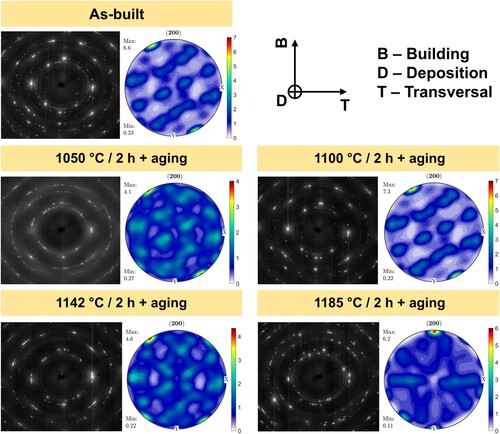
Figure also showed that even the highest homogenization temperature was unable to alter the coarse grain- and cube-texturized microstructure (orientation image map and grain size data, Supplemental material), i.e. induce nucleation and significant grain boundary migration. Furthermore, it is worth mentioning that the difference in texture index between the heat-treated conditions can be considered negligible. Although the SXRD analyses had been conducted at the same position, it is difficult to control the position within a specific layer (close to the fusion line or in the middle of the layer), which justified the observed variation in texture index. Thus, given the volumetric characteristic of SXRD, all tested conditions showed a similar moderate cube texture aspect. Furthermore, the proposed PDHTs were unable to alter the typical primary microstructure of the as-built IN-718 AP-DED [Citation20–22,Citation25–27].
The corresponding diffractograms (Figure ) showed characteristic peaks of the secondary phases (Laves and MC-type carbide), which are related to the IN-718 solidification sequence, as predicted in Scheil–Gulliver model (Figure (a)). These phases persisted after PDHTs, i.e. they were not completely dissolved, aligning with the literature reports [Citation20–22,Citation25–27,Citation31,Citation36,Citation37,Citation39–41]. Moreover, the Scheil–Gulliver model is per the experimental solidification models [Citation55–57], which indicated that the interdendritic segregation, particularly of Nb and C (Figure (b)), promotes the first eutectic reaction (L → γ + MC-type carbides). With the continuous increase of Nb and Mo in the liquid and a reduction in C content (MC-type carbide formation), the second eutectic reaction (L → γ + Laves) occurred. Furthermore, despite the Scheil–Gulliver prediction of the δ phase, its formation is typically associated with the solid-state transformation from the Nb-rich zones (e.g. Laves phase) due to the multiple arc plasma DED reheating thermal cycles [Citation16,Citation58–61].
Figure 2. Synchrotron X-ray diffractograms of the heat-treated IN-718 AP-DED. The asterisk (*) denotes a second harmonic reflection.
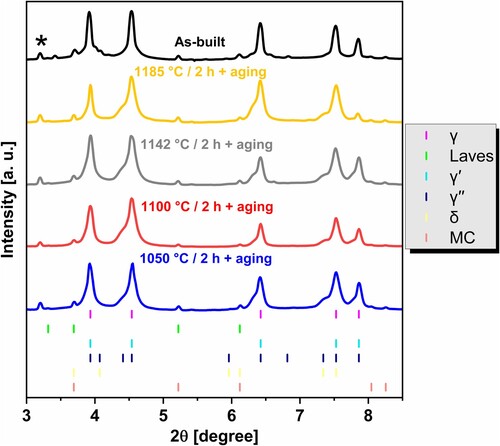
Figure 3. Thermodynamic simulations of the IN-718 feedstock material. (a) Scheil–Gulliver solidification, (b) chemical composition during solidification, (c) equilibrium diagram, and (d) transformation-time-temperature diagram. The continuous, dotted, and double-dotted lines represent feedstock material, interdendritic, and dendritic core, respectively.
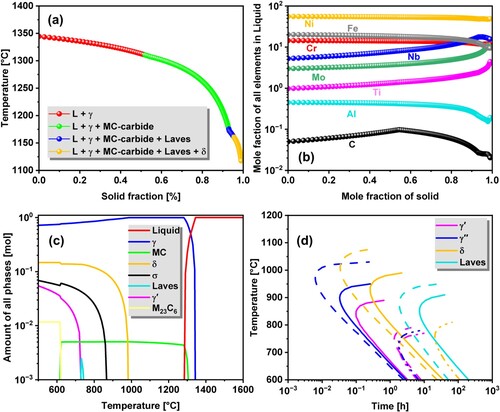
The equilibrium diagram (Figure (c)) indicates that the MC-type carbide are stable within the temperature range of PDHTs, which reinforces its presence in diffractograms (Figure ). In contrast, even for the 1185°C/2 h PDHT (Laves phase solvus temperature for the cast IN-718—1162.8°C) [Citation62], characteristic peaks of Laves phase can still be observed, confirming its presence after the tested PDHTs. Further, all PDHTs induced a significant eutectics dissolution in relation to as-built condition (Supplemental material). Additionally, due to the aging step (Figure (d)), the hardening phases (γ′ and γ″ phases) were also identified. Figure shows that all PDHTs can promote significant hardening phase content, which was emphasized by the broadening of γ peaks (‘shoulder’ aspect) and statistically equal microhardness (Supplemental material). In general, the diffractograms and pole figures had similar features, indicating that the proposed heat treatments did not alter the columnar grain microstructure and induced comparable eutectics dissolution and hardening phase content.
3.2. Tensile test at elevated temperature (650°C)
The IN-718 AP-DED exhibited an almost similar response to the proposed PDHTs (Figure ), which can be correlated with similarities in microstructure and texture aspects and the final effect on the precipitation strengthening mechanism (Figures and ). Additionally, for the first time, it has been demonstrated that IN-718 AP-DED can meet the AMS 5662 requirements at elevated temperatures (Figure (b)) using the typical process route (3D-printing + PDHT). All tested conditions met the ultimate tensile strength (UTS) and elongation requirements; however, the yield strength (YS0.2%) requirement was met only for vertical specimens. Compared to Zhang et al. [Citation31] (AMS 5662) and Seow et al. [Citation20] (1185°C/40 min + aging), the proposed PDHTs (Figure (b)) showed a significant improvement in elongation, YS0.2%, and UTS, which can be related to the insufficient eutectic dissolution (low-temperature PDHT [Citation31]) and undesirable secondary grain growth [Citation20] observed by these authors. Relative to laser-DED [Citation34] and PBF [Citation35] (high-temperature PDHTs), the present results exhibited almost similar strength performance in the vertical direction and lower in the horizontal direction, which can be associated with the inefficiency of the heat treatments in alter the texture and grain morphology aspects of IN-718 fabricated via AP-DED (gas metal arc-based—GMA-DED) [Citation16,Citation24,Citation26,Citation27,Citation46]. However, for low-temperature heat-treated PBF (AMS 5662) [Citation30,Citation33], the present results were even superior. This finding suggests that the homogenization PDHT soaking time and peak temperatures were correctly designed for IN-718 fabricated via GMA-DED. According to the literature survey [Citation21,Citation22,Citation25–27,Citation31,Citation36,Citation37,Citation39–41], longer soaking time can be applied to IN-718 fabricated via GMA-DED. This material did not show undesirable secondary grain growth, unlike what was observed for IN-718 fabricated via AP-DED (plasma transferred arc) [Citation20], laser-DED [Citation29], and PBF [Citation63,Citation64]. Thus, conditions recommended for hot isostatic pressing (1100–1185°C/6 h) and ingots homogenization (1150–1190°C/20 h) [Citation43,Citation65] may also be adopted for IN-718 fabricated via GMA-DED.
Figure 4. IN-718 AP-DED response to post-deposition heat treatments: (a) tensile test at elevated temperature and (b–c) comparison with the literature. The references are Seow et al. [Citation20], Zhang et al. [Citation31], Sui et al. [Citation34], Sun et al. [Citation33], Teng et al. [Citation35], and Trosch et al. [Citation30]. ①, ②, and ③ refer to AP-DED, laser-DED, and PBF, respectively.
![Figure 4. IN-718 AP-DED response to post-deposition heat treatments: (a) tensile test at elevated temperature and (b–c) comparison with the literature. The references are Seow et al. [Citation20], Zhang et al. [Citation31], Sui et al. [Citation34], Sun et al. [Citation33], Teng et al. [Citation35], and Trosch et al. [Citation30]. ①, ②, and ③ refer to AP-DED, laser-DED, and PBF, respectively.](/cms/asset/25f9a1d3-63e5-4885-ab06-3b74764c6c67/tmrl_a_2297734_f0004_oc.jpg)
The vertical specimens outperformed the horizontal ones for all tested conditions. At elevated temperatures, the grain boundaries become weaker in relation to the grain core [Citation66]. Thus, considering that horizontal specimens were positioned transversely to columnar grains, they would have a higher grain boundary area compared to vertical specimens [Citation13,Citation47], resulting in lower material strength. Solid solution [Citation67], dislocation density [Citation68], and precipitation [Citation69] strengthening mechanisms are linearly correlated to the Taylor factor (), i.e. IN-718 AP-DED strengthening mechanisms are direction-dependent [Citation70,Citation71]. Consequently, they can be linked with the crystallographic texture (Figure ), where cube-texturized grains induce a lower
(∼2.4; Supplemental material) in relation to a non-oriented microstructure (3.05–3.1) [Citation71–74]. Furthermore, based on previous works [Citation20,Citation69,Citation75–79], the cross-section transverse to the building direction (vertical specimens) exhibit a slightly inferior cube texture index (slightly higher
) compared to cross-sections parallel to the building direction (horizontal specimens), which also promoted an anisotropic behavior. Additionally, Gokcekaya et al. [Citation80] estimated, for a cube-texturized material (IN-718 fabricated via PBF), that the majority of the grains had a Schmid factor (0.408) similar in both horizontal and vertical directions, i.e. macroscopically there is not a preferential direction that can easily active some slip system [Citation72]. However, when the columnar grains were loaded along their principal axes (vertical direction), they experienced an almost isodeformation state from grain to grain. Consequently, due to the volumetric cube texture aspect (Figure ), slip can occur simultaneously in most of the <001> oriented grains. Otherwise, when columnar grains were loaded transversely to their main axes (horizontal direction), they underwent an isostress state, and the deformation could concentrate in a small number of grains with a Schmid factor higher than that observed for cube-texturized columnar grains, resulting in lower stress for yielding [Citation81,Citation82]. These findings support the correlation between the observed anisotropy behavior of IN-718 AP-DED and its dependence on
(texture aspects) and grain morphology (columnar) [Citation83–86], explaining the observed anisotropy at elevated temperature and the challenge to meet the wrought material (non-oriented) properties (Figure (b)).
Figure (a) also shows the dynamic strain aging (DSA) phenomenon, which is characterized by the serrated aspect in the strain–stress curve [Citation87]. According to Nalawade et al. [Citation88], at 650°C both interstitial and substitutional elements diffuse to generate Cottrell’s atmospheres around dislocations in motion [Citation89–91], which can cause consecutive dislocation locking and unlocking cycles, driving the serrated aspect. Beese et al. [Citation92] did not observe DSA for Inconel® 625 fabricated via laser-DED. These authors described that the cube texture and coarse microstructure resulted in positive strain-rate sensitivity () [Citation93] and lower work-hardening rate (
) so that the critical strain necessaries to promote the DSA was not achieved. Otherwise, Banait et al. [Citation94,Citation95] (IN-718 lattices fabricated via PBF) observed a negative
(occurrence of DSA) for all tested strain rates and temperatures, which was associated with the fine and almost non-oriented microstructure, reinforcing the correlation between the DSA and the crystallographic texture aspects in additively manufactured Ni-based superalloys. Additionally, Hayes [Citation96] highlighted the interaction between the dislocation and interstitial elements (fast diffusion—C). If MC-type carbides remove C (promoting a sink effect) from the dislocation in motion faster than the Cottrell’s atmosphere formation, DSA will not occur (positive
). Thus, given that the MC-type carbides are stable (Figure ) and disperse intergranularly (Supplemental material), the sink effect will be similar among the heat-treat conditions. Also, despite heavy elements (e.g. Nb and Mo) can also forming Cottrell’s atmosphere, its efficiency is secondary in relation to C due to the lower diffusion coefficient [Citation88]. Therefore, the lower work-hardening (texture and coarse grain) and presence of high content of MC-type carbides (solidification sequence and inefficient of heat treatment to dissolve it) can explain the difficult to observe DSA for IN-718 AP-DED (GMA). Regarding the present work, DSA is observed (Figure (a)) only in the stronger and less oriented direction (vertical), particularly for higher strength conditions (1142°C/2 h + aging). For the softer direction (horizontal), it is believed that the critical strain for a negative
was not achieved due to the lower
typically observed in coarse and oriented microstructures [Citation21,Citation22,Citation92,Citation97,Citation98].
The DSA occurrence in the present work differs from Seow et al. [Citation20] (IN-718 fabricated via plasma transferred arc DED). These authors observed expressive serration (DSA type C) in both directions, which can be related to the almost absence of cube texture (higher ) after the heat treatment (recrystallization). Otherwise, Zhang et al. [Citation31] did not verify DSA for IN-718 AP-DED, which was associated with the insignificant effect of the AMS 5662 PDHT on primary microstructure (coarse and oriented microstructure) and limited PDHT response (low material strength). Therefore, the occurrence of DSA in IN-718 AP-DED shows ambiguous results, which can be related to its process and PDHT dependence. Furthermore, the DSA was correlated with crystallographic texture and microstructure aspects, where a coarser and cube-textured microstructure showed less susceptibility to DSA [Citation20,Citation31,Citation94,Citation95], as stated by Beese’s et al. model.
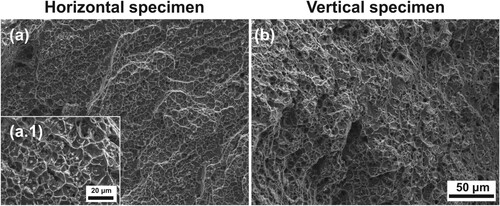
Figure exemplifies the fractography of the heat-treated IN-718 AP-DED (1100°C/2 h + aging), which had a transgranular ductile aspect with a fracture surface majority composed of shallow and almost equiaxed dimples [Citation99]. The horizontal specimen showed a dimple ‘dendrite’ pattern, attributed to the remaining interdendritic incoherent secondary phases that drove microvoid nucleation (Figure (a.1)). These microvoids subsequently grew and coalesced during loading, resulting in a dimple ‘dendrite’ pattern on fracture surface [Citation20,Citation31,Citation33,Citation34,Citation100]. Furthermore, it is worth mentioning that, although DSA was associated with embrittlement phenomena [Citation90,Citation101–104], the present work did not evidence brittle fracture aspects. In summary, all conditions had a transgranular ductile fracture and met the elongation requirement (Figure (b)).
Figure 5. Fractography analysis of IN-718 AP-DED.
4. Conclusion
The proposed PDHTs enable the IN-718 AP-DED to meet, for the first time, the AMS 5662 requirements at an elevated temperature (650°C). PDHT not alter the typical cube texture aspect of the IN-718 AP-DED, which showed an anisotropic behavior at elevated temperature. The vertical direction showed a higher strength than the horizonal one, which is associated with strengthening mechanism dependence on texture aspect and grain morphology (columnar). Additionally, heat-treated IN-718 AP-DED showed a typical strain–stress curve with a ductile fracture aspect. The dynamic strain aging phenomena was observed, however without significant effect on the heat treatment response and fracture mode. The present work demonstrated that the heat treatments designed for IN-718 AP-DED may differ from those commonly employed for cast (AMS 5383), wrought (AMS 5662), and PBF (ASTM F3055) materials due to its unique microstructure.
Supplemental Material
Download MS Word (24.8 MB)Acknowledgements
CRediT authorship contribution statement: Francisco Werley Cipriano Farias—Conceptualization, Data curation, Formal analysis, Investigation, Methodology, Validation, Writing—original draft. Valdemar R. Duarte—Conceptualization, Formal analysis, Investigation, Methodology, Supervision, Writing—review and editing. João da Cruz Payão Filho—Software, Validation. Norbert Schell—Investigation, Resources. Emad Maawad—Investigation. M. Bordas-Czaplicki—Investigation, Methodology, Data Curation. F. Machado Alves da Fonseca—Investigation, Methodology, Data Curation. J. Cormier—Investigation, Methodology, Resources, Funding Acquisition, review and editing. T.G. Santos—Conceptualization, Data curation, Formal analysis, Funding acquisition, Investigation, Methodology, Project administration, Resources, Supervision, Visualization, Writing—review and editing. J. P. Oliveira—Conceptualization, Data curation, Formal analysis, Funding acquisition, Investigation, Methodology, Project administration, Resources, Supervision, Visualization, Writing—review and editing.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- de Azevedo LMB, Figueiredo AR, da Cruz Gallo F, et al. Effects of different wire drawing routes on grain boundary character distribution, microtexture, δ-phase precipitation, grain size and room temperature mechanical behavior of alloy 718. Mater Res. 2020;23:20200131. doi:10.1590/1980-5373-mr-2020-0131
- DuPont JN, Lippold JC, Kiser SD. Welding metallurgy and weldability of nickel-base alloys. John Wiley & Sons; 2011.
- Debarbadillo JJ, Mannan SK. Alloy 718 for oilfield applications. JOM. 2012;64:265–270. doi:10.1007/s11837-012-0238-z
- Dudzinski D, Devillez A, Moufki A, et al. A review of developments towards dry and high speed machining of Inconel 718 alloy. Int J Mach Tools Manuf. 2004;44:439–456. doi:10.1016/S0890-6955(03)00159-7
- He J, Wang R, Li N, et al. Unravelling the origin of multiple cracking in an additively manufactured Haynes 230. Mater Res Lett. 2023;11:281–288. doi:10.1080/21663831.2022.2148491
- Sonar T, Balasubramanian V, Malarvizhi S, et al. An overview on welding of Inconel 718 alloy – effect of welding processes on microstructural evolution and mechanical properties of joints. Mater Charact. 2021;174:110997. doi:10.1016/j.matchar.2021.110997
- James WS, Ganguly S, Pardal G. Selection and performance of AM superalloys for high-speed flight environments. Int J Adv Manuf Technol. 2022;122:2319–2327. doi:10.1007/s00170-022-10005-9
- Ezugwu EO, Wang ZM, Machado AR. The machinability of nickel-based alloys: a review. J Mater Process Technol. 1999;86:1–16. doi:10.1016/S0924-0136(98)00314-8
- Kokare S, Oliveira JP, Santos TG, et al. Environmental and economic assessment of a steel wall fabricated by wire-based directed energy deposition. Addit Manuf. 2023;61:103316.
- Yang Z, Liu Q, Wang Y, et al. Fabrication of multi-element alloys by twin wire arc additive manufacturing combined with in-situ alloying. Mater Res Lett. 2020;8:477–482. doi:10.1080/21663831.2020.1809543
- Clark D, Bache MR, Whittaker MT. Shaped metal deposition of a nickel alloy for aero engine applications. J Mater Process Technol. 2008;203:439–448. doi:10.1016/j.jmatprotec.2007.10.051
- Farias FWC, Duarte VR, Felice IO, et al. In situ interlayer hot forging arc plasma directed energy deposition of Inconel® 625: microstructure evolution during heat treatments. J Alloys Compd. 2023;952:170059. doi:10.1016/j.jallcom.2023.170059
- Farias FWC, Duarte VR, Felice IO, et al. In situ interlayer hot forging arc-based directed energy deposition of Inconel® 625: process development and microstructure effects. Addit Manuf. 2023;66:103476). doi:10.1016/j.addma.2023.103476
- Hu Z, Gao S, Tai J, et al. Columnar grain width control for SS316L via hatch spacing manipulation in laser powder bed fusion. Mater Res Lett. 2023;11:231–238. doi:10.1080/21663831.2022.2140018
- Solecka M, Kopia A, Radziszewska A, et al. Microstructure, microsegregation and nanohardness of CMT clad layers of Ni-base alloy on 16Mo3 steel. J Alloys Compd. 2018;751:86–95. doi:10.1016/j.jallcom.2018.04.102
- Farias FWC, Payão Filho JdC, Moraes e Oliveira VHP. Prediction of the interpass temperature of a wire arc additive manufactured wall: FEM simulations and artificial neural network. Addit Manuf. 2021;48:102387.
- Tan C, Chew Y, Duan R, et al. Additive manufacturing of multi-scale heterostructured high-strength steels. Mater Res Lett. 2021;9:291–299. doi:10.1080/21663831.2021.1904299
- Yu X, Lin X, Liu F, et al. Influence of post-heat-treatment on the microstructure and fracture toughness properties of Inconel 718 fabricated with laser directed energy deposition additive manufacturing. Mater Sci Eng A. 2020;798:140092. doi:10.1016/j.msea.2020.140092
- Ghorbanpour S, Deshmukh K, Sahu S, et al. Additive manufacturing of functionally graded Inconel 718: effect of heat treatment and building orientation on microstructure and fatigue behaviour. J Mater Process Technol. 2022;306:117573. doi:10.1016/j.jmatprotec.2022.117573
- Seow CE, Coules HE, Wu G, et al. Wire + arc additively manufactured Inconel 718: effect of post-deposition heat treatments on microstructure and tensile properties. Mater Des. 2019;183:108157. doi:10.1016/j.matdes.2019.108157
- Kindermann RM, Roy MJ, Morana R, et al. Process response of Inconel 718 to wire + arc additive manufacturing with cold metal transfer. Mater Des. 2020;195:109031. doi:10.1016/j.matdes.2020.109031
- Kindermann RMM, Roy MJJ, Morana R, et al. Effects of microstructural heterogeneity and structural defects on the mechanical behaviour of wire + arc additively manufactured Inconel 718 components. Mater Sci Eng A. 2022;839:142826. doi:10.1016/j.msea.2022.142826
- Ghiaasiaan R, Muhammad M, Gradl PR, et al. Superior tensile properties of Hastelloy X enabled by additive manufacturing. Mater Res Lett. 2021;9:308–314. doi:10.1080/21663831.2021.1911870
- Faria GA, Kadirvel K, Hinojos A, et al. On the use of metastable interface equilibrium assumptions on prediction of solidification micro-segregation in laser powder bed fusion. Sci Technol Weld Join. 2019;24:446–456. doi:10.1080/13621718.2019.1608406
- Xu X, Ding J, Ganguly S, et al. Investigation of process factors affecting mechanical properties of INCONEL 718 superalloy in wire + arc additive manufacture process. J Mater Process Technol. 2019;265:201–209. doi:10.1016/j.jmatprotec.2018.10.023
- Xi N, Fang X, Duan Y, et al. Wire arc additive manufacturing of Inconel 718: constitutive modelling and its microstructure basis. J Manuf Process. 2022;75:1134–1143. doi:10.1016/j.jmapro.2022.01.067
- Xi N, Tang K, Fang X, et al. Enhanced comprehensive properties of directed energy deposited Inconel 718 by a novel integrated deposition strategy. J Mater Sci Technol. 2023;141:42–55. doi:10.1016/j.jmst.2022.09.026
- Cieslak MJ, Headley TJ, Knorovsky GA, et al. A comparison of the solidification behavior of INCOLOY 909 and INCONEL 718. Metall Trans A. 1990;21:479–488. doi:10.1007/BF02782428
- Zhong C, Gasser A, Backes G, et al. Laser additive manufacturing of Inconel 718 at increased deposition rates. Mater Sci Eng A. 2022;844:143196. doi:10.1016/j.msea.2022.143196
- Trosch T, Strößner J, Völkl R, et al. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater Lett. 2016;164:428–431. doi:10.1016/j.matlet.2015.10.136
- Zhang T, Li H, Gong H, et al. Effect of rolling force on tensile properties of additively manufactured Inconel 718 at ambient and elevated temperatures. J Alloys Compd. 2021;884:161050. doi:10.1016/j.jallcom.2021.161050
- James WS, Ganguly S, Pardal G. High temperature performance of wire-arc additive manufactured Inconel 718. Sci Rep. 2023;13:1–7. doi:10.1038/s41598-022-26890-9
- Sun SH, Koizumi Y, Saito T, et al. Electron beam additive manufacturing of Inconel 718 alloy rods: impact of build direction on microstructure and high-temperature tensile properties. Addit Manuf. 2018;23:457–470.
- Sui S, Li Z, Zhong C, et al. Laves phase tuning for enhancing high temperature mechanical property improvement in laser directed energy deposited Inconel 718. Compos Part B Eng. 2021;215:108819. doi:10.1016/j.compositesb.2021.108819
- Teng Q, Li S, Wei Q, et al. Investigation on the influence of heat treatment on Inconel 718 fabricated by selective laser melting: microstructure and high temperature tensile property. J Manuf Process. 2021;61:35–45. doi:10.1016/j.jmapro.2020.11.002
- Bhujangrao T, Veiga F, Suárez A, et al. High-temperature mechanical properties of IN718 alloy: comparison of additive manufactured and wrought samples. Crystals (Basel). 2020;10:1–13. doi:10.3390/cryst10080689
- Alonso U, Veiga F, Suárez A, et al. Characterization of Inconel 718® superalloy fabricated by wire arc additive manufacturing: effect on mechanical properties and machinability. J Mater Res Technol. 2021;14:2665–2676. doi:10.1016/j.jmrt.2021.07.132
- Cormier J, Cabeza S, Burlot G, et al. Tensile properties of Inconel 718 produced by LMD-Wire. In: 10th Int Symp Superalloy 718 Deriv; 2023. p. 699–716.
- Zhang T, Li H, Gong H, et al. Hybrid wire – arc additive manufacture and effect of rolling process on microstructure and tensile properties of Inconel 718. J Mater Process Technol. 2022;299:117361. doi:10.1016/j.jmatprotec.2021.117361
- Zhang T, Li H, Gong H, et al. Comparative analysis of cold and warm rolling on tensile properties and microstructure of additive manufactured Inconel 718. Arch Civ Mech Eng. 2022;22:1–14. doi:10.1007/s43452-021-00319-y
- Zhang T, Li H, Gong H, et al. Study on location-related thermal cycles and microstructure variation of additively manufactured Inconel 718. J Mater Res Technol. 2022;18:3056–3072. doi:10.1016/j.jmrt.2022.03.178
- Liu M, Zheng WJ, Xiang JZ, et al. Grain growth behavior of Inconel 625 superalloy. J Iron Steel Res Int. 2016;23:1111–1118. doi:10.1016/S1006-706X(16)30164-9
- Sutton B, Herderick E, Thodla R, et al. Heat treatment of alloy 718 made by additive manufacturing for oil and gas applications. JOM. 2019;71:1134–1143. doi:10.1007/s11837-018-03321-7
- Hammersley AP. FIT2D: a multi-purpose data reduction, analysis and visualization program. J Appl Crystallogr. 2016;49:646–652. doi:10.1107/S1600576716000455
- Wenk H-R, Grigull S. Synchrotron texture analysis with area detectors. J Appl Crystallogr. 2003;36:1040–1049. doi:10.1107/S0021889803010136
- Ling L, Han Y, Zhou W, et al. Study of microsegregation and Laves phase in INCONEL718 superalloy regarding cooling rate during solidification. Metall Mater Trans A. 2015;46:354–361. doi:10.1007/s11661-014-2614-5
- Rodrigues TA, Farias FWC, Avila JA, et al. Effect of heat treatments on Inconel 625 fabricated by wire and arc additive manufacturing: an in situ synchrotron X-ray diffraction analysis. Sci Technol Weld Join. 2023;28:1–6. doi:10.1080/13621718.2023.2187927
- Gustafsson M, Thuvander M, Bergqvist EL, et al. Effect of welding procedure on texture and strength of nickel based weld metal. Sci Technol Weld Join. 2013;12:549–555. doi:10.1179/174329307X213800
- Gäumann M, Henry S, Cléton F, et al. Epitaxial laser metal forming: analysis of microstructure formation. Mater Sci Eng A. 1999;271:232–241. doi:10.1016/S0921-5093(99)00202-6
- Cormier J, Gandin C-A. Processing of directionally cast nickel-base superalloys: solidification and heat treatments. In: Nickel Base Single Crystals Across Length Scales. Elsevier; 2022. p. 193–222.
- Suwas S, Ray RK. Crystallographic texture of materials. 1st ed. London: Springer; 2014.
- Kou S. Welding metallurgy. 2nd ed. John Wiley; 2002.
- Schmeiser F, Krohmer E, Wagner C, et al. In situ microstructure analysis of Inconel 625 during laser powder bed fusion. J Mater Sci. 2021;57:9663–9677. doi:10.1007/s10853-021-06577-8
- Farias FWC, Payão Filho JdC, de Azevedo LMB. Microstructural and mechanical characterization of the transition zone of 9%Ni steel cladded with ni-based superalloy 625 by GTAW-HW. Metals (Basel). 2018;8:1007. doi:10.3390/met8121007
- Knorovsky GA, Cieslak MJ, Headley TJ, et al. INCONEL 718: a solidification diagram. Metall Trans A. 1989;20:2149–2158. doi:10.1007/BF02650300
- DuPont JN, Robino CV, Michael JR, et al. Solidification of Nb-bearing superalloys: part I. Reaction sequences. Metall Mater Trans A. 1998;29:2785–2796. doi:10.1007/s11661-998-0319-3
- Dupont JN, Robino CV, Marder AR, et al. Solidification of Nb-bearing superalloys: part II. Pseudoternary solidification surfaces. Metall Mater Trans A. 1998;29:2797–2806. doi:10.1007/s11661-998-0320-x
- Lindwall G, Campbell CE, Lass EA, et al. Simulation of TTT curves for additively manufactured Inconel 625. Metall Mater Trans A. 2019;50:457–467. doi:10.1007/s11661-018-4959-7
- Nair AM, Muvvala G, Sarkar S, et al. Real-time detection of cooling rate using pyrometers in tandem in laser material processing and directed energy deposition. Mater Lett. 2020;277:128330. doi:10.1016/j.matlet.2020.128330
- Oh SA, Lim RE, Aroh JW, et al. Microscale observation via high-speed X-ray diffraction of alloy 718 during in situ laser melting. JOM. 2021;73:212–222. doi:10.1007/s11837-020-04481-1
- Jang J, Van D, Lee SH. Precipitation kinetics of secondary phases induced by heat accumulation in the deposit of Inconel 718. Addit Manuf. 2022;55:102831). doi:10.1016/j.addma.2022.102831
- Radavich JF. The physical metallurgy of cast and wrought alloy 718. In: Superalloy 718-Metallurgy and Applications. The Minerals, Metals & Materials Society; 1989.
- Tucho WM, Hansen V. Studies of post-fabrication heat treatment of L-PBF-Inconel 718: effects of hold time on microstructure, annealing twins, and hardness. Metals (Basel). 2021;11:266. doi:10.3390/met11020266
- Teixeira Ó, Silva FJG, Atzeni E. Residual stresses and heat treatments of Inconel 718 parts manufactured via metal laser beam powder bed fusion: an overview. Int J Adv Manuf Technol. 2021;113:3139–3162. doi:10.1007/s00170-021-06835-8
- Liang X, Zhang R, Yang Y, et al. An investigation of the homogenization and deformation of alloy 718 ingots. Superalloys 718, 625, 706 Var Deriv. 1994:947–956. doi:10.7449/1994/Superalloys_1994_947_956
- Li S, Wei Q, Shi Y, et al. Microstructure characteristics of Inconel 625 superalloy manufactured by selective laser melting. J Mater Sci Technol. 2015;31:946–952. doi:10.1016/j.jmst.2014.09.020
- Gypen LA, Deruyttere A. Multi-component solid solution hardening. J Mater Sci. 1977;12:1028–1033. doi:10.1007/BF00540987
- Bailey JE, Hirsch PB. The dislocation distribution, flow stress, and stored energy in cold-worked polycrystalline silver. Philos Mag A J Theor Exp Appl Phys. 2006;5:485–497.
- Zhang S, Lin X, Wang L, et al. Strengthening mechanisms in selective laser-melted Inconel718 superalloy. Mater Sci Eng A. 2021;812:141145. doi:10.1016/j.msea.2021.141145
- Sui S, Tan H, Chen J, et al. The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater. 2019;164:413–427. doi:10.1016/j.actamat.2018.10.032
- Dieter GE, Bacon D. Mechanical metallurgy. 3rd ed. New York: McGraw-Hill; 1976.
- Hosford WF. The mechanics of crystals and textured polycrystals. 1st ed. Oxford University Press; 1993.
- Zhang K, Holmedal B, Mánik T, et al. Assessment of advanced Taylor models, the Taylor factor and yield-surface exponent for FCC metals. Int J Plast. 2019;114:144–160. doi:10.1016/j.ijplas.2018.10.015
- Birosca S, Di Gioacchino F, Stekovic S, et al. A quantitative approach to study the effect of local texture and heterogeneous plastic strain on the deformation micromechanism in RR1000 nickel-based superalloy. Acta Mater. 2014;74:110–124. doi:10.1016/j.actamat.2014.04.039
- Seow CE, Zhang J, Coules HE, et al. Effect of crack-like defects on the fracture behaviour of wire + arc additively manufactured nickel-base alloy 718. Addit Manuf. 2020;36:101578.
- Kumara C, Deng D, Moverare J, et al. Modelling of anisotropic elastic properties in alloy 718 built by electron beam melting. Mater Sci Technol. 2018;34:529–537. doi:10.1080/02670836.2018.1426258
- Monine VI, Gonzaga RS, Farias FWC, et al. Study of mechanical behavior and X-ray elastic constants of nickel alloy weld overlay. Mater Res. 2019;22. doi:10.1590/1980-5373-MR-2018-0719
- Laghi V, Tonelli L, Palermo M, et al. Experimentally-validated orthotropic elastic model for wire-and-arc additively manufactured stainless steel. Addit Manuf. 2021;42:101999.
- Liang J, He Z, Du W, et al. Tailoring the microstructure and mechanical properties of laser metal-deposited Hastelloy X superalloy sheets via post heat-treatment. Mater Sci Eng A. 2023;884:145546. doi:10.1016/j.msea.2023.145546
- Gokcekaya O, Ishimoto T, Hibino S, et al. Unique crystallographic texture formation in Inconel 718 by laser powder bed fusion and its effect on mechanical anisotropy. Acta Mater. 2021;212:116876. doi:10.1016/j.actamat.2021.116876
- Ni M, Chen C, Wang X, et al. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing. Mater Sci Eng A. 2017;701:344–351. doi:10.1016/j.msea.2017.06.098
- Stinville JC, Mataveli Suave L, Mauget F, et al. Damage nucleation during transverse creep of a directionally solidified Ni-based superalloy. Mater Sci Eng A. 2022;858:144089. doi:10.1016/j.msea.2022.144089
- Popovich VA, Borisov EV, Popovich AA, et al. Functionally graded Inconel 718 processed by additive manufacturing: crystallographic texture, anisotropy of microstructure and mechanical properties. Mater Des. 2017;114:441–449. doi:10.1016/j.matdes.2016.10.075
- Kok Y, Tan XPP, Wang P, et al. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: a critical review. Mater Des. 2018;139:565–586. doi:10.1016/j.matdes.2017.11.021
- Wei HL, Mazumder J, DebRoy T. Evolution of solidification texture during additive manufacturing. Sci Rep. 2015;5:16446. doi:10.1038/srep16446
- Shamsaei N, Yadollahi A, Bian L, et al. An overview of direct laser deposition for additive manufacturing; part II: mechanical behavior, process parameter optimization and control. Addit Manuf. 2015;8:12–35.
- Chen W, Chaturvedi MC. On the mechanism of serrated deformation in aged Inconel 718. Mater Sci Eng A. 1997;229:163–168. doi:10.1016/S0921-5093(97)00005-1
- Nalawade SA, Sundararaman M, Kishore R, et al. The influence of aging on the serrated yielding phenomena in a nickel-base superalloy. Scr Mater. 2008;59:991–994. doi:10.1016/j.scriptamat.2008.07.004
- Hayes RW, Hayes W. On the mechanism of delayed discontinuous plastic flow in an age-hardened nickel alloy. Acta Metall. 1982;30:1295–1301. doi:10.1016/0001-6160(82)90148-1
- Max B, Viguier B, Andrieu E, et al. A re-examination of the Portevin-Le Chatelier effect in alloy 718 in connection with oxidation-assisted intergranular cracking. Metall Mater Trans A. 2014;45:5431–5441. doi:10.1007/s11661-014-2508-6
- Max B, San Juan J, Nó ML, et al. Atomic species associated with the Portevin–Le Chatelier effect in superalloy 718 studied by mechanical spectroscopy. Metall Mater Trans A. 2018;49:2057–2068. doi:10.1007/s11661-018-4579-2
- Beese AM, Wang Z, Stoica AD, et al. Absence of dynamic strain aging in an additively manufactured nickel-base superalloy. Nat Commun. 2018;9:2083. doi:10.1038/s41467-018-04473-5
- van den Brink SH, van den Beukel A, McCormick PG. Strain rate sensitivity and the Portevin-Le Chatelier effect in Au–Cu alloys. Phys Status Solidi. 1975;30:469–477. doi:10.1002/pssa.2210300205
- Banait S, Liu C, Campos M, et al. Coupled effect of microstructure and topology on the mechanical behavior of Inconel718 additively manufactured lattices. Mater Des. 2022;224:111294. doi:10.1016/j.matdes.2022.111294
- Banait S, Campos M, Pérez-Prado MT. Dynamic strain aging in Inconel718 additively manufactured lattices. Mater Lett. 2023;353:135314. doi:10.1016/j.matlet.2023.135314
- Hayes RW, Hayes WC. A proposed model for the disappearance of serrated flow in two Fe alloys. Acta Metall. 1984;32:259–267. doi:10.1016/0001-6160(84)90054-3
- Naghizadeh M, Mirzadeh H. Effects of grain size on mechanical properties and work-hardening behavior of AISI 304 austenitic stainless steel. Steel Res Int. 2019;90. doi:10.1002/srin.201900153
- Zhao R, Li XJ, Wan M, et al. Fracture behavior of Inconel 718 sheet in thermal-aided deformation considering grain size effect and strain rate influence. Mater Des. 2017;130:413–425. doi:10.1016/j.matdes.2017.05.089
- Anderson TL. Fracture mechanics. 4th ed. CRC Press; 2017.
- Deng D, Moverare J, Peng RL, et al. Microstructure and anisotropic mechanical properties of EBM manufactured Inconel 718 and effects of post heat treatments. Mater Sci Eng A. 2017;693:151–163. doi:10.1016/j.msea.2017.03.085
- Rezende MC, Araújo LS, Gabriel SB, et al. Oxidation assisted intergranular cracking under loading at dynamic strain aging temperatures in Inconel 718 superalloy. J Alloys Compd. 2015;643:S256–S259. doi:10.1016/j.jallcom.2014.12.279
- da Cruz Gallo F, Barreto de Azevedo LM, Figueiredo AR, et al. Effect of increased length fraction of Ʃ3n special boundaries on OAIC response of cold rolled Ni-based alloy 718 thin sheets. Mater Sci Eng A. 2021;825:141922. doi:10.1016/j.msea.2021.141922
- Pancou A, Andrieu E, Votié A. Oxidation-assisted cracking at 650°C in superalloy 718 manufactured by laser beam melting: effect of temperature and strain rate. In: 9th Int Symp Superalloy 718 Deriv Energy, Aerospace, Ind Appl.; 2018. p. 711–733.
- Li X, Esmaeilizadeh R, Jahed H, et al. Effects of temperature and strain rate on tensile properties and dynamic strain aging behaviour of LPBF Hastelloy X. Addit Manuf Lett. 2023;4:100105. doi:10.1016/j.addlet.2022.100105