
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
The research activity proposed in this paper is framed within the context of the concurrent engineering applied to the complex aeronautical system development. The main objective is to extend the aircraft design parameters with those of manufacturing and supply chain including, among others, logistics aspects, quality management, risk production, resources and materials availability. This surely complicates the design problem due to an enlargement of the alternatives populating the solutions tradespace. However, it provides a great opportunity to gain agility, variety and competitive advantages in the nowadays global market. The formulation and implementation of the new value-driven methodology, here-proposed, offers advantageous benefits to the decision-maker, as also highlighted by the aeronautical application case addressed in this paper.
1. Introduction
In the last decade, the European Commission introduced the Flightpath 2050 (ACARE, Citation2011), the EU Aviation Sector’s vision for the future of aviation, placing new challenges for the design of innovative, sustainable, and circular aircraft configurations. The objective of sustainable and circular aviation is to reduce the environmental impact in terms of consumption, waste and emissions associated with all aeronautical activities and operations. Hence, the necessity to extend the branches of the aeronautical research to the entire aircraft life-cycle, from the design to production, to the waste disposal after the end of the system operative life. A new value-driven concurrent approach is proposed in this research activity with the aim of exploring different life-cycle stages, mainly manufacturing and supply chain, in the early phase of aircraft design. Making decisions on future design configurations, exploring all the possible solutions on the design space, can in fact reduce the overall cost with a great impact on supply chain´s gains and product competitiveness (Wu & O’Grad, Citation1999). Identify the best solution in the design phase is therefore essential since decisions made during this phase mostly determine the product overall cost (Walden et al., Citation2015). Nevertheless, enlarging the exploration of the solutions design space is challenging. It requires a formalization of the mutual influences between the life-cycle stages. In addition, criteria that stakeholder (or decision-maker) consider important in ‘value’ the system have to be clearly identified. In the last decades, effort has been placed in the research of concurrent methodologies integrating, for instance, production in the design phase (Sahu et al., Citation2018; Tirkolaee et al., Citation2022). At the same time, value model techniques have been explored to quantify stakeholder´s perceived value system in the early stage of product design. This paper proposes a new value-driven concurrent approach integrating manufacturing and supply chain (called domains) in the early phase of system design. The approach has been developed within European funded H2020 Project AGILE4.0 (Ciampa & Nagel, Citation2021) and here applied to the design, manufacturing and supply chain of an aeronautical system component. The use of the proposed value-driven concurrent approach allows to automatically estimate the stakeholder’s perceived value system based on criteria related to the design, manufacturing and supply chain. In this way, the assessment of production performance, thus manufacturing and supply chain, is part of the results of the solutions tradespace exploration rather than further steps performed after the design phase.
In this paper, the state of the art of the value models and concurrent methodologies is reported in Section 2 to highlight the research gap and the original contribution of this paper (see Section 2.3). In Section 3, the value-driven concurrent approach formulation is first described before providing details on the tools and technologies enabling its automatically execution. In Section 4, the approach is applied to an aeronautical system component. Follow a discussion and implication of leveraging this value-driven approach respectively in Section 5 and Section 6 to finally address conclusions in Section 7.
2. Literature review
The research activity addressed in this paper proposes a new approach aiming at concurrently coupling the three domains of manufacturing, design and supply chain by leveraging the value-model theory. In this section, the state of the art related to the value models and the concurrent coupling of multiple domains is described to highlight the gap found in the literature and the original contribution of this activity.
2.1. Value-driven approaches
To meet the nowadays stringent requirements, for instance the greenhouse reduction for aviation system, new variables not strictly related to the product design have to be considered in the early stage of product development. Integrating new aspects enlarges the solutions design space complicating even more the decision-making process. Identify the best solution in the design phase is nevertheless essential since decisions made during this phase mostly determine the product cost. Studies in systems engineering highlight that up to the 70% of the total cost of a development product is already committed in preliminary design and that the cost to remove defects radically increases afterward (Walden et al., Citation2015 Duverlie & Castelain,Citation1999). As consequence, define which criteria lead stakeholders to value the system has to be clear since the early stage of product design in order to balance these criteria and optimize the system design value. Over years, the concept of value has assumed different meaning being defined as the ratio between performance and cost (Miles, Citation1962); amount of money a customer is willing to pay (Forbis & Mehta, Citation1981; Shapiro & Jakson, Citation1978); individual satisfaction of a user in using the product (Normann & Ramirez, Citation1993). In the last decades, however, researchers in the field of system engineering identified the need of having a definition of value as numerical quantification of stakeholder ‘expectations in order to enhance the decision-making process. With the introduction of value-driven design (VDD) (Collopy & Hollingsworth, Citation2011), the definition of value switches to a numerical estimation of stakeholders ‘preferences including but not limited to the feasibility and technical performance of the product under design (Bertoni et al., Citation2016; Hallstedt, Citation2017). Nowadays, all the methodologies leveraging value models to identify the best possible outcome based on a right comprise among all the criteria important for stakeholders are under the VDD term (O’Neill et al., Citation2010). These methodologies range from Tradespace Exploration (Bertoni et al., Citation2018; McManus et al., Citation2007; Ross et al., Citation2005), to Value Centric Design (Brown & Eremenko, Citation2008) and Value Driven Optimization (Castagne et al., Citation2009; Cheung et al., Citation2008). While in the last case the objective is to optimize a system towards its best value, in the first cases the aim is to increase the decision-makers ‘awareness during trade-off studies involving multiple criteria. Different value models support these methodologies having each one a unique interpretation, quantification and representation of the term value. Net Present Value (NPV), Surplus Value (SV), Cost–Benefit Analysis (CBA) are the mostly used value models in system engineering. In this case, the value function represents the discounted cash flows generated over time and thus the profits gained in investing in a specific design of the system (Castagne et al., Citation2009; Cheung et al., Citation2012; Sassone & Schaffer, Citation1978). The Multi-Attribute Utility Theory (MAUT) instead uses utility curves of system attributes, derived from a set of probabilistic lotteries, to aggregate monetary and not-monetary stakeholder perceived value to obtain a ranked ordering of system design alternatives (Ross et al., Citation2004). This theory provides the same output of another value model, the Technique for Order Preference by Similarity to Ideal Solution (TOPSIS) (Lin et al., Citation2008). TOPSIS is also based on a systematic decomposition of a system design into a hierarchy of desirable attributes, aggregated in an overarching goal. However, decision trees or matrixes are used and system attributes are pairwise compared by the use of a simple algorithm within each node or within each cell in the matrix. Analytic Hierarchy Process (AHP) (Saaty, Citation1980) is another value model sharing the same TOPSIS approach but it is more similar to NPV and CBA in mapping alternatives to a cardinal scale (Ross et al., Citation2010).
2.2. Concurrent coupling of product design, manufacturing and supply chain
Concurrent engineering, also known as simultaneously engineering, refers to a method of designing in which different stages of product development run at the same time, rather than consecutively. Here, the domains of interest for the concurrent coupling are: product design (PD) dealing with the product´s specifications; supply chain (SC) including in-sourcing and outsourcing, logistical channels, suppliers and the type of relationship among supply chain members; manufacturing (MfG) focusing on the facilities, equipment and methods used to manufacture the product.
Addressing optimization of Product Design and Supply Chain simultaneously via mathematical models allows to overcome the limits of the sequential approach in which product design is analysed independently from the production plan, impacts, and constraints (Gokhan et al., Citation2008). Including supply chain decisions during the product design leads to a reduction in the production cost (Labbi et al., Citation2015), higher product quality (Gokhan et al., Citation2010; O’Leary-Kelly & Flores, Citation2002) and strategic partnership between Original Equipment Manufacturers (OEMs) and their suppliers (Nepal et al., Citation2012).
A close link between Product Design and Manufacturing results, instead, in a better overall operating performance (Ettlie, Citation1995; Safizadeh et al., Citation1996), cost reduction (DiPasquale & Savill, Citation2022; Hayes, Citation1979a), increased quality and reliability (Moinzadeh, Citation2002; Wang et al., Citation2004), shorter manufacturing time with better responsiveness to market changes (Hayes, Citation1979b; Singh, Citation2002; Wu & O’Grad, Citation1999) with optimized the net cash flows over time (Kim et al., Citation1992).
Finally, integrating Manufacturing and Supply Chain simultaneously reduces production cost (Christopher & Towill, Citation2001, Citation2002; Debnath et al., Citation2022), boosts the relationship between supplier and customer (Sauvage, Citation2003; Simatupang & Sridharan, Citation2005) and improves the logistic organization in the exchange of information among the supply chain members (Moinzadeh, Citation2022; Småros et al., Citation2003).
Survey and conceptual works, however, provide preliminary evidence that decisions made simultaneously accounting for Product Design, Manufacturing and Supply Chain can help companies to achieve even more competitive advantages (Kopczak & Johnson, Citation2003; Petersen et al., Citation2005). To make a potential benefit of the final product as whole, it is necessary to enlarge the concurrent analyses to more than two domains and consider the manufacturing and supply chain information simultaneously in the early stage of product design (Ilhami & Masruroh, Citation2018; Qiao et al., Citation2011). In this context, several activities have been found in literature related to the modelling of the three-dimensional concurrent engineering paradigm (3DCE), defined as the simultaneous developments of products, processes and supply chains (Ellram et al., Citation2007; Fine et al., Citation2010; Shidpour et al., Citation2013, Citation2013). A different approach is proposed by Fixson (Citation2005), who suggests the functional architecture of a product as the link between the product design, manufacturing and supply chain domains. Although it might be complicated to adapt for complex systems (Fine et al., Citation2005),Blackhurst et al. (Citation2005) formalize a short network approach, called Product Chain Decision Model, to analyse the impact of product design and manufacturing decisions on the supply chain. An extension of the concept Generic Bills of Materials (GBOM) is instead proposed by Wang et al. (Citation2020) to qualitatively and quantitatively capture the integration among product configurations, manufacturing processes and supply chains. Finally, further insights on motivations, approaches and trade-off studies that can be performed by coordinating product design, manufacturing and supply chain are provided by papers collected in (Forza et al., Citation2005; Rungtusanatham & Forza, Citation2005).
2.3. Research gap
Making decisions about future design configurations in the early stages can drastically reduce the development cost of complex systems. Value models are used to quantify the stakeholder’ perception of the value system since the early design phase. Concurrent engineering activities aims at run different stages of product development simultaneously. This research activity proposes a methodology enabling the concurrent coupling of the manufacturing, supply chain and design domains by leveraging the value model theory with the objective to shift production decisions already in the early design phase. The MAUT is used for the exploration of the aeronautical solutions tradespace, thus the intent is to apply this value model in the aeronautical and not in the space sector as proposed in literature. Applications of the value models in the aeronautical frame are proposed by Bertoni et al (Citation2015, Citation2019, Citation2020). Nevertheless, the value models used are different from the one proposed in this research activity which aims, in addition, at automatizing the value system estimation based on the important criteria defined by stakeholders and related to the production and design domains. To achieve this goal, a formalization of the reciprocal influence among domains, thus a clear identification of the links between domains, is strictly needed. For instance, defining how manufacturing choices influence product design or supply chain management. Hence the investigation in literature of papers related to the concurrent coupling of manufacturing, supply chain and design domains. Many activities investigate how to integrate manufacturing or supply chain in the design phase, only few of them deal with the concurrent coupling of all the three domains. These research works provide interesting insights on how these domains influence each other, on the benefits drawn from the concurrent coupling, on the possible trade-off studies that can be executed and on the complexity in enabling such a coupling. However, the literature review highlights a lack in the formalization and application of these concurrent approaches of three domains to aeronautical cases. For this reason, this research activity proposes a methodology formalizing the coupling among manufacturing, supply chain and design domains with the objective to automatically estimate the value system based on the criteria perceived as important by stakeholder in ‘value’ the system.
3. Research method
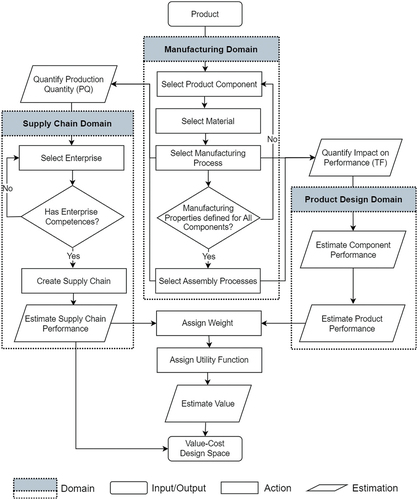
The value-driven concurrent approach coupling manufacturing, supply chain and product design, proposed in this research activity, is schematically represented by the flowchart in . In Section 3.1 the approach is described following this flowchart: the contents of the individual domain and the links identified among them are specified. In Section 3.2, instead, are provided details on the tools and technologies enabling the automatically execution of the approach and thus the estimation of the system value under design.
Figure 1. Value-driven concurrent approach Flowchart.
3.1. Value-driven concurrent approach formulation
For a given product, the value-driven concurrent approach starts with the manufacturing domain dealing with the choice of materials, manufacturing and assembly processes. Once materials and manufacturing processes are assigned to all the product components, the assembly processes are selected depending on the components to be joint. Constraints are implemented to guarantee the feasibility of the manufacturing choices. For instance, depending on the material (aluminium or composite), only a set of manufacturing processes can be selected (machining for aluminium but not infusion). The assignment of material and manufacturing process per each product component influences the technical performance of the component itself, for instance its mass. Similarly, for the assembly processes. As shown in , a technology factor (TF) is proposed as link between the manufacturing and product design domains. Defined as a dimensionless number ranging from 0 to 1, the TF quantifies the impact that the selected materials, manufacturing and assembly processes has on the technical performance of the product component. In the product design domain, then, the impact of the manufacturing properties is propagated at the product level. Hence, the product performance is estimated based on the component performance, whose quantification is in turn based on the TF. The equations and models characterizing this domain strictly depend on the product under design. For instance, aeronautical equations are used in case an aircraft is the product under design. If the TF is proposed as the link between the manufacturing and product design domains, the production quantity (PQ) is instead identified as the link between the manufacturing and supply chain domains (left side of the flowchart in ).
The production quantity is the percentage of components to be produced with selected materials, manufacturing and assembly processes. In the supply chain domain, enterprises are selected and combined in supply chains. The selection of enterprises strongly depends on the competences and thus on the skills they have in performing the selected materials and processes. The production quantity is assigned to enterprises also considering their capacity, thus the maximum amount of quantity they can perform. Supply chains can include a single enterprise, multiple sites of the same enterprise or multiple different enterprises. The production performance, meaning the production cost, time, quality and risk of each supply chain are estimated following equations proposed and reported in Appendix A. Contents and links between the three domains of manufacturing, product design and supply chain are so clearly formalized. The approach ends with the use of the MAUT value model to enable the concurrent coupling of these domains (see Appendix B). The product and production performance are the criteria defined important for stakeholder in ‘value’ the system design. From the production perspective, the production cost, time, quality and risk have been selected as important criteria because of the key role they play in the supply chain management (Guide, Citation2001). From the product perspective, the choice of important criteria for stakeholder change depending on the product under design. Except for cost, these criteria are aggregated in the value through a weight, indicating the relative importance of each other, and a utility function, expressing stakeholder’ satisfaction with respect to each criteria. The output of the methodology is the value-cost solutions tradespace. Decisions related to the product design and, at the same, to the production aspects (manufacturing and supply chain) can be made by exploring this value-cost design space. In this way, the assessment of manufacturing and supply chain performance is part of the results of the solutions tradespace exploration rather than further analysis performed after the design phase.
3.2. Value-driven concurrent approach implementation
Tools and technologies enabling the automatically execution of the methodology previously introduced and schematically represented by the flowchart in are reported in this section. Four Python-based codes implement the models behind the three domains of manufacturing, supply chain, product design and value model theory. In particular, to run the aeronautical application case, reported in Section 4, the overall aircraft design tool called OPENAD, developed by the DLR Institute of System Architectures in Aeronautics, is used to estimate the aircraft performance (Wöhler et al., Citation2020). Tools automatically exchange information via the Common Parametric Aircraft Configuration Schema (CPACS), a data schema including aircraft characteristics in a structured, hierarchical and numerical manner (DLR, Citation2022a). Each tool read information from this schema, extract the needed inputs and store back the outputs once the analysis ends. The toolchain coupling the four codes in a single workflow is run within the Remote Component Environment (RCE), a workflow-driven integration environment which allows to run multi-disciplinary analysis and optimization problems (DLR, Citation2022b). Several toolchains can be created to perform other specific analysis, if needed, by combining tools in different ways. For instance, a toolchain coupling manufacturing and product design codes can be executed to analyse the impact of manufacturing choices on product design without considering production aspects (Donelli et al., Citation2021). However, before the workflow execution, the MDAO Workflow Design Accelerator (MDAx) is usually used to set-up the toolchains and check that connections between tools are well-established (Page Risueño et al., Citation2020).
4. Case on aeronautical application of concurrent engineering
The value-driven concurrent approach proposed in this research activity is applied to the design, manufacturing and supply chain of an aircraft component, that is the horizontal tail plane (HTP). Assumptions characterizing this application case and the relative results are discussed in the following sections.
4.1. Application case assumptions
Located at the end of the aircraft fuselage, the HTP is a lifting surface stabilizing the aircraft. This component can be realized using different manufacturing properties, from raw materials to assembly processes, having impact on the whole aircraft performance. The HTP of a short-medium range regional jet of 90 passengers is established as a reference for the following analysis. This reference aircraft, designed in the European Project AGILE, is still used in the follow-up project AGILE 4.0, in which this research activity is framed. The HTP configuration of this reference aircraft is indicated with the ID1 in . The other three HTP configurations, reported in the same table, differ for the choice of materials, manufacturing and assembly processes. The HTP configurations 1 and 3 are mainly made by aluminium while HTP configuration 2 and 4 mainly by composite. Each HTP configuration exhibits different manufacturing and assembly processes. The structural layout is instead assumed to be equal for all of them (Aviation,).
Table 1. Technology factors (TF) and their impact on the aircraft fuel consumption.
Once defined the manufacturing properties, as already explained in Section 3.1, a TF is used to quantify the impact that these choices have on the product, i.e. aircraft, performance. In this application case two technology factors, indicated in as TF_Drag and TF_Weight, are adopted to quantify the impact that materials, manufacturing and assembly process has on the HTP performance, respectively on drag and weight. The propagation of this impact at the aircraft level is performed by leveraging well-known semi-empirical formulas (Raymer, Citation2012). In particular, the influence that different HTP configurations, made by different manufacturing properties, has on the aircraft performance is estimated in terms of fuel consumption in cruise, assumed as key technical performance for the selection of commercial regional aircraft. The variation in fuel consumption is also reported in .
In this way, the impact that manufacturing properties has on the aircraft performance is estimated. However, as explained in Section 3.1, the manufacturing choices also influence the supply chain domain through the production quantity. Based on the competences of enterprises, thus on the skills they have in performing the selected materials and processes, several supply chains can be generated by combining enterprises in different ways. As shown in , 21 enterprises are involved in the production of HTP configurations 1 and 2, while 16 for the HTP configurations 3 and 4. In this first case, enterprises are combined in 12 different ways, thus generating 12 supply chains per HTP configuration 1 and 2. In the second case, enterprises are only combined in 2 supply chains for each HTP configuration 3 and 4. In total 28 supply chains are analysed for the four HTP configurations. These supply chain options belong to different production scenarios depending in which enterprise the HTP components are manufactured and/or assembled. In fact, the same enterprise might have different production sites placed in different part of the world and each enterprise can decide whatever to produce in its own sites or supply to other enterprises. Three production scenarios can be identified:
In-House (H): the HTP components manufacturing and assembly is performed in one or multiple production sites of the same enterprise;
In-House and Outsourced (H-O): the HTP components manufacturing and assembly is performed in different sites of the same enterprise but also supplied to other enterprises;
Outsourced (O): the HTP components manufacturing and assembly is completely supplied to other enterprises.
Table 2. Supply chain assumptions for the production of HTP configurations.
In each production scenario, multiple supply chains are involved, as reported in . For instance, the number of supply chains involved in the production scenario ‘House’ is three meaning that different production sites of the same enterprise are combined in the three different ways.
Finally, the means of transportation are indicated in . As already mentioned, enterprises are spread over the world. Therefore, HTP components have to be moved from enterprises in which they are produced to enterprises in which they are assembled. Means of transportation are classified in water, railway, air and road. Depending on the geographic location of the enterprises involved in the supply chains, different means of transportation are used. As shown in , all the means of transportation are involved for the production and assembly of HTP configuration 1 and 2; air means of transportation are not used in the production and assembly of HTP configuration 3 and 4. With these assumptions, the supply chain production cost, time, quality and risk are estimated based on equations reported in Appendix A.
To conclude, assumptions related to the value model are specified. In this application case, the fuel consumption is identified as important criteria for stakeholder to ‘value’ the system together with the supply chain risk, time and quality. These criteria, following the flowchart in , are aggregated in the value through weights and utility functions. Linear utility functions are assumed for all the attributes (criteria). Thus, decreasing linear utility functions are used for risk, time and fuel consumption while increasing linear utility function for quality. Instead, four simple but representative weight combinations are analysed with the objective to also validate the proposed approach:
Weight Combination I: fuel consumption has a not-null weight;
Weight Combination II: time has a not-null weight;
Weight Combination III: risk has a not-null weight;
Weight Combination IV: all the attributes have the same weight.
The first three cases address scenarios in which only one criteria have a not-null weight. In this case, the value can be identified with the specific attribute having a not-null weight, thus respectively with the fuel consumption, time and risk. These cases allow to easily verify and validate results since it is expected the value following the same trend as the represented variables. Instead, in the last weight combination, all attributes have the same weight, thus the same importance. Since no priority is applied to attributes, it is expected to achieve intuitively comprehensive results.
4.2. Application case results
The value-cost solutions tradespaces, based on assumptions and weights combinations explained in the previous section, are shown in . In each value-driven tradespace, colours refer to different HTP configurations, numbers to supply chains (different for each HTP configuration), letters to production scenarios (In-House: H, In-House and Outsourced: H-O, Outsourced: O).
Figure 2. Value-cost tradespace for different weight Combinations.
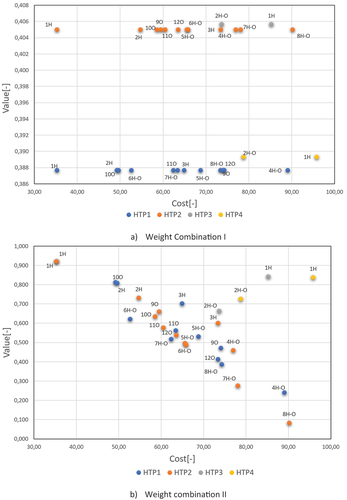
Figure 2. (Continued)
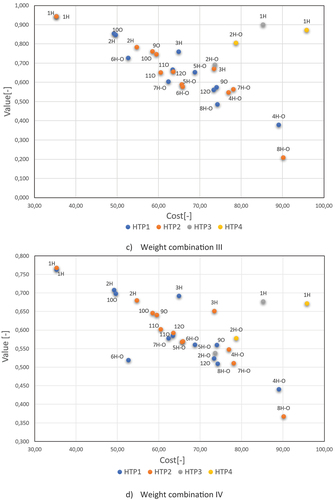
The first tradespace in , refers to the weights combination I in which only the fuel consumption has a not-null weight. As expected, the best solution (highest value) is related to HTP 3, which is the one with the lowest fuel consumption (see ). In this case, the value follows the fuel consumption trend. In terms of production cost, instead, for both HTP1 and HTP2, the solution 1 H is the one with the lowest cost. The solution 1 H is related to a supply chain in which the production and assembly of all the HTP components are performed at the same enterprise, specifically at the same site. The enterprise involved in the supply chain 1 H of HTP1 is, however, different from the one involved in the supply chain 1 H of HTP2 because of the different competences needed to produce the specific HTP configuration. Nevertheless, in both cases solution 1 H minimizes the production cost, especially the transportation cost, as expected. No other information can be extracted from this tradespace in terms of quality, risk and time since a null weight has been assigned to these attributes. instead, represent value-driven design spaces in which solutions only account respectively for time and risk, having all the other criteria a null weights. Thus, in this case, considerations on the aircraft performance cannot be addressed. In both tradespaces, the best solution for each HTP configuration is the alternative 1 H. As mentioned, this solution is related to a supply chain in which the production and assembly of all the HTP components are performed at the same site. Therefore, this alternative also minimizes production time and risk. Instead, considering all the solutions of the tradespaces in , the alternative 1 H of HTP2 turns out to be the best one (highest value). The highest value in this case is related to the enterprises involved in the supply chain 1 H of HTP2 which are different, for instance, from the enterprises involved in the supply chain 1 H of HTP1 (very close in value). In fact, as already explained, enterprises are selected based on the competences, thus on the skills they have in producing the selected materials and processes for the HTP components. Enterprises involved in the supply chain 1 H of HTP2 have higher competences than enterprises selected for the production of other HTP configuration and consequently, lower production time and risk and thus higher value. Finally, shows the value-cost tradespace when the same weight is assigned to all the attributes. In this case, multiple criteria are aggregated in the value, particularly the fuel consumption and the production risk, quality and time. As consequence, the best solution (highest value) is the one representing a good compromise in terms of low risk, time and fuel consumption but high quality, as required from stakeholder through utility functions. In this case, the solution with the best value turns to be again the alternative 1 H of HTP2. However, in this case both aircraft and supply chain performance are involved. As discussed, supply chain 1 H is the one minimizing production cost, risk and time. This could justify the highest value of this solution if fuel consumption was not considered. Instead, also the fuel consumption is aggregated in the value and the HTP2 configuration is not the one with lowest fuel consumption, which is instead the HTP3 (see ). Despite that, without any priority in weights, being all the attributes aggregating in the value with the same weight, the best solution (highest value) is still the 1 H of HTP2 because the delta value due to the different fuel consumptions of HTP2 and HTP3 is lower with respect to the delta value generating by the production time, risk and quality. Thus, even if the HTP2 is not the one with lowest fuel consumption, the alternative 1 H-HTP2 is still the one with highest value because of better production time, risk and quality also aggregated in value. Similarly, in the value-cost tradespace of , the alternative 1 H of HTP1 has a slight difference in value with respect to the alternative 1 H of HTP2 due to the difference in fuel consumption between the two HTP configurations. In this way, the assessment of production performance is part of the results of the solutions tradespace exploration since the design phase.
5. Discussion
To drastically reduce the production cost of complex products, like the aeronautical system, criteria influencing stakeholder´s perceived system value have to be clearly identified since the early stage of product design (Yao & Askin Citation2019). This research activity proposes a methodology aiming at concurrent coupling manufacturing and supply chain in the early development stage of aeronautical system by leveraging the MAUT value model. In this way, the assessment of production parameters (manufacturing and supply chain) is part of the results of the tradespace exploration rather than a complete analysis performed after the design phase. From the value perspective, the development of a new value model is not a target of this research activity which, instead, applies the MAUT value model in the aeronautical frame. This value-model theory, applied under the assumptions of linear utility functions and same weights for all the criteria, proved to be useful for the concurrent coupling of multiple domains, simplifying the identification of the best solution (highest value) when multiple criteria have to be considered. However, not-linear utility functions can be further explored to better model how stakeholder value the system based on criteria stated as important while deciding for future aircraft configurations. This activity, not covered here, lead to introduce uncertainties propagation in the value model estimation, thus on the weights and utility functions used to quantify stakeholder’ expectations with respect to each criteria. Uncertainties could be also considered upstream in the approach, for instance in the supply chain assumptions, to check the behavior of the supply chain performance (Alinaghian & Goli, Citation2017; Sahu et al., Citation2018).
From the perspective of the concurrent engineering, instead, this work aims at formalizing the contents and links between the three domains of manufacturing, supply chain and product design. At this stage, in which the supply chain domain has been modelled starting from sketches, capturing the tacit knowledge from the specialists and translating them into a simple but still representative model has been already an achievement (see Appendix A for the proposed supply chain model). However, more sophisticated models can be adopted and integrated in this approach to consider aspects, mainly related to the supply chain management, not covered yet (de Mello et al., Citation2020; Goli & Keshavarz, Citation2022; Wang et al., Citation2020). An example is the enhancement of the cost model to account for non-recurring cost when many components have to be produced. For the implementation and automatic execution of the approach, python-based codes implement the equations behind domains and value model; while CPACS, MDAx and RCE have been used, respectively, to allow the exchange of information among tools, set-up and execute the toolchains. The execution of the proposed approach allows to automatically evaluate the stakeholder’ perceived value system and perform strategic trade-off studies since the early stage of aircraft design. The approach is applied to an aeronautical component, the horizontal tail plane, and validate considering simple but representative cases. The same approach can be used to design another aircraft component updating the database of materials, processes and enterprises. The application of the same approach in a context different from the aeronautical one, might be possible but a limitation in the use of CPACS is foreseen from the implementation perspective.
Concluding, the approach aims at exploring the value-driven solutions design space without claiming at identifying the optimal alternative. Underway activities intent to integrate optimization algorithms in the proposed approach to find the optimal solution that simultaneously accounts for aircraft and production performance.
6. Implication
The concurrent engineering, well-established in aerospace and automotive sectors, lack of applications in the aeronautical context. The stringent lead time and/or the higher production rate of space or automotive systems might be one of the reason. However, the market changes and the need to satisfy increasing stringent societal requirements are pushing, nowadays, aeronautical companies to change their strategies and consider production assessment in the design phase to create robust and efficient supply chains to ensure leadership in the market (Horng, Citation2006; Rose-Anderssen et al., Citation2009). The value-dirven concurrent approach proposed in this research activity meets these industrial needs.
The original equipment manufacturers (OEMs) responsible for the design, manufacturing and assembly of the whole aircraft, can leverage the approach to strategically define and assess the production plan, i.e. make or buy, while the product is still under design. This leads to OEMs the advantages of exploring all the scenarios of interest and decide, at the same time, for a performant but also competitive aeronautical system. OEMs can also leverage the proposed value-driven approach to easily communicate to their stakeholders the system design that best meets their needs based on the multiple criteria they use to ‘value’ the system.
From the perspective of a Tier I supplier, medium aeronautical companies responsible for the manufacturing and assembly of aircraft components, the approach can be leveraged to investigate about their role in the supply chain and increase the value of their product for the OEMs to boost for a longer and robust relationship. At the same time, these companies can also leverage the proposed approach as OEMs do, to strategically decide whether to outsource production to other small companies, i.e. Tier II supplier, therefore responsible for the manufacturing and assembly of aircraft sub-components. The reasoning applies iteratively to all companies involved in the supply chain.
Other benefits related to a reduction in lead time and overall cost are foressen. The assessment of production performance, thus manufacturing and supply chain, is part of the results of the solutions tradespace exploration rather than further steps performed after the design phase. Therefore, changes in the product design due to production, main cause of product cost increase in a traditional sequential approach, can be easily accounted and predicted by leveraging the proposed value-driven approach. These benefits, however, are not quantified in this research activity.
7. Conclusions
The current societal needs lead today´s market to demand for increasing innovative, sustainable and circular aeronautical systems. New criteria have to be considered in the early design phase to make decisions on future product configurations and drastically reduce the production cost of the product under design. To satisfy this new trend, many research studies attempt to include manufacturing or supply chain aspects in the early stage of product design. However, a gap in the aeronautical context is still open in a formalized description and application of methodologies enabling the concurrent coupling of multiple domains. In this frame, this research activity proposes a new value-driven approach concurrent coupling manufacturing, supply chain and overall aircraft design domains in the early design stage by leveraging the MAUT value model.
The main contribution of this research activitiy can be summarized as:
Formalization of a value-driven concurrent approach through the definition of domains contents and links to automatically estimate the stakeholder´s perceived value system based on criteria related to the design, manufacturing and supply chain;
Implementation and automatically execution of such value-driven approch in the aeronautical context to demonstrate the advantages in considering the production performance (manufacturing and supply chain) as part of the results of the tradespace exploration rather than a complete analysis performed after the design phase, as traditionally done.
This approach meets the industrial needs: it allows OEMs to take strategic decisions in the early product design stage and easily communicate the best design alternative to stakeholders; from the suppliers perspective, the approach can be used to improve the value of their products and create strong partnership with OEMs.
The application of the proposed approach is however limited to design, manufacturing and supply chain of an already-existing product. Further studies are strongly recommended to investigate how this approach can be adapted for the design of new products. Other activities can advance the proposed value-driven approach. Simple models of manufacturing, design and supply chain domains have been adopted to formalize the approach. More advanced models can be exploited, especially for the supply chain management, to account for aspects not covered yet. In addition, optimization algorithms can be introduced with the objective to identify the optimum solution simultaneously accounting for manufacturing, supply chain and design variables. Concluding, uncertainty propagation can be introduced in the approach to analyze the solutions design space behavior and indetify the robust solution.
Disclosure statement
No potential conflict of interest was reported by the authors.
Data availability statement
Data reported in this article can be publicly shared. More details might not be provided due to the sensitive nature of data.
Additional information
Funding
References
- ACARE. (2011). Flightpath 2050. Europe’s Vision for Aviation; maintaining global leadership and serving Society’s needs; report of the high-level group on Aviation research. ISBN 978-92-79-19724-6.: Publications Office of the European Union.
- Alinaghian, M., & Goli, A. (2017). Location, allocation and routing of temporary health centers in rural areas in crisis, solved by improved harmony search algorithm. International Journal of Computational Intelligence Systems, 10(1), 894–23. https://doi.org/10.2991/ijcis.2017.10.1.60
- Aviation. Aviation Troubleshooting. 2023 9 11 Retrieved from http://aviationtroubleshooting.blogspot.com/2013/04/boeing-737s-horizontal-stabilizer-must.html
- Bertoni, A., Amneli, H., & Isaksson, O. (2015). Value modelling in aerospace sub-system design: linking quantitative and qualitative assessment. 20th International Conference on Engineering Design, ICED15. Milan, Italy: The Design Society.
- Bertoni A. & Bertoni M. (2019). Supporting early stage set-based concurrent engineering with value driven design. Proceedings of the Design Society: International Conference on Engineering Design, (Vol 1, No 1, pp. 2367 – 237). Cambridge University Press.
- Bertoni, M., Bertoni, A., & Isaksson, O. (2018). Evoke: A value-driven concept selection method for early system design. Journal of Systems Science and Systems Engineering, 27(1), 46–77. https://doi.org/10.1007/s11518-016-5324-2
- Bertoni, A., Bertoni, M., Panarotto, M., Johansson, C., & Larsson, T. C. (2016). Value-driven product service systems development: Methods and industrial applications. CIRP Journal of Manufacturing Science and Technology, 15, 42–55. https://doi.org/10.1016/j.cirpj.2016.04.008
- Bertoni, A., Hallstedt, S. I., Dasari, S. K., & Andersson, P. (2020). Integration of value and sustainability assessment in design space exploration by machine learning: An aerospace application. Design Science.
- Blackhurst, J., Wu, T., & O’Grady, P. (2005). PCDM: A decision support modeling methodology for supply chain, product and process design decisions. Journal of Operations Management, 23(3–4), 325–343. https://doi.org/10.1016/j.jom.2004.05.009
- Brown, O., & Eremenko, P. (2008). Application of value-centric design to space architectures: The case of fractionated spacecraft. In AIAA SPACE 2008 conference & exposition, (p. 7869). San Diego, California.
- Castagne, S., Curran, R., & Collopy, P. (2009). Implementation of value-driven optimisation for the design of aircraft fuselage panels. International Journal of Production Economics, 117(2), 381–388. https://doi.org/10.1016/j.ijpe.2008.12.005
- Cheung, J., Scanlan, J., & Wiseall, S. (2008). Value driven design—an initial study applied to novel aerospace components in Rolls-Royce plc. Collaborative Product and Service Life Cycle Management for a Sustainable World: Proceedings of the 15th ISPE International Conference on Concurrent Engineering (CE2008) (pp. 241–248). London: Springer.
- Cheung, J., Scanlan, J., Wong, J. et al. (2012). Application of value-driven design to commercial aeroengine systems. Journal of Aircraft, 49(3), 688–720. https://doi.org/10.2514/1.C031319
- Christopher, M., & Towill, D. (2001). An integrated model for the design of agile supply chains. International Journal of Physical Distribution & Logistics Management, 31(4), 235–246. https://doi.org/10.1108/09600030110394914
- Christopher, M., & Towill, D. (2002). Developing market specific supply chain strategies. The International Journal of Logistics Management, 13(1), 1–14. https://doi.org/10.1108/09574090210806324
- Ciampa, P. D., & Nagel, B. (2021). Accelerating the Development of Complex Systems in Aeronautics via MBSE and MDAO: a Roadmap to Agility. In AIAA Aviation 2021. Virtual.
- Collopy, P. D., & Hollingsworth, P. M. (2011). Value-driven design. Journal of Aircraft, 48(3), 749–759. https://doi.org/10.2514/1.C000311
- Debnath, B., Shakur, M. S., Tanjum, F., Rahman, M. A., & Adnan, Z. H. (2022). Impact of additive manufacturing on the supply chain of aerospace Spare Parts Industry—A Review. Logistics, 6(2), 28. https://doi.org/10.3390/logistics6020028
- de Mello, J. M., Trabasso, L. G., Reckevcius, A. C., Palmeira, A. L., Reiss, P., & Caraca, W. (2020). A novel jigless process applied to a robotic cell for aircraft structural assembly. International Journal of Advanced Manufacturing Technology, 109(3–4), 1177–1187. https://doi.org/10.1007/s00170-020-05700-4
- DiPasquale, D., & Savill, M. (2022). The importance of coupling aerodynamic and cost analysis in aircraft design. CEAS Aeronautical Journal, 1085–1100
- DLR. (2022a, 07 20). Official CPACS Webpage. Retrieved 10 23, 2020, from CPACS: http://cpacs.de
- DLR. (2022b, 07 20). Official RCE website Retrieved 10 23, 2020, from RCE. German Aerospace Center). https://rcenvironment.de/
- Donelli, G., Ciampa, P. D., Mello, M. G., Odaguil, F. I., Lemos, G. F., Cuco, A. P., & Nagel, B. 2021. A model-based approach to trade-space evaluation coupling design-manufacturing-supply chain in the early stages of aircraft development. AIAA Conference. Virtual.
- Duverlie, P., & Castelain, J. M. (1999). Cost estimation during design step: Parametric method versus case based reasoning method. The International Journal of Advanced Manufacturing Technology, 15(12), 895–906. https://doi.org/10.1007/s001700050147
- Elizalde, R. J. (2012). To assess transit transport corridor performance. UNECE WP30 - Round table on best practices at border crossings. https://unece.org/fileadmin/DAM/trans/events/docs/WP30_Jun12_Sadat.pdf
- Ellram, L. M., Tate, W. L., & Carter, C. R. (2007). Product‐process‐supply chain: An integrative approach to three‐dimensional concurrent engineering. International Journal of Physical Distribution & Logistics Management, 37(4), 305–330. https://doi.org/10.1108/09600030710752523
- Ettlie, J. E. (1995). Product-process development integration in manufacturing. Management Science, 41(7), 1224–1237. https://doi.org/10.1287/mnsc.41.7.1224
- Fine, C. H. (2010). Clockspeed: Winning industry control in the age of temporary advantage. ReadHowyouwant: Com.
- Fine, C. H., Golany, B., & Naseraldin, H. (2005). Modeling tradeoffs in three-dimensional concurrent engineering: A goal programming approach. Journal of Operations Management, 23(3–4), 389–403. https://doi.org/10.1016/j.jom.2004.09.005
- Fixson, S. K. (2005). Product architecture assessment: A tool to link product, process, and supply chain design decisions. Journal of Operations Management, 23(3–4), 345–369. https://doi.org/10.1016/j.jom.2004.08.006
- Forbis, J. L., & Mehta, N. T. (1981). Value-based strategies for industrial products. Business Horizons, 24(3), 32–42. https://doi.org/10.1016/0007-6813(81)90125-7
- Forza, C., Salvador, F., & Rungtusanatham, M. (2005). Coordinating product design, process design, and supply chain design decisions: Part B. Coordinating approaches, tradeoffs, and future research directions. Journal of Operations Management, 23(3–4), 319–324. https://doi.org/10.1016/j.jom.2004.10.001
- Gokhan, N. M., Needy, K. L., & Norman, B. A. (2010). Development of a simultaneous design for supply chain process for the optimization of the product design and supply chain configuration problem. Engineering Management Journal, 22(4), 20–30. https://doi.org/10.1080/10429247.2010.11431876
- Gokhan, N. M., Needy, K. L., Norman, B. A., & Hunsaker, B. 2008. Benefits of incorporating supply chain decisions into the product design via design for supply chain. IIE Annual Conference. Proceedings. Institute of Industrial and Systems Engineers (IISE) 390.
- Goli, A., & Keshavarz, T. (2022). Just-in-time scheduling in identical parallel machine sequence-dependent group scheduling problem. Journal of Industrial and Management Optimization, 18(6), 3807–3830. https://doi.org/10.3934/jimo.2021124
- Gonzalez, R., & Wu, G. (1999). On the shape of the probability weighting function. Cognitive Psychology, 38(1), 129–166. https://doi.org/10.1006/cogp.1998.0710
- Guide, A. (2001). Project management body of knowledge (pmbok® guide). Project Management Institute.
- Hallstedt, S. I. (2017). Sustainability criteria and sustainability compliance index for decision support in product development. Journal of Cleaner Production, 140, 251–266. https://doi.org/10.1016/j.jclepro.2015.06.068
- Hayes, R. H. (1979a). The dynamics of process-product life cycle. Harvard Business Review, 127–136. https://hbr.org/1979/03/the-dynamics-of-process-product-life-cycles
- Hayes, R. H. (1979b). Link manufacturing process and product life cycle. Harvard Business Review, 133–140. https://books.google.de/books?hl=en&lr=&id=wnIhuahCMiEC&oi=fnd&pg=PA30&dq=Hayes+1979&ots=gJ6vAYy1zU&sig=JsUmMXR7d-wrJyWwIjYK5WIXG4U#v=onepage&q=Hayes%201979&f=false.
- Horng, T. C. (2006). A comparative analysis of supply chain management practices by Boeing and Airbus : Long-term strategic implications. Department of Civil and Environmental Engineering, Institute of Techonology.
- IGISMAP. (2022, 7 15). Haversine Formula. Retrieved from Haversine Formula: https://www.igismap.com/haversine-formula-calculate-geographic-distance-earth/
- Ilhami, M. A., & Masruroh, N. A. 2018. Trade-offs mathematical modelling of 3DCE in new product development: Real three dimensions and directions for development IOP Conference Series: Materials Science and Engineering, 337 012025
- Keeney, L. R., & Howard, R. (1993). Decisions with multiple objectives, preferences and value tradeoffs. Cambridge University Press.
- Kim, J. S., Ritzman, L. P., Benton, W. C., & Snyder, D. L. (1992). Linking product planning and process design decisions. Decision Sciences, 23(1), 44–60. https://doi.org/10.1111/j.1540-5915.1992.tb00376.x
- Kopczak, L. R., & Johnson, M. E. (2003). The supply-chain management effect. MIT Sloan Management Review, 27–34.
- Labbi, O., Ouzizi, L., & Douimi, M. (2015). Simultaneous design of a product and its supply chain integrating reverse logistic operations: An optimization model. In Xth International Conference on Integrated Design and Production. Tanger, Morocco.
- Lin, M. C., Wang, C. C., Chen, M. S., & Chang, C. A. (2008). Using AHP and TOPSIS approaches in customer-driven product design process. Computers in Industry, 59(1), 17–31. https://doi.org/10.1016/j.compind.2007.05.013
- Mathisen, T. A., Hanssen, T. E., Jørgensen, F., & Larsen, B. (2015). Ranking of transport modes-intersections between price curves for transport by truck, rail, and water. European Transport, 57, 1825–3997.
- McManus, H., Richards, M., Ross, A., & Hastings, D. (2007). A framework for incorporating“ilities” in tradespace studies. AIAA Space 2007 conference and exposition Long Beach, California, (p. 6100).
- Miles, L. 1962. Techniques of value analysis and engineering 6th Annual Inland Empire Quality Control Conferene California.
- Moinzadeh, K. (2002). A multi-echelon inventory system with information exchange. Management Science, 48(3), 414–426. https://doi.org/10.1287/mnsc.48.3.414.7730
- Nepal, B., Monplaisir, L., & Famuyiwa, O. (2012). Matching product architecture with supply chain design. European Journal of Operational Research, 216(2), 312–325. https://doi.org/10.1016/j.ejor.2011.07.041
- Normann, R., & Ramirez, R. (1993). From value chain to value constellation: Designing interactive strategy. Harvard Business Review 71(4) , 65–77.
- O’Leary-Kelly, S. W., & Flores, B. E. (2002). The integration of manufacturing and marketing/sales decisions: Impact on organizational performance. Journal of Operations Management, 20(3), 221–240. https://doi.org/10.1016/S0272-6963(02)00005-0
- O’Neill, M., Yue, H., Nag, S., Grogan, P., & de Weck, O. (2010). Comparing and optimizing the DARPA system F6 program value-centric design methodologies. In AIAA SPACE 2010 Conference & Exposition, (p. 8828). Anaheim; California.
- Page Risueño, A., Bussemaker, J., Ciampa, P. D., & Nagel, B. (2020). Mdax: Agile generation of collaborative MDAO workflows for complex systems AIAA Aviation 2020 Virtual, p. 3133.
- Petersen, K. J., Handfield, R. B., & Ragatz, G. L. (2005). Supplier integration into new product development: Coordinating product, process and supply chain design. Journal of Operations Management, 23(3–4), 371–388. https://doi.org/10.1016/j.jom.2004.07.009
- Qiao, L., Lv, S. P., & Ge, C. (2011). Process planning and supply chain integration: Implications for design process. Global Product Development, 9–17. https://doi.org/10.1007/978-3-642-15973-2_2
- Raymer, D. P. (2012). Aircraft design: A conceptual approach. AIAA Education Series.
- Rose-Anderssen, C., Baldwin, J., Ridgway, K., Allen, P., Varga, L., & Strathern, M. (2009). A cladistic classification of commercial aerospace supply chain evolution. Journal of Manufacturing Technology Management, 20(2), 235–257. https://doi.org/10.1108/17410380910929646
- Ross, A. M., Hastings, D. E., Warmkessel, J. M., & Diller, N. P. (2004). Multi-attribute tradespace exploration as front end for effective space system design. Journal of Spacecraft and Rockets, 41(1), 20–28. https://doi.org/10.2514/1.9204
- Ross, A., O’Neill, M. G., Hastings, D., & Rhodes, D. (2010). Aligning perspectives and methods for value-driven design. In AIAA Space 2010 Conference & Exposition, (p. 8797). Anaheim, California.
- Ross, A. M., Rhodes, D. H., & Fitzgerald, M. E. (2005). Interactive value model trading for resilient systems decisions. Procedia Computer Science, 44, 639–648. https://doi.org/10.1016/j.procs.2015.03.035
- Rungtusanatham, M., & Forza, C. (2005). Coordinating product design, process design, and supply chain design decisions: Part A: Topic motivation, performance implications, and article review process. Journal of Operations Management, 23(3–4), 257–265. https://doi.org/10.1016/j.jom.2004.10.013
- Saaty, T. L. (1980). The analytic hierarchy process McGraw Hill, new York. Agricultural Economics Review, 70. https://doi.org/10.1002/0470011815.b2a4a002
- Safizadeh, M. H., Ritzman, L. P., Wood, C., & Wood, C. (1996). An empirical analysis of the product-process matrix. Management Science, 42(11), 1576–1591. https://doi.org/10.1287/mnsc.42.11.1576
- Sahu, A. K., Narang, H. K., Rajput, M. S., Sahu, N. K., & Sahu, A. K. (2018). Performance modeling and benchmarking of green supply chain management: An integrated fuzzy approach. Benchmarking: An International Journal, 25(7), 2248–2271. https://doi.org/10.1108/BIJ-02-2017-0032
- Sassone, P. G., & Schaffer, W. A. (1978). Cost-benefit analysis: A handbook. Academic Press.
- Sauvage, T. (2003). The relationship between technology and logistics third‐party providers. International Journal of Physical Distribution & Logistics Management, 33(3), 236–253. https://doi.org/10.1108/09600030310471989
- Shapiro, B. P., & Jakson, B. B. (1978). Industrial pricing to meet customer needs. Harvard Business Review, 119–127.
- Shidpour, H., Bernard, A., & Shahrokhi, M. (2013). A group decision-making method based on intuitionistic fuzzy set in the three dimensional concurrent engineering environment: A multi-o bjective programming approach. Procedia CIRP, 7, 533–538. https://doi.org/10.1016/j.procir.2013.06.028
- Shidpour, H., Shahrokhi, M., & Bernard, A. (2013). A multi-objective programming approach, integrated into the TOPSIS method, in order to optimize product design; in three-dimensional concurrent engineering. Computers & Industrial Engineering, 64(4), 875–885. https://doi.org/10.1016/j.cie.2012.12.016
- Simatupang, T. M., & Sridharan, R. (2005). The collaboration index: A measure for supply chain collaboration. International Journal of Physical Distribution & Logistics Management, 35(1), 44–62. https://doi.org/10.1108/09600030510577421
- Singh, N. (2002). Integrated product and process design: A multi-objective modeling framework. Robotics and Computer-Integrated Manufacturing, 18(2), 157–168. https://doi.org/10.1016/S0736-5845(01)00030-8
- Småros, J., Lehtonen, J. M., Appelqvist, P., & Holmström, J. (2003). The impact of increasing demand visibility on production and inventory control efficiency. International Journal of Physical Distribution & Logistics Management, 33(4), 336–354. https://doi.org/10.1108/09600030310478801
- Tirkolaee, E. B., Goli, A., Ghasemi, B., & Goofarzian, F. (2022). Designing a sustainable closed-loop supply chain network of face masks during the COVID-19 pandemic: Pareto-based algorithms. Journal of Cleaner Production, 333, 130056. https://doi.org/10.1016/j.jclepro.2021.130056
- Walden, D. D., Roedler, G. J., & Forsberg, K. (2015). Systems Engineering Handbook: A guide for system life cycle processes and activities Fourth Edition.
- Wang, G., Huang, S. H., & Dismukes, J. P. (2004). Product-driven supply chain selection using integrated multi-criteria decision-making methodology. International Journal of Production Economics, 91(1), 1–5. https://doi.org/10.1016/S0925-5273(03)00221-4
- Wang, W., Huang, L., Zhu, Y., Jiang, L., Sahu, A. K., Sahu, N. K., & Sahu, N. K. (2020). Decision support system toward evaluation of resilient supplier: A novel fuzzy gain-loss computational approach. Kybernetes, 49(6), 1741–1765. https://doi.org/10.1108/K-05-2019-0345
- Wöhler, S., Atanasov, G., Silberhorn, D., Fröhler, B., & Zill, T. (2020). Preliminary aircraft design with a multidisciplinary and multifidelity design environment. AeroSpace Europe Conference. Bordeaux, France.
- Wu, T., & O’Grad, P. (1999). A concurrent engineering approach to design for assembly. Concurrent Engineering, 7(3), 231–243. https://doi.org/10.1177/1063293X9900700305
- Yao, X., & Askin, R. (2019). Review of supply chain configuration and design decision-making for new product. International Journal of Production Research, 57(7), 2226–2246. https://doi.org/10.1080/00207543.2019.1567954
Appendix A:
Supply Chain Model
Indicating with SC the production cost, time, quality and risk at the supply chain level, the estimation of these production performance is proposed as sum of three contributions (fixed, manufacturing, transportation):
The first addend (_fixed) of these formulas depends on the fixed production time, cost, quality and risk of each enterprise as well as on the production quantity that each enterprise has to perform. Considering a supply chain made of n enterprises, the fixed production performance at the supply chain level is evaluated as:
in which:
indicates respectively the fixed production cost, time, risk and quality of each enterprise depending on aspects strictly related to the enterprises (e.g. energy fees related to the geographic location)
The second addend (_manufacturing), instead, depends on the enterprise’s competences, thus on the skills that each enterprise has in performing a selected manufacturing and assembly process. For simplicity, a linear approach has been here adopted. Thus, higher is the enterprise competence, higher is the quality, while lower are the production cost, time and risk. In this way, the manufacturing cost, time, quality and risk are estimated for the individual enterprise. Then, the manufacturing performance at the supply chain level are simply calculated as their average. The following formulas are used considering n enterprises:
in which:
Finally, the third addend (_transportation) considers the cost, time, and risk necessary to transport goods from the production sites, in which manufacturing processes are performed, to the assembly sites, in which components are aggregated. In the model, four different means of transportation are considered: road (r), railway (rl), air (a) and water (w). Since different means of transportation can be used for the same route, in the supply chain domain the here-after formulas are integrated:
in which:
Appendix B:
Value Model
Several techniques can be used to support decision-makers in formalizing their value structure (Gonzalez & Wu Citation1999). In this approach, the Multi Attribute Utility (MAU) value model is used (Keeney & Howard, Citation1993; Ross et al., Citation2005):
In which:
N is the number of attributes;
U (