
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
The demand for Al2O3-SiC-C castables (ASCs) with excellent strength and thermal shock resistance has expanded considerably. Here, the effects of Fe-Si3N4 on the thermal shock resistance and physical properties of ASCs were studied. The addition of Fe-Si3N4 to ASCs lead to the formation of SiC whiskers, enhancing the cold modulus of rupture and the cold crushing strength of the castables. The formed SiC can fill the pores left by the oxidation of carbon after heating at 1450°C for 3 h, thereby improving the bulk density of the castables. Additionally, the residual strength ratio of the castables after three thermal shock cycles was improved and this was attributed to the generation of microcracks due to the release of N2 and the generation of the whiskers. The optimal Fe-Si3N4 content was 4 wt%. Therefore, the results of this study revealed that the thermal shock resistance and physical properties of ASCs were enhanced by the addition of Fe-Si3N4.
1. Introduction
Due to thermal shock and the presence of molten iron, the scour caused by intermittent tapping can lead to material damage in iron troughs. Al2O3-SiC-C castables (ASCs) are promising for this type of construction because of their excellent thermal shock resistance and mechanical properties. In particular, previous trough lining materials, such as sand mixed with clay, are inadequate for high-capacity blast furnaces and, the demand for ASCs with exceptional strength and thermal shock resistance has expanded considerably. In contrast to other materials, ASCs can endure the impact of molten iron without being easily damaged [Citation1–4]. However, with the increase in the temperature and production time associated with the smelting of iron, thermal shock becomes increasingly severe, and the thermal shock resistance of current ASCs is inadequate.
Extensive research has been conducted on ASCs and their thermal shock resistance. Ma et al. [Citation5] studied the influence of different aggregates on the thermal shock resistance of ASCs and found that aggregates with dendritic pores provide higher thermal conductivity and better thermal shock resistance than other aggregates. Wang et al. [Citation6] found that increasing the coal tar pitch content enhanced the thermal shock resistance of the ASCs. Zhang [Citation7] studied the effect of nano-Si3N4 on cement-based materials. Their results indicated that the compressive strength and wear resistance were improved. However, due to the high cost of nano-Si3N4 and the high temperature of the reaction, its application in ASCs is limited.
Fe-Si3N4 is a mixture consisting of Si3N4 as the main component, free iron, non-nitride ferrosilicon, and small amounts of other compounds. Compared to pure nitride materials, Fe-Si3N4 has excellent sintering properties, chemical stability, and a high thermal strength and thermal conductivity. Due to its high refractoriness and good corrosion resistance, Fe-Si3N4 is used as a raw material for refractories, high-temperature material combinations, and high-temperature structural materials. Furthermore, the iron in Fe-Si3N4 can promote sintering in castables [Citation8–11]. Choi [Citation12] studied the decomposition behavior of Fe-Si3N4 for refractories and found that the addition of Fe-Si3N4 increased porosity and promoted SiC growth. Additionally, Fe-Si3N4 has been reported to begin to react at 1200°C and is active in the range of 1400 to 1500°C.
Although the addition of Fe-Si3N4 to tap-hole clays has been analyzed in numerous studies [Citation13], few papers have reported the addition of Fe-Si3N4 to iron trough materials for blast furnaces. Therefore, in this study, the effects of different amounts of Fe-Si3N4 (0, 2, 4, 6, and 8 wt%) on the physical properties and thermal shock resistance of ASCs were evaluated.
2. Material and methods
2.1. Raw materials
The raw materials used in this study were bauxite, silicon carbide, α-Al2O3, Fe-Si3N4, metallic silicon, SiO2 powder and spherical asphalt, Secar-71 cement was used as binder. The formulas used for the different Al2O3-SiC-C samples are listed in . The chemical analysis of bauxite is provided in .
Table 1. Formulas of the Al2O3-SiC-C castables.
Table 2. Chemical analysis of bauxite.
2.2. Sample preparation and measurements
All ingredients were combined in a blender according to the batch composition. After mixing for 3 min, 4.5–5 wt% water was added. The thorough mixing continued until an appropriate consistency was attained. The materials were mixed uniformly and vibration-cast to form bars with dimensions of 25 × 25 × 125 mm on a vibratory table operating at 3200–3600 vibrations/min and placed in a curing box for curing at 25°C for 24 h. The samples were then demolded and oven-dried at 110°C for 24 h. The products were then fired at 1100 or 1450°C for 3 h. The microstructural analysis of the samples sintered at 1450°C was conducted using field-emission scanning electron microscopy (SEM, JSM-6610, JEOL, Japan). Phase composition was determined using X-ray diffraction (XRD, X’ Pert Pro, Philips, Eindhoven, The Netherlands) with Cu Kα radiation and a Ni filter at a step size of 0.02°in the 2θ range of 7°–90°.
The bulk density and cold crushing strength (CCS) of samples heat-treated at 110, 1100, and 1450°C were measured. The bulk density was measured using the Archimedes method, according to ISO 5017: 1998. The cold modulus of rupture (CMoR) was measured via a three-point bend test (ETM-EX, Shenzhen Wance Testing Machine Co., Ltd) at room temperature using a test specimen with a span of 80 mm at a loading rate of 0.5 mm/min (digitally controlled). The CCS of the fired samples was measured with a uniaxial compression load applied parallel to the disk axis using a digital hydraulic tester (YAM-1000D, microcomputer control pressure testing machine, Jinan Shengda, Co. Ltd, China) according to ISO 10059–2: 2003. The thermal shock resistance of the samples was evaluated by the change in CMoR before and after the thermal shock (three cycles of 20 min heating at 1100°C and 3 min of subsequent water quenching). The samples were pre-fired at 1450°C firstly. The residual strength ratio of CMoR was calculated using the CMoR values measured before and after exposure to the thermal shocks.
3. Results and discussion
3.1. Phase compositions
The Fe-Si3N4 XRD pattern is shown in . The main components of Fe-Si3N4 are Si3N4, Fe, and SiO2, semiquantitative analysis indicates that they account for 75%, 15%, and 10%, respectively, of the sample.
Figure 1. X-ray diffraction pattern of Fe-Si3N4.
3.2. Physical properties
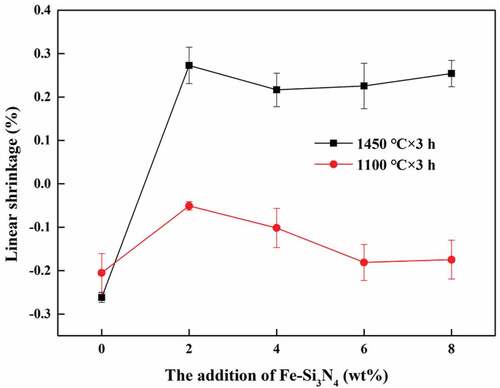
As shown in , the linear shrinkage of the sintered samples at 1100°C for 3 h shows negligible changes. The sample sintered at 1450°C for 3 h without Fe-Si3N4 exhibits shrinkage; however, the samples with added Fe-Si3N4 exhibit expansion. When the temperature increases to 1450°C, the expansion of sample increased due to the oxidation of Fe-Si3N4. More oxidized SiO2 reacted with Al2O3 to generate mullite phase, leading to a volume expansion, which counteracted the shrinkage caused by the decomposition of cement hydration products.
Figure 2. Linear shrinkage of the Al2O3-SiC-C refractory samples with different Fe-Si3N4 contents treated at different temperatures.
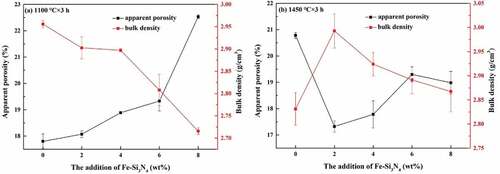
shows the bulk density and apparent porosity as functions of the Fe-Si3N4 content for the samples, treated at 1100 and 1450°C for 3 h. The bulk density of the samples treated at 1100°C decreases with increasing Fe-Si3N4 content. The partial replacement of a high-density material (α-Al2O3) with a low-density material (Fe-Si3N4) causes a decrease in the overall density. At the same time α-Al2O3 could accelerate the sintering of castables to increase the bulk density of sample; Fe-Si3N4 did not react at 1100°C. After heat-treated at 1450°C for 3 h, with the increase of Fe-Si3N4 content, the bulk density of the samples increased firstly and then decreased. Fe-Si3N4 would react with spherical asphalt as the temperature increased, generating SiC to fill the pores in the sample, thus increasing the density of the material [Citation14]. Meanwhile due to the oxidation of Fe-Si3N4, the oxidation produces SiO2 would react with Al2O3 to generate mullite phase. The volume expansion caused by this process could fill the voids inside the sample, thus improving the density of the sample. However, excessive expansion would produce cracks in the sample, leading to the decrease of bulk density. The apparent porosity and the bulk density exhibited opposite trends.
Figure 3. Bulk density and apparent porosity of the Al2O3-SiC-C refractory samples with different Fe-Si3N4 contents heat-treated at (a) 1100°C for 3 h and (b) 1450°C for 3 h.
Wen et al. [Citation15] studied the behavior of Fe-Si3N4 in Al2O3-C materials and found that the structure of the material is dense. When Fe-Si3N4 is added, it reacts with other components of the iron trough and forms new refractory compounds. Specific reactions are listed in [Citation16]. The large amounts of SiC formed can fill the pores left by the oxidation of carbon.
Table 3. Reactions of Fe-Si3N4 with other iron trough components.
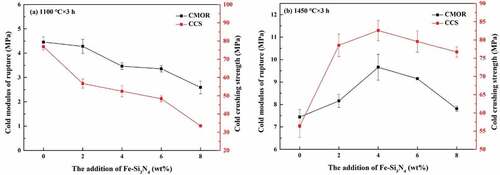
The CCS and CMoR of castables with different Fe-Si3N4 content are shown in . The CCS and CMoR decreased with increasing Fe-Si3N4 content. Fe-Si3N4 does not react at low temperatures (1100°C, ). However, enhanced strength is observed at 1450°C (). With increasing Fe-Si3N4 content, the reaction of Fe-Si3N4 at 1450°C results in an increase in the SiC content in the sample, which improves the strength. However, an excess of Fe-Si3N4 leads to an incomplete sintering of the sample and a decrease in strength.
Figure 4. CMoR and CCS of the Al2O3-SiC-C refractory samples with different Fe-Si3N4 contents heat-treated at (a) 1100°C for 3 h and (b) 1450°C for 3 h.
Base on the Gibson-Ashby model, the mechanical properties of a material are positively correlated with its bulk density and negatively correlated with its apparent porosity [Citation17]. Upon heat treatment at 1450°C for 3 h, the degree of densification of the sample first increases and then decreases as the Fe-Si3N4 content increases. Therefore, the mechanical properties of the sample at room temperature follow the same trend, as follows:
Where σ and σ0 are the actual strength and the theoretical strength of the material without pores, respectively; P is the porosity of the material, and n is a constant related to the pore characteristics.
The crack propagation paths in the samples after the three-point bending test are shown in . For the samples with added Fe-Si3N4, the cracks propagate significantly through the matrix. To analyze crack propagation mechanisms, the specific crack length within the matrix (PM) was calculated, relative to the sum of the crack lengths along the aggregate/matrix interface (LAM) and within the matrix (LM) [Citation18,Citation19].
Figure 5. Microstructure images of the polished sample surfaces.
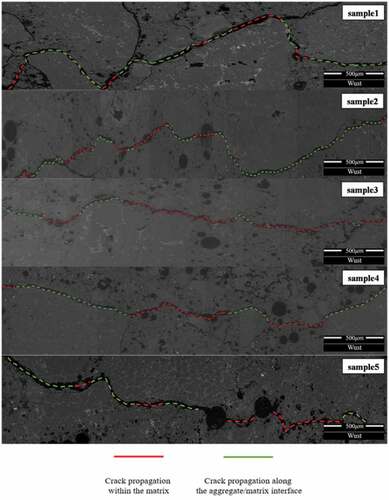
The PM values of samples 1, 2, 3, 4, and 5 were 29.61%, 30.05%, 50.33%, 43.79%, and 44.34%, respectively. Apparently, the propagation within the matrix increased with the Fe-Si3N4 content. Without Fe-Si3N4, the bonding of the matrix is stronger than that between the aggregates and the matrix, and the cracks are more likely to propagate along the aggregate/matrix interface than within the matrix. However, after the addition of Fe-Si3N4, the aggregate matrix bonding was significantly strengthened, as indicated by the PM value being considerably higher for samples 2 to 5 than that for sample 1.
3.3. Thermal shock resistance
The thermal shock resistance was analyzed using the residual strength of the castables with different Fe-Si3N4 contents (). Thermal shock resistance increases with increasing Fe-Si3N4 content, and a higher resistance than that of the sample without Fe-Si3N4 can be reached. The addition of Fe-Si3N4 leads to the generation of N2 (); when the gas escapes the sample, microcracks are produced inside the material.
Figure 6. Residual strength after the thermal shock of the Al2O3-SiC-C refractory samples with different Fe-Si3N4 contents.
Therefore, thermal stress due to the temperature gradient in the sample is not concentrated; instead, the thermal stress is counteracted by the microcracks, improving the thermal shock resistance. Furthermore, increasing the SiC content promotes the thermal shock resistance of the materials [Citation20] because of the enhanced strength. However, with the addition of excess Fe-Si3N4, the significant oxidation of Fe-Si3N4 increases the non-crystalline phase of the ASCs, resulting in a decrease in the thermal shock resistance. Consequently, the strength and thermal shock resistance of samples 4 and 5 decreased (EquationEq. (1)(1)
(1) ).
SEM images of the samples are shown in . Few SiC whiskers are found in the sample without Fe-Si3N4. Upon the addition of Fe-Si3N4, SiC whiskers are generated, forming a network structure. The highest quantity of SiC whiskers is observed for the sample with 8 wt% Fe-Si3N4. This is because the in situ SiC whiskers formed by Fe-Si3N4 in the castables increased as the amount of Fe-Si3N4 increases.
Figure 7. Scanning electron microscopy images of the samples with different Fe-Si3N4 contents.
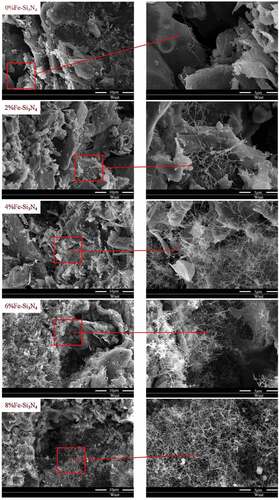
SiC whiskers have high strength and thermal shock resistance. Additionally, the formation of SiC whiskers enhances the bond between the matrix and aggregates in the castables, which explain the increased strength and thermal shock resistance of sample 3. The formation of SiC of the samples without Fe-Si3N4 is based on the reaction below.
The formation of SiC is coupled with N2 formation and release () in the samples with Fe-Si3N4, which leads to the occurrence of microcracks and micropores that reduce strength. shows that the micropores in sample 3 are the most uniform among all samples and this Fe-Si3N4 content (4 wt%) is the optimal content.
4. Conclusions
To improve the thermal shock resistance of Al2O3-SiC-C iron trough castables, the addition of Fe-Si3N4 was studied. The following conclusions can be drawn.
(1) The density increased with increasing Fe-Si3N4 content after heat treatment at 1450°C for 3 h. The linear change transitioned to expansion with increasing Fe-Si3N4 content due to the reactions of Fe-Si3N4 at high temperatures. With the in situ generation of SiC whiskers and increased densification, the CCS and CMoR of the castables increased after being heat-treated at 1450°C for 3 h.
(2) The thermal shock resistance of ASCs improved significantly with the addition of Fe-Si3N4. This improvement was due to a) the generation of N2 gas from the castable containing Fe-Si3N4, producing microcracks, which improved the thermal shock resistance of the castables, and b) the generation of SiC whiskers, which enhanced the strength of the castables. The optimal Fe-Si3N4 content in ASCs was 4 wt%.
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- Gao G, Ke C, Tian S. Effect of dispersants and accelerators on flowability of Al2O3-SiC-C based castable. Refract Ind Ceram. 2005;46(3):350–352, 355.
- Guozhi R, Yujuan D, Zhihui Z, et al. Effect of alphabond300 additions on properties of Al2O3-SiC-C castables. Rare Metals. 2011;30:501–505.
- Gallet-Doncieux A, Bahloul O, Gault C. Investigations of SiC aggregates oxidation: influence on SiC castables refractories life time at high temperature. J Eur Ceram Soc. 2012;32(4):737–743.
- Luz AP, Miglioli MM, Souza TM, et al. Effect of Al4SiC4 on the Al2O−3-SiC-SiO2-C refractory castables performance. Ceram Int. 2012;38(5):3791–3800.
- Ma J, Zhao H, Yu J, et al. The critical role of aggregate microstructure in thermal shock resistance and slag resistance of Al2O3-SiC-C castable. Ceram Int. 2022;48(8):11644–11653.
- Wang S, Zhou P, Liu X, et al. Effect of modified coal tar pitch addition on the microstructure and properties of Al2O3-SiC-C castables for solid waste incinerators. Ceram Int. 2022;48(47):20778–20790.
- Zhu J, Zhu L, Feng C, et al. Effect of Nano-Si3N4 on the mechanical properties of cement-based materials. Crystals. 2021;11:1556–1569.
- Chen J, Sun J, Deng X, et al. Influence of Ferro-Si3N4 on oxidation resistance of Al2O3-SiC-C castable for trough. Refract Ind Ceram. 2005;39:50–53.
- Han J, Jiang M, Wang L, et al. Effect of particle size on direct nitridation for ferro-Si3N4. Refract Ind Ceram. 2006;38:01–06.
- Kometani K, Iizuka K, Kaga T. Behavior of Ferro-Si3N4 in taphole mud of blast furnace. Refract Ind Ceram. 1998;50(6):326–330.
- Chen J, Chen K, Liu YG, et al. Effect of Al2O3 addition on properties of non-sintered SiC–Si3N4 composite refractory materials. Int J Refract Metals Hard Mater. 2014;46:6–11.
- Choi DM, Lee JS, Choi SC. decomposition behavior of Ferro-Si3N4 for high temperature refractory application. J Korean Ceram Soc. 2006;43(9):582–587.
- Chen J, Wang F, Sun J. Effect of Ferro-Si3N4 on hot bending strength and slag resistance of taphole mix. Refract Ind Ceram. 2006;40:443–445.
- Zhang Y, Peng DY, Wen HJ. Sintering process of special ceramics Fe-Si3N4 bonded SiC. J Iron Steel Res Int. 2002;14(6):25–28.
- Wen S, Chen J, Yong L. High temperature behavior of ferro-silicon nitride in Al2O3-C materials. Refract Ind Ceram. 2012;46:31–34.
- Shatokhin IM, Ziatdinov MK, Ém M. SHS ferrosilicon nitride nitro-fesiltl as a new tap-hole clay refractory component for blast furnaces. Refract Ind Ceram. 2014;54(5):345–349.
- Ju M, Cai M, Nie J, et al. Advanced Al2O3–SiC–SiO2–C refractories with B2O3 addition. Ceram Int. 2021;47(20):29525–29531.
- Chen Z, Yan W, Schaffner S, et al. A novel approach to lightweight alumina‐carbon refractories for flow control of molten steel. J Am Ceram Soc. 2020;103(8):4713–4724.
- Harmuth H. Characterisation of the fracture path in ‘Flexible’ refractories. Adv Technol. 2010;70:30–36.
- Kakroudi MG, Vafa NP, Asl MS, et al. Effects of SiC content on thermal shock behavior and elastic modulus of cordierite-mullite composites. Ceram Int. 2020;46:23780–23784.