
Abstract
Lean Six Sigma (LSS) has rapidly established itself as the key business process improvement strategy of choice for many companies. The LSS approach provides significant benefits to companies through its dual focus on reducing waste and increasing value whilst resolving Critical to Quality (CTQ) issues that affect consistency and repeatability in a product and process. The implementation of LSS is finding wider application in many different environments. Through a case study approach, this paper describes the novel implementation of an integrated LSS framework and outlines how it was used to identify the factors that affect supply chain performance in an aerospace Maintenance Repair and Overhaul (MRO) facility. The study outlines the application and measures the effectiveness of the integrated LSS framework through its ability to achieve new and enhanced performance through simultaneously reducing late material calls and reducing and stabilizing Order To Receipt (OTR) times.
Keywords:
Introduction
Both Lean and Six Sigma have gained acceptance as industry recognised business improvement methods and their popularity has grown significantly (Nonthaleerak & Hendry, Citation2006; Schroeder et al., Citation2008). The Six Sigma approach is aimed at achieving sustained customer satisfaction through its continual focus on customer needs (Seth & Rastogi, Citation2004). By placing emphasis on customer requirements and, on the issues that affect customer satisfaction, Six Sigma eliminates potential performance issues before they occur by focusing on process variables that are Critical to Quality (CTQ), (Snee, Citation2004). The Define, Measure, Analyse, Improve and Control (DMAIC) cycle inherent within Six Sigma describes the basic logic of a data-centric process improvement approach (Gijo, Citation2011; Harry & Schroeder, Citation2006; Pande, Neuman, & Cavanagh, Citation2014). In theory, completion of each DMAIC cycle will realise project goals, improve performance, and sustain quality (Gijo, Scaria, & Antony, Citation2010).
Lean on the other hand is a value focused, waste reduction strategy, which aims to eliminate non-value-added activities and other forms of waste from a process (Bhasin & Burcher, Citation2006; El-Kateb, Citation2015). With a specific focus on manufacturing, Lean can be defined as ‘A systematic approach to identify and eliminate waste through continuous product improvement to achieve customer needs’ (Bhuiyan & Baghel, Citation2005).
Womack & Jones (Citation1996), outline that the critical starting point for Lean process implementation is understanding and specifying Value as specified by the customer. Early attempts to reconcile the both strategies in to a unified Lean Six Sigma model was proposed by George (Citation2002) in which was highlighted an operational framework for implementing both approaches in order to achieve parallel benefits from both.
Lean Six Sigma (LSS) aims to drive business process improvements through adopting the key features of both Lean and Six Sigma and combining these features in to a single approach towards business performance enhancement (Corbett, Citation2011; Thomas, Francis, Fisher, & Byard, Citation2015b). In so doing, companies focus on adding value and then systematically reducing and removing waste (the lean element of the approach) whilst employing Six Sigma to focus on and eradicate the Critical to Quality (CTQ) issues that affect an organization (Drohomeretski, da Costa, de Lima, & de Rosa Garbuio, Citation2014). In applying this combined approach, LSS aims to achieve fast flexible flow of goods and services whilst systematically eradicating any issues that could adversely affect the quality of that product or service. LSS employs the traditional Six Sigma DMAIC cycle where, Lean tools can be integrated in to the phases to produce a range of benefits for the customer. Utilising the correct tools for the specific area of need is critical to yielding the improvements desired (Thomas, Barton, & John, Citation2008). A further detailed discussion on Lean Six Sigma is provided in the next section.
Lean Six Sigma – a literature review
LSS is gaining wider acceptance as an improvement strategy of choice in a range of industries and sectors. Traditional models and applications of LSS have focussed upon its implementation in manufacturing and production improvement environments. However, LSS is being increasingly applied with great success in healthcare (Laureani, Brady, & Antony, Citation2013), construction (Van den Bos, Kemper, & de Waal, Citation2014) and, education (Thomas et al., Citation2015b). Focussing upon LSS and its application in manufacturing and production environments, most LSS implementation projects have focussed on the systematic and rigorous application of the Six Sigma oriented DMAIC approach to characterise processes and specify solutions which are delivered through the effective use of a number of lean and Six Sigma tools such as DOE, VSM, SIPOC and 5S (Albliwi, Antony, & Lim, Citation2015; Chakravorty & Shah, Citation2012; Chen & Lyu, Citation2009 & Gnanaraj, Devadasan, Murugesh, & Sreenivasa, Citation2012, Vinodh, Gautham, & Ramiya, Citation2011 and Vinodh, Kumar, & Vimal, Citation2012) (See ).
Table 1. Systematic review of Lean Six Sigma applications literature.
Whilst the application of LSS in manufacturing and production environments is popular, its specific application in areas such as Maintenance Overhaul and Repair (MRO) functions and supply chain operations is less well advanced. A strong body of academic knowledge exists on the application of specific Lean implementations in MRO functions (De Jong & Beelearts van Blokland, Citation2016, Mathaisel, Citation2005; Kumar, Sharma, & Agarwal, Citation2015 and, Ayeni, Ball, & Baines, Citation2016). Likewise, the application of Six Sigma in MRO facilities has also gained significant attention especially through Jack Welch’s work in driving forward Six Sigma as the key business improvement strategy whist at General Electric (Deshmukh & Chavan, Citation2012).
The authors undertook an extensive review of academic literature focussing specifically upon the implementation and application of Lean Six Sigma in companies. The search of academic databases returned over 200 journal articles. These articles were subsequently reviewed and a number of key texts specifically relating to Lean Six Sigma implementation were identified for further analysis. provides a literature analysis of key academic case studies focussing upon applications of LSS in a wide range of industries. The analysis identifies a number of key issues. Firstly, the number of specific applications of LSS applied to MRO operations cited in academic journals in very low. Thomas, Mason-Jones, Davies, and John (Citation2015a) applies Monte Carlo analysis of the failure of aircraft Display Units (DU) through the adoption of a standard Six Sigma methodology and provides a predictive cost model for DU replacements and suggests through the model how different maintenance strategies may be employed at different points in the life of the DUs. Hwang (Citation2006) focussed upon the implementation of six sigma projects in aerospace companies and identified amongst other issues that human error and inadequate data were major causes of six sigma project failures in aerospace applications. Mostafa, Lee, Dumrak, Chileshe, and Soltan (Citation2015) develop a theoretical framework around integrating Lean thinking in to maintenance systems whilst Price (Citation2010) implemented a combined Lean/TQM methodology in to aircraft operations in order to manage human errors which affect quality and safety leading to improvement in business performance. Karunakaran (Citation2016) is one of few researchers that applies the standard LSS approach towards reducing aircraft maintenance cycle times through simulating the new ‘future state’ and, provides improvements in performance through the implementation of the LSS approach.
Secondly, the LSS methodology is primarily driven through the application of the five stage six sigma DMAIC approach. highlights that the primary focus of the literature being analysed shows a quality improvement perspective with few articles focussing on the simultaneous application of Lean. The resulting focus of most LSS projects therefore being quality orientated with most LSS tools and techniques employed being Six Sigma oriented. Thomas et al. (Citation2015b) identified that this natural pull to employing primarily a six sigma focus limits LSS teams towards quality based projects at the detriment of driving simultaneously Lean or a combination of Lean and Quality oriented projects. It seems therefore that MRO companies still remain fixated on the application of single paradigm approaches of Lean or Six Sigma.
The academic literature around the issue of integrating both Lean and Six Sigma in to a single approach has its supporters. For instance, Christopher and Rutherford (Citation2004) identify the role that agile Six Sigma may have in improving supply chain resilience. Through their work they identify the need to integrate both Lean and Six Sigma approaches to form a single strategy to improve performance in the supply chain. Likewise, the work of Arnheiter and Maleyeff (Citation2005) outline the potential of both Lean and Six Sigma to reduce supply chain inventories and improve overall supply chain performance and throughput. However, neither author suggesting integration provides a useful mechanism by way to integrate both Lean and Six Sigma. Thomas et al. (Citation2015b) applies an integrated LSS framework in to an aircraft assembly environment using a matrix approach towards the simultaneous application of both Lean and DMAIC. This approach provided a useful guide to the effective implementation of LSS in an aerospace environment. Therefore, in order that MRO companies are able to fully understand the benefits of a dual and integrated LSS approach, the integrated LSS Frameworks need to clearly define their mode of operation and to be seen as operating effectively so that confidence is given to such companies before embarking on a new business improvement strategy. As a result, the Research Question being asked in this paper is:
How effective is the application of an Integrated Lean Six Sigma Framework in an Aerospace MRO facility and, to what extent has the company’s operational performance improved as a result of its implementation?
Methodology
Introducing the integrated Lean Six Sigma framework (LSSF)
In the development of an integrated LSS framework, the focus is on ensuring the simultaneous development of both the Lean and Six Sigma phases with the aim that the company simultaneously tackles both the ‘waste reduction’ element and, the Critical to Quality element of the business. George (Citation2002) suggests that the connectivity between Six Sigma and Lean is linear in its approach with Six Sigma being applied first with Lean being applied once the process variation has been reduced and secures through the Six Sigma phase. However, the work of Shah, Chandrasekaran, and Linderman (Citation2008) offers a different perspective and suggests that the success of Six Sigma projects are greatly increased if Lean principles and tools are included in the implementation of Six Sigma. Hines, Holweg, and Rich (Citation2004) clearly identify the role of Six Sigma as one of feeding in to and supporting the higher level strategic Lean implementation process. This would therefore suggest that Six Sigma forms part of a sub-set of operational strategies that fit in to the higher order lean thinking process.
The construction of an initial conceptual LSS Framework was developed from a systematic approach to the review of existing LSS Frameworks and implementation methods employed from a wide range of academic journals. shows the research resources used to establish an operational framework for implementation. Since Lean and Six Sigma theoretical models have existed for some considerable time, the journal sources for this paper were case study papers where the authors were also able to study the implementation mechanisms of the various frameworks described in the texts as well as the respective structure and design of the LSS programmes identified.
A conceptual LSS framework was initially developed following which the author team then undertook a series of iterative developments in an attempt to improve its effectiveness and suitability to MRO implementation. shows the final matrix including the various elements for each stage in the LSS programme. Adjustments to the framework included redesigning the framework to change the points at which the various tools are used as well as adding a Stage (0) in which preparing the company for undertaking LSS implementation was undertaken. shows the generic form of the LSS Framework (LSSF) that was adopted in this study. It shows how each of the Six Sigma DMAIC phases are applied systematically to each of the Lean stages. With reference to the Matrix shown in , it can be seen that the output of the Define phase of Lean Stage 1 for instance (specify value) feeds in to the input of the Measure stage within Lean Stage 1. This continues with the output of the measure phase feeding in to the Analyse phase and so on thus forming a series of linked activities within Lean Stage 1. Finally, at the end of that stage, the output of the Control stage then feeds in to the Define phase of the next Lean stage. For example, the activities of the Control stage on Lean Stage 1 (LSS team develop action plan to resolve CTQs and meet customer value requirements) is then used as the feed in to Lean Stage 2 where the CTQ plan is enacted. In this instance, the output of the Control stage provided the team with a plan to identify and tackle the ‘missed inspections’ within the company. Likewise, the input in to the Create perfection stage is in the defining of new levels of performance (i.e. reducing the OTR to less than 59 days). The output of this Lean stage is that through continuous improvement of processes and systems that the 59 day target is achieved and systems and processes are then locked to the new standard practices. Therefore, the DMAIC phases flow systematically through the Lean stages. The final output from the Control phase in Lean Stage 5 feeds back to the start of the project for process to cycle through again where a new CTQ issue is defined.
Table 2. Completed LSSF Matrix indicating the key tools and techniques.
Figure 1. The generic Lean Six Sigma Framework.
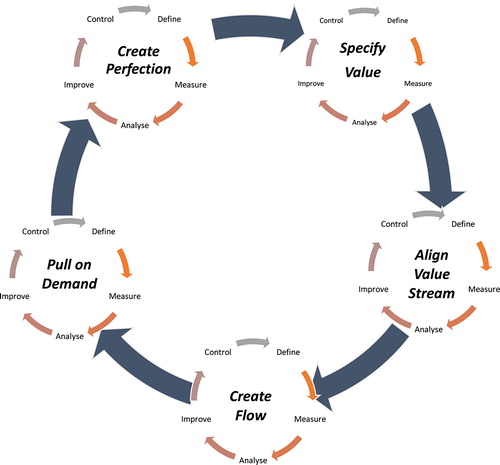
The LSSF attempts to provide a more balanced approach to the simultaneous application of both Lean and Six Sigma in that the DMAIC cycle is implemented at each stage in the Lean thinking cycle. The LSS Framework is shown in matrix form in and, identifies the key stages of the LSS Framework paying particular attention to the location and application of specific tools at each stage. The authors suggest that the application of these tools are likely to be different for each project type as well as their location within the matrix is likely to change due to the uniqueness of each project. Further development and application of the LSSF is shown late in the paper.
The next section highlights the work undertaken to develop the conceptual LSSF in to an operational framework and introduces the reader to the company and the improvement operations conducted in this project.
The LSSF and its pre-implementation phase
Stage (0) of the LSSF was the starting point of the implementation stage and consisted of a series of awareness raising sessions in which the implementation process was outlined and where all staff were given the opportunity to contribute to the implementation process and, to jointly discuss the direction of travel and, most significantly, to prepare themselves for LSS implementation (Kumar, Antony, & Tiwari, Citation2011; Mostafa, Dumrak, & Soltan, Citation2013; Spina et al., Citation1996). The core values of people, education and defining a vision for improvement were identified as key variables in developing high performing LSS projects (Shokri, Waring, & Nabhani, Citation2016).
Further and more focussed training sessions were introduced for staff in order to develop expertise in LSS implementation. Also, the project team delivered practitioner level training to academic staff who would need to carry out much of the developmental tasks. Most importantly, company management were given awareness sessions and an end of Stage (0) meeting clarified the roles and responsibilities of the staff and the outlined the timescales and project plans for the implementation of the LSSF. Early stage work in identifying the typical tools and techniques to be employed in the project was also undertaken at this point. The project team therefore mapped the tools and methods required for each stage of the LSS cycle. The key issue here was to minimise the over-use of tools and to focus upon a core set of key toolkit for implementation. The next section of this paper briefly introduces the company before continuing to detail the remaining stages of the LSSF
Case study – AMRO Ltd
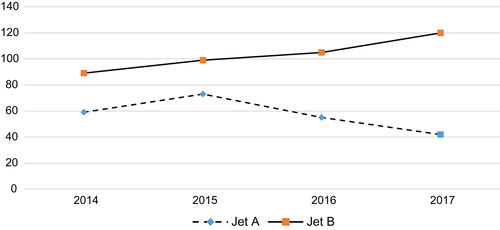
The company in which this case study was developed is an aerospace engine Maintenance Repair and Overhaul (MRO) facility. Its identity has been protected on request of the company and offered a pseudonym AMRO Ltd. The facility has a global supply chain network that consists of over sixty separate vendors. Within one specific engine specification, seventeen repair facilities and twelve different supplier accounts are initiated in order to support engine rebuild requirements. The MRO facility has seen considerable disruption to its operational build cycle due poor internal operations leading to late requests for components from the supply chain to meet current engine build requirements. Furthermore, there is a high proportion of non-value-added activity carried out at the facility to rectify late component requests caught within the MRO cycle. Any process errors that disrupt the operational stability of both AMRO’s shop floor and the supply chain network has a negative effect on its Order to Receipt (OTR) times.Footnote1 The exact cause of late component requests has traditionally been put down to the problems associated with the company’s product mix where one engine type is slowly being phased out of operation (JET A) and hence shows a reducing service volume whilst another engine type is rapidly increasing by way of service volume demand (JET B). As a result, the AMRO workforce are undergoing a rapid reconfiguration of its supply chain and operational systems due to the rapid decline of the JET A engine service volume and, the rapid increase of JET B engine service volume. Forecasted shop volume figures to 2017 are shown in . Apart from reorganizing the supply chain, vendors and internal operations, the company has needed to embark on a programme to cross-train their engineering workforce to ensure staff are able to service JET B engines whilst also ensuring the JET A legacy engines are also catered for. This has created a shared labour pool where JET A maintenance technicians are now considered to be able to work on both JET A and JET B engine types competently.
Figure 2. JET A and JET B service volumes (2014–2017).
With a focus upon the expanding JET B servicing volume, the company saw that the strategic challenge for them was to try and streamline the JET B service facility whilst ensuring that the quality of their operations were maintained at the highest standards.
The starting point for the study in to the JET B service facility was to undertake a detailed analysis of the operations in this facility. shows the value stream analysis undertaken for the JET B process. Each process in the facility was mapped and timed in order to characterise the overall process and their connectivity to each other. shows the current and potential future states relating to the Non-Value-Added (NVA) activities that were identified in this analysis.
Figure 3. Non-value-added analysis of Jet B facility – current and future states.
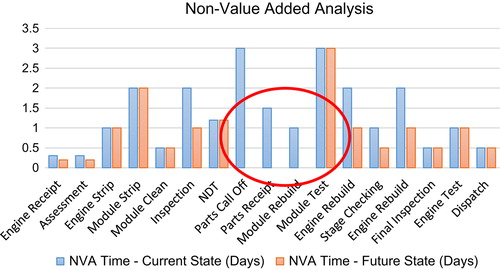
The analysis showed that the area in which the greatest level of NVA was in the post-inspection phases of the work where the components were required for rebuild. Large delays were seen in the areas identified by the red circle. Further investigation of this area suggested that all NVA could be eliminated as a result of improved operational improvement. Further investigation of this area highlighted that the facility suffered from components arriving late at the various sub-assembly points in the engine build system. The company’s focus was on how to increase Jet B engine throughput (given the increased volume requirements and importance of the engine type to future company operations). Systematically reducing the NVA at the points identified in was seen as critical to meeting tis target.
Identifying the problem
Each engine within the JET B cell is repaired (and or) overhauled by being pulled through a single flow operational ‘Four Stage’ system. The stage system consists of four different operational build stages that each have different requirements and targets that must be satisfied before progressing to the next. The stages are shown in .
Table 3. Operational build stage system.
The target time to process a JET B engine through all stages is 62-days. As part of the strategic materials and planning initiative, a ‘Phase Review’ (PR) process is employed across the JET B engine cell. The impact of ensuring all operations are completed by their stage closure point is critical. The critical stage for ensuring OTR is Stage 1. If components and parts are requested after Stage 1 closure, they are classed as ‘late calls’ and, depending upon how quickly the supply chain can respond to this late call for components, it will place a risk on achieving the target OTR. Late calls impact hugely on the external supply chain and internal engineering operations and this ultimately leads to engine build delays. It is therefore critical that all components within the engine are accurately inspected and tested and that all requests for new components from the supply chain are requested by the end of Stage 1.
The analysis of the NVA undertaken and shown in suggests that the highest areas of NVA are seen just before rebuilding of the modules and engine. This matches closely to the Stage 1 closure point (and Stage 2 start) further indicating an issue which could be associated with poor control at the Stage 1 closure point.
Implementation of the LSSF
shows the specific detail of each of the stages in the LSSF as applied to the company and the tools and activities used at each stage. Due to extensive nature of the application of this LSS Framework, only the key stages of the framework are covered in this paper. Therefore, the reader is directed to to see the full sequence of operations undertaken through this LSSF.
LSS Phase 1 – specify value by defining the CTQ issue
A workshop was held whereby managers, engineers as well as a number of key customer facing personnel from within the company focused upon the identification of the Critical to Quality (CTQ) issues that the company were experiencing. Systematic evaluation of each CTQ as well as determining the severity of each enabled the company to identify that the 62 day OTR was not being met and this was down primarily to variations being seen around Stage 1 material ordering. In order to minimise (with the longer aim to eliminate) late component requests arising after Stage 1, the project team needed to ensure that no late calls were to be received after 10 days from (i.e. Stage 1 closure point – ). This depended also on ensuring that the work undertaken on Stage 0 was correctly carried out and all documentation was correctly processed and inputted during that stage which had a maximum time envelope of 3 days.
Stage 1 activities involve the inspection of all engine components with a view to identify whether the components have: (a) residual service life left and hence can be put back in to the engine following cleaning and minor maintenance or, (b) the component has no residual life left rendering it scrap or, (c) has no residual like left but can be repaired or serviced for return to the engine in the future. It is here that the engine technician must decide which category each engine part falls in to and this then allows the supply chain team to procure components and/or services to support engine build. In order to start to identify key areas for further investigation by the LSS team, a Cause and Effect session was held by a multi-disciplinary team of engineers, supply chain and operations managers. shows the C + E diagram.
Figure 4. Cause & effect diagram.
The C + E session enabled the team to categorize and prioritize areas of investigation. The team identified strongly with the issue surrounding the ‘Employee Learning Curve’ and felt that maybe the training and supervision around the work of staff may be providing concerns. Since the inspection process relies on the skills, knowledge and experience of the technicians, little automated inspection exists and therefore, the standard conditions arise with human based inspection systems. The team further identified some critical decision points from this stage namely:
Category 1 – Part is inspected and considered serviceable when indeed it is not serviceable (known as a missed inspection). Build technicians find the problem in Stages 2 and 3 of build process. This directly impacts on the OTR measure as the component requests needed at Stage 1 are now being requested at Stage 2 or 3.
Category 2 – Part is inspected and considered unserviceable when indeed it is was serviceable. This does directly impact on OTR but can lead to good parts being scrapped or unnecessary servicing and repairs being undertaken.
Category 3 – Part is inspected and considered serviceable when it is was actually serviceable. No issue
Category 4 – Part is inspected and considered unserviceable when it is was actually unserviceable. No issue
Action plans were developed to focus in upon this problem statement and the LSS team was expanded to include a range of facilitators and workers to effect change later in the process.
LSS Phase 2 – align the internal operations through measuring the extent of the problem
The LSS team focussed on aligning the internal Value Stream with an attempt to identify the full impact of Stage 1 late calls. In this situation the LSS team employed a series of observational activities and VSM exercises aimed to provide a detailed understanding of the different factors involved in the MRO production cycle. Tables and (alongside ) current and future Value Stream Analysis with its associated VA and NVA activities and an OTR time of 81 days. The future state analysis shows the potential to reduce OTR to under 62 days by focussing upon eliminating NVA and focussing upon eliminating the variability of activity at Stage 1 (i.e. variability of late calls at Stage 1).
Table 4. Current state value stream analysis.
Table 5. Future state value stream analysis.
The LSS team also collected primary data over the previous 12 months MRO activity at the facility and this represented 86 engines. Data analysis identified that out of a total of 3733 component reservations made, 867 (23%) of components were considered ‘late calls’. Further investigation of the 867 late call components identified that 83% of these could be attributed to just five specific engine modules. Focusing specifically on the engine modules, a Pareto study was undertaken to identify whether any specific engine module was causing the late call issue or, whether the problems lay across all five modules fairly evenly. The Pareto Analysis shown in identifies that the M20 module provides the greatest cause for concern accounting for 492 late calls from a total of 867 late calls.
Figure 5. Pareto diagram for late calls (defective items).
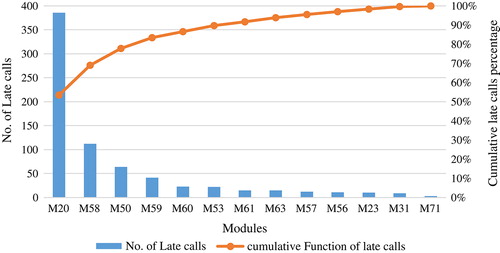
As a result of the VSM study and the Pareto exercise undertaken in this stage of the LSS cycle, the LSS team were able to focus in quickly on the main components causing the issue around late calls and hence built up an evidence trail to go forward to resolving the CTQ issue further in the programme. The data gathering carried out during the Measure phase has offered direction for the project as it progresses into the Analyse stage.
LSS Phase 3 – create flow by identifying constraints in the system
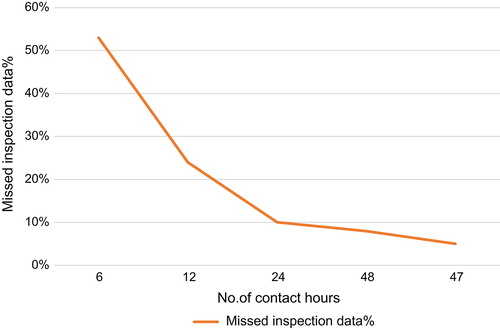
The LSS team focussed upon the issue of creating flow of parts through the engine MRO cycle. The team focussed upon the systematic elimination of the inefficiencies that prevented swift and even flow of parts through the facility. Referring back to the C + E exercise and armed with the data obtained from LSS Phases 1 and 2, a more focussed analysis as to the reasons why the Stage 1 build stage developed so many ‘late call’ triggers from so few module components was undertaken. However, the data within the ‘Measure’ stage did not explain why the late calls occurred. A series of meetings were held with stage team members working in the five critical modules in order to explore the reasons why the late calls existed. Tracking of the data around missed inspections and measuring this against the experience levels of the staff within these inspection areas provided key information as to the root cause of the problems. shows the raw data relating to the number of contact hours per month an employee was receiving on JET B and the occurrences of missed inspections.
Table 6. Missed inspection data.
The data shows that there were a total of 867 late calls that were directly caused by missed inspections in Stage 1. Of this, 77% of the missed inspections were driven by members of operational staff with less than 12 months engine type experience. alongside show that there is a clear and strong correlation between the amount of engine type experience and number of missed inspections.
Table 7. Correlation matrix between missed inspections and contact hours.
The Correlation coefficients of correlation matrix shown in identifies that a strong inverse relationship exists between missed inspections and, the number of contact hours a technician has with the engine thus suggesting that the higher the number of contact hours a technician has with the engine, the fewer missed inspection occurrences there are missed inspection data is which is due to human experience ().
Figure 6. Missed inspection data versus no of contact hours.
The JET B facility has seen a steady increase in operational staff as JET A trained technicians were transferred to the JET B facility in order to fill the capacity issues due to the increased service volumes from JET B. Following a period of engine specific training, the technicians were then fully employed at the JET B facility. Further analysis showed that there were a total of 85 operational staff who have regular contact with the JET B engine. The data shown in identified that there were a total of 27 new staff that were introduced to the JET B facility with fewer than 12 months experience. Both JET B and JET A facilities are separate and have their own individual process and, whilst there is an element of similarity between both engine types, new operational staff that had been transferred to the JET B facility needed time to develop their experience of working with this engine. It is likely that the number of inexperienced JET B employees working on the engines are a root cause behind some of the late call activity. This analysis enabled the LSS team to initiate changes to the existing training and supervisory plans. Changes by way of team composition and supervisory arrangements were considered so that the essential CTQ causes based around human error and basic quality issues were eradicated through an effective and fit for purpose training and mentoring programme.
LSS Phase 4 – create flow through process improvement
The introduction of new staff to the JET B facility had caused instability in the build operations at all stages of operations. However, it was at the Stage 1 gate that the effect of new and inexperienced staff had caused the major issues. In order to resolve the issue of missed inspections, a comprehensive’ three-pronged’ improvement programme was adopted. This approach consisted of:
a series of training and technical updating of the technician workforce,
a change in the composition of the maintenance teams in order to develop a more cohesive and supportive learning environment and,
a change in the supervisory arrangements especially where new and inexperienced staff are present within the maintenance teams.
Changes to the maintenance team composition was undertaken where each individual maintenance team would now have to include 4 experienced staff (more than 24 months engine experience) to every ‘junior’ team member (less than 12 months engine experience). Each team would also include an ‘allocator’ who was an operational staff section team member given the responsibility of overseeing team activities, assisting the junior team members with on-hand training and reporting daily outputs and findings to the operations management team. The allocator was introduced to provide a team member from each section that would provide the link with management, identifying any areas of concern.
Changes undertaken to supervisory activities included refresher training for supervisors in being to coach and mentor their teams as well as providing the standard leadership training. Furthermore, the aim of the changes to the supervisory team was to reinstate the supervisor as the team lead and for the supervisor to be considered as the team expert and not as an extension to the workforce as they were currently being seen. Supervisors adopting the new leadership style were then seen by the team members as their local point of contact where any concerns or issues could be dealt with immediately within the team. This quicker and more direct approach towards local decision-making eliminated the need for team members to make individual decisions on specific component issues.
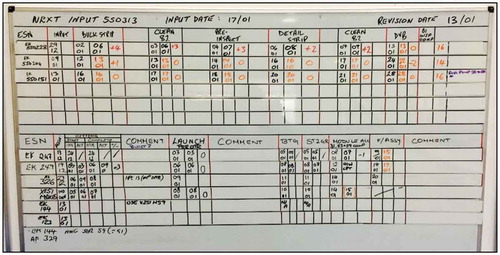
Alongside the training and supervisory arrangements, the LSS team returned to the Value Stream Analysis (VSA) activity initially developed in Stage 1 with a view of identifying the constraints in the system that needed to be removed in order for pull systems to be employed. Through the detailed and systematic analysis of the VSA, the team were able to identify the constraints that prevented full operational performance to be achieved and employed a series of small improvement projects to systematically remove the constraints at each stage. Secondly, a control board system was set up within the supervisory area in order to map and control the flow of engine parts through the maintenance cells. Daily meetings centered around the control board () and provided a forum at the beginning of each day to identify actions required, issues noted, and hard points such as Stage 1 closure dates to be relayed to the team. Each team member was given the opportunity to freely contribute to the meeting providing ideas as to how any problematic issues could be addressed to prevented from occurring. Furthermore, a colour coding system was utilised to provide quick visual representation of targets met versus not met etc. where; Black meant that the Target had been met, OTR and ‘late call’ targets met in full: Orange: Target date not met but actions taken meant that OTR and ‘late call’ values were improving continuously and, Red: Targets not met processes require significant improvement as matter of priority. shows the control board after four months of operation after LSS implementation. All Red marked parts had been eliminated by this stage.
Figure 7. JET B production control board.
A further change incorporated in to the Improvement stage was introducing a member of the planning team member into the production meetings. This ensured that a communication link was established between the technicians and the supply chain team thus attempting to provide supply chain support to the maintenance teams and therefore more timely and rapid procurement of parts prior to Stage 1 closure.
Furthermore, the planning team members undertook an analysis of all engine modules and components held in stores and provided a daily stock level feed in to the control plan meeting. This analysis focussed mainly on C-class components (<£3000) and was used to identify the number and type of components held in the buffer stock location. The analysis not only identified 48 different C-class components were used on a weekly basis. These components were then cross referenced with the late call data (identified in the LSS Phase 2) and if required the immediate release of these components to the shop floor was undertaken. This in itself reduced Stage 1 late calls by 20%.
LSS Phase 5 – continuous improvement and control of future processes
The initial stage of this LSS project identified the target for improvement as zero late component calls after Stage 1 closure. The operations management team now conduct weekly feedback sessions in order to maintain focus on operating procedures and quality best practice to ensure that late calls are eliminated from the process. The procurement materials team made the commitment to analyse stockroom materials usage patterns on a monthly basis to address any new spikes in demand relating to late call activity. The procurement, engineering, and operations teams agreed to meet on a bi-weekly basis to discuss any logged late call activity and address potential root causes. The control process is still seen as work in progress and continues to be refined and improved going forward. Standard Operating Procedures combined with new supervisory and QA arrangements are enacted alongside the control board and as a result, late calls at Stage 1 are reducing significantly on a monthly basis.
What became apparent at this stage was the need for strong and effective leadership to be initiated and adopted by the planning and maintenance management teams. Closer collaboration between departments was needed and, the control of the system processes needed to be enacted and maintained by close monitoring and action by the management teams. Therefore, the control board was an essential management tool for driving and subsequently managing change. Any out of control conditions were acted upon on a daily basis through LSS blitz teams who undertook rapid analysis and action to resolve any issues that arose from the daily meetings. These teams were targeted with resolving any out of control conditions within the working day so that system flow could be maintained with minimum disruption.
Results
Actions to eliminate the CTQ issues are now in place and the company is rapidly moving towards its 62 Day OTR. shows the performance of the company against its OTR target of 62 days and, the number of ‘late calls’ following Stage 1 closure for the six months after the implementation of the ‘Improve’ phase. The figure shows the impact of the measures introduced in to the system and how through continuous incremental improvement, the targets will be met.
Figure 8. OTR and late call improvement trends.
A drop of 53% in ‘late calls’ was seen within the first month following LSS implementation with late calls dropping from 29 per month to just over 13 per month on average. More recent results have seen more modest improvements as the system settles but, six months in to the improvement cycle has seen a drop of over 73% in late calls at Stage 1 (equating to 7 late calls per month on average). Variability around ‘late calls’ has improved with a reduction in the Std Dev from 2.64 in month one to just over 0.5 in month six which suggests that that a simultaneous improvement in both measurements as a result of LSS implementation.
Similarly, improvements were seen in the ‘Order to Receipt’ targets where the OTR continuously improved from its initial value of 81 days to a value of 65 days. However, whilst the OTR has continuously improved, the variability of the OTR has increased from a Std Dev of 0.96 in month one to 1.71 in month six. Further focus on reducing the variability around this OTR value is being undertaken with the team working on characterising the nature of this variability in order to determine whether action needs to be undertaken to improve variability or, whether variability will drop as the system adjusts to its new OTR value of 65 days.
As a result of this improvement, costs are expected to reduce in the form of direct labour required as well as time and effort spent undergoing non-value-added tasks such as ERP reversal transactions, repeated data loading of engine data, transportation costs within the company in the form of reallocation of modules and hardware, and the total supply chain cost in expediting material driven by late calls that is required immediately (Snee & Hoerl, Citation2007). Through streamlining the MRO supply chain cycle to minimise total late calls, the business is now able to reduce its total labour costs (Bhasin & Burcher, Citation2006). This will come in the form of reducing headcount against the facility and reassigning the labour to a required bottleneck area, such as material incoming inspections. Through the application of a streamlined, value-focused workforce, the business is able to focus on applying value where it is required and minimising waste. It will provide the managerial team with the relevant downtime to innovate existing processes and future ideas. From an operational perspective, sectional areas such as sub-assembly and final assembly will benefit from smoother process flow without interruption (George, Citation2002; Womack & Jones, Citation1996).
This reduction in defect variability will drive a better opportunity for the JET B facility to hit its 62 day OTR requirement for each engine serviced and therefore will improve its ability to deliver the engine to the customer on-time without incurring any contractual penalties.
Conclusions
This paper has described through a case study the application of a novel integrated Lean Six Sigma Framework for MRO operations improvement. The authors believe that this work extends and enhances the limited contribution to the application of LSS in MRO facilities. Through its simultaneous focus on tackling the CTQ issues around missed inspections resulting in ‘late calls’ and missed OTR, the company was able to move towards its Lean target of ensuring a 62 Day OTR was consistently met by focussing also on the variability of each target measure. By integrating the Lean and Six Sigma processes, the company were able to focus quickly on Stage 1 inspection as being the major area for late component calls. Late inspection calls were considered the major cause of the company missing its 62 day OTR. This focus quickly led to the LSS team identifying the human factors that adversely affected the performance of their internal operations. Whilst the company has not achieved its final OTR and Late Call target, the trajectory shows very promising signals that both targets are likely to be met soon provided that consistency of purpose is applied to the project is maintained. LSS Black Belts are employed to ensure project momentum is achieved going forward.
The adoption of the Lean Six Sigma framework in a supply chain based MRO context is first of its kind within the company. The project has been able to increase the knowledge base of supply chain and operations managers (Pande, Neuman, & Cavanagh, Citation2000) whilst also impacting positively on the operations effectiveness of the company. Further work is underway in quantifying the bottom line benefits as well as rolling out the LSSF to other areas within the company. The initial customer analysis stage involved the identification of the key variables considered important by the procurement team, maintenance technicians and, the end user. The use of standard tools such as Pareto Analysis and C + E diagramming were still seen as effective approaches to enable the LSS team to identify the variables affecting performance. The design and development of the LSSF was then key to creating a working environment around which the business improvement work could be enacted.
As with any change management project, the LSS team hit a number of problems with staff who were closed to the idea of change. Barriers encountered included a lack of commitment from operational staff and a misunderstanding of the desired outcome. These barriers were overcome by collaborating with departmental management. By ensuring a shared need, justifying the rationale behind the desired change and mobilizing commitments, teams and sections were able to embrace the necessary changes while being guided through regular staff contact meetings. In answering the Research Question ‘How effective is the application of an Integrated Lean Six Sigma Framework in an Aerospace MRO facility and, to what extent has the company’s internal and supply chain performance improved as a result of its implementation?’ then the following conclusions can be made.
The LSSF and the application of key improvement tools shows that LSS can be effectively delivered in to MRO operations. Although it can be argued that the LSSF is lengthy by way of application requiring the LSS teams to go through more stages than a traditional LSS programme of work, it was considered by the LSS implementation team as being more effective in simultaneously introducing the Lean and Six Sigma approaches in one coherent format to tackle the specific CTQ. The LSS team members had highlighted the frameworks as being particularly effective without being hugely burdensome. The LSSF was seen as the main change agent for the project. Feedback from the management team showed that the improvements adopted by the procurement and supply chain team would not have happened unless the LSSF system had been adopted. Furthermore, staff motivation was seen as having improved as a result of having a greater input in to the development of the LSS project.
shows the completed LSSF with the tools and techniques specific to this project. The balanced approach towards multiple stakeholder analysis was seen as being particularly effective and that the C + E diagramming, Pareto analysis and, the subsequent focus on the human resources element of the project was very useful in developing a sound improvement platform and action plan. Whilst it is too early in the improvement process to total the sum of the savings and improvements, the company’s management team found the exercise to be key in initiating and driving change in to the procurement and supply chain areas (where previously Six Sigma had only been applied specifically to MRO operations). Roll out of the LSSF programme is being considered for further areas within the company.
Strong leadership was a key issue in driving this project forward and, in overcoming the tensions that existed around human resources. Knowledgeable, motivated and experienced staff were in high demand for inclusion in both the LSS improvement teams and, for their production related work. Splitting these resources across both areas called for effective communication between the production teams and the LSS teams and, in some instances, the LSS teams were required to relinquish staff in order to ensure that production targets were maintained. This did not seriously affect the LSS project but had potentially delayed the completion of this particular programme by a number of weeks.
During the initial stages of LSS project, it proved difficult to gain the necessary traction to drive the improvement programme forward. Defining a project that had sufficient depth in order to provide a significant impact on business operations required a number of ‘define’ stage iterations. The initial project definition stage identified a number of small, ‘surface level’ type projects that would have consumed resources and returned little by way of impact. Again, effective leadership was needed to lead the team in to undertaking a larger scale project where the risks of failure were higher but, the benefits to the company were greater.
The need for continuous training, development of staff and, effective communication throughout the full duration of the project was essential to project success. The LSS team noticed early in the programme that without constant updating of staff and ensuring that the team were fully informed of progress on the project that project momentum quickly dropped off. The introduction of daily meetings and frequent training and development sessions introduced early in to the project helped maintain project momentum.
Although a significant proportion of time (approximately six months) was spent in training and preparing the workforce through Stage 0 of the LSSF, it was felt that this stage could have been extended even further before the company progressed to the Stage 1 of the LSSF. The LSS team were still finding fundamental misunderstandings amongst the staff even after the Stage 0 completion which slowed down progress of the project. Further and more detailed training and assessment is being brought in for future projects.
Disclosure statement
No potential conflict of interest was reported by the authors.
Notes
1. OTR – Order to Receipt – the time taken for the product to reach the customer from the time the order was first placed.
References
- Albliwi, S. A., Antony, J., & Lim, S. A. H. (2015). A systematic review of Lean Six Sigma for the manufacturing industry. Business Process Management Journal, 21(3), 665–691.10.1108/BPMJ-03-2014-0019
- Andersson, R., Hilletofth P, Manfredsson P, & Hilmola O. P. (2014). Lean Six Sigma strategy in telecom manufacturing. Industrial Management & Data Systems, 114(6), 904–921.10.1108/IMDS-02-2014-0069
- Arnheiter, E. D., & Maleyeff, J. (2005). The integration of lean management and Six Sigma. The TQM Magazine, 17(1), 5–18.10.1108/09544780510573020
- Ayeni, P., Ball, P., & Baines, T. (2016). Towards the strategic adoption of Lean in aviation Maintenance Repair and Overhaul (MRO) industry: An empirical study into the industry’s Lean status. Journal of Manufacturing Technology Management, 27(1), 38–61.10.1108/JMTM-04-2015-0025
- Bhasin, S., & Burcher, P. (2006). Lean viewed as a philosophy. Journal of Manufacturing Technology Management, 17(1), 56–72.10.1108/17410380610639506
- Bhuiyan, N., & Baghel, A. (2005). An overview of continuous improvement: From the past to the present. Management Decision, 43(5), 761–771. doi:10.1108/00251740510597761
- Chakravorty, S. S., & Shah, A. D. (2012). Lean Six Sigma (LSS): An implementation experience. European Journal of Industrial Engineering, 6(1), 118–137.10.1504/EJIE.2012.044813
- Chen, M., & Lyu, J. (2009). A Lean Six-Sigma approach to touch panel quality improvement. Production Planning & Control, 20(5), 445–454.10.1080/09537280902946343
- Christopher, M., & Rutherford, C. (2004). Creating Supply Chain Resilience Through Agile Six Sigma. Critical EYE Publications Ltd., 24–28.
- Corbett, L. M. (2011). Lean Six Sigma: The contribution to business excellence. International Journal of Lean Six Sigma, 2(2), 118–131.10.1108/20401461111135019
- De Jong, S. J., & Beelaerts van Blokland, W. A. (2016). Measuring lean implementation for maintenance service companies. International Journal of Lean Six Sigma, 7(1), 35–61.10.1108/IJLSS-12-2014-0039
- Deshmukh, S. V., & Chavan, A. (2012). Six Sigma and SMEs: A critical review of literature. International Journal of Lean Six Sigma, 3(2), 157–167.10.1108/20401461211243720
- Drohomeretski, E., da Costa, S. E. G., de Lima, E. P., & de Rosa Garbuio, P. A. (2014). Lean, Six Sigma and Lean Six Sigma: An analysis based on operations strategy. International Journal of Production Research., 52(3), 804–824.10.1080/00207543.2013.842015
- El-Kateb S. (2015). Implementation of lean logistics in apparel manufacturing. The Journal of American Science. Retrieved from www.jofamericanscience.org, (June).
- George, M. (2002). Lean Six Sigma: Combining Six Sigma quality with Lean speed. New York: McGraw-Hill.
- Gijo, E. V. (2011). 11 ways to sink your Six Sigma project. Six Sigma Forum Magazine, 11(1), 27–29.
- Gijo, E. V., Scaria, J., & Antony, J. (2010). Application of Six Sigma methodology to reduce defects of a grinding process. Quality and Reliability Engineering International, 27(8), 1221–1234.
- Gnanaraj, S. M., Devadasan, S. R., Murugesh, R., & Sreenivasa, C. G. (2012). Sensitisation of SMEs towards the implementation of Lean Six Sigma – an initialisation in a cylinder frames manufacturing Indian SME. Production Planning & Control, 23(8), 599–608.10.1080/09537287.2011.572091
- Harry M., & Schroeder R. (2006). Six Sigma: The breakthrough management strategy revolutionizing the world’s top corporations, Dell Publishing. ISBN: 978-8129117731
- Hines, P., Holweg, M., & Rich, N. (2004). Learning to evolve: A review of contemporary lean thinking. International Journal of Operations & Production Management, 24(10), 994–1011.10.1108/01443570410558049
- Hwang, Y. (2006). The practices of integrating manufacturing execution system and six sigma methodology. The International Journal of Advanced Manufacturing Technology, 30, 761–768.10.1007/s00170-005-0090-1
- Karunakaran, S. (2016). Innovative application of LSS in aircraft maintenance environment. International Journal of Lean Six Sigma, 7(1), 85–108.10.1108/IJLSS-01-2015-0001
- Khaled M. M. (2013). Analysis of Six Sigma in Aeropace Industry. World Academy of Science, Engineering and Technology, International Journal of Social, Behavioral, Educational, Economic, Business and Industrial Engineering, 7(12), 3072–3075
- Kumar, M., Antony, J., Singh, R. K., Tiwari, M. K., & Perry, D. (2006). Implementing the Lean Sigma framework in an Indian SME: A case study. Production Planning & Control, 17(4), 407–423.10.1080/09537280500483350
- Kumar, M., Antony, J., & Tiwari, M. K. (2011). Six Sigma implementation framework for SMEs - a roadmap to manage and sustain the change. International Journal of Production Research, 49(18), 5449–5467.10.1080/00207543.2011.563836
- Kumar, R. B. R., Sharma, M. K., & Agarwal, A. (2015). An experimental investigation of lean management in aviation: Avoiding unforced errors for better supply chain. Journal of Manufacturing Technology Management, 26(2), 231–260.10.1108/JMTM-12-2013-0174
- Laureani, A., Brady, M., & Antony, J. (2013). Applications of Lean Six Sigma in an Irish hospital. Leadership in Health Services, 26(4), 322–337.10.1108/LHS-01-2012-0002
- Mathaisel, D. F. X. (2005). A lean architecture for transforming the aerospace maintenance, repair and overhaul (MRO) enterprise. International Journal of Productivity and Performance Management, 54(8), 623–644.10.1108/17410400510627499
- Mostafa, S., Dumrak, J., & Soltan, H. (2013). A framework for lean manufacturing implementation. Production & Manufacturing Research, 1(1), 44–64.10.1080/21693277.2013.862159
- Mostafa, S., Lee, S.-H., Dumrak, J., Chileshe, N., Soltan H. (2015). Lean thinking for a maintenance process. Production & Manufacturing Research, 3(1), 236–272.10.1080/21693277.2015.1074124
- Nonthaleerak, P., & Hendry, L. (2006). Six Sigma: Literature review and key future research areas. International Journal of Six Sigma and Competitive Advantage, 2(2), 105–138.10.1504/IJSSCA.2006.010111
- Pande, P. S., Neuman, R. P., & Cavanagh, R. R. (2000). The Six Sigma Way: How GE, Motorola, and other top companies are honing their performance. New York, NY: McGraw-Hill . ISBN 978-0071358064.
- Pande, P. S., Neuman, R. P., & Cavanagh, R. R. (2014). The Six Sigma Way: How to maximize the impact of your change and improvement efforts. New York, NY: McGraw Hill. ISBN 978-0071497329.
- Price, D. (2010). Human Error Management, Cardiff University Business School. PhD Thesis. Published by Pro Quest LLC. https://orca.cf.ac.uk/55474/1/U516510.pdf
- Schroeder, R. G., Linderman, K.,Liedtke, C., & Choo, A. S. (2008). Six Sigma: Definition and underlying theory. Journal of Operations Management, 26(4), 536–554. doi:10.1016/j.jom.2007.06.007
- Seth, D., & Rastogi, S. C. (2004). Global Management Solutions – Demystified. Singapore: Thomson Asia. ISBN 978-9812654380.
- Shah R., Chandrasekaran A., & Linderman K. (2008). In pursuit of implementation patterns: The context of Lean and Six Sigma. International Journal of Production Research, 46(23), 6679–6699.
- Shokri, A., Waring, T., & Nabhani, F. (2016). Investigating the readiness of people in manufacturing SMEs to embark on Lean Six Sigma projects: An empirical study in the German manufacturing sector. International Journal of Operations & Production Management, 36(8), 850–878. doi:10.1108/IJOPM-11-2014-0530
- Snee, R. (2004). Six-Sigma: The evolution of 100 years of business improvement methodology. International Journal of Six Sigma and Competitive Advantage, 1(1), 4–20.10.1504/IJSSCA.2004.005274
- Snee, R. D., & Hoerl, R. D. (2007). Integrating lean and Six Sigma: A holistic approach. Six Sigma Forum Magazine, 6(3), 15–21.
- Spina, G., Bartezzaghi, E., Bert, A., Cagliano, R., Draaijer, D., & Boer, H. (1996). Strategically flexible production: The multi-focused manufacturing paradigm. International Journal of Operations & Production Management, 16(11), 20–41.10.1108/01443579610131438
- Swarnakar, V., & Vinodh, S. (2016). Deploying Lean Six Sigma framework in an automotive component manufacturing organization. International Journal of Lean Six Sigma, 7(3), 267–293.10.1108/IJLSS-06-2015-0023
- Thomas, A. J., Barton, R., & John, E. G. (2008). Advanced manufacturing technology implementation: A review of benefits and a model for change. International Journal of Productivity and Performance Management, 57(2), 156–176.10.1108/17410400810847410
- Thomas, A. J., Mason-Jones, R., Davies, A., & John, E. G. (2015a). Reducing turn-round variability through the application of Six Sigma in aerospace MRO facilities. Journal of Manufacturing Technology Management, 26(3), 314–332.10.1108/JMTM-05-2013-0052
- Thomas, A. J., Francis, M., Fisher, R., & Byard, P. (2015b). Implementing Lean Six Sigma to overcome the production challenges in an aerospace company. Production Planning and Control, 27(7–8), 591–603.
- Van den Bos, A., Kemper, B., & de Waal V (2014). A study on how to improve the throughput time of Lean Six Sigma projects in a construction company. International Journal of Lean Six Sigma, 5(2), 212–226.10.1108/IJLSS-10-2013-0055
- Vinodh, S., Gautham, S. G., & Ramiya, A. (2011). Implementing lean sigma framework in an Indian automotive valves manufacturing organisation: A case study. Production Planning & Control, 22(7), 708–722.10.1080/09537287.2010.546980
- Vinodh, S., Kumar, S. V., & Vimal, K. E. K. (2012). Implementing Lean Sigma in an Indian rotary switches manufacturing organisation. Production Planning & Control, 24(4), 1–15.
- Womack, J. P., & Jones, D. T. (1996). Lean thinking, Banish waste and create wealth in your corporation. New York, NY: Simon & Schuster.