
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
In this research, a dynamic optimization of milk-run system (MRS) managed with an IT-based Kanban (ITK) is performed. The main tasks are to i) explore how artificial intelligence may allow MRS to choose the most efficient path and ii) measure the impact on the main production parameters. The study explores the Kanban signals activating an ant colony optimization algorithm that finds the best path from supermarket to the lines. Then, genetic algorithm solves an objective function to find the optimal delivery times according to the paths found. The optimal path is dynamically found for each MRS supply cycle. Within the empirical results, significant improvements for production parameters and overall system performance have been appraised. The lead time and material handling time show a strong decrease to 39% and 48%, respectively, while work in process decreases of 22% for all assembly lines. Workstation starvation decreased by 43% and machine saturation increased by 37%.
1. Introduction
The conventional Kanban card is known to be effective for lines with stable and repetitive demand in shop floor made of one production line (Wan & Chen, Citation2008). The case of multiple assembly lines may lead to greater complexity in Kanban implementation, thus causing delays, missed cards, etc. (Cutler, Citation2005b; Osborne, Citation2002).
Through IT systems, network Kanban (NK) inherits the benefits of using physical Kanban cards, overriding limitations such as number of lines served, number and types of information contents, real-time tracking and monitoring. The NK presented in this on-field research is implemented in a production system made of multiple mono-product assembly lines fed by a supermarket. It is coupled with a milk-run system (MRS), that previous authors defined as a cyclic transport supplying raw materials and finished products, with a pre-established route and schedule (Droste & Deuse, Citation2012; Kilic & Durmusoglu, Citation2013).
The study was conducted with the twofold objective of (1) assessing the impact of MRS on production parameters and (2) optimizing MRS paths and quantities transported with artificial intelligence (AI).
Kanban systems are investigated and discussed in many studies (Chu & Kusiak, Citation1996; Junior & Filho, Citation2010; Kundu et al., Citation2019; S. Gupta et al., Citation1999; Senapathi & Drury‐grogan, Citation2021; Tardif & Maaseidvaag, Citation2001). Then, the development of information technology has encouraged the replacement of these traditional systems with more efficient systems such as distributed Kanban over networks. The first NK was developed to bring the ‘pull’ concept into a geographically distributed manufacturing environment (Wan & Chen, Citation2008). Then, Kouti et al (Citation2008) analyzed the differences between traditional and electronic Kanban under a theoretical point of view. On the same line, Wan and Chen (Citation2008) exposed the problems relative to the use of traditional Kanban by dividing them into two categories: common errors (lost Kanban, wrong deliveries, limited monitoring capacity and limited support for performance measurement) and system weaknesses. After these first attempts, an implementation of an NK within automotive industry showed an improvement in the supply chain of parts’ suppliers (Jarupathirun et al., Citation2011; Naik et al., Citation2013).
Under production management perspective, Svirčević et al. (Citation2013) designed an NK for assembly lines, while Nakazaka and Tanaka (Citation2016) developed a web-based digital Kanban tool with functions to visualize and limit the work in process (WiP).
In recent years, many authors have shown that this new technique is spreading throughout the community (Anderson, Citation2013; Dennehy & Conboy, Citation2016; Nord et al., Citation2012; Power & Conboy, Citation2015), and several studies analysed the differences between the traditional Kanban and NK. Toward this line, Kirovska Koceski (Citation2015) have evaluated the advantages of NK in terms of reduction of work completion time, better flexibility, cooperation/collaboration and similar. More recently, Satoglu et al. (Citation2018) demonstrated that the use of distributed databases and interactive web-based programs can be provided operational functions for NK, which allow real-time monitoring, performance measurement, dynamic visualization, etc.
In general, NK systems have been developed on the basis of three main different platforms: (1) existing enterprise resource planning (ERP) systems, (2) electronic data interchange (EDI) connections or (3) web-based technology (Drickhamer, Citation2005). Due to the distinct development directions undertaken by ERP and JIT systems, conventional ERP systems allowed little support for pull-type material flow.
For these reasons, some authors (Wan & Chen, Citation2008) developed an NK using a programming platform where PHP and MySQL are used, while Richard and Knofe (Citation2009) implemented an NK using radio frequency identification (RFID) with PHP and MS Access. On a similar line, Jiang et al. (Citation2010) proposed an RFID-driven conceptual method to track and visualize material flows by using e-Kanbans. An alternative to their work is presented by Qing et al. (Citation2011), who introduced an electronic Kanban system using bar code scanning.
Based on the extant literature, we may argue that currently there may be a lack of investigations regarding the integration of the NK and MRS problem. The contributions of this study are summarized as follows:
A real-time search of the best path to the MRS based on the ITK signal using an AI system combining GA and ant colony optimization (ACO) is proposed for the first time.
The problem aims to minimize the total supply times and find the best path of the MRS considering the orders arriving from the lines through ITK.
This will not only help in reducing MRS-related costs by finding the best route dynamically but also improve production parameters.
In addition, the outcomes of the proposed model help production planner and managers in reducing wastage and increasing the percentages of value-added activities. The extension of the developed model to multiple products in a set-up of multi-modal or mixed-modal assembly lines will enhance the performance of shop floors.
The paper starts with an introduction and proceeds with the literature review. The details of the research framework and the proposed hybrid algorithm are presented in Section 2. Section 3 shows a case study of the proposed algorithm, relevant data, results and discussion. The last section presents the conclusions and gives a brief regarding the direction of future research.
1.1. Kanban and artificial intelligence
In the last decade, AI techniques have been applied just with the aim to set the number of Kanban in a lean-dynamic production system. Alabas et al. (Citation2002) analyzed some heuristic techniques coupled with an AI model to find the minimum number of Kanban (Lee, Citation2007) through a two-stage tabu search algorithm and have assessed a flexible number of Kanban, obtaining the 30% in cost reduction as regards without a Kanban control. Then, the number of Kanban cards has been optimized with genetic algorithm (GA) joint with simulated annealing (Shahabudeen & Sivakumar, Citation2008). Within the same research stream, Guneri et al. (Citation2008) verified the effectiveness of a flexible Kanban system through a case study. This last approach adopted an artificial neural network to confirm the advantage of the flexible Kanban system over the traditional one. A new planning method that considers also company’s processes and the relative information flow is presented by (Urru et al., Citation2018a) to correctly size the buffer at the points of use. Belu et al. (Citation2018) used the machine learning techniques to identify operating regimes of the equipment. These authors analyze the single-channel Kanban solutions where ticketing is automatically performed from the downstream operator to the upstream one. Simić et al. (Citation2019a) created a model for optimizing the MRS path and the travels through particle swarm optimization. Buyukozkan and Satoglu (Citation2020). proposed an NP-hard mathematical model solved by an Artificial Bee Colony Algorithm and using multiple vehicles.
1.2. Milk-run system
In lean manufacturing, MRS is a path-based, cyclic material-handling systems that are used widely to enable frequent and consistent deliveries from a supermarket to the line buffers. Similar to the other external MRS, the vehicle starts from the supermarket to deliver the materials required by the lines. Then, the MRS returns again to the supermarket. An MRS distribution problem aims to determine the paths and relative timings under certain constraints, such as space requirements, number of vehicles and their capacity. This system allows to reduce dock-to-dock cycle times, inventories, transportation and idle times (Akıllıoğlu et al., Citation2006; Domingo et al., Citation2007). On this research stream, Kilic et al. (Citation2012) classify the MRS problem into three categories such as general assignment problems, dedicated assignment problems, and assignment problems determined over a period of time. The design problems of an MRS have been discussed by Abele and Brungs (Citation2009), while Alnahal and Ridwan (Citation2014) presented the decision problems typically considered for an MRS. Earlier, Golz et al. (Citation2012) have developed a heuristic approach to find the minimum number of shuttle drivers. This approach has been divided into two phases: first the transport orders derive from the assembly sequence, and then, in the second phase, they are bound by the transport capacity, by the deadlines and by the tour planning. Another heuristic procedure was developed by Satoglu and Sahin (Citation2013) to determine the routes and the service period. According to these authors, the material supply occurs on a just-in-time basis from a supermarket to assembly lines with the objective to minimize the material-handling times (MHT) and inventory holding costs. The work by Kilic and Durmusoglu (Citation2013) makes some steps forwards by making a compromise between WiP costs and transportation costs. Their goal is to develop a specific mathematical model for the MRS with predefined routes to minimize WiP and transport costs. In their research, they demonstrate that transportation cost increases with the increasing of travels, but WiP decreases. Recently, Bocewicz et al. (Citation2020) consider minimizing transportation and inventory costs by manipulating fleet size and the capacity of vehicles and storage areas. Under the perspective of optimization parameters, (Minh et al. (Citation2020) explain three concepts to optimize the production system, including flexible logistics, minimization of lead time and minimization of environmental impacts. It is proven that the shorter the lead time, the smaller the order volume and the greater is the production responsiveness.
Simić et al. (Citation2019b, Citation2019c) suggest that the MRS is one of the most efficient and popular models used to improve logistics operations in any serial production environment and is necessary for reducing inventory, costs and improving productivity. On the same line, Ranjbaran et al. (Citation2020) propose a mathematical model and a heuristic algorithm in two versions to minimize lead times and total transport costs. An analysis of production performance and stability management decisions by considering different types of disturbances that occur within the production environment, including assembly line production rate, operator utilization of milk production, shortage of workstations and work in progress is presented in Korytkowski &and Karkoszka (Citation2016).
Ciemnoczolowski and Bozer (Citation2013) evaluated the train capacity, the cycle time on the lack of workstations and the effects of the number of Kanbans by determining the number of Kanbans.
Chee et al. (Citation2012) simulate a Kanban model to test average flow time, various performance, including total output, average work in progress, and average wait time. Considering the different performance measures, the simulation results showed that workers have lower utilization, even with the additional material handling activity.
According to the above findings, we may argue that the MRS problem may be solved with the classical vehicle routing problem (VRP) with pickup and/or delivery requests. There are a number of studies VRP for inbound and outbound logistics, but few applications have been made in specific production environments investigating how the MRS path and supplying time may impact on specific production parameters. Vaidyanathan et al. (Citation1999) state that this problem is different from the VRP one by having some distinctive properties such as the amounts required by the demand points are the functions of the vehicle feeding them, and the same finding is confirmed by Kilic and Durmusoglu (Citation2013). Some early approaches (Alexandre & Teodor, Citation2005; Domingo et al., Citation2007) propose cooperative parallel meta-heuristics for the VRP with time windows, while others (Reimann et al., Citation2004; Jeon et al., Citation2007) use ant colony to find a near-optimal solution. Recently, Zhou and Zhu (Citation2020) investigated the problems of scheduling and loading MRS for mixed model assembly lines (MMAL), formulating a milk delivery model for reducing on-line inventory by specifying timetables, quantity of parts and lines destination. Rubaiee &and Yildirim (Citation2019) and Fathi et al. (Citation2014) developed a multi-objective ant colony algorithm to minimize the total time and energy cost of pre-scheduling by considering a single car and the number of travel and inventory on board the line. These parameters were also considered by Fathi et al. (Citation2015) who explored a modified particle swarm optimization algorithm. The approach based on the colony of artificial bees was addressed to investigate the internal logistics problem of Just in time for automotive assembly lines (Peng & Zhou, Citation2018).
2. Research framework
This study is intended to unfold some potential benefits that an optimized MRS can bring to an NK system by using AI. According to the previous finding, we may argue that the main role of an MRS consists in supplying raw materials to the lines with a concurrent collecting of finished products, carrying them to warehouse areas. Within MRS, the collecting of empty containers is also provided.
Some previous findings (Golz et al., Citation2012; Satoglu & Sahin, Citation2013) showed that the decision problems typically considered for an MRS have been oriented mainly to heuristic approach to find (1) the minimum number of shuttle drivers, (ii) the shorter paths, and (3) the minimum number of paths, and Alnahal & and, (Citation2014) investigated the concurrent routing, scheduling and loading problems in the MRS to decrease the number of trains, the variability in loading, paths’ lengths, and inventory holding costs. Based on the literature review, a limited number of papers have been published regarding the impact of the an NK system joint with MRS on production parameters (Korytkowski & Karkoszka, Citation2016). Hence, the research methodology of is intended to front (1) how we may use AI to optimize MRS paths and quantities transported and (ii) how this optimization may impact production parameters.
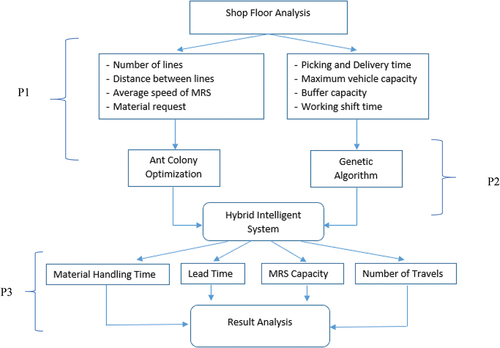
Figure 1. Research framework.
Domingo et al. (Citation2007) highlight that the use of the MRS provides reduction in work in process and lead time through the routing flexibility of the MRS, while according to Hiregoudar and Reddy (Citation2007), Material Handling Time is one of the most important issues that should be considered to eliminate waste and to reduce costs. Thus, also according to the other finding of the extant literature, we have been considered the following production parameters:
Lead time (LT)
Material handling time (MHT)
Work in process (WiP)
Workstation starvation (WS).
Machine saturation (MS).
The second part of the research attempts to deep how AI can be used to manage the MRS problem. MRS is a dynamic logistic system (Alexandre & Teodor, Citation2005; Domingo et al., Citation2007) whose optimization has been mainly fronted by heuristics (Anderson, Citation2013; Dennehy & Conboy, Citation2016; Nord et al., Citation2012; Power & Conboy, Citation2015).
In conducting this portion of the research, we were inspired from the work of Kilic and Durmusoglu (Citation2013) whose mathematical model for the MRS is aimed to minimize WiP and transportation costs, but considering predefined paths.
In contrast, we attempt to explore the possible paths for the lines that must be supplied, finding the shortest path minimizing path times and quantities transported.
For this purpose, the study explores the optimization of these paths according to the materials required through a hybrid intelligent system (HIS).
The first part (P1) of the research framework focuses on identifying the basic data of the processes, including the detection of picking and delivery time and quantities transported. In conducting this portion of the research, our model is inspired by the approaches by Kluska and Pawlewski (Citation2018) and Korytkowski Karkoszka (Citation2016). These authors categorize and explain the problem of MRS, examining the efficiency, interactions and the impact on assembly lines.
The second part (P2) regards the design of the HIS, starting from the Vehicle Routing Problem with Pickup and Delivery (VRPPD). This portion of the study aims to evolve the classic VRPPD approach with AI techniques by exploring an approach combining ACO and GA. The main goals are to find (1) the set of paths that supply the lines with the minimum total distance and (2) the minimum delivering time. GA is inspired from the principle of natural selection and biological evolution theorized by Darwin. It attempts to find the optimum for some complex problems by the evolutions of defined ‘chromosomes’. However, ACO (Dorigo & Gambardella, Citation1997) is inspired to the foraging process of ants, who release pheromones for other ants when food is encountered within a certain path to allow them to make decisions. The more pheromones are accumulated during a path, the more possibilities there will be that other ants will follow this path. Therefore, pheromone trail on such a path will help to attract more ants to follow (Tsai et al., Citation2010). Hence, ACO may be used to find the optimal solution through exchanges of information between individuals and mutual cooperation.
The third part (P3) has been inspired by the work by Savino et al. (Citation2015) who introduced the decoupled withdrawal Kanban system. Within the case study, this model is evolved using the ITK joint with an MRS to counteract the problems concerning the Kanban cards in multiple assembly lines.
2.1. The shop floor
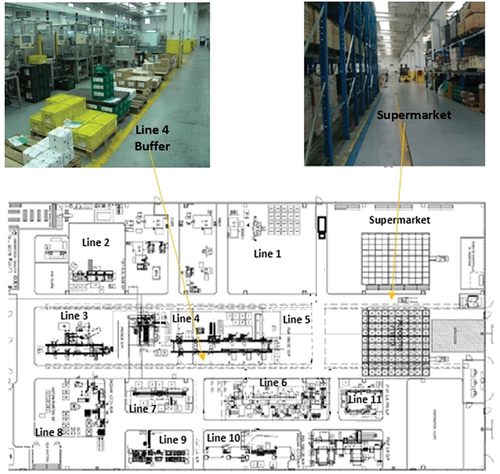
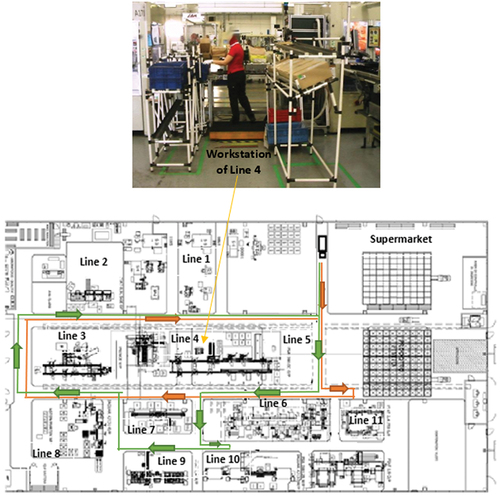
The system has been applied to a shop floor served by a supermarket with 11 mono-product assembly lines () of water and oil pumps for automotive engines. shows the layout of the shop floor along with its supermarket and a buffer of line #4.
Figure 2. Layout of the shop floor.
Each assembly line is organized with a double withdrawal/production order Kanban (), according to the following procedure:
Figure 3. (a) Kanban cards. (b) Kanban rack.
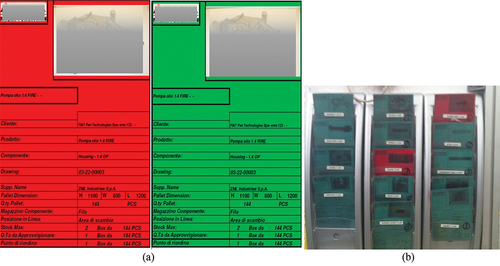
1. The line operator (LO) inserts the withdrawal Kanban into the Kanban rack ().
2. The supermarket operator (SO) runs a complete path of the lines to collect all the withdrawal Kanban.
3. The SO returns to the supermarket and collects the material.
4. The SO follows a random path to deliver required material to the lines reported into the Kanban cards. At this phase, he inserts the delivery Kanban into the delivery rack.
The large number of Kanban cards travelling along the shop floor caused often errors, Kanban cards losing and saturation of the SO in not-valued added activities. Hence, the first step of this portion of the study consisted in the development of an NK able to overcome the previous limitations. Towards this task, we were inspired by the NK developed by Urru et al. (Citation2018b) and Naik et al. (Citation2013). In this study, instead of the barcode scanning Kanban of the previous authors, we used an IT-based Kanban (ITK) consisting in a signal sent from a computer on each line through a wireless network that connects the assembly lines with the supermarket. The signal with the information is read by the SA on his pad, from which the confirmation of the material sending is sent to the lines. The system () works according to the following steps:
Figure 4. ITK workflow.
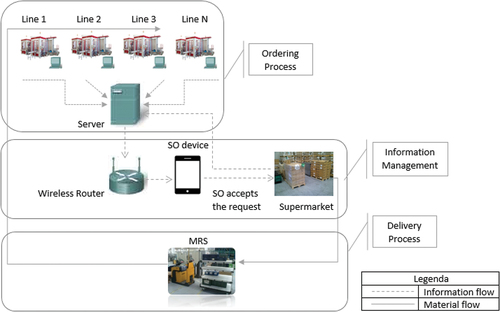
LO sends the material request to the supermarket through the network. The request is shown in real time on a mobile device;
SO accepts the request and prepare the material to be sent;
The MRS begins the path according to the lines that require the material and make the delivery;
When the material is delivered to the line, at the same time, the empty boxes of the previous supply are picked from that line;
LO upload the delivered material to the network
The MRS returns to the supermarket.
As a first comparison with the traditional Kanban system, with the ITK, the SO does not perform the first path to collect the tags because the requests of the materials are shown in real time on his mobile device.
2.2. Hybrid intelligent system
Previous authors fronted the problem of MRS optimization by considering predefined paths (Catay, Citation2010) (Kilic & Durmusoglu, Citation2013), with no possibility of dynamic decisions as regards other parameters, like the lines to serve, the quantities to transport, the distance between the lines and the relative path times, just to cite a few.
Thus, we explored how to join the dynamical behaviours of ITK and AI for a real-time searching of the best path for the MRS according to the ITK signal. For these purposes, we implemented an AI system that combines the advantages of GA, featured by self-organization, self-adaption and good global search ability, with the ones of ACO, that has the merit of parallel computation, self-learning and effective information feedback (Luan et.al, Citation2019). The hybrid intelligent system (HIS) designed for this research uses GA to test an objective function that minimizes the total supply times, while ACO is used to find the best path of the MRS as regards the orders sent by the lines through the ITK.
According to Luan et al. (Citation2019),GA is presented through self-organisation, self-adaptation and good global research capability. However, it does not have a good feedback mechanism and, as a result, many redundant iterations can be generated, leading to low efficiency. By the way, we preferred GA to particle swarm optimization (PSO) due to the potential higher computational times that PSO may have as regards the communication between the particles after each generation (Panda & Padhy, Citation2008). In addition, GA is able to simulate evolution and some individuals are eliminated from generation to generation (Kao & Zahara, Citation2008). Recently (Iswari & Asih, Citation2017), use GA and Particle Swarm Optimization to solve Vehicle Routing Problem (VRP) and compare the results of the algorithms to evaluate performance. From the numerical example and tests provided by the algorithm, it can be determined that the GA provides a better solution than Particle Swarm Optimization in total distance traveled. The above findings made GA more suitable for the purpose of our research.
The HIS is made in two sections (). Each time there is an ITK signal with the line to supply and the relative quantities, the ACO section is activated in real time to find the shortest path. The path is updated each time there is an ITK signal that update the quantities for a certain line or it adds a line to serve with the relative quantities. The algorithm stops when the capacity of the MRS is saturated. When the capacity criterion is satisfied, the total MRS time cycle for the lines and the relative path is provided.
The ACO developed extends the work of (Catay, Citation2010) in which the total distance travelled by the MRS is optimized for delivery and collection by visiting all the lines. In contrast the ACO developed in this study uses the ITK signal as an input indicating just the line(s) to visit. An ant is introduced as an agent moving from line to line on a graph. This line is chosen through a probabilistic function both of trail accumulated on edges and of a heuristic value, in this study a function of the length was chosen. Ants probabilistically select those paths connected by edges with the nearby pheromone trails. Initially, the ants are placed on randomly selected lines. At each step, they move to a new place and modify the pheromone trail on the edges used. When all the ants have completed a path, the ant that made the shortest path modifies the relative edges by adding a number of pheromone trails inversely proportional to the path length.
The total cycle time of the MRS is a function of the path to follow and of its relative time, Since the speed of MRS is constant and set at 12 Km/h, the path time is determined only by the minimum travel function for the lines to supply.
The shortest path found by ACO is provided to GA, that solves the fitness function of the times. At this point the chromosomes are selected from the solution pool and the result of this step is a set of parent chromosomes for the next generation. All chromosomes can be chosen as the selection process is arbitrary, but stronger chromosomes will have higher probability to be selected. Then, two parent chromosomes are run through a crossover and mutation operator to produce one or more children. This ensures that the whole domain of existence is explored. This sequence is iterated until the stop criterion is satisfied. When the GA process ends, the sum of the optimized times is updated (see ).
Figure 5. HIS algorithm.
The objective function solved by the GA has been designed to minimize the total path time for a number of k paths of a working shift.
The following data of the shop floor have been considered in designing the objective function
MRS capacity
Picking time at the supermarket
Time of the MRS to deliver the materials
Line buffer capacity
Workshift time
Max MRS waiting time at lines
With the above data, the function of the total supplying time for the MRS has been written as follows (1)
(1)
where,
Qi Quantities allocated in ;
Qs Quantities picked at supermarket;
Assembly Line (
);
j Next assembly line,
Path, intended as the sequence of the lines visited for each travel (
);
Distance between assembly
and
v MRS speed;
V Maximum MRS capacity;
Picking time (per unit) at the supermarket;
Delivery time;
Time of the MRS to deliver material at
1 if
is visited immediately before
during
, 0 otherwise;
Buffer capacity
;
Workshift Time;
Path time;
Maximum MRS waiting time at i.
The (1) is constrained as follows
Constraints (2) and (3) ensure that the quantity delivered does not exceed the MRS carrying capacity. It may be at least equal to a minimum capacity. It (3) ensures that the MRS does not make any semi-void path. Constraint (4) concerns the capacity of the line buffer.
EquationEquation (5)(5)
(5) ensures that the sum of the cycle time in K paths does not exceed the working shift time
EquationEquation (6)(6)
(6) ensures that only one vehicle should reach and leave i and j.
EquationEquations (7)(7)
(7) and (Equation8
(8)
(8) ) indicate the minimum request of the lines for the MRS to start the path, while EquationEquation 11
(11)
(11) stipulates that the target delivery time period is not less than service time period. Constraint (10) is relative to the maximum time that the MRS must wait on i. EquationEquation (11)
(11)
(11) guarantees that the maximum quantity transported does not exceed the capacity of the buffer.
Thus, the objective function solved by the GA minimizes the total time, as follows:
the (13) is constrained to (2)-(11).
Being MRS a typical NP-hard problem, we avoided to use an exact algorithm to obtain the global optimal solution (Chen et al., Citation2006) because the computing time may increase exponentially with the size of the problem.
3. Data processing and results
The MRS has been installed in a plant producing water and oil pumps for automotive. The applicability of the HIS has been tested through an experimental campaign conducted by varying Qmin within the range of 35–55 units, which are the (1) technical limit to avoid high quantities of requests from the assembly lines and (2) the maximum buffer capacity, respectively. For this portion of the study, the binary Line-Path incidence matrix (Mij) has been purposely conceived. In this matrix, the columns J [j = 1 … m] are the line’s id, while the rows i [i = 1 … n] are the paths of the MRS. An example of Line-Path incidence matrix is given in , where the entry aij of Mij is equal to 1 if the MRS visit the line j during the path i, 0 otherwise.
Table 1. Line-Path Incidence matrix.
shows the Mij relative to the case Qmin = 35.
Table 2. Case # 1 – Q = 35.
shows two examples of paths #4 and #14 corresponding to Qmin = 35 units, along with the picking workstation of Line 4. The lines that require material are 1-3-4-7-8-11 for the # 4 and 1-3-5-6-7-10 considering the # 14.
Figure 6. Paths #4; #14.
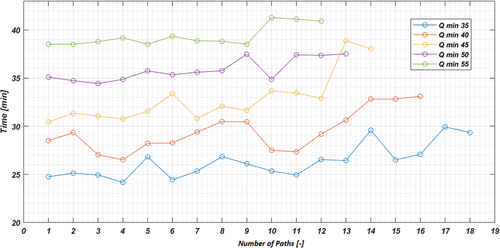
shows the delivery times of the MRS within the range [Qmin = 35–55], in which we may see the variation of the path times and the number of paths according to those values.
Figure 7. MRS paths.
The optimal path is found considering (1) the minimum distance between the lines to supply, (2) the minimum quantities required and (3) the total time. The results of Equation (13) are shown in , and , where Qtot is the total quantity to supply all the lines.
Table 3. Demand required.
Table 4. Path times.
Table 5. MRS quantity Qmin = 35.
Table 6. MRS quantity Qmin = 40.
Table 7. MRS quantity Qmin = 45.
Table 8. MRS quantity Qmin = 50.
Table 9. MRS quantity Qmin = 55.
4. Discussion
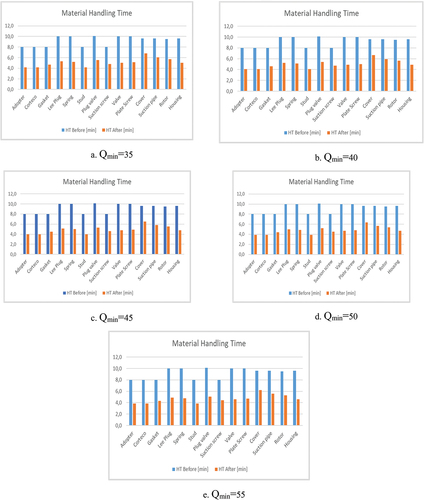
provide LT and MHT for each value of Qmin. The blue bars of the histograms regard the data of six-month production of the second part of 2019, while the red ones regards the data of the first six months of 2020, when the ITK and MRS were implemented. We may see that the most significant improvements for LT and MHT are higher for those components with high volumes. This result may be due to the matter of fact that the introduction of the HIS reduces the supply time, allowing (1) to minimize the quantities transported and (2) making always available the right quantities in the buffer on each assembly line.
Figure 8. LT values.
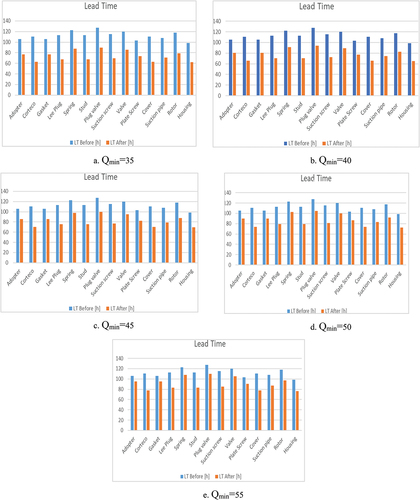
Figure 9. MHT values.
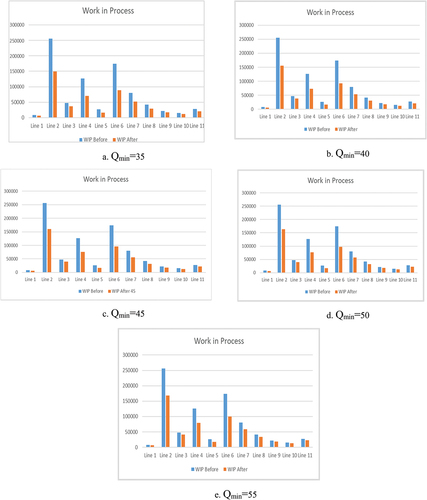
The WiP has been appraised through the approach by Savino et al. (Citation2015) as follows:
WiPi =
=
where:
- quantity supplied for i component
Ci - i level during time Δ.
As per , the WiP shows a slight decrease of 22% on average for the whole assembly lines. This decrease occurs again particularly for high volume components.
Figure 10. WiP values.
The results of extend the findings achieved by Savino et al. (Citation2015) and Korytkowski and Karkoszka (Citation2016) in which they found that the traditional Kanban card and the small quantities supplied may cause an increase of (1) MHT and (2) saturation of the SO. In contrast, in this study the implementation of the ITK joint with the MRS results in the reduction of average MHT by 48%, considering the average values of Qmin. As a side beneficial effect of the ITK joint with the MRS, we may remark that the SO eliminates the first path in which it was expected to withdrawal the Kanban cards. Thus, by working according to the actual demand, the SO is not involved in operations that previously engaged him for 36 minutes/shift, thus resulting in a decrease of saturation for this worker.
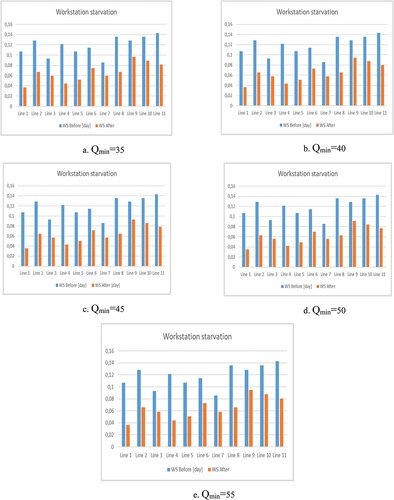
WS is based on the work oby Korytkowski and Karkoszka (Citation2016) who consider the time in which the components are not available on the workstations and the total working time. In this case (), we may note that there is a reduction of WS of about 43%, that can be considered as consequence stabilization of the quantity of materials supplied by the MRS, ensuring at the same time that there are always components available on the line.
Figure 11. WS values.
In addition, MS increased by 37% (), thus resulting in LO desaturation, while the WiP has no significant variations.
Figure 12. MS values.
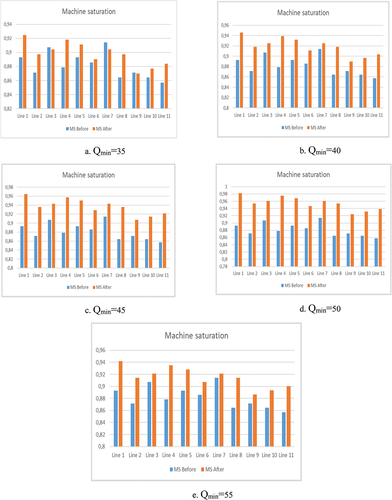
Figure 13. A comparison between the mean value of each parameter and the Qmin is shown in , which highlights the dependence of LT, MHT, WIP, WS and MS with the quantity shipped by the MRS.

shows the actual average demand (Di, demand) for each assembly line, and shows the results of the MRS paths optimization obtained by the HIS and according to the Di,demand. In the same ,we may see the correlation between the values of Qmin and path’s times. The results relative to the other Qmin values are reported in , in which the total quantity Qtot for each path is also highlighted. Through these , we may see that the optimal quantity to accomplish the demand in the shortest time is in the range of [45–55] units and the optimal value for the MRS capacity results for Qmin = 45 units.
This portion of the research allowed to appraise how ITK joint with MRS may improve mainly MHT, LT, and WS, thus increasing the saturation of the machine and decreasing the saturation of the workers. Furthermore, the evolution of the VRPPD with AI techniques resulted in the concurrent minimization of both the total supply times and of the MRS path. This was mainly due to the matter that the HIS allowed to supply just the lines that require components, allowing the MRS to travel with distances always minimized. The application of HIS and ITK in MRS improves production performance for a mono product multiple assembly lines shop floor. The application of the same tools in mix and multi modals assembly line shop floors will help production planners and managers in improving performance related to minimization of wastes and non-value added activities, increase in capacity utilization and work environment for the workers, and fulfilling due date commitments.
5. Conclusions and limitations
This study presented an ITK/NK coupled with an MRS for a shop floor made of multiple mono-product assembly lines fed by a supermarket. Within the study, we found that the use of the ITK joint with MRS may improve LT, MHT, WiP, WS and MS. Among the most significant results, there is a strong decrease in MHT, thus contributing to operator’s desaturation. The evolution of the VRPPD with artificial intelligence techniques resulted in the concurrent minimization both of the total supply times and of the MRS path. In addition, production parameters also improved as MRS optimization reduced wastage of resources (waiting times).
The improvements in mentioned parameters will solve the issue-related due date completion, tardiness, value and non-value added activities, time and raw materials waste, resource utilization, work environment, and productivity.
The present study is affected by two main technical limitations. The first one concerns the lack of correlation between the WiP and transportation cost of each path provided by the HIS. Further works might investigate the impact that this parameter may have on the model developed. This is important as relation between WiP and transportation cost is established, and this may explore further benefits of the integrated ITK with MRS.
The second limitation is that the HIS does not consider the size of the lots, which may be indeed different as regards to the materials to supply. Hence, a possible outlook of this study may be a model computing a trade-off between MRS size and storage capacity to explore whether the problem of delivering materials may be fronted by using a larger number of MRS.
In addition, the developed model considered mono product assembly lines. The extension for multi and mix modals can enhance the applications to a wider range of shop floor problems.
Disclosure statement
No potential conflict of interest was reported by the authors.
References
- Abele, E., & Brungs, F. (2009). Optimization of in-plant materials provision via milk-run. Industrie Management, 25, 61–29.
- Akıllıoğlu, A. H., Baydoğan, M. G., Bolatlı, Y., Canbaz, D., Halıcı, A., Sezgin, Ö., Özdemirel, N. E., & Türkcan, A. (2006). Pull-based milk-run distribution system design for a firm producing diesel injectors. Industrial Engineering Journal, 17(3), 2–15.
- Alabas, C., Altiparmak, F., & Dengiz, B. (2002). A comparison of the performance of artificial intelligence techniques for optimizing the number of Kanbans. The Journal of the Operational Research Society, 53(8), 907914. https://doi.org/10.1057/palgrave.jors.2601395
- Alexandre, L. B., & Teodor, G. C. (2005). A cooperative parallel metaheuristic for the vehicle routing problem with time windows. Computers & Operations Research, 32(7), 1685–1708. https://doi.org/10.1016/j.cor.2003.11.023
- Alnahal, M., Ridwan, B.,(2014), “In-plant milk run decision problems.” 2014 International Conference on Logistics Operations Management, Rabat, Morocco, 2014, pp. 85–92. https://doi.org/10.1109/GOL.2014.6887421
- Anderson, D. (2013). “Lean software development”. Lean Kanban University (LKU).
- Belu, N., Ionescu, L. M., Mazăre, A. G., & Rachieru, N. (2018). Kanban system based on manufacturing equipment operation monitoring. IOP Conference Series: Materials Science and Engineering, 400, 062005. https://doi.org/10.1088/1757-899X/400/6/062005
- Bocewicz, G., Wojciech, B., Wójcik, R., & Banaszak, Z. A. (2020). Milk-run routing and scheduling subject to a trade-off between vehicle fleet size and storage capacity. Management and Production Engineering Review, 10(3), 41–53.
- Buyukozkan, K., & Satoglu, S. I. (2020). A mathematical model and an artificial bee colony algorithm for in-plant milk-run design. In Industrial Engineering in the Digital Disruption Era: Selected papers from the Global Joint Conference on Industrial Engineering and Its Application Areas, GJCIE 2019, September 2–3,Gazimagusa, North Cyprus, Turkey (pp. 106–118). Springer International Publishing.
- Catay, B. (2010). A new saving-based ant algorithm for the vehicle routing problem with simultaneous pickup and delivery. Expert Systems with Applications, 37(10), 6809–6817. https://doi.org/10.1016/j.eswa.2010.03.045
- Chee, S. L., Chong, M. Y., & Chin, J. F. (2012). Milk-run kanban system for raw printed circuit board withdrawal to surface-mounted equipment. Journal of Industrial Engineering and Management, 5(2), 382–405. https://doi.org/10.3926/jiem.352
- Chen, A. -L., Yang, G. -K., & Wu, Z. -M. (2006). Hybrid discrete particle swarm optimization algorithm for capacitated vehicle routing problem. Journal of Zhejiang University Science A, 7(4), 607–614. https://doi.org/10.1631/jzus.2006.A0607
- Chu, C., & Kusiak, A. (1996). Overview of Kanban systems. International Journal of Computer Integrated Manufacturing, 9(3), 196–189. https://doi.org/10.1080/095119296131643
- Ciemnoczolowski, D. D., & Bozer, Y. A. (2013). Performance evaluation of small-batch container delivery systems used in lean manufacturing – Part 2: Number of Kanban and workstation starvation. International Journal of Production Research, 51(2), 568–581. https://doi.org/10.1080/00207543.2012.656331
- Cutler, T. R. (2005b) E-Kanban: A key to lean. Automation.com Articles and White Papers”, https://www.automation.com.
- Dennehy, D., & Conboy, K. (2016). Going with the flow: An activity theory analysis of flow techniques in software development. The Journal of Systems and Software, 113, 160–173. https://doi.org/10.1016/j.jss.2016.10.003
- Domingo, R., Alvarez, R., Pena, M. M., Calvo, R., & Karjalainen, I. (2007). Materials flow improvement in a lean assembly line: A case study. Assembly Automation, 27(2), 141–147. https://doi.org/10.1108/01445150710733379
- Dorigo, M., & Gambardella, L. M. (1997). Ant colonies for the traveling salesman problem. Biosystems, 43(2), 73–81. https://doi.org/10.1016/S0303-2647(97)01708-5
- Drickhamer, D. (2005). The Kanban evolution. Material Handling Management, 60, 24–267.
- Droste, M., & Deuse, J. (2012). A planning approach for in-plant milk run processes to optimize material provision in assembly systems. In Enabling Manufacturing Competitiveness and Economic Sustainability: Proceedings of the 4th International Conference on Changeable, Agile, Reconfigurable and Virtual production (CARV2011), Montreal, Canada, 2-5 October (pp. 604–610). Springer.
- Fathi, M., Alvareza, M. J., Rodríguezb, V., & Mehrabanc, F. H. (2014). A multiobjective optimization algorithm to solve the part feeding problem in mixed-model assembly lines. Mathematical Problems in Engineering, 11(1), 809–812. https://doi.org/10.1155/2014/654053
- Fathi, M., Rodríguez, V., Fontes, D. B. M. M., & Alvarez, M. J. (2015). A modified particle swarm optimisation algorithm to solve the part feeding problem at assembly lines. International Journal of Production Research, 54(3), 878–893. https://doi.org/10.1080/00207543.2015.1090032
- Golz, J., Gujjula, R., Günther, H. O., Rinderer, S., & Ziegler, M. (2012). Part feeding at high-variant mixed-model assembly lines. Flexible Services and Manufacturing Journal, 24(2), 119–141. https://doi.org/10.1007/s10696-011-9116-1
- Guneri, A. F., Kuzu, A., & Taskin Gumus, A. (2008). Flexible Kanbans to enhance volume flexibility in a JIT environment: A simulation based comparison via ANNs. International Journal of Production Research, 47(24), 6807–6819. https://doi.org/10.1080/00207540802425351
- Gupta, S., Al-Turki, Y., & Perry, R. (1999). Flexible Kanban systems. International Journal of Operations & Production Management, 19(10), 1065–1093. https://doi.org/10.1108/01443579910271700
- Hiregoudar, C., & Reddy, B. R. (2007). “Facility planning & layout design: An industrial perspective”. Technical Publications Pune.
- Iswari, T., & Asih, A. M. (2017). Comparing genetic algorithm and particle swarm optimization for solving capacitated vehicle routing problem. IOP Conference Series: Materials Science and Engineering, 337, 337 012004. https://doi.org/10.1088/1757-899X/337/1/012004
- Jarupathirun, S., Ciganek, A., Chotiwankaewmanee, T., & Kerdpitak, C. (2011). Supply chain efficiencies through e-Kanban: A case study. International Journal of the Computer, the Internet and Management, 19(1), 40–44.
- Jeon, G., Leep, H. R., & Shim, J. Y. (2007). A vehicle routing problem solved by using a hybrid genetic algorithm. Computers & Industrial Engineering, 53(4), 680–692. https://doi.org/10.1016/j.cie.2007.06.031
- Jiang, P., Fu, Y., & Zheng, M. (2010, December). Tracking and visualizing RFID-driven material flows for multistage machining processes. In 2010 International Conference on Manufacturing Automation (pp. 186–190). IEEE.
- Junior, M. L., & Filho, M. G. (2010). Variations of the Kanban system: Literature review and classification. International Journal of Production Economics, 125(1), 13–21. https://doi.org/10.1016/j.ijpe.2010.01.009
- Kao, Y., & Zahara, E. (2008). A hybrid genetic algorithm and particle swarm optimization for multimodal functions. Applied Soft Computing, 8(2), 849–857. https://doi.org/10.1016/j.asoc.2007.07.002
- Kilic, H. S., & Durmusoglu, M. B. (2013). A mathematical model and a heuristic approach for periodic material delivery in lean production environment. International Journal of Advanced Manufacturing Technology, 69(5–8), 977–992. https://doi.org/10.1007/s00170-013-5082-y
- Kilic, H. S., Durmusoglu, M. B., & Baskak, M. (2012). Classification and modeling for in-plant milk-run distribution systems. International Journal of Advanced Manufacturing Technology, 62(9–12), 1135–1146. https://doi.org/10.1007/s00170-011-3875-4
- Kirovska, N., & Koceski, S. (2015). Usage of kanban methodology at software development teams. Journal of Applied Economics and Business, 3(3), 25–34.
- Kluska, K., & Pawlewski, P. (2018). The use of simulation in the design of milk-run intralogistics systems. IFAC-PapersOnline, 51(11), 1428–1433. https://doi.org/10.1016/j.ifacol.2018.08.314
- Korytkowski, P., & Karkoszka, R. (2016). Simulation-based efficiency analysis of an in-plant milk-run operator under disturbances. International Journal of Advanced Manufacturing Technology, 82(5–8), 827–837. https://doi.org/10.1007/s00170-015-7442-2
- Kouri, I., Salmimaa, T., & Vilpola, I. (2008). The Principles And Planning Process Of An Electronic Kanban System. In T. Sobh, K. Elleithy, A. Mahmood, & M. A. Karim (Eds.), Novel Algorithms and Techniques In Telecommunications, Automation and Industrial Electronics. Dordrecht: Springer. doi:10.1007/978-1-4020-8737-0_18
- Kundu, K., Rossini, M., & Portioli-Staudacher, A. (2019). A study of a kanban based assembly line feeding system through integration of simulation and particle swarm optimization. International Journal of Industrial Engineering Computations, 10(3), 421–442. https://doi.org/10.5267/j.ijiec.2018.12.001
- Lee, I. (2007). Evaluating artificial intelligence heuristics for a flexible Kanban system: Simultaneous Kanban controlling and scheduling. International Journal of Production Research, 45(13), 2859–2873. https://doi.org/10.1080/00207540600806505
- Luan, J., Yao, Z., Zhao, F., & Song, X. (2019). A novel method to solve supplier selection problem: Hybrid algorithm of genetic algorithm and ant colony optimization. Mathematics and Computers in Simulation, 156, 294–309.
- Minh, N., Kien, D., & Hau, P. (2020). Applying milk-run method to optimize cost of transport: An empirical evidence. International Journal of Supply and Operations Management, 7(2), 178–188.
- Naik, M. R., Kumar, E. V., & Goud, B. U. (2013). Electronic Kanban system. International Journal of Scientific and Research Publications, 3(3), 2250–3153.
- Nakazaka, S., & Tanaka, T. (2016). Development and application of Kanban tool visualizing the work in progress. 5th IIAI International Congress on Advanced Applied Informatics, 908–913. IEEE.
- Nord, R. L., Ozkaya, I., & Sangwan, R. S. (2012). Making architecture visible to improve flow management in lean software development. IEEE Software, 29(5), 33–39. https://doi.org/10.1109/MS.2012.109
- Osborne, T. (2002) “Internet Kanban delivers just in time”, Illinois Manufacturer Magazine, pp.9–27
- Panda, S., & Padhy, N. P. (2008). Comparison of particle swarm optimization and genetic algorithm for FACTS-based controller design. Applied Soft Computing, 8(4), 1418–1427. https://doi.org/10.1016/j.asoc.2007.10.009
- Peng, T., & Zhou, B. H. (2018). Just-in-time distribution algorithm of line-side parts for automobile assembly lines. Control Theory&applications, 33, No.6,pp.779–786.
- Power, K., Conboy, K., (2015) “A metric-based approach to managing architecture-re- lated impediments in product development flow: An industry case study from cisco” IEEE/ACM 2nd International Workshop on Software Architecture and Metrics, Florence, Italy, pp.15–21.
- Qing, J., Xue-Tao, P., Zhong, Z.(2011), “On Solving JIT production problems for small batch orders based on E-Kanban visualization”, Third International Conference on Measuring Technology and Mechatronics Automation, Shanghai, China, pp.757–761.
- Ranjbaran, F., Kashan, A. H., & Kazemi, A. (2020). Mathematical formulation and heuristic algorithms for optimisation of auto-part milk-run logistics network considering forward and reverse flow of pallets. International Journal of Production Research, 58(6), 1741–1775. https://doi.org/10.1080/00207543.2019.1617449
- Reimann, M., Doerner, K., & Hartl, R. F. (2004). D-Ants: Savings based ants divide and conquer the vehicle routing problem. Computers & Operations Research, 31(4), 563–591. https://doi.org/10.1016/S0305-0548(03)00014-5
- Richard, J., Knofe, K.,(2009), “Multiarea e-Kanban Board”, Technical University, 0–01062,
- Rubaiee, S., & Yildirim, M. B. (2019). An energy-aware multi-objective ant colony algorithm to minimize total completion time and energy cost on a single-machine preemptive scheduling. Computers & Industrial Engineering, 127, 240–252. https://doi.org/10.1016/j.cie.2018.12.020
- Satoglu, S., & Sahin, I. (2013). Design of a just-in-time periodic material supply system for the assembly lines and an application in electronics industry. International Journal of Advanced Manufacturing Technology, 65(1–4), 319–332. https://doi.org/10.1007/s00170-012-4171-7
- Savino, M. M., Mazza, A., Faccio, M., & Cohen, Y. (2015). Kanban-driven parts feeding within a semi-automated O-shaped assembly line: A case study in the automotive industry. Assembly Automation, 35(1), 3–15. https://doi.org/10.1108/AA-07-2014-068
- Senapathi, M., & Drury‐grogan, M. L. (2021). Systems thinking approach to implementing kanban: A case study. Journal of Software: Evolution and Process, 33(4), e2322. https://doi.org/10.1002/smr.2322
- Shahabudeen, P., & Sivakumar, D. V. (2008). Algorithm for the design of single-stage adaptive kanban system. Computers & Industrial Engineering, 54(4), 800–820. https://doi.org/10.1016/j.cie.2007.10.017
- Simić, D., Svirčević, V., Ilin, V., Simić, S. D., Simić, S., (2019a), “Material flow optimization using milk run system in automotive industry”, 14th International Conference on Soft Computing Models in Industrial and Environmental Applications, Seville, Spain, pp.411–442. Springer International Publishing.
- Simić, D., Svirčević, V., Ilin, V., Simić, S. D., & Simić, S. (2019b). Material flow optimization using milk run system in automotive industry. Advances in Intelligent Systems and Computing, 950, 411–421. Springer International Publishing.
- Simić, D., Svirčević, V., Ilin, V., Simić, S. D., & Simić, S. (2019c). Particle swarm optimization and pure adaptive search in finish goods’ inventory management. Cybernetics and Systems, 50(1), 58–77. https://doi.org/10.1080/01969722.2018.1558014
- Svirčević, V. V., Simić, D. S., Ilin, V. A., (2013), “Advantages of e-kanban system compared to classic kanban serving production line”, 1st Logistics International Conference, pp.161–165
- Tardif, V., & Maaseidvaag, L. (2001). An adaptive approach to controlling kanban systems. European Journal of Operational Research, 132(2), 411–424. https://doi.org/10.1016/S0377-2217(00)00119-3
- Tsai, Y. L., Yang, Y. J., & Lin, C. H. (2010). A dynamic decision approach for supplier selection using ant colony system. Expert Systems with Applications, 37(12), 8313–8321. https://doi.org/10.1016/j.eswa.2010.05.053
- Urru, A., Bonini, M., & Echelmeyer, W. (2018a). Planning and dimensioning of a milk-run transportation system considering the actual line consumption. IFAC International Federation of Automatic Control, 51(9), 404–409. https://doi.org/10.1016/j.ifacol.2018.07.066
- Urru, A., Bonini, M., Echelmeyer, W., (2018b), “Planning of a milk-run systems in high constrained industrial scenarios”, 22nd IEEE International Conference on Intelligent Engineering Systems, pp.231–238.
- Ustundag, A., Cevikcan, E., Satoglu, S., & Durmusoglu, M. B. (2018). Lean Production Systems for Industry 4.0. Industry 4: Managing the Digital Transformation, Las Palmas de Gran Canaria, Spain, 43–59.
- Vaidyanathan, B. S., Matson, J. O., Miller, D. M., & Matson, J. E. (1999). A capacitated vehicle routing problem for just in time delivery. IIE Transactions, 31(11), 1083–1092. https://doi.org/10.1080/07408179908969909
- Wan, H., & Chen, F. (2008). A web-based Kanban system for job dispatching, tracking, and performance monitoring. International Journal of Advanced Manufacturing Technology, 38(9–10), 995–1005. https://doi.org/10.1007/s00170-007-1145-2
- Zhou, B., & Zhu, Z. (2020). Optimally scheduling and loading tow trains of in-plant milk-run delivery for mixed-model assembly lines. Assembly Automation, 40(3), 511–530. https://doi.org/10.1108/AA-01-2019-0013