
ABSTRACT
Smart technologies with higher degrees of autonomy will be essential to achieve the next breakthrough in both agility and productivity in future manufacturing systems, often referred to as Industry 4.0. However, the technologies will also bring substantial design and integration challenges and novelty risks to manufacturing businesses. The aim of this paper is to analyse the current landscape and to identify the challenges for introducing smart technologies into manufacturing systems in Europe. Expert knowledge from both industrial and academic practitioners in the field was extracted using an online survey. A workshop was used to triangulate and extend the survey results. The findings indicate three main challenges for the ubiquitous implementation of smart technologies in manufacturing are: i) the perceived risk of novel technologies, ii) the complexity of integration, and iii) the consideration of human factors. Recommendations are made based on these findings to transform the landscape for smart manufacturing.
1. Introduction
In the global economy, the term Industry 4.0, also known as smart manufacturing, has become a popular term to describe a paradigm within the manufacturing environment. Fundamentally, every manufacturing industry has to optimise their product quality and reduce lead time to deliver parts on time, at reasonable costs, and to gain customer’s confidence (Younus, Hu, Yuqing, & Yong, Citation2009). A UK Foresight report from the Government Office for Science identified a number of key drivers for a faster and more responsive way of manufacturing closer to the customer (Foresight, Citation2013). The idea behind those enabling smart technologies, related to Industry 4.0, is the interconnection of industrial production systems using digital communication and information technologies to enhance intelligence and digital connected systems (Bauernhansl, Ten Hompel, & Vogel-heuser, Citation2014). The interconnection of manufacturing systems is expected to enable optimisation within the whole production and supply chain from cradle to grave (Zeller & Achtenhagen, Citation2010).
In order to achieve these transformations, sensors and smart components will need to be integrated to form highly connected smart networks and systems also known as the Internet-of-Things (IoT). This is expected to revolutionise manufacturing by enabling a more resilient utilisation of resources due to self-checking, self-monitoring, and self-diagnosing as well as the reduction of lead and changeover times (Dürkop, Wisniewski, Heymann, Lücke, & Jasperneite, Citation2015). The Cyber-Physical Systems (CPS), as well as Robotics and Autonomous Systems (RAS), are recognised as potential solutions to increase competitiveness and productivity and address the growing skill shortage for manufacturing in developed countries (The Manufacturer, Citation2015).
However, the integration of smart technology within manufacturing systems raises a number of challenges (Ordoobadi, Citation2011; Van Der Velden, Bil, & Xu, Citation2012). These challenges are mainly related to two key aspects: i) whether the technologies are sufficiently mature and ii) whether the decision-makers know how to quantify/estimate the value/cost-benefits of their manufacturing systems.
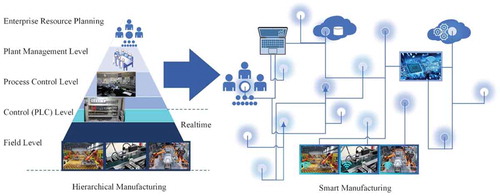
illustrates how smart technology is removing the traditional hierarchical structures within enterprise architectures. The field-level and control level merges to what is referred to as embedded sensor/actuator control. The higher level control hierarchy is removed to create a logically connected flat IoT (Bettenhausen & Kowalewski, Citation2013). Considering most of the current research and development in smart manufacturing systems and CPS, the main system architecture can be broken down into four different categories (Lee, Bagheri, & Kao, Citation2015; Wang, Wan, Zhang, Li, & Zhang, Citation2015):
sensing,
data storage/identity,
decision-making/controlling,
and networking and control.
Smart technologies are components that enable a decentralised architecture as shown in
Figure 1. Decomposition of the manufacturing hierarchy trough CPS-based automation (Bettenhausen & Kowalewski, Citation2013).
Despite the emerging complexity challenge of smart systems is the definition of new standards and reference architectures that govern the interactions of smart manufacturing technologies (Agyapong-Kodua, Lohse, Darlington, & Ratchev, Citation2013; Lohse, Hirani, & Ratchev, Citation2006). At the same time, new smart technologies are pushing to steadily increase the complexity beyond the capability of existing standards.
Anecdotal feedback from industry confirms that numerous key challenges remain that prevent the implementation of smart technology within manufacturing businesses. However, despite a wide discussion of Industry 4.0, there is currently a clear lack of studies analysing the current readiness and barriers for the wider uptake of smart technologies, especially from a practitioners’ perspective. This motivated the Co-FACTOR projectFootnote1 to investigate the current smart technology and smart manufacturing systems landscape. Therefore, the research in this paper aims to appraise the current readiness, anticipated impact and integration challenges for smart technologies and systems in Europe.
The assumption is that smart systems are built through the combination of heterogeneous smart technologies. For further investigation, smart technologies and systems were described according to the following definition as part of future manufacturing systems. Smart technologies and systems are key enablers, building blocks and atomic elements serving as the technical basis for future manufacturing systems. They will provide manufacturing systems with properties such as the capability to sense, communicate, aggregate and analyse information and to act in an optimised, self-adapted and self-aware way (Micheler, Lohse, & Goh, Citation2017). This definition of smart technologies and systems is used throughout the research investigation, whenever they were subject to discussion or question within the survey and the workshop.
First insights into smart technologies and current challenges are gained from research areas that looked specifically into the detailed technologies. The developments within the smart technologies’ areas can give an initial idea into which direction the current research in this area. The key smart technologies associated with manufacturing sector are then identified. A survey and a workshop were then carried out to elicit the opinions from academic and industry experts from the European community.
Section 2 provides a review of the current smart technologies on different scales and integrational issues of smart technologies for smart manufacturing systems. Section 3 describes the applied methodology, explains the core concepts of the technology survey and how the workshop was designed and carried out. The results are presented in Section 4, which lead the authors to a discussion (Section 5) and conclusions (Section 6) about challenges related to smart technologies integration in manufacturing businesses.
2. Smart technology and manufacturing integration
This section will discuss the literature on smart technology and the integration of smart technology in manufacturing. Given the extensive nature of research on smart technology, this literature review is limited to smart technologies and systems relevant to the research presented in this paper only and relating to the manufacturing strategies, information and communication and big data and cloud technology. Section 2.1 will start with a presentation of research related to smart technologies. Section 2.2 will present research related to the integration of smart technologies.
2.1. Current research on smart technology
Smart technologies are key enabling technological parts of the architecture, but also the interconnection of the architecture itself. Building a smart architecture implies that the technology strategies must be aligned systematically to make the transition work. To combine the overlapping topics, this paper simplifies the classification of smart technology into three different categories. The related classification separates smart technology into (i) strategic, (ii) information and communication, and (iii) big data and cloud technology areas.
2.1.1. Smart strategies for manufacturing businesses
Latest smart technologies could enable production processes to adapt to market challenges through new production processes. The current assumption of new flexible production systems is possible mitigation of demand uncertainty effects (Purvis, Gosling, & Naim, Citation2014). Currently implemented paradigms like mass customisation and other paradigms drive technological innovations. Examples of such innovations with increased performance are additive manufacturing, mechanical micro-machining, high-performance and quality-embedded manufacturing as well as emission reduction technologies (Garetti & Taisch, Citation2012). Innovations, however, require platform management for building up innovations.
The introduction of smart technology must be sustainable and empower future technologies to build upon. Current platform decisions can be internal and external in their nature. Internal platforms (company-specific) offer a strategic advantage by reusing and redeploying assets of internally developed product families of the company and close suppliers (Gawer & Cusumano, Citation2014). External platforms create a strategic advantage by using industrial platforms for complementary innovations. Current research suggests simultaneous management of both platform types (Gawer & Cusumano, Citation2014). The interaction of smart technologies increases the communication of technologies and the integrated smartness of a system but also identifies additional challenges.
Research in self-organising and self-adapting shop floors, for example, is motivated by the need for an increase of manufacturing systems’ responsiveness and for the reduction of configuration and ramp-up time (Onori, Lohse, Barata, & Hanisch, Citation2012). Experts define a set of enablers between machines and the shop floor. According to the professionals, the requirements include establishing a robust operation in real-time with dual-way connectivity and interoperability (Zhang, Qian, Lv, & Liu, Citation2017) as well as easily deployable and applicable concepts for an intelligent shop floor, corresponding with current CPS concepts.
2.1.2. Information and communication technology
Information and Communication Technologies (ICT) enable model-based, knowledge-based manufacturing as well as high accuracy modelling of processes. With regards to standardisation for the enabling technologies, a need for standard efficiency measurements, an extension of communication standards (for example, heterogeneous ad-hoc networks (Qiu, Chen, Li, Qiao, & Fu, Citation2017)), as well as the standardisation of product life-cycle data have been pointed out as crucial future developments. New technologies demand an increase in highly qualified workers and point out the importance of education for smart technologies (The Manpower Group, Citation2013).
Application examples for commonly used technologies in terms of middleware types are Wireless Sensor Networks (WSN) (Akerberg, Gidlund & Björkman, Citation2011), Radio Frequency Identification (RFID) (Bartneck, Klaas, Schoenherr, & Siemens, Citation2009), Machine-to-Machine (M2M) communication (Fang et al., Citation2014), and Supervisory Control and Data Acquisition (SCADA) systems (Strasser, Ebenhofer, Sünder, & Valentini, Citation0000). Middleware should aim to ease the development of new applications and enable integration of heterogeneous computing and communication devices supporting interoperability (Chelloug & El-Zawawy, Citation2017). Current challenges are driven by functional requirements (for example, code management and event management), non-functional requirements (for example, scalability, real-time, reliability, security and privacy or ease of deployment) and architectural requirements (for example, programming abstraction, interoperability, service-based, adaptive and context-awareness). Some of those issues are currently addressed from a wireless sensor network’s perspective.
WSNs are defined by central components like, for example, wireless sensor nodes enabling the connection of wireless sensors, a processor, etc. (Rawat, Singh, Chaouchi, & Bonnin, Citation2014). Identified challenges for wireless sensor networks include resource constraints, dynamic and extreme environmental conditions affecting the connectivity, data redundancy and reliability, a global ID for sensor nodes, liability to failures, as well as the large-scale deployment of networks. Chances for the wireless sensor networks are standards like, for example, the IEEE 802.11 (wireless local area network specification, protocol).
2.1.3. Big data and cloud technologies
Data is the key output of smart technologies. For useful data processing, process improving knowledge needs to be derived. Challenges relate to data security, overcoming heterogeneous nature and storage, as well as methods to harness business value from the data (Mashhadi, Kawsar, & Acer, Citation0000).
Data mining or machine learning technologies have a tendency to develop towards expert-based systems (Sayed & Lohse, Citation2014) but simultaneously lean towards specific problems. These tendencies increase the available number of problem-specific solutions but neglect the aspect of connecting available solutions. A future challenge is to increase the understanding of data mining through the inclusion of qualitative, quantitative, and scientific methods as well as the applications of specific machine learning technique methodologies (Liao, Chu, & Hsiao, Citation2012).
One of the key challenges is in combining data (data fusion) from multiple sources to achieve a higher density of information and simultaneously reduce redundancies within the dataset (Haghighat, Abdel-mottaleb, & Alhalabi, Citation2016). Data fusion works with two different kinds of data, soft data (for example, text from web pages or expert statements) and hard data (for example, RFID, acoustic signals, etc.) as soft/hard data fusion (Nunez, Samarakoo, Premaratne, & Murthi, Citation2013). Hard and soft data fusion is a complex problem currently not focused on in research (Khaleghi, Khamis, Karray, & Razavi, Citation2013). Opportunistic data fusion considers a currently needed perspective for industrial applications to reduce the number of sensors needed.
Data fusion offers an extensive spectrum of opportunities, which might lead to a dramatic increase in widespread adoption (Nunez et al., Citation2013). Supported by high-performance hardware, current research considers an integration of machine learning techniques in the cloud to optimise the calculation performance is still problematic.
To this end, cloud computing can be applied to three different layers of data relating to the IoT in a workshop, in an enterprise environment, and among enterprises (Tao, Cheng, Da Xu, Zhang, & Li, Citation2014). A conducted investigation to compare the potential of cloud computing with the concept ‘IoT’ by Tao et al. (Tao et al., Citation2014) for addressing bottlenecks of advanced manufacturing technology resulted in a proposal that suggested a cloud computing- and IoT-based cloud manufacturing system.
2.2. Integration of smart technology in manufacturing systems
In this section, the integration issues in manufacturing systems relating to strategy, information, and communication as well as big data and cloud technologies are discussed in turns.
2.2.1. Integration of smart strategies for manufacturing businesses
The developments of smart technology have introduced significant technological complexity, especially for Small- and Medium- Sized Enterprises (SMEs), which neither have know-how nor capacity to handle such a project. Therefore, support for manufacturing system integration is required. For example, Wieland et al. (Wieland et al., Citation2016) introduce a manufacturing integration assistant for SMEs.
Industry 4.0 is among the most frequently mentioned strategic concepts superseding the concept of lean manufacturing. Current research aims to merge lean manufacturing with Industry 4.0 (Sanders, Elangeswaran, & Wulfsberg, Citation2016). Strategic planning issues drive current research towards scenario planning for disruptive innovation in future factories integrated into the business process management system (Rashid et al., Citation0000). Jung et al. (Jung, Morris, Lyons, Leong, & Cho, Citation2015) present an approach to map strategic goals with crucial components of manufacturing systems. The focus is on a systematic identification of operational activities corresponding to strategic goals using multiple reference models.
In terms of Enterprise Resource Planning (ERP), attempts have been made to combine current standards, namely, the Resource Event Agent (REA) and the ISA-95 standard. ISA-95 is a process control model, which was invented by the International Society of Automation (ISA) to describe different layers of a business management systems’ hierarchy. Mazak and Huemer (Mazak & Huemer, Citation2015) show an ontology for horizontal and vertical ERP integration through combination. Vertical process integration has experienced rising importance satisfying recent trends to achieve more sustainable manufacturing through an overlapping business-to-business and business-to-customer connection. Alternatively, the vertical process integration of organisational control layers applies subject orientation as design language (Neubauer, Krenn, Majoe, & Stary, Citation2017). The knowledge about business management data within the area drives strategic design activities.
Jung et al. (Jung, Choi, Kulvatunyou, Cho, & Morris, Citation2016) report a reference activity model to address the complexity of smart factory design and improvement, mainly designed for the middle and end stage of an existing or new factory. Invented as an extension of current manufacturing models to enable a more informed smart design for manufacturing, recent research proposes to inform product design with information from the manufacturing processes (Zawadzki & Zywicki, Citation2016). Similar research has been published by Hjertberg et al. (Hjertberg, Stolt, Poorkiany, & Johansson, Citation2015). The authors found existing documentation of knowledge derived from technology and product development but also a lack of methods to handle implementation and management more effectively (Hjertberg et al., Citation2015). The strategic knowledge about smart technology integration informs the lower-level solutions.
2.2.2. Integration of information and communication technology
Connectivity and, therefore, communication technologies enable the concept of smart manufacturing. Industrial agents are trending in the area to replace old PLC concepts as they are held to cope with the requirements of modern systems in terms of manufacturing process flexibility and reconfigurability (Ferreira, Doltsinis, Anagnostopoulos, Pascoa, & Lohse, Citation2013). An investigation of the agent deployment within manufacturing leads to the conclusion that particularly a combination of agents with physical devices and an increased complexity builds up to a central issue for the deployment of agents (Dias, Barbosa, & Leitão, Citation2015). Those challenges of Multi-Agent Systems (MAS) for industrial applications have also been identified by others, who state that the integration of physical automation equipment is currently limiting for MAS applications in terms of effort and complexity (Pereira, Rodrigues, & Leitao, Citation2012). Solutions for semantic integration of MAS have been recently presented using the OPC Unified Architecture (OPC UA) information modelling approach (Hoffmann et al., Citation2016). Other efforts towards standards for semantic integration of manufacturing systems are MTConnect hosting relevant work (e.g. collaboration with ROS for the integration of robotics and tools using standardized interfaces) as well as iFAB (Melkote, Citation2012), UFAB, and PARC (Sobel, Citation2012). Mobile robots are an example of MAS and the integration has been demonstrated by Culler et al. (Culler & Long, Citation2016).
A recently published work from Berger et al. tackles the definition of the cyber-physical sensor (Berger, Hees, Braunreuther, & Reinhart, Citation2016). The definitions are made in the context of industrial applications requirements (Berger et al., Citation2016). The integration of sensors and the reduction of sensor integration challenges are among the recent topics. Especially, highly heterogenic sensor wireless sensor networks and field devices and their lack of integration have been investigated lately resulting in new wireless sensor architectures and architectures for plug and produce (Theorin et al., Citation2017; Zhong, Xu, Chen, & Huang, Citation2017).
2.2.3. Integration of big data and cloud technologies
An increased interest in this area is indicated by significant publications around big data and machine learning integration. Starting with the data usage aspects and development of an event-based information system architecture (Theorin et al., Citation2017), the analysis of big data from an IoT environment was resolved by the presentation of an RFID architecture for big data analytics (Zhong et al., Citation2017). Additionally, the design of a computational platform for integrating the data analytics paradigm with simulation-based optimization facilitated the modelling of the manufacturing process (Li & Roy, Citation2017), and finally, the data distribution for multiple robots was used to perform the same task simultaneously for two different scenarios (Essers & Vaneker, Citation2014). The attempt of using the data for cloud-based calculation would increase the capabilities of optimisation calculations. Cloud-based data storage and computing are one of the most growing areas connected to the Industry 4.0 paradigm.
Latest research dealing with the integration of cloud computing in manufacturing is related to cloud computing for big data analytics. To analyse the problems of the industry, a case study approach was used to identify integrational problems related to cloud-based big data analytics. The result presented requirements from a real-world business scenario perspective (Nino, Saenz, Blanco, & Illarramendi, Citation2017). The additional web-based research presents an architecture, which increases the awareness of the whole supply chain for interoperability reasons (Danila, Stegaru, Stanescu, & Serbanescu, Citation2016). Similarly, Mourtzis, et al. (Mourtzis, Doukas, & Vandera, Citation2017) report research about the development of mobile applications to integrate the product design and decision-making process within the mass customization production process. Designing the processes with Computer-Aided-X (CAx) software and sufficient communication with the connected manufacturing systems enables more sustainable development and research environment (Helu & Hedberg, Citation2015). Another approach suggested the use of web semantic models as a concept to integrate information technology between IoT and PLM platforms using semantic web technology and OSCL, which uses the HTTP protocol for data transfer (Shariatzadeh, Lundholm, Lindberg, & Sivard, Citation2016).
2.3. Implementation of smart manufacturing
The transition to a smart manufacturing or Industry 4.0 paradigm will depend on a successful adoption of many new technologies. Until recently, the realisation of the smart factory remained elusive due to the limitations in digital technology capabilities and the high costs associated with them amongst many (Sjödin, Parida, Leksell, & Petrovic, Citation2018). According to information from OECD (Arntz, Gregory, & Zierahn, Citation2016), on average only 5% of all firm assets in Germany are described as ‘production facilities 4.0’. This figure is likely to have increased since 2016, but it outlines that majority of companies are still in a transition/development stage despite having some digital technology already in place. Therefore, the visions of the future smart manufacturing assume these technologies will have developed to a state where they can fulfil their potential in a smart factory.
Oesterreich and Teuteberg (Oesterreich & Teuteberg, Citation2016)suggest Industry 4.0 is a multifaceted term that comprises of interdisciplinary concepts that lacks a definitive clear distinction. According to industry wide interviews conducted by Schumacher et al. (Schumacher, Erol, & Sihn, Citation2016) a series of problems are highlighted:
Companies perceive Industry 4.0 as a highly complex concept that offers no strategic guidance
Companies lack a clear idea of the benefits and outcomes resulting from Industry 4.0 implementation. Thus, there is greater risk from investing since it is unclear whether the benefits will outweigh the costs.
Companies fail to assess their own capabilities in Industry 4.0, which restrains them from taking any coordinated measures.
The current research environment reflects a number of challenges associated with smart technology and their integration. Many different approaches and perspectives have been taken to respond to these challenges from strategic and technology integration perspectives. Some of the research challenges are driven by the complexity of the technology itself (for example machine learning), other research challenges like, for example, wireless sensor networks, are driven by the complexity introduced by the heterogeneous integration of smart technology. From the lack of industry adoption and research challenges, it can be inferred that smart technology is still immature, but how close are they to delivering real business benefits to the manufacturing sector is still unclear. And given the their potential development, what are the main barriers to overcome to realise their promised impact? These gaps led the authors to conduct the research to consolidate current experts’ views and opinions on the innovation landscape of smart technology and systems and the challenges when integrating them into smart manufacturing systems.
3. Methodology
Technology evaluation is a strategic instrument enabling a determination of goals and the estimation of new technologies’ potential. The main function is to evaluate the satisfaction of market demands on the one side, and from a technological development perspective on the other side (Vishnevskiy, Karasev, & Meissner, Citation2016). Very rarely, this technology is used to emphasise both simultaneously. In this case, we will focus on the technology perspective for future technologies evaluation and integration. The use of experts’ opinions within the conducted research dramatically influences the results and quality of the survey and workshop. Therefore, the focus has been on choosing a suitable group of respondents for the smart technology survey. The empirical analysis for the survey, which has been conducted through the Co-Factor project (H2020-FoF-2014, Project Number 637178), was funded by the European Commissions’ Research and Innovation Program ‘Horizon 2020ʹ. Combining six prominent European projects around smart industrial technologies and systems, the project aims to speed up the industrial uptake of project results as well as to initialise a smart technology community (Steinbeis-Europa-Zentrum, Harms, Citation2015). The following sub-sections describe the evaluated technology before the experts and survey methodology are introduced.
3.1. Evaluated technology
A manufacturing system can contain smart technology like smart proximity sensors as well as force and torque sensors linked to machine learning algorithms enabling a higher quality than conventional solutions as part of smart manufacturing. The survey, as well as the workshop, used this definition as a basis for the questions asked. The results show a structured answer to where the different technologies are currently set in terms of their implementation from a technologies expert’s perspective. Additionally, they describe the difficulties of those technologies from a technical perspective and how these complications can be translated into the challenges for the implementation of manufacturing systems. Based on this investigation, different difficulties, related to implementing smart technology and manufacturing systems, have been identified from a technical perspective. The evaluated technology is described in the research according to . The table gives a detailed definition of the technologies evaluated. All the technology used within the web survey has been applied to the six European core projects mentioned before. The specific technology was evaluated in many different aspects. This paper will not discuss all the questions asked (Micheler et al., Citation2017) but focus on central questions according to the research questions presented in this paper.
Table 1. Evaluated smart technologies.
3.2. Survey
Both qualitative and quantitative approaches were adopted to provide insight into the technical perspective of implementation issues for smart technology and manufacturing systems. The quantitative approach is used for the survey to gain a wide range of opinions, whereas the qualitative approach is used for triangulation and to gain in-depth knowledge of the workshop. However, due to both the limited amount of information about technical issues and the various customised nature of manufacturing systems containing different smart technologies as well as a lack of information with regards to current challenges for the integration, the authors proposed an investigation of the smart technology area and the integration of smart technologies to form manufacturing systems. The web survey is divided into two different parts. Firstly, the authors aimed to gain information about the pool of experts to validate whether the right respondents had been selected (Q1–4) and then their opinions were sought on smart technology (Q5–8), as shown in .
Table 2. Questions for expert evaluation.
The responses for this survey have been collected using the commercial online survey platform ‘SurveyMonkey’, which allows the users to create an online link. The web link was circulated using email details of the expert database. The responses were collected from twelve different countries. Ten of those countries are within the twenty technologically most developed countries in Europe (Florida et al., Citation2011). The experts are part of current European projects related to smart technology and have, therefore, been listed as experts in a European database. Reason for the second question of self-identification has been created as validation of the existing expert-database. Possible reasons for occurring negative responses might be due to the Dunning-Kruger-effect, which states that the underestimation of capabilities rises with the expertise (‘Expert Bias’) (Kruger & Dunning, Citation1999). Out of those identified 130 experts, 63 experts responded to the survey request. 66 percent of the respondents claim to have a technical perspective while 32 percent have an economic/strategic one on manufacturing systems technology; 29 respondents were industrials, whereas 34 were academics; more than half of the experts have been working within the specific area for more than 5 years (see ).
Figure 2. Expertise of respondents.
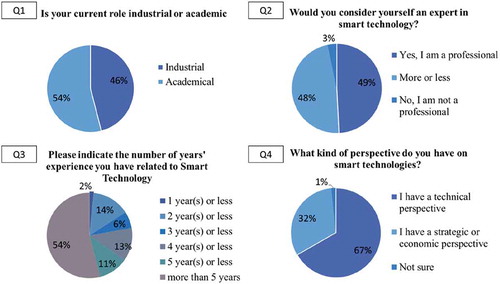
The responses show that the average respondent was either an industrial or academic expert with more than 5 years of experience in smart technology related to the topic from a technical perspective, who considers themselves an expert/more or less an expert in the related area.
The second part of the survey focused on gaining information about the related technologies and systems. The questions that were asked of the respondents were mainly related to standard technology categorisations established in the area to rate the maturity and development stage of technologies and systems, but also to standard measurements like, for example, the importance of technologies. However, for the questions, the authors did not differentiate between smart technologies and systems to avoid confusion and the increase of questions complexity for the respondents. The innovation stage, the meaning in the context of smartness, the development potential, the time to full market readiness, a ranking of importance of the smart technologies and systems as well as the significance were evaluated. A comprehensive review of the questions in an investment context can be seen in a green paper by Micheler et al. (2017). A question was then posed about the implementation barriers for smart technologies and systems.
3.3. Workshop
In addition to the distributed survey, an expert workshop triangulated the results using experts for a workshop to investigate the integration of smart technologies in manufacturing system such as automation. The workshop was held on 13 October 2016, in Brussels, Belgium. Four consultants, eight academics and five industrials participated in the workshop (17 experts in total). In the first iteration, the experts were asked to note down specific barriers, limitations, short- and long-term impacts of smart technologies. The purpose of this task was to collect a wide range of suggestions for these categories (barriers, limitations, short- and long-term impacts). The second iteration was used to weight the barriers, limitations, short- and long-term impacts of specific technologies. The experts were confronted with the other respondents’ opinions and had the chance to specifically give points to the statements made. The researchers have not given any rules about how many points the experts have. However, only one point per expert could have been given for one factor. The workshop distinguish between the technology and system scale to identify factors important in each category (barriers, limitations, short- and long-term impacts of smart technologies).
4. Results
This section presents the results gained from the applied methodology. The overall structure of the investigation is chronological according to how the research has been conducted. The survey results will be presented in detail firstly, before the results gained from the workshop.
4.1. Survey results
This section discusses the survey results, according to the questions (Q5–7) presented in .
Table 3. Introduction barriers for smart technologies (Q8).
4.1.1. Innovation stage (Q5) and development potential (Q6)
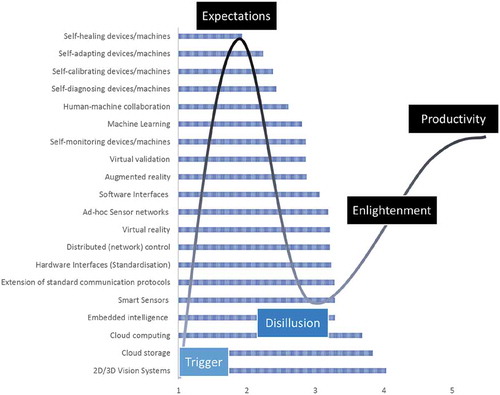
For each of the evaluated technology, experts rate the innovation stages against the ‘Gartner’s Hype Cycle’ which describes the maturity and adoption of technologies and applications (Linden & Fenn, Citation2003). At the beginning of a technology, no visibility of the technology or system but a rising initial interest can be detected. This interest and visibility grow over the maturity of the technology until the function reaches the tip of visibility ̶ the peak of inflated expectations. The technology’s potential is overrated and the interest in this technology is not increasing further but starts to decrease later. The degradation of visibility takes place until the technology reaches the trough of disillusionment. At this specific point in the maturity of a technology, the negative hype ends and the technology experiences a slower but more sustainable rise of visibility again. This specific moment is referred to as the slope of enlightenment. A clear vision of how this technology might be useful can be seen, which inevitably leads to the plateau of productivity and the end of the technology maturity cycle.
As shown in , the experts rate the technology innovation from 1 (= technology trigger) to 5 (Plateau of Productivity). The bars show the average scores against each technology evaluated. With the only exception of self-monitoring devices, all self* enabled systems are expected at the earliest stage of all the investigated smart technologies and systems. Those systems are especially considered to be at the peak of inflated expectations but already experience a negative hype towards the through of disillusionment. Technologies at this stage are not hyped, but the experts realised that the technologies are facing certain challenges related to the technology. Other technologies and systems show a trend towards this valley, for instance, human-robot collaboration and machine learning. This might be since those technologies and systems start to suffer from rising problems within the area taking the illusion from the applicants due to technological or economic barriers.
Software interfaces enabling plug and produce are nearly at the lowest point of expectations, already facing a slightly positive expert tendency. Only the cloud technologies, as well as vision systems, seem to have overcome the negative hype trend of their innovation stage and it appears to the respondents that they might be at the slope of enlightenment, which means that the experts currently expect the technology or system to be fully understood in the nearer future and soon to be applicable.
The most established systems with regards to the innovation stage are 2D/3D vision systems showing a positive hype trend towards the ‘plateau of productivity’ indicating a wider exploration and market introduction. A possible reason is an introduction of 2D/3D vision technology in many fields of automation (for example object identification, recognition), which might leave the impression for experts that this technology will soon be applicable in many different fields and introduced into different applications.
Figure 3. Average innovation stage of smart technologies/systems (Q5).
Further results on the development potential are discussed in section 5.1.
4.1.2. Impact on manufacturing (Q7)
The next question (Q7) was designed to address the potential impact of smart technology in manufacturing. The scoring system gave the respondents 4 different options as an answer. From impact factor 1 (= low impact) to impact factor 4 (= transformative impact). The average impact results are presented in .
The highest impact according to experts may come from self-adapting systems, which would provide benefit from the maximum flexibility for production changes. However, not all self* systems are rated equally important. Particularly, self- calibrating systems will not make a transformative impact according to the average expert. In fact, the average expert is closer to estimate the impact of moderate and high. The extension of standard communication protocols was not rated to have a high impact on smart manufacturing but, contrarily, software interfaces that enable plug- and produce are rated to almost have a transformative impact on manufacturing. Another surprising result is the impact of 2D/3D vision systems in this context. Scoring the least importance as shown in the figure, among virtual reality and virtual validation, the respondents seem unsure about the impact of 2D/3D vision systems. Current applications, however, show that the use of sensor technology enables overcoming gaps of applications by using sensor technology like 2D/3D vision systems.
The experts believe that none of the mentioned technologies will have a transformative impact on manufacturing within this area. The impact of self*-technologies is distributed equally in the first half of the presented results, being rated as important for manufacturing. Only cloud storage, 2D/3D vision systems, virtual reality and virtual validation are considered not to have a high impact on manufacturing but rather an impact between moderate and high.
Figure 4. Average impact of smart technologies on manufacturing (Q6).
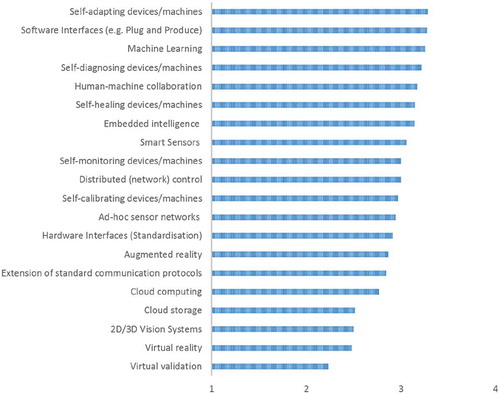
The results show that all technologies are estimated to have a moderate-to-high impact on manufacturing. It is noticeable, however, that technologies which are at later stages of the innovation circle are considered to have a smaller impact on manufacturing. The rating of the impact seems to slightly correspond with the innovation stage. This might be caused by the hype and expectations of the technologies with the highest impact score, as they are currently on a peak of inflated expectations. The two exceptions are machine learning and software-interfaces enabling plug and produce. Those concepts are in the trough of disillusionment, but still, show good results for the impact of the technology. After the impact results are presented, the next section displays the results collected for the impact barriers of smart technologies and systems.
4.1.3. Introduction barriers (Q8)
For the introduction barriers, the questions were designed to allow the experts choice of all possible answers available. The results are presented in . In response to question Q8,‘What would you consider being the main barriers to the development and introduction of smart components and technologies?’, 54 percent of them claimed it would be the ease of implementation of those technologies and 51 percent of the participants stated that one of the highest barriers would be the insufficient introduction of industrial standards for smart technology. In addition to that, it was pointed out by the experts that the compatibility with existing machines (both ~46 percent) is a further barrier. At the same time, approximately a fifth of the respondents claims that smart technologies do not offer sufficient flexibility. The results, therefore, suggest integration barriers be most crucial for the introduction of smart technologies in manufacturing. The results correspond with the current research environment as platform strategies and industrial standards are identified as important for the compatibility with existing machines and increase the ease of implementation.
The next category found is related to the organisational perspective of a company. Missing management leadership/prioritisation, as well as R&D funding and human resources, are found to be barriers to the implementation of smart technologies. “
Management and leadership prioritisation have been frequently identified throughout the body of literature as a possible introduction barrier for smart technologies.
From an ICT perspective, the insufficient integration of communication technologies (~43 percent), the insufficient know-how (~40 percent), and a lack of data processing technology integration (~37) were mentioned. Only a minority of experts stated that the development of new sensors and actors or the data processing capacity is a barrier to the introduction and development of smart technologies in a manufacturing environment.
The results of the introduction barriers are further elaborated with the workshop results in the next section. The workshop was conducted to triangulate the results from the survey and explore the barriers and limitations as well as to identify long- and short-term impacts of smart technologies on manufacturing.
4.2. Workshop results
As described in Section 3.3, in a first round the 17 experts were asked to note down specific barriers, limitations, short- and long-term impacts of smart technologies. A second iteration gave the experts the opportunity to give points (weight) to those specific factors. The numbers in indicate how many times the experts vote for the factor. A comparison of the results on smart technology/component and system scales reveals some differences. On an individual component scale, the barriers include proving the Return on Investment (ROI), privacy issues, the legacy system, and data access. On a system scale, the main barriers to introducing smart manufacturing are technical trust, skills, ownership data, semantics and the awareness of such technologies. Main limitations on a systems scale are standards, cost structure and compensation schemes, intellectual properties, and protocol translation. On the component scale, limitations are connected to the quality of data, the technology change acceptance, the availability of data and the heterogeneity (in hardware). The short-term impact include increased reuse of production equipment, new business models, and a shift from products to services (for smart industrial equipment) on a systems scale. The long-term impact will, according to the experts, lead to increased flexibility, efficiency, and sustainability as well as to a product service society, instead of a product society. In the short-term, smart technology and components will increase value of data, pointing towards a reduction of resource requirements and a reshoring of manufacturing as well as the increase of small players on smart component markets. The experts believe that smart technologies are key enabler of a self-adaptative factory and will increase worker satisfaction in the long term.
Table 4. Technology barriers, limitations and impact.
5. Discussions
5.1. Technology component vs system
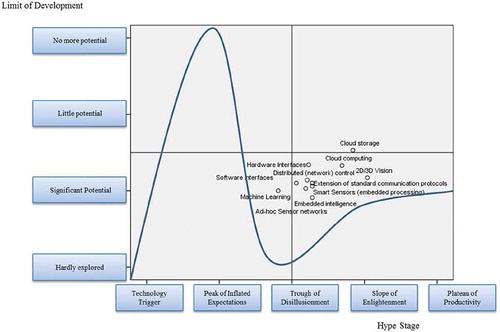
shows the actual position of smart technologies in terms of their development potential and innovation stage. The development potential is described from ‘hardly explored’ to ‘no more potential’. Due to visibility reasons, shows only an abstract of the whole categories. The same applies to the categorisation according to Gartner, which can be found in section 4. A first analysis of the smart technologies in their development potential reveals that almost all the investigated technologies are located between ‘significant potential’ and ‘little potential’. The most development, meanwhile, can be seen related to cloud technologies as well as hardware interfaces. Distributed (network) control, vision technology, software interfaces, smart sensors (with embedded processing) as well as machine learning and ad-hoc sensor networks show significant development potential. Embedded intelligence is an exception to those smart technologies as it appears between ‘significant potential and ‘hardly explored’. Overall, the impression is that the technologies have comparatively more progressed in their innovation stage than they have with regards to their development potential.
Figure 5. Smart technology innovation stage vs. development potential.
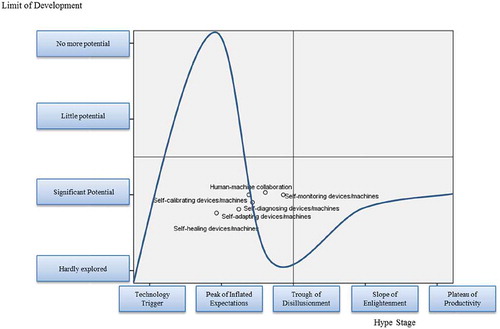
On a smart system level (see ), the results look fundamentally different from those of the smart technologies. The overall impression is that in terms of the development as well as with regards to Gartner’s Hype Cycle, the systems are far less advanced in their progress. All the systems display at least significant development potential. The least advanced systems are self-healing and self-adapting systems. Slightly more advanced are self-calibrating, self-diagnosing devices, and human-machine collaboration as well as self-monitoring systems. Simultaneously, the systems show an almost linear relationship with their innovation stage. Generally, they are located between the peak of inflated expectations and the trough of disillusionment and, consequently, appear to be less mature in their innovation progress than the smart technologies. These findings illustrate that from a systems perspective, smart technologies are far more advanced in their maturity especially with regards to the innovation stage. With regards to the methodology, every smart system is in the first quarter compared to the smart technologies, where the main share of technologies is in the second quarter.
Figure 6. Smart systems innovation stage vs. development potential.
5.2. Integration risk
The research aims to investigate the current landscape and identify potential barriers and limitations of integrating smart technology into manufacturing systems to inform future research, development and innovation needs within the current environment. Based on the combined results, several points can be discussed.
For a novel and complex project, several issues related to risk for a company to implement smart technology in manufacturing systems can be pointed out. Once the smart technology has been developed, the first problem is the justification of technology integration and usage within a smart manufacturing system. For most of the new technology as part of the manufacturing system, quantifying the ROI has been reported a barrier to the implementation. Proving the ROI of smart technologies remains a challenge, as the benefits can only be realised with successful system integration and difficulty in evaluating value of data and worker satisfaction. Furthermore, given that none of the technology were perceived to have reached productivity level or their full development potential, there will not be a reference case to base or anchor the evaluation.
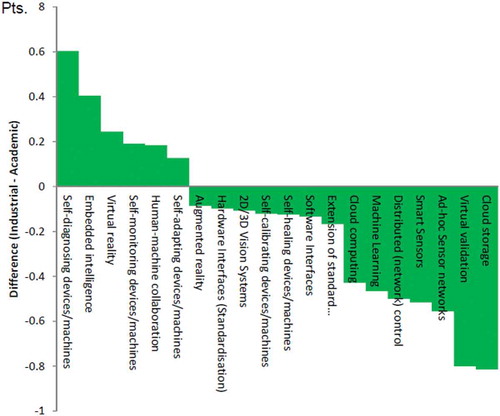
If smart technologies are integrated to an existing system, the industry will face additional compatibility challenges. Those challenges, however, seem to play a role in the current research as technology strategies and platform issues have been recently presented in publications related to different smart technologies. However, the experts still recognise this as a limit for technology introduction, which effectively means that there must be a transition of knowledge in this regard from universities to the industries. This corresponds to another identified barrier from the experts, which was named awareness of smart technologies. In this regard, it is interesting to compare academic and industrial experts’ perspectives as shown in . It can be seen from the right-hand side that academic experts consider cloud storage and virtual validation almost one rating point more advanced than industrial experts. On the left-hand side, self-diagnosing machines and embedded intelligence appear to be more advanced from industrial perspective.
Figure 7. Innovation stage difference between academic and industrial experts (average scores).
The ease of implementation is rated as one of the key challenges for the integration of smart technologies. Not much research has been presented over the last 5 years to ease the implementation of smart technologies on all different levels from a holistic systems perspective. Current research eases the integration of heterogeneous sensors; however, a wider manufacturing systems’ perspective has not yet been taken and addressed. Research is still working on a holistic definition of industrial sensors on a systems integration level (Berger et al., Citation2016).Sensors are just one of many different additional components a manufacturing system is usually equipped with. Additional tool components such as, for example, welding tools or fastening tools exist, which must be controlled using different controllers and data exchange protocols. Therefore, a need for increased harmonisation topics is pointed out, for example, an extension of standard communication protocols and hardware interfaces or technologies such as distributed network controls. Comparing the high-level questions of the survey and the workshop results with regards to harmonisation topics, the responses seem to be consistent to a certain degree.
It is clear that the challenges and barriers as perceived by experts related to smart technology and systems are centred around i) the perceived risk of novel technologies, ii) the complexity of integration, and iii) the consideration of human and organisational factors.
6. Conclusions
This paper has presented and analysed the responses from a survey of 63 experts working around smart components and systems across Europe. The responses were collected via a survey and triangulated by a workshop, which was attended by 17 experts.
In the current market, European companies compete less in quantity/price but rather in the quality of their products. Maintaining a high standard of manufacturing equipment is therefore crucial. However, despite significant research effort over years regarding smart technology in Europe, some findings raise the awareness that in a global competition a number of identified issues have to be overcome to maintain technology leadership positions.
In summary, the analysis of expert opinions indicates that the maturity of smart technologies is significantly more advanced compared with their integration to form smart systems. The results suggest that the complexity and capability of smart systems are increasing, which corresponds well with indicators from recent publications. While some smart systems challenges are currently being investigated (for example, compatibility issues are being addressed via technology platforms and technology strategies), other challenges remain largely unsolved (for example, smart technology implementation support and harmonisation). For the implementation of smart systems, the research findings clearly indicate that a systems’ complexity is a main driver for the difficulty to integrate smart technologies. At the early stage of those decisions, ROI calculations and estimations might not be feasible as there is a lack of cost information for new technologies. Companies report problems with a clear identification of benefits and costs due to the novelty of smart technologies. Therefore, new ways to introduce sophisticated risk and cost management for high-technology companies must be examined. In combination with the also occurring problems of standardisation, main barriers for smart technologies are created opposing the creation of a strategic advantage. If a company introduces technology without underlying standards, for example in terms of communication protocols or control, sooner or later a mix of smart technologies leads to a higher effort integrating the technologies into smart systems.
Further underpinning challenges appear to be an lack of reliable means to establish emerging specific smart technology readiness, capabilities and their benefits as well as a lack of systematic knowledge transfer instruments from academia towards the industry. Perhaps expectedly, the impression suggests main challenges is in progressing technologies from their earliest stage of technology introduction (i.e. overcoming the valley of death). The respondents highlight a lack of sufficient funding instruments for early technology development. Despite research efforts towards smart technologies and systems, the experts indicate that it is difficult to introduce this technology into industry due to a lack of financial support and sufficient knowledge exchange. The answers also prove it difficult to quantify the benefits and costs of specific technologies, and that there is a lack of decision support to support both the early assessment and introduction of smart technology in manufacturing businesses from a more managerial perspective.
Based on the finding from the expert feedback, three key recommendations can be concluded on how the wider and faster uptake and implementation of smart technologies can be supported in the future: (1) need to improve knowledge transfer from academia to industry; (2) the decision makers within the industry require a more sophisticated decision support framework of whether to introduce newly available smart technology in their manufacturing businesses or not; and (3) an instant improvement could be achieved via funding mechanisms to increase the amount of harmonisation and integration topics in a manufacturing area. Addressing these three challenges might strengthen the confidence in smart technologies, help decision makers to understand related risks, and support sustainable innovation. In the longer term, there is a high degree of confidence that smart technologies of systems will increase the overall competitiveness of companies. Dramatically reducing their reaction time to changing environmental market conditions, companies become more efficient through increased awareness and more productive through increased automation of repetitive decision tasks and ensures manufacturing on a globally competitive level.
Declaration of Interest
The authors declare that there is no conflict of interest.
Additional information
Funding
Notes
References
- Agyapong-Kodua, K., Lohse, N., Darlington, R., & Ratchev, S. (2013). Review of semantic modelling technologies in support of virtual factory design. The International Journal of Production Research, 51(14), 4388–4404.
- Akerberg, J.,Gidlund, M., & Björkman M. (2011). Future research challenges in wireless sensor and actuator networks targeting industrial automation. 2011 9th IEEE International Conference on Industrial Informatics, Caparica, Lisbon (pp. 410–415). doi: 10.1109/INDIN.2011.6034912
- Arntz, M., Gregory, T., & Zierahn, U. (2016). The risk of automation for jobs in OECD countries: A comparative analysis, OECD social, employment and migration working papers, No. 189. Paris: OECD Publishing. https://doi.org/10.1787/5jlz9h56dvq7-en.
- Bagheri, B., Yang, S., Kao, H. A., & Lee, J. (2015). Cyber-physical systems architecture for self-aware machines in industry 4.0 environment. IFAC Proceedings Volumes, 48(3), 1622–1627.
- Bartneck, N., Klaas, V., Schoenherr, H., & Siemens. (2009). Optimzing processes with RFID and auto ID. Erlangen, Germany: Publicis.
- Bauernhansl, T., Ten Hompel, M., & Vogel-heuser, B. (2014). Industrie 4.0 in produktion, automatisierung und logistik (1st ed.). Wiesbaden, Germany: Springer Vieweg.
- Berger, C., Hees, A., Braunreuther, S., & Reinhart, G. (2016). Characterization of cyber-physical sensor systems. Procedia CIRP, 41, 638–643.
- Bettenhausen, K., & Kowalewski, S. (2013). Cyber-physical systems : Chancen und Nutzen aus Sicht der automation. VDI/VDE-Gesellschaft Mess- Und Automatisierungstechnik, (April), 1–12.
- Chelloug, S. A., & El-Zawawy, M. A. (2017). Middleware for internet of things: Survey and challenges. Intelligent Automation & Soft Computing, 3(1), 1–9.
- Culler, D., & Long, J. (2016). A prototype smart materials warehouse application implemented using custom mobile robots and open source vision technology developed using emguCV. Procedia Manufacturing, 5, 1092–1106.
- Danila, C., Stegaru, G., Stanescu, A. M., & Serbanescu, C. (2016). Web-service based architecture to support SCM context-awareness and interoperability. Journal of Intelligent Manufacturing, 27(1), 73–82.
- Dharmaraj, K. (2015). Automated freeform assembly of threaded fasteners. Loughborough University, Loughborough, UK.
- Dias, J., Barbosa, J., & Leitão, P. (2015, July). Deployment of industrial agents in heterogeneous automation environments. Proceeding on the 13th IEEE International Conference on Industrial Informatics, INDIN 2015 (pp. 1330–1335). Cambridge, UK.
- Doltsinis, S., Ferreira, P., & Lohse, N. (2012). Reinforcement learning for production ramp-up: A Q-batch learning approach. Proceedings of the 2012 11th International Conference on Machine Learning and Applications ICMLA 2012, 1, 610–615.
- Dürkop, L., Wisniewski, L., Heymann, S., Lücke, B., & Jasperneite, J. (2015, September). Analyzing the engineering effort for the commissioning of industrial automation systems. 20th IEEE International Conference on Emerging Technologies & Factory Automation ETFA, volume 2nd Conference (pp. 1–4). Luxembourg.
- ElMaraghy, H., & ElMaraghy, W. (2016). Smart adaptable assembly systems. Procedia CIRP, 44, 4–13.
- Essers, M. S., & Vaneker, T. H. J. (2014). Evaluating a prototype approach to validating a DDS-based system architecture for automated manufacturing environments. Procedia CIRP, 25(C), 385–392.
- Fang, S., Da Xu, L. I., Zhu, Y., Ahati, J., Pei, H., Yan, J., & Liu, Z. (2014). An integrated system for regional environmental monitoring and management based on internet of things. IEEE Transactions on Industrial Informatics, 10(2), 1596–1605.
- Ferreira, P., Doltsinis, S., Anagnostopoulos, A., Pascoa, F., & Lohse, N. (2013). A performance evaluation of industrial agents. IECON 2013–39th Annual Conference of the IEEE Industrial Electronics Society (pp. 7404–7409). Vienna, Austria.
- Florida, R., Mellander, C., Stolarick, K., Silk, K., Matheson, Z., & Hopgood, M. (2011). Creativity and prosperity : The global creativity index. Toronto, ON: Martin Prosperity Institute. ISBN 978-0-9811974-3-2
- Foresight. (2013). The future of manufacturing. A new era of opportunity and challenge for the UK Summary Report The Government Office for Science. London.
- Garetti, M., & Taisch, M. (2012). Sustainable manufacturing: Trends and research challenges. Production Planning & Control, 23(2–3), 83–104.
- Gawer, A., & Cusumano, M. A. (2014). Industry platforms and ecosystem innovation. Journal of Product Innovation Management, 31(3), 417–433.
- Gonçalves, G., Reis, J., Pinto, R., Alves, M., & Correia, J. (2014). A step forward on intelligent factories: A smart sensor-oriented approach. 19th IEEE International Conference on Emerging Technologies & Factory Automation ETFA 2014, Barcelona, Catalonia, Spain
- Green, S., Billinghurst, M., Chen, X., & Geoffrey, J. (2008). Human-robot collaboration: A literature review and augmented reality approach in design. International Journal of Advanced Robotic Systems, 5(1), 1–18.
- Haghighat, M., Abdel-mottaleb, M., & Alhalabi, W. (2016). Discriminant correlation analysis : Real-time feature level fusion for multimodal biometric recognition. IEEE Transactions on Information Forensics and Security, 11(9), 1984–1996.
- Helu, M., & Hedberg, T. (2015). Enabling smart manufacturing research and development using a product lifecycle test bed. Procedia Manufacturing, 1(Wolf 2009), 86–97.
- Hjertberg, T., Stolt, R., Poorkiany, M., & Johansson, J. (2015). Implementation and management of design systems for highly customized products – state of practice and future research. Transdisciplinary Lifecycle Analysis of Systems: Proceedings of the 20th ISPE International Conference on Concurrent Engineering July 20–23, 2015 (pp. 165). Melbourne, Australia
- Hoffmann, M., Thomas, P., Schutz, D., Vogel-Heuser, B., Meisen, T., & Jeschke, S. (2016). Semantic integration of multi-agent systems using an OPC UA information modeling approach. 2016 IEEE 14th International Conference on Industrial Informatics (pp. 744–747). Poitiers, France
- Jung, K., Choi, S., Kulvatunyou, B., Cho, H., & Morris, K. C. (2016). A reference activity model for smart factory design and improvement. Production Planning & Control, 7287(October), pp. 1–15.
- Jung, K., Morris, K., Lyons, K. W., Leong, S., & Cho, H. (2015). Using formal methods to scope performance challenges for smart manufacturing systems: Focus on agility. Concurrent Engineering, 23(4), 343–354.
- Khaleghi, B., Khamis, A., Karray, F. O., & Razavi, S. N. (2013). Multisensor data fusion: A review of the state-of-the-art. Information Fusion, 14(1), 28–44.
- Kruger, J., & Dunning, D. (1999). Unskilled and unaware of it : How difficulties in recognizing one’s own incompetence lead to inflated self-assessments. Journal of Personality and Social Psychology.77(6).
- Lee, J., Bagheri, B., & Kao, H. A. (2015). A cyber-physical systems architecture for industry 4.0-based manufacturing systems. Manufacturing Letters, 3, 18–23.
- Li, Y., & Roy, U. (2017). Challenges in Developing a Computational Platform to Integrate Data Analytics with Simulation-Based Optimization, pp. 1–11.
- Liao, S. H., Chu, P. H., & Hsiao, P. Y. (2012). Data mining techniques and applications - a decade review from 2000 to 2011. Expert Systems with Applications, 39(12), 11303–11311.
- Linden, A., & Fenn, J. (2003, May). Understanding Gartner’s hype cycles (Strategic Analysis Report Nº R-20-1971). Gartner Research (p. 12). Retrieved from Gartner Group Web site: http://www.gartner.com
- Lohse, N., Hirani, H., & Ratchev, S. (2006). Equipment ontology for modular reconfigurable assembly systems. Flexible Services and Manufacturing Journal, 17(4 SPECIAL ISSUE), 301–314.
- Lorenz, B., Di Nocera, F., Röttger, S., & Parasuraman, R. (2002). Automated fault-management in a simulated spaceflight micro-world. Aviation Space and Environmental Medicine, 73(9), 886–897.
- Mashhadi, A., Kawsar, F., & Acer, U. G. (2014). Human data interaction in IoT: The ownership aspect. 2014 IEEE World Forum Internet Things, WF-IoT (pp.159–162). Seoul, South Korea
- Mazak, A., & Huemer, C. (2015). HoVer: A modeling framework for horizontal and vertical integration. 2015 IEEE 13th International Conference on Industrial Informatics (pp. 1642–1647). Cambridge, UK
- Melkote, S. N. (2012). Development of iFAB (Instant foundry adaptive through bits) manufacturing process and machine library. Georgia, USA. Retrieved from Georgia Institute of Technology. https://apps.dtic.mil/dtic/tr/fulltext/u2/a565243.pdf
- Micheler, S., Lohse, N., & Goh, Y. M. (2017). Green paper : R & D priorities for smart manufacturing components and systems, Technical Report. Loughborough University. doi: 10.13140/RG.2.2.21785.62564
- Mourtzis, D., Doukas, M., & Vandera, C. (2017). Smart mobile apps for supporting product design and decision-making in the era of mass customisation. International Journal of Computer Integrated Manufacturing, 30(7), 690–707.
- Neubauer, M., Krenn, F., Majoe, D., & Stary, C. (2017). Subject-orientation as design language for integration across organisational control layers. International Journal of Production Research, 55(13), pp. 3644–3656.
- Nino, M., Saenz, F., Blanco, J. M., & Illarramendi, A. (2017). Requirements for a big data capturing and integration architecture in a distributed manufacturing scenario. 2016 IEEE 14th International Conference on Industrial Informatics, (INDIN), Poitiers, France. 1326–1329.
- Nunez, R., Samarakoo, B., Premaratne, K., & Murthi, M. N. (2013). Hard and soft data fusion for joint tracking and classification/intent-detection. 16th International Conference on Information Fusion Istanbul, Turkey (pp. 661–668).
- Oesterreich, T. D., & Teuteberg, F. (2016, Dec). Understanding the implications of digitisation and automation in the context of industry 4.0: A triangulation approach and elements of a research agenda for the construction industry. Computers in Industry, 83, 121–139.
- Onori, M., Lohse, N., Barata, J., & Hanisch, C. (2012). The IDEAS project: Plug & produce at shop-floor level. Assembly Automation, 32, 124–134.
- Ordoobadi, S. M. (2011). Application of ANP methodology in evaluation of advanced technologies. Journal of Manufacturing Technology Management, 23(2), 229–252.
- Pereira, A., Rodrigues, N., & Leitao, P. (2012). Deployment of multi-agent systems for industrial applications. Proceedings of 2012 IEEE 17th International Conference on Emerging Technologies & Factory Automation (ETFA 2012), Krakow, Poland.
- Purvis, L., Gosling, J., & Naim, M. M. (2014). The development of a lean, agile and leagile supply network taxonomy based on differing types of flexibility. International Journal of Production Economics, 151, 100–111.
- Qiu, T., Chen, N., Li, K., Qiao, D., & Fu, Z. (2017). Heterogeneous ad hoc networks: Architectures, advances and challenges. Ad Hoc Networks, 55, 143–152.
- Rashid, M. A., Riaz, Z., Turan, E., Haskilic, V., Sunje, A., & Khan, N. Smart factory: E-business perspective of enhanced ERP in aircraft manufacturing industry. 2012 Proceedings of PICMET’12: Technology Management for Emerging Technologies, 3262–3275. Vancouver, BC, Canada.
- Rawat, P., Singh, K. D., Chaouchi, H., & Bonnin, J. M. (2014). Wireless sensor networks: A survey on recent developments and potential synergies. The Journal of Supercomputing, 68(1), 1–48.
- Ren, L., Zhang, L., Wang, L., Tao, F., & Chai, X. (2017). Cloud manufacturing: Key characteristics and applications. International Journal of Computer Integrated Manufacturing, 30(6), 501–515.
- Robinson, R. M., McCourt, M. J., Marathe, A. R., Nothwang, W. D., Doucette, E. A., & Curtis, J. W. (2017). Degree of automation in command and control decision support systems. 2016 IEEE International Conference on Systems, Man, and Cybernetics SMC 2016 - Conference Proceeding (pp. 1184–1190). Budapest, Hungary.
- Sanders, A., Elangeswaran, C., & Wulfsberg, J. (2016). Industry 4.0 implies lean manufacturing: Research activities in industry 4.0 function as enablers for lean manufacturing. Journal of Industrial Engineering and Management, 9(3), 811–833.
- Sayed, M. S., & Lohse, N. (2014). Ontology-driven generation of Bayesian diagnostic models for assembly systems. The International Journal of Advanced Manufacturing Technology, 74(5–8), 1033–1052.
- Schoop, R., Colombo, A. W., Suessmann, B., & Neubert, R. (2002). Industrial experiences, trends and future requirements on agent-based intelligent automation. IEEE 2002 28th Annual Conference of the Industrial Electronics Society. IECON 02, 4, 2978–2983.
- Schumacher, A., Erol, S., & Sihn, W. (2016). A maturity model for assessing industry 4.0 readiness and maturity of manufacturing enterprises. Procedia CIRP, 52, 161–166.
- Shariatzadeh, N., Lundholm, T., Lindberg, L., & Sivard, G. (2016). Integration of digital factory with smart factory based on internet of things. Procedia CIRP, 50, 512–517.
- Sjödin, D. R., Parida, V., Leksell, M., & Petrovic, A. (2018, Sep). Smart factory implementation and process innovation. Research & Management, 61(5), 22–31.
- Sobel, W. (2012). MTConnect standard part 1 - overview and protocol. The Association For Manufacturing Technology, 0–70. Retrieved from http://www.mtconnect.org/
- Steinbeis-Europa-Zentrum, Harms, Wende GmbH, & Loughborough University, Fundacion TEKNIKER, Instituto de Sistemas Robotica Associacao, and Frauenhofer IPA. (2015). Co-FACTOR. Smart Components for tomorrow’s industry.
- Strasser, T., Ebenhofer, G., Sünder, C., & Valentini, A. 2008. Framework for Distributed Industrial Automation and Control (4DIAC). 2008 6th IEEE International Conference on Industrial Informatics, Daejeon, South Korea.
- Tao, F., Cheng, Y., Da Xu, L., Zhang, L., & Li, B. H. (2014). CCIoT-CMfg: Cloud computing and internet of things-based cloud manufacturing service system. IEEE Transactions on Industrial Informatics, 10(2), 1435–1442.
- The Manpower Group. (2013). The talent shortage continous. How the ever changing role of HR can bridge the gap. Milwaukee, USA. Retrieved from https://www.manpowergroup.com/workforce-insights/data-driven-workforce-insights/the-talent-shortage-continues-how-the-ever-changing-role-of-hr-can-bridge-the-gap
- The Manufacturer. (2015). Annual Manufacturing Report 2015. London, p. 56.
- Theorin, A., Bengtsson, K., Provost, J., Lieder, M., Johnsson, C., Lundholm, T., & Lennartson, B. (2017). An event-driven manufacturing information system architecture for industry 4.0. International Journal of Production Research, 55(5), 1297–1311.
- Valente, A., Mazzolini, M., & Carpanzano, E. (2015). An approach to design and develop reconfigurable control software for highly automated production systems. International Journal of Computer Integrated Manufacturing, 28(3), 321–336.
- Van Der Velden, C., Bil, C., & Xu, X. (2012). Adaptable methodology for automation application development. Advanced Engineering Informatics, 26(2), 231–250.
- Vishnevskiy, K., Karasev, O., & Meissner, D. (2016). Integrated roadmaps for strategic management and planning. Technological Forecasting and Social Change, 110, 153–166.
- Wang, S., Wan, J., Zhang, D., Li, D., & Zhang, C. (2015). Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Computer Networks, 101, 158–168.
- Wieland, M., Hirmer, P., Steimle, F., Gröger, C., Mitschang, B., Rehder, E., … Bauernhansl, T. (2016). Towards a rule-based manufacturing integration assistant. Procedia CIRP, 57, 213–218.
- Younus, M., Hu, L., Yuqing, F., & Yong, C. P. (2009). Manufacturing execution system for a subsidiary of aerospace manufacturing industry. Proceeding - 2009 International Conference on Computer and Automation Engineering ICCAE 2009 (pp. 208–212). Bangkok, Thailand.
- Zawadzki, P., & Zywicki, K. (2016). Smart product design and production control for effective mass customization in the industry 4.0 concept. Management and Production Engineering Review, 7(3), 105–112.
- Zeller, B., Achtenhagen, C., & Föst, S. (2010), “das ‘internet der dinge’ in der industriellen produktion: studie zu künftigen qualifikationserfordernissen auf fachkräfteebene. report frequenz: früherkennung von qualifizierungserfordernissen im netz”, Forschungsinstitut berufliche Bildung, Nürnberg, available at: www.frequenz.net/index.php?id=8&tx_freqprojerg_pi1%5Buid%5D=154&tx_freqprojerg_pi1%5Bbranch%5D=Metall%20µnd%20Elektro&cHash=e629e1db98
- Zhang, Y., Qian, C., Lv, J., & Liu, Y. (2017). Agent and cyber-physical system based self-organizing and self-adaptive intelligent shopfloor. IEEE Transactions on Industrial Informatics, 13(2), 737–747.
- Zhong, R. Y., Xu, C., Chen, C., & Huang, G. Q. (2017). Big data analytics for physical internet-based intelligent manufacturing shop floors. International Journal of Production Research, 55(9), 2610–2621.