
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Since gas metal arc welding (GMAW) is a common procedure to join different sheets in the industry, the welding direction dependence on the rolling direction was investigated for a welded DP1000, a cold-rolled dual phase steel. Microstructural investigations and mechanical tests were conducted on two weldments; one being welded parallel to the rolling direction and the second transverse to the rolling direction and the results were compared. It was found that there is a higher degree of softening of the heat-affected zone in the sample welded parallel to the rolling direction. Although this softening did not significantly decrease the tensile strength or the hardness of this sample when compared to the one welded transverse to the rolling direction, the elongation was twice as high in the former sample. That is related to the slower heat dissipation in the sample welded parallel to the rolling direction as confirmed by its microstructural products.
PUBLIC INTEREST STATEMENT
Gas metal arc welding (GMAW) is a common procedure for joining different sheets in the industry. This research investigates the dependence of the welding direction on the rolling direction for a welded DP1000, a cold-rolled dual phase steel. Two group of samples were investigates, the first group being welded parallel to the rolling direction and the second transverse to the rolling direction, and the microstructure of the weld and the mechanical properties were compared. It was found that higher degree of softening of the heat-affected zone in the samples welded parallel to the rolling direction, which did not affect the tensile strength or the ductility rather than the elongation which found to be twice the samples welded transverse to the rolling direction.
1. Introduction and literature review
The dual phase (DP) steel is a distinct steel belonging to the family of the advanced high strength steels (AHSS) with increased formability (Amirthalingam, Hermans, & Richardson, Citation2010). The AHSS steels are characterized by a yield strength and tensile strength values of greater than 300 MPa and 600 MPa, respectively (Bhadeshia & Honeycombe, Citation2006; De Cooman, Citation2004). The DP 1000 steels have minimum yield strength and minimum tensile strength values of 700 MPa and 1000 MPa, respectively (Bracke, Verbeken, Kestens, & Penning, Citation2009; International Iron and Steel Institute, Citation2002). DP steels are cold-formed steels having a microstructure consisting of two phases; Ferrite and Martensite. Ferrite is soft and contributes to good formability. Martensite is hard and contributes to the strength of the material. The strength increases as the volumefraction of the Martensite phase increases and create a higher initial work hardening rate. So, by comparing DP steels with conventional steels of similar yield strength, DP steels have higher ultimate tensile strength values.
In the case of mild steels, conventional arc welding can also be used for welding AHSS. It is well known that there are many applicable welding techniques used to weld DP 1000, but since gas metal arc welding (GMAW) is the main technique used in industries, this technique will be used in this study. GMAW is a welding process with comparatively high heat input and results in low to moderate cooling rates of the welded joint. Therefore welding DP steels using the GMAW technique results in severe HAZ softening (Burns, Citation2009).
A lot of research has been conducted on the welding of AHSS. Even though, the weldability of AHSS is not yet fully understood (Amrithalingam, Hermans, & Richardson, Citation2009; Baltazar Hernandez, Kuntz, Khan, & Zhou, Citation2008; Han et al., Citation2005; Khan, Kuntz, & Zhou, Citation2008; Sharma & Molian, Citation2009). The susceptibility of DP 1000 to form Martensite in the HAZ as a result of the welding thermal cycle, can be predicted by the use of carbon equivalent (CE) formula. Dearden and O’Neill’s (Dearden & O’Neill, Citation1940) developed a relationship between steel’s chemical composition and its maximum HAZ hardness. They proposed the following formula:
Further development of Carbon equivalent formulae suited for DP steels has taken place. The formula developed by Yurioka et al. (Yurioka & KasuyaT, Citation1995) which was developed for carbon and low alloyed steels, taking into consideration that there is an interaction between carbon and the other alloying elements. In other words, the coefficient of each alloying element is a function of carbon content as follows:
This formulae describes the steel composition effect on the susceptibility to form Martensite in the HAZ. Both formulas given in Equations (1) and (2) were developed for low carbon steels, but the formulae given by Equation (1) is less appropriate.
The compositional effect combined with the effects of plate thickness, weld configuration, and heat input on cooling time, can be used as a means to decide on the weldability of the given steel. Low values of the carbon equivalent are preferred for good weldability (Dearden & O’Neill, Citation1940).
The welding behavior of AHSS steels is affected by the thermal cycle of the welding process used, that is (the peak temperature (TP), the dwell time, and the cooling rate) which will cause microstructural changes in the as-received samples. The high contents of Ceq in AHSS make them more sensitive to the thermal cycle, which will result in greater variations of the weld microstructure leading to extensive HAZ softening (Keeler & Kimchi, Citation2014). As a result, the sensitivity to heat input is greater and the process window in which acceptable welds can be achieved is narrower. Thus welding AHSS using the GMAW technique is significantly more critical than welding high strength low alloy (HSLA) and mild steels when the same technique is used.
The microstructures developed during welding have significant effect on the mechanical properties. The molten weld pool solidifies during cooling, forming a columnar structure (Prasad & Dwivedi, Citation2008). In the unmolten Heat Affected Zone (HAZ), grain coarsening or refining, and/or complete or partial phase transformation or tempering can occur during cooling depending on the peak temperature reached during heating. The HAZ for AHSS can be divided into four subregions: the SubCritical Heat Affected Zone (SCHAZ) also known as the softened zone, InterCritical Heat Affected Zone (ICHAZ), Fine Grained Heat Affected Zone (FGHAZ), and Coarse Grained Heat Affected Zone (CGHAZ) (Baltazar Hernandez et al., Citation2008; Khan et al., Citation2008). The peak temperature in the softened zone is below the A 1 resulting in tempering of Martensite. The peak temperatures in the ICHAZ range between A 1 and A 3 of the iron-carbide phase diagram. This means that Martensite and Ferrite will transform to Austenite. Subsequent cooling from Austenite produces various phases. A moderate cooling rate produces Ferrite phase and a relatively high volumefraction of Martensite phase and a slower one produces Ferrite, lower volumefraction of Martensite and Bainite.
In the SCHAZ or softened zone subregion which is an overtempered region, the peak temperature is below the A 1 thus tempering of Martensite is evident and the lower the cooling rate the more tempering of Martensite in this region.
According to the resulting microstructures, the yield and ultimate tensile strengths of the welded joints are generally acceptable, with reduced ductility. The impact toughness is generally low, but varies significantly depending on welding procedures, filler compositions and the final microstructure.
Testing an alloy material and adding an enhancing elements to improve some properties of the materials have been investigated by many researchers (Abu Jadayil, Citation2011a, Citation2011b, Citation2010, Citation2008; Abu Jadayil & Alnaber, Citation2013; Abu Jadayil & Flugrad, Citation2007; Abu Jadayil & Jaber, Citation2009; Abu Jadayil & Khraisat, Citation2010; Abu Jadayil & Mohsen, Citation2011; Khraisat & Abu Jadayil, Citation2010; Khraisat, Borgstrom, Nyborg, & Abu Jadayil, Citation2009), who could improve the microstructure and so the strength, fatigue life, and other mechanical properties of the iron, aluminum, and Ni-Ti alloys.
The aim of this work is to develop a fundamental understanding of the microstructural evolution of DP 1000 steel during welding and investigate whether the rolling direction has an effect on the HAZ softening.
2. Methodology and experiments
2.1. Experiment materials
The alloy used in this work is cold-rolled advanced high strength DP 1000 steel sheet having a thickness of 2 mm. The chemical composition and mechanical properties of DP1000 steel are shown in Tables and .
Table 1. Constituents in DP 1000
Table 2. Mechanical properties of DP 1000
2.2. Sample preparation
Four samples with dimensions of (35 × 110 × 2) mm were cut from two different directions; the one parallel and that perpendicular to the rolling direction using a conventional shearing machine. Two samples from each direction were clamped end-to-end using a welding fixture table and butt-welded.
Hardness was measured using a LECO Vickers micro hardness tester along five parallel lines 0.5 mm apart from the top side of the FZ to the bottom side of the FZ as seen next in Figure . On each line indentation started from the middle of the FZ and was extended to the BM with an incremental distance of 0.25 mm with a total of eight indentations. The hardness test was carried out using 300 g load and 20 sec dwelling time.
Figure 1. Schematic illustration of the two tensile specimens used for evaluating tensile properties where the arrows indicate the direction of rolling (RD).
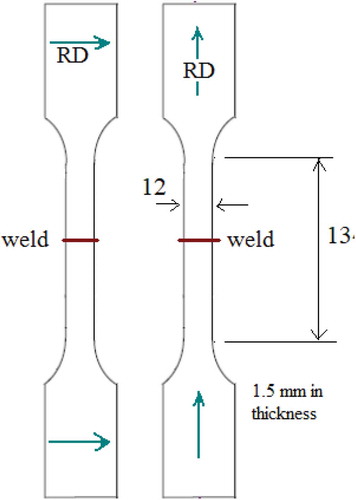
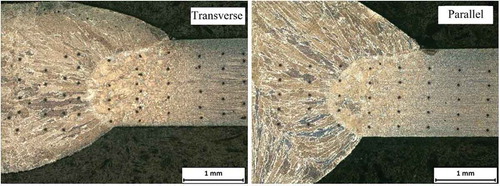
Figure 2. LOM metallographs of the FZ and HAZ from two different specimens, welded parallel and transverse to the rolling direction(the black points are the impressions from the hardness indentation).
The heat input (E in kJ/mm) was calculated according to the following formula (Mrňa, Kopecký, Němeček, Mikmeková, & Dohnal, Citation2013):
Where, U is the voltage in volts, I is the current in amperes, and v is the welding velocity in mm/min. The three welding parameters (U, I, and v) used in this work are listed in Table .
Table 3. The welding conditions used in this work
To evaluate the tensile properties of the welded samples, tensile tests were carried out at room temperature with a crosshead speed of 2 mm/min. The geometry of the tensile test samples and the direction of rolling and weldment are shown in Figure .
3. Discussion of the results
In order to verify whether or not there was a difference in the cooling rates when welding parallel or transverse to the rolling direction, microstructural analysis of the CGHAZ were carried out using optical microscopy, which is shown in Figure .
During the weld thermal cycle, the CGHAZ experience temperatures above A 3. Accordingly, it was fully austenitized. Depending on the cooling rate the microstructure of the CGHAZ transforms into a mixture of different phases; namely Martensite, Bainite, and Ferrite. The faster the cooling rate is the more dominant the Martensite will be while the lower the cooling rate is the more dominant the Ferrite phase will be. By comparing the microstructure of the CGHAZ depicted in Figures and , it is evident that the microstructure, in the case of the weld being transverse to the rolling direction, is mainly composed of Martensite, small amounts of upper Bainite and small amounts of Widmanstätten and no polygonal Ferrite (allotriomorphic Ferrite).
Figure 3. The as-welded microstructure of the coarse-grained heat-affected zone (CGHAZ) showing lath Martensite, polygonal Ferrite, and elements of upper Bainite from the specimen welded transverse to the rolling direction.
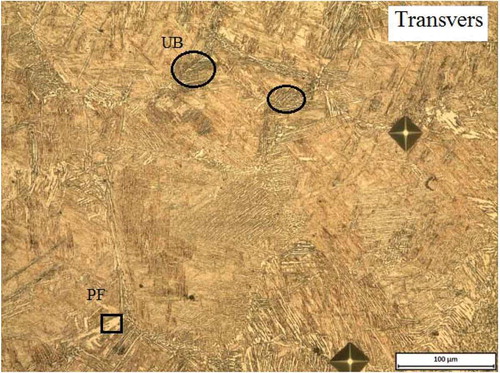
Figure 4. The as-welded microstructure of the FZ and HAZ of the sample welded perpendicular to the rolling direction. The microstructure of the CGHAZ is mainly composed of lath Martensite and elements of upper Bainite indicated by the small circles.
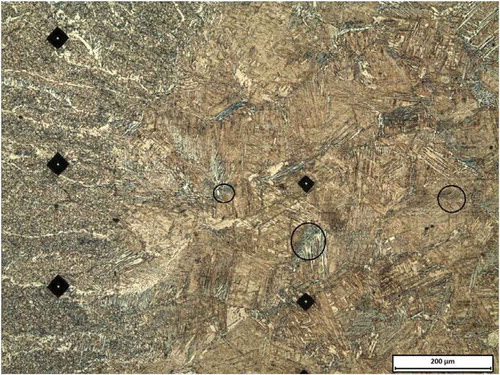
The bainitic portions of the microstructure appear as the darker etching patches of the microstructure localized at the prior Austenite grain boundaries. The small fraction of Bainite is found due to lack of continuous polygonal Ferrite (allotriomorphic Ferrite) coverage along the former Austenite grain boundary. The high cooling rate did not give enough time at high temperatures for the polygonal Ferrite to transform from the Austenite phase, instead primary Widmansttäten Ferrite is present. The microstructure of the CGHAZ, in the case where the weld is done parallel to the rolling direction, is dominantly composed of Martensite and Ferrite. The microstructure of the CGHAZ showed a great content of Ferrite. From Figures and , it can be clearly seen that the main types of Ferrite according to the morphology are: acicular, polygonal (allotriomorphic), and Widmanstätten. The low cooling rate gave enough time for the Austenite phase to transform into Ferrite. The allotriomorphic Ferrite nucleates at the grain boundaries of Austenite and grows in a planar manner at high temperatures (Kou, Citation2003). With further cooling to lower temperatures, the Widmanstätten Ferrite grows into the grain interior. It is well known that coarse Austenite grains favor the formation of Widmanstätten Ferrite (Bodnar & Hansen, Citation1994, p. 30, Jones & Bhadeshia, Citation1997b). At even lower temperature, it is too slow for Widmanstätten Ferrite to grow into the grain interior; instead acicular Ferrite nucleates from inclusions. The transformation from Austenite to Ferrite phase, which has lower solubility of carbon and other Austenite stabilizing elements, results in an enrichment of C and alloying elements in the Austenite regions that did not transform yet. That results in an increase in the hardenability that will upon cooling result in the formation of Martensite. From this microstructural analysis, it can be concluded that the cooling rate in the case where the weld is parallel to the rolling direction is lower than in the case where the weld is done transverse to the rolling direction.
Figure 5. The as-welded microstructure of the coarse-grained heat-affected zone (CGHAZ) showing lath Martensite, polygonal Ferrite (PF), Widmanstätten α, and acicular Ferrite (AF) from the specimen welded parallel to the rolling direction.
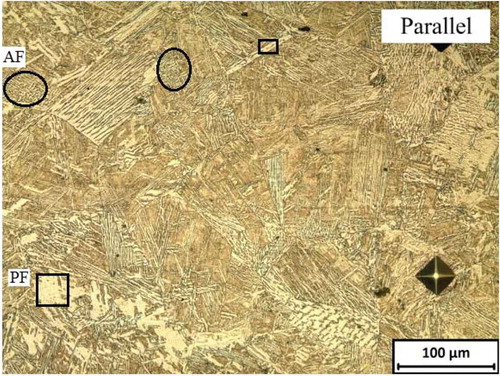
Figure 6. The as-welded microstructure of the FZ, and HAZ from the specimen welded parallel to the rolling direction. The microstructure of the CGHAZ is mainly composed of Widmanstätten Ferrite, lathe Martensite, and polygonal Ferrite.
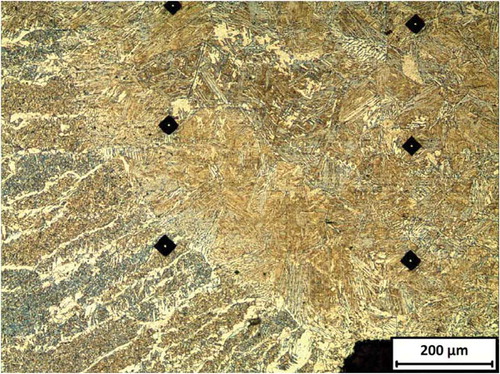
Figure shows the hardness distributions of the two specimens welded under the conditions given in Table . The points with the error bars in the graphs represent the average readings reported with standard deviation representing the error bars. It can be seen from Figure that for both specimens, the hardness profile was relatively flat across the FZ. Examining the CGHAZ for both specimens showed significant deviations between lower and higher values (error bar) compared to FZ. That is related to the variety of common phases and structures in the CGHAZ subregion.
Figure 7. Experimental results of hardness distribution in the welded joint (a) transverse to the rolling direction and (b) parallel to the rolling direction.
Both welded samples exhibit softening of the HAZ. The hardness undermatching, UMHV, between weld and base metal, WM/BM, was in the range of UMHV = 0.97 to 0.99 for both steel’s welded joints. The under matching induces a concentration of plastic flow in the soft zone leading to lower strength and loss of ductility which agrees with the results obtained in (Dexter, Citation1997).
Figure shows the tensile test results of the two specimens welded parallel (solid curve) and transverse (dashed curve) to the rolling direction. The failure zone after tensile test was localized in the HAZ (soft zone) for both samples where the hardness of the welded joint is minimal. The magnitudes of the UTS of the two specimens were 800 for the parallel to 750 MPa to the transverse and strain at peak load was generally between 1.8% for the parallel and 3.5% for the transverse. These results correspond to the width of the soft zone. The wider the soft zone, the lower strength and higher ductility. The tensile test of the welded sample with a weld parallel to the rolling direction, showed a yield plateau, this result is in agreement with findings of Altino (Altino, Citation2002).
Figure 8. Stress-strain curves for samples welded (a) transverse (solid curve) and (b) parallel (dashed curve) to the rolling direction.
The HAZ changes its temperature due to heat convection, radiation or combination of these two behaviors. Conductive heat flow within the base material makes a considerable contribution to the overall heat transfer from the FZ through the base material. Thermal conductivity is not only influenced by chemical composition, but also strongly by heat treatment and microstructure (Klein, Weber, & Theisen, Citation2015). Phase interface and grain boundaries act as obstacles to heat flow (Greuter & Blatter, Citation1999; Murray, Citation1997). The ferrite grains in the DP 1000 during cold rolling become flattened in the normal direction to the rolling direction and elongated in the rolling direction. This banded structure between the ferrite and martensite will increase the phase interface between the two phases along the thickness direction. The interface between the two phases has a thermal resistance, which can be understood considering the mismatch across the interface of the two phases. This interface is considered as incoherent interface because of the different atomic configuration in the two adjacent phases. When heat flows through the interface between the two phases the interface will act as a thermal resistance. This is due to differences in vibrational and electronic properties in different phases. This interfacial thermal resistance is due to the combined effect of two thermal resistances from the ferrite phase and from the martensite phase and it increases as the mismatch between the two phases increases. The phonon or electron, which are, hear carrier will undergo scattering at the interface or at the grain boundaries.
Furthermore the length of grains along the rolling direction is much larger than the width, thus many properties are directional. Deformed grains have lower density of grain boundaries in the rolling direction than in the transverse direction. That causes higher thermal conductivity along the rolling direction and consequently higher amount of heat removal rate along the rolling direction than the transverse direction. Results of this study show an enlargement in softening zone size when the wilding line is parallel to the rolling direction. Moreover, the softening zone almost twice the size as compared to the case where the welding line is transverse to the rolling direction.
Heat is an important characteristic, because it influences the cooling rate, which affects the microstructure of the HAZ, and so influencing the mechanical properties. The extent of the HAZ can be much larger due to slower cooling rate, which is a consequence of slower heat conduction through the material. When cold-rolled DP 1000 sheets are subjected to high temperatures close to the FZ due to welding the developments of microstructure and the resulting mechanical properties are dominated by phase transformation over recrystallization. Phase transformation will lead to the formation of martensite and new equiaxed ferrite grains. Also at high temperatures a reduction or even complete elimination of the texture inhomogeneity will occur. Farther away from the fusion zone at lower temperatures, ferrite recrystallization dominates, and the through-thickness texture and the mechanical gradients, are preserved.
A good welding practice would be to lower the heat input as a mean of avoiding the excessive amount of Ferrite phase.
4. Conclusions
Based on the results obtained from the carried experiments, the following conclusions can be drawn:
The HAZ is wider when the welding line is parallel to the rolling direction. The HAZ can be significantly weakened due to slower cooling rate, which is a consequence of slower heat conduction through the base metal.
Lower cooling rates during the thermal cycle of welding DP1000 result in an increase in the width of the softened zone. In addition, more Ferrite phase will dominate the microstructure of the CGHAZ region instead of Martensite and upper Bainite.
Additional information
Funding
Notes on contributors

Walid Khraisat
Walid Khraisat is an assistant professor in industrial and mechanical engineering. Dr. Khraisat has a major in materials science engineering. He earned his PhD’s degrees from Chalmers University/Sweden in 2004. He published more than 14 research articles is powder metallurgy and microstructure-mechanical property fields.
Wisam Abu Jadayil
Wisam Abu Jadayil is an associate professor in industrial and mechanical engineering at AURAK. He earned his PhD’s degrees from Iowa State University/USA in 2005. He published more than 30 conference and journal articles in manufacturing processes and materials and engineering management fields.
Yazan Al-Zain
Yazan Al-Zain is an assistant professor at the University of Jordan. His research interest is Development and Characterization of Ti-based Ni-frAee Biomedical Shape Memory Alloys.
Sa’ed Musmar
Sa’ed Musmar is an assistant professor at JUST, Jordan. His research interest is in the field of thermal analysis and fluidity analysis of aluminum alloys, effect of microstructure on cylinder wear, Welding effect on microstructure,
Related Research Data
References
- Abu Jadayil, W. (2008). Relative fatigue life estimation of cylindrical hollow rollers in general pure rolling contact. Journal of Tribotest, Wiley InterScience , 14, 27–42. doi:10.1002/(ISSN)1557-685X
- Abu Jadayil, W. (2010). Revision of the recent heterogeneous solid object modeling techniques. Jordan Journal of Mechanical and Industrial Engineering , 4(6), 779–788.
- Abu Jadayil, W. (2011a). Experimental investigation of solidification time effects on surface and subsurface aluminum casting defects. International Review of Mechanical Engineering , 5(4), 569–576.
- Abu Jadayil, W. (2011b). Studying the effects of varying the pouring rate on the casting defects using nondestructive testing techniques. Jordan Journal of Mechanical and Industrial Engineering , 5(6), 521–526.
- Abu Jadayil, W. , & Alnaber, M. (2013). Assessment of fatigue life of Ni-Ti samples prepared by different techniques. Applied Mechanics and Materials , 477–478, 1264–1268. doi:10.4028/www.scientific.net/AMM.477-478
- Abu Jadayil, W. , & Flugrad, D. (2007). Fatigue life investigation of solid and hollow rollers under pure normal loading. Journal of Tribotest, Wiley InterScience , 13, 165–181. doi:10.1002/(ISSN)1557-685X
- Abu Jadayil, W. , & Jaber, N. (2009). Numerical prediction of optimum hollowness and material of hollow rollers under combined loading. Journal of Materials and Design , 31(3), 1490–1496. doi:10.1016/j.matdes.2009.08.024
- Abu Jadayil, W. , & Khraisat, W. (2010). Predicting the optimum hollowness of normally loaded cylindrical rollers using finite element analysis. Journal of Materials Science and Technology , 26(2), 176–183. doi:10.1179/174328408X389724
- Abu Jadayil, W. , & Mohsen, M. (2011). Experimental investigation of self actuating traction drives with solid and hollow rollers. International Review of Mechanical Engineering , 5(4), 637–645.
- Altino, J. R. (2002). Effect of heat input on plastic deformation of undermatched welds. Journal of Materials Processing Technology , 128, 240–249. doi:10.1016/S0924-0136(02)00457-0
- Amirthalingam, M. , Hermans, M. , & Richardson, I. (2010). Quantitative analysis of microstructural constituents in welded Transformation Induced Plasticity (TRIP) steels. Metallurgical and Materials Transactions , 41A, 431–439. doi:10.1007/s11661-009-0117-6
- Amrithalingam, M. , Hermans, M. , & Richardson, I. (2009). Microstructural development during welding of silicon- and aluminum-based transformation-induced plasticity steel-inclusion and elemental partitioning analysis. Metallurgical and Materials Transactions , 40A, 901–909. doi:10.1007/s11661-008-9761-5
- Baltazar Hernandez, V. , Kuntz, M. , Khan, M. , & Zhou, Y. (2008). Influence of microstructure and weld size on the mechanical behaviour of dissimilar AHSS resistance spot welds. Science and Technology of Welding and Joining , 13, 769–776. doi:10.1179/136217108X325470
- Bhadeshia, H. , & Honeycombe, R. (2006). Steels: Microstructure and properties (3rd ed.). Oxford: Butterworth-Heinemann.
- Bodnar, R. , & Hansen, S. (1994). Effects of Austenite grain size and cooling rate on Widmanst¨atten Ferrite formation in low alloy steels. Metallurgical & Materials Transactions A , 25A, 665–675. doi:10.1007/BF02665443
- Bracke, L. , Verbeken, K. , Kestens, L. , & Penning, J. (2009). Microstructure and texture evolution during cold rolling and annealing of a high-Mn TWIP steel. Acta Materialia 57(5), 1512–1524.
- Burns, T. (2009). Weldability of a Dual-Phase-Sheet Steel by the Gas Metal Arc Welding Process ( Thesis). University of Waterloo.
- De Cooman, B. (2004). Structure-properties relationship in TRIP steels containing carbide-free bainite. Current Opinion in Solid State and Materials Science , 8, 285–303. doi:10.1016/j.cossms.2004.10.002
- Dearden, J. , & O’Neill, H. (1940, October). A guide to the selection and welding of low alloy structural steels. Transactions of the Institute of Welding , 3, 203–214.
- Dexter, R. (1997). Significance of strength undermatching of welds in structural behaviour (pp. 55–73). Geesthacht, FRG: GKSS Research Center Publications.
- Greuter, F. , & Blatter, G. (1999). Electrical properties of grain boundaries in polycrystalline compound semiconductors. Semiconductor Science and Technology , 5(2), 111. doi:10.1088/0268-1242/5/2/001
- Han, T. , Park, S. , Kim, K. , Kang, C. , Woo, I. , & Lee, J. (2005). CO2 laser welding of 800 MPa class TRIP steel. International Iron and Steel Institute in Japan , 45(1), 60–65. doi:10.2355/isijinternational.45.60
- International Iron and Steel Institute . 2002. Project reports on UltraLight Steel Auto Body (ULSAB), UltraLight Steel Auto Closures (ULSAC), and UltraLight Steel Auto Body-Advanced Vehicle Concepts (ULSAB – AVC).
- Jones, S. , & Bhadeshia, H. (1997a). Kinetics of the simultaneous decomposition of Austenite into several transformation products. Acta Materialia , 45, 2911–2920. doi:10.1016/S1359-6454(96)00392-8
- Jones, S. , & Bhadeshia, H. (1997b). Competitive formation of inter and intragranularly nucleated Ferrite. Metallurgical & Materials Transactions A , 28A, 2005–2103. doi:10.1007/s11661-997-0157-8
- Keeler, S. , & Kimchi, M. (2014). Advanced high strength steels Application Guidelines, version 5, world auto steel . USA: Advanced Auto Steels.
- Khan, M. , Kuntz, M. , & Zhou, Y. (2008). Effect of weld microstructure on the static and impact performance of resistance spot welded (RSW) joints in advanced high strength steels (AHSS). Science and Technology of Welding and Joining , 13, 294–304. doi:10.1179/174329308X271733
- Khraisat, W. , & Abu Jadayil, W. (2010). Strengthening aluminum scrap by alloying with iron. Jordan Journal of Mechanical and Industrial Engineering , 4(3), 372–377.
- Khraisat, W. , Borgstrom, H. , Nyborg, L. , & Abu Jadayil, W. (2009). Optimising grey iron powder compacts. Journal of Powder Metallurgy , 52(4), 291–297. doi:10.1179/003258908X370168
- Klein, S. , Weber, S. , & Theisen, W. (2015). Effect of heat treatment on phase structure and thermal conductivity of a copper-infiltrated steel. Journal of Materials Science , 50(10), 3586–3596. doi:10.1007/s10853-015-8919-y
- Kou, S. (2003). Welding metallurgy (pp. 233–273). USA: John Wiley.
- Mrňa, L. , Kopecký, L. , Němeček, T. , Mikmeková, S. , & Dohnal, I. (2013). Laser welding of domex steel and heterogeneous weld with DC01 . Presented in 22nd International Conference on Metallurgy and Materials, ay 15–17, 2013, Hotel Voronez I, Brno, Czech Republic, EU.
- Murray, G. (1997). Handbook of materials selection for engineering applications (pp. 275–280). NY: Marcel Dekker Inc.
- Prasad, K. , & Dwivedi, D. (2008). Some investigations on microstructure and mechanical properties of submerged arc welded HSLA steel joints. International Journal of Advanced Manufacturing Technology , 36(5–6), 475–483. doi:10.1007/s00170-006-0855-1
- Sharma, R. , & Molian, P. (2009). Yb: YAG laser welding of TRIP780 steel with dual phase and mild steels for use in tailor welded blanks. Materials and Design , 30, 4146–4155. doi:10.1016/j.matdes.2009.04.033
- Yurioka, N. , & Kasuya, T. (1995). A chart method to determine necessary preheat in steel welding. Weld World , 35, 327–334.