
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Bagasse fiber which is abundantly available as waste after processing of sugarcane is used as reinforcement with an epoxy polymer in forming the natural fiber reinforced composites. The raw fibers were treated chemically to improve compatibility and adhesion with the epoxy polymer. Treated and untreated fibers were subjected to analysis such as Scanning Electron Microscopy (SEM), X-Ray Diffraction (XRD) and Thermogravimetric Analysis (TGA) to understand the structural changes and to determine thermal stability. The mechanical properties of fibers and the composites were evaluated by conducting tensile tests. The results reveal alkaline pretreated and KMnO4 treated fibers show improved mechanical and thermal properties.
PUBLIC INTEREST STATEMENT
There is continued interest in the development and use of agro-industrial waste residues like fibers into value added products. Among them use of such fibers as a source for natural fiber-polymer composites being explored to a large extent may possibly due to availability of different sources and biodegradability of the products after end use. Bagasse fibers available in plenty and current work focused on improving their properties after certain chemical treatments.
1. Introduction
Material having two or more distinct constituent raw materials is considered as a composite material. Such materials consist of one or more discontinuous phase which is embedded in a continuous phase. The discontinuous phase is harder and stronger than the continuous phase which is called the reinforcement phase and the continuous phase is called matrix (Debnath, Citation2009). This phase in the composite is the basic structure that provides strength and tenacity. Based on the reinforcement used, composites are broadly termed as synthetic fiber (glass, carbon, Kevlar, boron, graphite, etc.) and natural fiber (sisal, hemp, flax, bamboo, jute, etc.) reinforced composites. The composites are classified based on the shape and form of the reinforcement into two types namely, particle-reinforced and fibre-reinforced composites. Composites in which reinforcement is of particle nature is called particle-reinforced composites. Particle is non-fibrous and generally has no long dimension. Particles are not very useful in improving the fracture resistance; however, they improve the stiffness of the composite to some extent (Debnath, Citation2009).
In fibre- reinforced composites, the fibres are characterized by its large length when compared to its cross-sectional dimensions. They are embedded in a matrix material to form fibrous composites. The matrix helps to bind the fibres together and to transfer the load and hence stresses to the reinforcement fibres. Matrix also protects the reinforcement against weathering and damage due to handling (Debnath, Citation2009). Certain advantages like lower cost, low density, adequate mechanical properties, and local availability have made the natural fibers as the promising reinforcement in polymeric composites (Deepa, Pothan, Mavelil-Sam, & Thomas, Citation2011; Mahesha, Satish, Vijaya, & Bhat, Citation2016, Citation2017; Rajasekaran & Gokul, Citation2016; Yashas Gowda et al., Citation2018). During the later stages of the 20th century, natural fiber reinforced composites have started emerging as the realistic alternatives to synthetic fiber reinforced composites (Acharaya & Mishra, Citation2009; Hajiha & Sain, Citation2015). Natural fibers in composites offer advantages such as decreasing the dependence on non-renewable material sources and lower environment degradation. Increased fuel economy and emission norms in automotive applications necessitate many light-weight parts which can be implemented by making use of such natural fiber reinforced polymer composites (Gokul, Prabhu, & Rajasekaran, Citation2017; Wirawan, Sapuan, Yunus, & Abdan, Citation2010). Based on the source of the vegetation from which they are extracted, natural fibers are classified as bast, leaf and fruit fibers. Flax, kenaf, hemp jute, henequin, bamboo and Grewia serrulata are popular bast fibers and pineapple, sisal, areca, date palm are the leaf fibers whereas coir, cotton, areca nut are some of the most prominently used fruit fibers as reinforcement in composites (Balasundar et al., Citation2019; Cerqueira, Baptista, & Mulinari, Citation2011; De Rosa, Santulli, & Sarasini, Citation2010; Mahesha, Subrahmanya, & Padmaraja, Citation2019; Ochi, Citation2008; Senthamaraikannan, Sanjay, Bhat, & Padmaraj, Citation2019; Souzaa, Rodrigues, Prêta, Goulart, & Mulinari, Citation2008; Wambua, Ivens, & Verpoest, Citation2003). The main drawback of the natural fiber composites is their high moisture absorption tendencies and poor interfacial interaction with the polymer matrix. Such deficiencies can be improved with various surface treatment methods (Dittenber & GangaRao, Citation2012; Kumar & Hiremath, Citation2019; Lu, Shubhashini, & Ghaempanah Tajabadi, Citation2015; Ranga, Singhal, & Singh, Citation2014; Scarponi & Pizzinelli, Citation2009; Verma, Gope, Maheshwari, & Sharma, Citation2012).
Bagasse is an agro-industrial residue produced in the sugar and alcohol industry after the extraction of juice. It is one of the largest natural fiber resources. It has high cellulose content, high yield and annual regeneration capacity (Huang, Wang, Zhang, Huayu, & Luo, Citation2012). Conventionally, bagasse has been used as a raw material for paper and board production, electricity production, and used as fuel for boilers in sugar factories. The low heating value of bagasse makes burning them as fuel as an inefficient process. Currently, about 85% of bagasse is burnt as fuel and still, there is an excess of bagasse, hence the need for new applications by utilizing this by-product and reduce as landfill waste are desirable. Only about 9% of bagasse is consumed in ethanol production but the efficiency of this process is low. Thus, it is essential to boost the economic values of sugarcane bagasse (Timung, Deshavath, Goud, & Dasu, Citation2016). Bagasse fibre estimated to contain about 20–25% lignin, 25–30% hemicellulose, 40–45% cellulose and little extractives and inorganic materials that are responsible for their high moisture absorption. As a result of the moisture inception, the strength of composite material would be reduced (Gabova, Hemming, & Fardima, Citation2017; Hajiha & Sain, Citation2015). Cellulose is a large polymeric chain whose degree of polymerization can reach up to 500–1500 (Mathews et al., Citation2006). Because of its higher extent of polymerization there exists inter and intramolecular hydrogen bonds due to the orientation of bonds. This makes cellulose to have high tensile strength, insoluble in most of the solvents (Hongzhang, Citation2014). Hemicellulose, on the other hand, is a complex, hydrophilic, highly branched and amorphous polysaccharide that consist of about 30% of biomass weight. They have a low degree of polymerization of about 200 and are chemically heterogeneous, its side chain can be acetylated (Henning, Kristensen, & Felby, Citation2007). But due to lignin content, it absorbs moisture and therefore it is considered as a waste product. Lignin has a complex network of various chemically similar substances having varying molecular weight and the structure is not uniform. Lignin can be covalently bonded to the residues from hemicellulose which makes them have greater structural rigidity and decreases the swelling of lignocellulose (Huang et al., Citation2012; Mooney, Mansfield, Touhy., & Saddler, Citation1998).
Sugar Cane Bagasse (SCB) like other cellulosic materials is hydrophilic and highly polar, whereas the polymer matrices are largely non-polar and hydrophobic. Therefore, both the natural fibers and polymer matrices have inherently incompatible surfaces hindering the stress transfer at the interface. The incompatibility of the hydrophilic natural fibers and hydrophobic polymer matrix leads to poor interfacial adhesion, which then results in a composite material with poor physical and mechanical properties (Caia, Riedla, & Ait-Kadib, Citation2003; Gwona, Lee, Chun, Doh, & Kim, Citation2010). Several publications are reporting the mechanical properties such composites and they are proposed for lower-end applications. Furthermore, the natural fibers tend to form aggregates during processing and low resistance to moisture, which gives rise to poor dispersion of the fibers in the matrix and a potential reduction in its ability as a reinforcement (Dittenber & GangaRao, Citation2012; James, Manoharan, Saikrishnan, & Arjun, Citation2019; Mittal & Sinha, Citation2014; Singh et al., Citation2019). To overcome these drawbacks, various methods have been used for surface modification of the natural fibers, such as alkaline treatment, esterification, etherification, graft copolymerization, permanganate, benzoyl, anhydride treatment, silylation, and or combination of these methods (Mantia & Morreale, Citation2011). Though alkaline treatment is a prerequisite and most desirable for any fiber, other treatment options depend on desired enhancements in fiber properties. Among various treatment methods reported in the literature, KMnO4 and phosphoric acids are least explored. It is, therefore interesting to explore the effect of these treatment methods on fiber properties and impact on composite properties. The results of such studies are reported in this paper.
2. Materials and methods
2.1. Materials
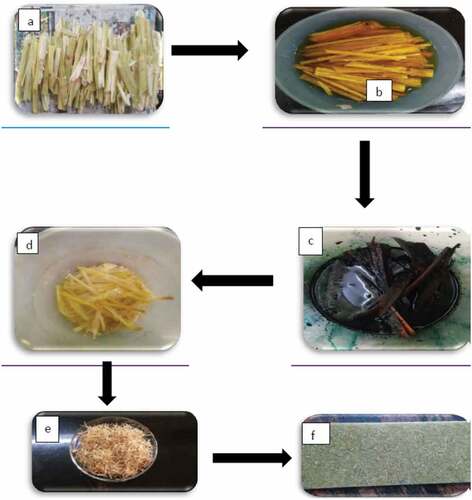
Sugarcane bagasse fibers were brought from the local market in Manipal in the Karnataka state of India. Chemicals used for the modification of sugarcane bagasse fiber are NaOH pellets, Potassium permanganate, Phosphoric acid, and Oxalic acid. Collected sugarcane bagasse was dried under the sun for 2 weeks by spreading on waterproof sheet. This was to ensure that there was no fungi accumulation on bagasse. Such bagasse fibers were cut into 9–10 cm length and soaked in water for two hours and then dried. Pitch, the inner soft-core was removed manually to obtain the outer hard rind of the bagasse. The rind was then cut into portions to free from the nodes. Such extracted fibers were modified chemically by being subjected to treatments as illustrated below to improve the interfacial adhesion with the epoxy resin system.
Figure 1. Process flow diagram showing usage of bagasse as reinforcement in epoxy composites
2.1.1. Alkaline treatment
Extracted sugarcane bagasse fibers were subjected to alkali pretreatment by soaking in aqueous 10% NaOH solution for 3 hours. The soaked bagasse was separated and rinsed with distilled water until a neutral pH was achieved. After rinsing, the fibers were dried for 24 hours (Cao, Shibata, & Fukumoto, Citation2006; Rajasekaran & Gokul, Citation2016; Simaoa et al., Citation2016; Vilay, Mariatti, Taib, & Todo, Citation2007).
2.1.2. Permanganate treatment
Alkali pretreated bagasse fibers were treated with a 5% KMnO4 solution for half an hour. Such treated bagasse was then rinsed with oxalic acid followed by distilled water. Treated fibers were dried to ensure no moisture content was leftover (Omole & Dauda, Citation2016).
2.1.3. Phosphoric acid treatment
The alkaline pretreated fibers were made to react with 5% phosphoric acid solution for 3 hours. These fibers were then filtered, rinsed in distilled water and air-dried.
2.2. Matrix material
The resin used in the study is epoxy L12 along with the hardener K6. The epoxy resin belongs to the group of thermosetting polymer, which possesses toughness and strength with resistance to moisture and chemical attacks. The density of the epoxy used is 1.1 g/cc. The versatile characteristic of epoxy resin finds application as laminates in circuit board, surface coating, fiber reinforcement and adhesives (Kumar & Srivastava, Citation2017).
2.3. Composite preparation
Preparation of composite lamina was done by adapting the simple however reliable hand lay-up technique using a sheet metal mould having the dimension (120 mmx100 mmx6 mm). Chopped bagasse fibers (length varied between 5 and 8 mm) were reinforced with 30% of volume in composite samples. During the process, the inner surface of the mould was sprayed with the mould releasing spray and then chopped bagasse fibers were mixed with resin and hardener in the recommended ratio (10:1) and stirred thoroughly. The mixture was poured into the mould and spread evenly all along and across the mould using a roller. Meanwhile, care was taken to ensure no formation of air bubbles or lumps in the composite being formed. Such a laid composite was allowed to cure under room temperature and atmospheric pressure for 24 hours and then it was carefully released from the mould.
2.4. Characterization techniques
2.4.1. Scanning electron microscopy (SEM)
SEM analysis was employed to study the surface morphologies of untreated and treated fibers and fibre composites with the ZEISS instrument with the magnification of 250X.
2.4.2. X-ray diffraction analysis (XRD)
To analyse the influence of the treatments on the crystallinity of the fibers, XRD analysis was carried out. The sample was scanned with 2θ range between 10° and 60°. The crystallinity index was calculated using the equation,
Where I(002) (2θ between 22° and 23°) is the maximum intensity of the lattice diffraction of crystalline peak and I(am) (2θ between 16° and 17°) is the intensity corresponding to the amorphous peak in the diffractogram.
2.4.3. Thermo gravimetric analysis (TGA)
To analyze the thermal stability of the treated fibers, TGA was performed within the temperature range of 50 °C to 900 °C. Thermal decomposition of the fibers was analyzed through TGA 4000 analyzer filled with Nitrogen purge gas with a constant flow rate of 20 ml/min.
2.4.4. Differential scanning calorimetry (DSC)
The thermal transitions of raw and modified fibers were subjected to DSC analysis. Around 4–5 mg of the sample was subjected to DSC analysis at the heating rate of 10 ° C min−1. The sample was heated to the temperature range of 40–280 °C. The peak temperature of the melting endotherm was the melting temperature Tm.
2.4.5. Tensile test
The tensile test was carried out to determine the basic mechanical properties such as tensile strength, Young’s modulus, and percentage strain. Tests were conducted as per ASTM D3039 standards on a FIE Unitek computerized universal testing machine. The dimensions of the specimens used for the tests were 250 mm×25 mm×3 mm.
3. Results and discussions
The analysis and test results of the sample fibers and fabricated composite specimens carried out using thermal and mechanical characterization are discussed in this section.
3.1. Scanning electron microscopy (SEM) of fibers and composites
The surface morphology of raw and chemically treated bagasse fibers, as well as composites fabricated, was examined by Scanning Electron Microscopy. Figure ) shows the SEM images of the untreated fibers, which shows the presence of a large number of extractives, waxes, lignin, and hemicellulose which provides the fibers a continuous enveloping layer for the cellulosic material. This leads to the poor binding with the hydrophobic polymeric resin, due to the hydrophilic nature of the untreated fibers. Whereas alkali, alkaline KMnO4, and phosphoric acid-treated fibers Figure –d) respectively show the removal of such extractives and waxes (Madhu et al., Citation2019). In the micrographs of chemically treated fibers, cellulose bundles are visible, providing the roughness to the fibers, which can contribute to the increase in interfacial bonding between the fibers and matrix during processing into composites. The KMnO4 and phosphoric acid-treated fibers show better roughness than alkali-treated fibers. This is attributable to higher oxidizing nature of permanganate while phosphoric acid might be helpful in removing lignin due to complexation.
Figure 2. SEM images of (a) Untreated fibers (b) NaOH treated fibers (c) NaOH+ KMnO4 treated fibers (d) NaOH+ Phosphoric acid-treated fibers
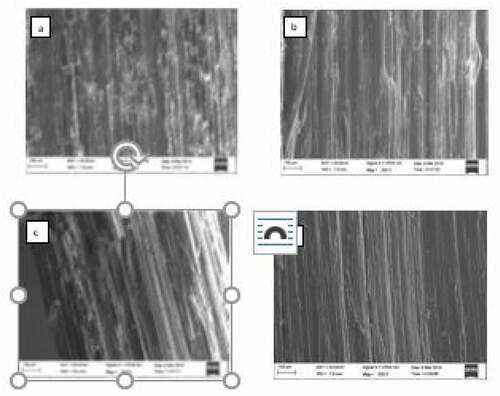
Figure 3. SEM images of (a) KMnO4 treated (b) Phosphoric acid treated bagasse fiber reinforced epoxy composite surfaces
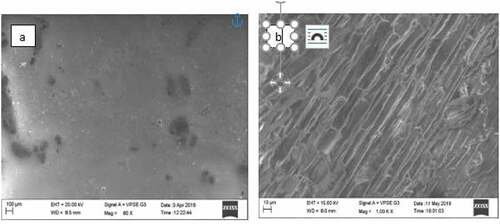
The SEM images of 5% KMnO4 and 5% phosphoric acid treated bagasse fiber reinforced composites are shown in Figure . The surface indicates the uniform distribution of chopped fibers into the epoxy resin matrix, which helps in the good adhesion of the fibers to the resin. From the SEM images, it was observed that there were voids present during the fabrication of composite.
3.2. X-ray diffraction analysis (XRD)
The diffractogram obtained for the untreated and treated fibers is shown in Figure . By considering 2θ value peaks at amorphous (Iam) and crystalline (I002) regions, the crystallinity Index values were calculated and are shown in Table . It is found that CI values are higher for the untreated bagasse fibers compared to chemically modified fibers.
Figure 4. X-ray Diffractograms of untreated and treated sugarcane bagasse fibers
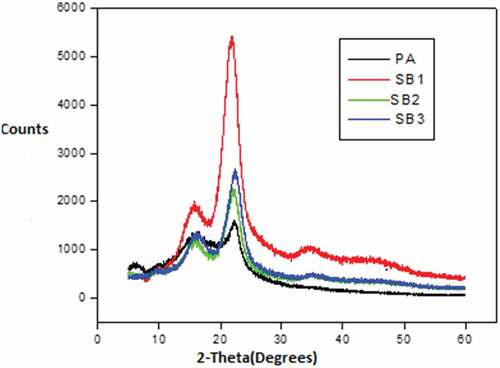
Table 1. Results of XRD analysis
3.3. Thermo gravimetric analysis (TGA) of untreated and treated bagasse fibers
The thermal stability of the fibers (untreated and treated) was determined with the TGA 4000 instrument filled with Nitrogen as a purge gas. Table shows the T20% decomposition temperature at 20% weight loss, Tmax decomposition temperature at the maximum decomposition rate and residual char yield Yc at 600 °C for different specimens.
Table 2. Decomposition temperatures of bagasse fibers
In all the above-mentioned fiber specimens, the following degradation process occurs- water desorption, hemicellulose, cellulose and lignin degradation (Frollini, Bartoluccia, Sisti, & Celli, Citation2013). At around 60–80 °C, the four sets of fibers showed 3–10% of the weight loss which may be attributed to either loss of trapped oxygen or volatile content. Furthermore, the fibers were thermally stable up to 300 °C, due to its negligible weight loss. This temperature is regarded as the maximum processing temperature. At higher temperatures than this, hemicellulose decomposition occurs first and then followed by cellulose degradation. During this process, several reactions such as dehydration, decarboxylation, and decarbonylation may take place (Megiatto, Houareu, Christian, Frollini, & Castellan, Citation2007). It may also involve the breaking of C-H, C-O and C-C bonds. Due to the reticulate structure of lignin, consisting of several aromatic rings, it leads to the requirement of higher temperature (>360 °C) to start its degradation process. Wherein such decomposition reported generating several by-products such as water, methane, carbon monoxide, and carbon dioxide. Of all the treated fibers i.e, 10% NaOH, 5% KMnO4 and 5% phosphoric acid, the thermal stability of the fibers when compared with Tmax and char yield, the better balance was observed for fibers treated with KMnO4 and phosphoric acid (Table ).
3.4. Differential scanning calorimetry
Two endothermic peaks are attained at 88.5 °C and 235 °C indicating the removal of trapped oxygen, moisture and waxes. The KMnO4 treated fibers had a peak at 84 °C and another at 243 °C indicating the removal of trapped oxygen along with the removal of the water molecule. Similar case was observed in the case of phosphoric acid-treated fibres at 84.86 °C and 224.26 °C. Three endothermic peaks at 77.63 °C, 108.88 °C, and 233.78 °C were obtained for NaOH treated fibers.
3.5. Tensile test
Tensile tests were carried out according to ASTM D 3039 standards. The dimensions of the specimens were 250 mm×25 mm×2.5 mm. The specimens were held in the grips and the load was applied until the specimen was broken and the corresponding deflections were recorded. From the test data, tensile strength, strain and young’s modulus were calculated and the obtained values for the specimens tested are shown in Table . The tensile strength of neat epoxy resin is 32 MPa. Whereas the tensile strength of the KMnO4 treated fiber reinforced composite as calculated from the slope of load vs displacement was obtained as 45 MPa. The results show that there is an improvement in both modulus of elasticity and tensile strength of treated fiber reinforced composites when compared to untreated fiber reinforced composites. An increase in strain percentage is seen with treated fiber composites which indicate elongation increases with the addition of treated fibers as reinforcement into the epoxy resin. Conversely, this could be due to an increase in ductility or decrease in brittleness due to the compatibility between the treated fibers and the resin. These results indicate permanganate treatment is effective in improving the adhesion between the fiber and the epoxy matrix. From chemistry perspective, since it is a stronger oxidizing agent, it is reasonable to assume there could be oxidation of alkyl, alcoholic and aldehydic groups present in the fiber surface which might lead for better dissolution of low molecular species during chemical treatment, thereby improving roughness of fiber surface which is responsible for improved mechanical properties (Table ). The values of the tensile strength obtained with treated bagasse short fibre reinforced composites are found to be better than those reported in the recent research work adapting the same fibres as reinforcement (Anidha, Latha, & Muthukkumar, Citation2019).
Table 3. Tensile test results
4. Conclusions
Bagasse raw fibers were chemically treated with sodium hydroxide, alkaline KMnO4, and phosphoric acid. These fibers were subjected to surface analysis using scanning electron microscope which revealed the roughness of the surface improved. Further, alkaline KMnO4 and phosphoric acids were effective in improving the thermal characteristics of fibers and their fabricated composites with epoxy resin. The tensile properties showed improvement for the samples after KMnO4 treatment when compared with that of raw fiber reinforced composites and neat epoxy polymer. Therefore, optimization of processing conditions using KMnO4 could be explored further to understand the change in the bonding characteristics in the fiber and its contribution in composite properties. Further, chemical changes that would occur need to be analyzed by FTIR technique and surface area by BET measurement. Exploring all these properties would be useful for optimizing composite properties and will be reported by us in our future publications. Such composites may find utility in low load-bearing applications where biodegradability is one of the requirement.
Correction
This article has been republished with minor changes. These changes do not impact the academic content of the article.
Additional information
Funding
Notes on contributors
V. Vidyashri
Ms Vidyashri & Ms. Henrita Lewis have completed their Masters in Chemistry during 2019 from Manipal Academy of Higher Education. Dr. Narayanasamy works as Assistant Professor at Department of Mechanical Engineering, Kamaraj College of Engineering and Technology.
Henrita Lewis
Ms Vidyashri & Ms. Henrita Lewis have completed their Masters in Chemistry during 2019 from Manipal Academy of Higher Education. Dr. Narayanasamy works as Assistant Professor at Department of Mechanical Engineering, Kamaraj College of Engineering and Technology.
G T Mahesha
Mahesha G T, is currently serving as Associate Professor in the Department of Aeronautical and Automobile Engineering of Manipal Institute of Technology, Manipal, India. His research interests include natural fiber reinforced polymer composites and related areas.
K. Subrahmanya Bhat
Dr. Bhat works in the Department of Chemistry of the same institute. His research interests are Synthetic Chemistry, and Physics and Chemistry of Materials. He holds Sigma Green Belt certification from General Electric during his employment with the company.
Related Research Data
References
- Acharaya, S. K., & Mishra, P. P. (2009). the influence of fiber treatment on the performance of bagasse fiber-reinforced polymer composite. Journal of Reinforcement Plastic and Composites, 28, 3027–11. doi:10.1177/0731684408094221
- Anidha, S., Latha, N., & Muthukkumar, M. (2019). Reinforcement of Aramid fiber with bagasse epoxy bio-degradable composite: Investigations on mechanical properties and surface morphology. The Journal of Materials Research & Technology, 8(3), 3198–3212. doi:10.1016/j.jmrt.2019.05.008
- Balasundar, P., Narayanasamy, P., Senthil, S., Dhabi, N. A. A., Prithvirajan, R., Shyam Kumar, R., … Subrahmanya Bhat, K. (2019). Physico-chemical study of pistachio (Pistacia vera) nut shell particles as a bio-filler for eco-friendly composites. Materials Research Express, 6(10), 105339. doi:10.1088/2053-1591/ab3b9b
- Caia, X., Riedla, B., & Ait-Kadib, A. (2003). Cellulose fiber/poly(ethylene-co-methacrylic acid) composites with ionic interphase. Composites Part A: Applied Science and Manufacturing, 34, 1075–1084. doi:10.1016/S1359-835X(03)00206-9
- Cao, Y., Shibata, S., & Fukumoto, I. (2006). Mechanical properties of biodegradable composites reinforced with bagasse fibre before and after alkali treatments. Composites Part A: Applied Science and Manufacturing, 37, 423–429. doi:10.1016/j.compositesa.2005.05.045
- Cerqueira, E. F., Baptista, C. A. R. P., & Mulinari, D. R. (2011). Mechanical behaviour of polypropylene reinforced sugarcane bagasse fibers composites. Procedia Engineering, 10, 2046–2051. doi:10.1016/j.proeng.2011.04.339
- De Rosa, I. M., Santulli, C., & Sarasini, F. (2010). Mechanical and thermal characterization of epoxy composites reinforced with random and quasi-unidirectional untreated phormium tenax leaf fibers. Materials & Design, 31, 2397–2405. doi:10.1016/j.matdes.2009.11.059
- Debnath, D. (2009). Mechanical behavior of bagasse fiber epoxy composites at liquid nitrogen temperature. Industrial Crops and Products, 7, 1–35.
- Deepa, B., Pothan, L. A., Mavelil-Sam, R., & Thomas, S. (2011). Structure, properties and recyclability of natural fibre reinforced polymer composites. Recent Developments in Polymer Recycling, 15, 101–120.
- Dittenber, D. B., & GangaRao, H. V. S. (2012). Critical review of recent publications on use of natural composites in infrastructure. Composites Part A: Applied Science and Manufacturing, 43, 1419–1429. doi:10.1016/j.compositesa.2011.11.019
- Frollini, E., Bartoluccia, N., Sisti, L., & Celli, A. (2013). Poly(butylene succinate) reinforced with different lignocellulosic fibers. Industrial Crops and Products, 45, 160–169. doi:10.1016/j.indcrop.2012.12.013
- Gabova, K., Hemming, J., & Fardima, P. (2017). Sugarcane bagasse valorization by fractionation using a water-based hydrotropic process. Industrial Crops & Products, 108, 495–504. doi:10.1016/j.indcrop.2017.06.038
- Gokul, K., Prabhu, T. R., & Rajasekaran, T. (2017). Processing and evaluation of mechanical properties of sugarcane fiber reinforced natural composites. Transactions of the Indian Institute of Metals, 70, 2537–2546. doi:10.1007/s12666-017-1116-8
- Gwona, J. G., Lee, S. Y., Chun, S. J., Doh, G. H., & Kim, J. H. (2010). Effects of chemical treatments of hybrid fillers on the physical and thermal properties of wood plastic composites. Composites Part A: Applied Science and Manufacturing, 41, 1491–1497. doi:10.1016/j.compositesa.2010.06.011
- Hajiha, H., & Sain, M. (2015). The use of sugarcane bagasse fibres as reinforcements in composites. Biofiber Reinforcements in Composite Materials, 27, 525–549.
- Henning, J., Kristensen, J., & Felby, C. (2007). Enzymatic conversion of lignocellulose into fermentable sugars: Challenges and opportunities. Biofuels, Bioproducts and Biorefining, 1, 119–134. doi:10.1002/bbb.4
- Hongzhang, C. (2014). Chemical composition and structure of natural lignocellulose biotechnology of lignocellulose. Theory and Practice, 20, 25–71.
- Huang, Z., Wang, N., Zhang, Y., Huayu, H., & Luo, Y. (2012). Effect of mechanical activation pretreatment on the properties of sugarcane bagasse/poly(vinyl chloride) composites. Composites Part A: Applied Science and Manufacturing, 43, 114–120. doi:10.1016/j.compositesa.2011.09.025
- James, D. J. D., Manoharan, S., Saikrishnan, G., & Arjun, S. (2019). Influence of bagasse/sisal fibre stacking sequence on the mechanical characteristics of hybrid-epoxy composites. Journal of Natural Fibers. doi:10.1080/15440478.2019.1581119
- Kumar, A., & Srivastava, A. (2017). Preparation and mechanical properties of jute fiber reinforced epoxy composites. Industrial Engineering and Management, 6, 1–4. doi:10.4172/2169-0316
- Kumar, S. S., & Hiremath, S. S. (2019). Natural fiber reinforced composites in the context of biodegradability: A Review. Reference Module in Materials Science and Materials Engineering, 1–19. https://doi.org/10.1016/B978-0-12-803581-8.11418-3
- Lu, N., Shubhashini, O., & Ghaempanah Tajabadi, M. (2015). Surface modification of natural fibers for reinforcement in polymeric composites. Surface Modification of Biopolymers, 224–237. https://doi.org/10.1002/9781119044901.ch9
- Madhu, P., Sanjay, M. R., Pradeep, S., Subrahmanya Bhat, K., Yogesha, B., & Siengchin, S. (2019). Characterization of cellulosic fiber from Phoenix pusilla leaves as potential reinforcement for polymeric composites. The Journal of Materials Research & Technology, 8(3), 2597–2604. doi:10.1016/j.jmrt.2019.03.006
- Mahesha, G. T., Satish, S. B., Vijaya, K. M., & Bhat, K. S. (2016). Preparation of unidirectional Grewia Serrulata reinforced polyester composites and evaluation of tensile and flexural properties. Journal of Natural Fibers, 13(5), 547–554. doi:10.1080/15440478.2015.1081575
- Mahesha, G. T., Satish, S. B., Vijaya, K. M., & Bhat, K. S. (2017). Mechanical characterization and water ageing behavior studies of Grewia serrulata bast fiber reinforced thermoset composites. Journal of Natural Fibers, 14(6), 788–800. doi:10.1080/15440478.2017.1279103
- Mahesha, G. T., Subrahmanya, B. K., & Padmaraja, N. H. (2019). Biodegradable natural fiber reinforced polymer matrix composites: Technical updates. AIP Conference Proceedings, 2166, 020001.
- Mantia, F. P. L., & Morreale, M. (2011). Green composite: A brief review. Composites Part A: Applied Science and Manufacturing, 42, 579–588. doi:10.1016/j.compositesa.2011.01.017
- Mathews, J., Skopec, C. E., Mason, P. E., Zuccato, P., Torget, R. W., Sugiyama, J., … Brady, J. W. (2006). Computer simulations studies of microcrystalline cellular Ibeta. Carbohydrate Reaserch, 341, 138–152. doi:10.1016/j.carres.2005.09.028
- Megiatto, J. D., Houareu, W., Christian, G., Frollini, E., & Castellan, A. (2007). Sisal fibers: Surface chemical modification using reagent obtained from a renewable source; characterization of hemicellulose and lignin as model study. Journal of Agricultural and Food Chemistry, 55, 8576–8584. doi:10.1021/jf071682d
- Mittal, V., & Sinha, S. (2014). Effect of chemical treatment on the mechanical and water absorption properties of bagasse fiber-reinforced epoxy composites. Journal of Polymer Engineering, 35, 545–550. doi:10.1515/polyeng-2014-0270
- Mooney, C., Mansfield, D., Touhy., M. G., & Saddler, J. (1998). The effect of initial pore volume and lignin content on the enzymatic hydrolysis of softwoods. Bioresource Technology, 64, 113–119. doi:10.1016/S0960-8524(97)00181-8
- Ochi, S. (2008). Mechanical properties of kenaf fibers and kenaf/PLA composites. Mechanics of Materials, 40, 446–452. doi:10.1016/j.mechmat.2007.10.006
- Omole, J. T., & Dauda, B. (2016). Physical and mechanical properties of chemically treated bagasse fibre for use as filler in unsaturated polyester composite. International Journal of Composite Materials, 6, 48–54.
- Rajasekaran, T., & Gokul, K. (2016). Evaluation of mechanical characteristics of treated and untreated sugarcane fiber composites. Journal of Chemical and Pharmaceutical Sciences, 9, 652–656.
- Ranga, P., Singhal, S., & Singh, I. (2014). A review paper on natural fiber reinforced composite. International Journal of Engineering Research & Technology, 3, 467–469.
- Scarponi, C., & Pizzinelli, S. C. (2009). Interface and mechanical properties of natural fibers reinforced composites: A review. International Journal of Materials and Product Technology, 36, 278–303. doi:10.1504/IJMPT.2009.027837
- Senthamaraikannan, P., Sanjay, M. R., Bhat, K. S., & Padmaraj, N. H. (2019). Characterization of natural cellulosic fiber from bark of Albizia amara. Journal of Natural Fibers, 16(8), 1124–1131. doi:10.1080/15440478.2018.1453432
- Simaoa, J. A., Carmonaa, V. B., Marconcinia, J. M., Mattosoa, L. H. C., Barsberg, S. T., & Sanadi, A. R. (2016). Effect of fiber treatment condition and coupling agent on the mechanical and thermal properties in highly filled composites of sugarcane bagasse Fiber/PP. Materials Research, 19, 746–751. doi:10.1590/1980-5373-MR-2015-0609
- Singh, T., Tejyan, S., Patnaik, A., Singh, V., Zsolds, I., & Fekete, G. (2019). Fabrication of waste bagasse fiber‐reinforced epoxy composites: Study of physical, mechanical, and erosion properties. Polymer Composites, 40, 3777–3786. doi:10.1002/pc.25239
- Souzaa, P. S., Rodrigues, E. F., Prêta, J. M. C., Goulart, S. A. S., & Mulinari, D. R. (2008). Interfacial studies of sisal fiber reinforced high density polyethylene (HDPE) composites. Composites Part A: Applied Science and Manufacturing, 39, 570–579. doi:10.1016/j.compositesa.2007.07.005
- Timung, R., Deshavath, N. N., Goud, V. V., & Dasu, V. V. (2016). Effect of subsequent dilute acid and enzymatic hydrolysis on reducing sugar production from sugarcane bagasse and spent citronella biomass. Journal of Energy, 12, 1–12. doi:10.1155/2016/8506214
- Verma, D., Gope, P. C., Maheshwari, M. K., & Sharma, R. K. (2012). Bagasse fiber composites-A review. Journal of Material Environment Science, 3, 1079–1092.
- Vilay, V., Mariatti, M., Taib, R. M., & Todo, M. (2007). Effect of fiber surface treatment and fiber loading on the properties of bagasse fiber–Reinforced unsaturated polyester composites. Composites Science and Technology, 68, 631–663. doi:10.1016/j.compscitech.2007.10.005
- Wambua, P., Ivens, J., & Verpoest, I. (2003). Natural fibres: Can they replace glass in fibre reinforced plastics? Composoite Science and Technology, 63, 1259–1264. doi:10.1016/S0266-3538(03)00096-4
- Wirawan, R., Sapuan, S. M., Yunus, R., & Abdan, K. (2010). Properties of sugarcane bagasse/poly(vinyl chloride) composites after various treatments. Journal of Composite Material, 45, 1667–1674. doi:10.1177/0021998310385030
- Yashas Gowda, T. G., Sanjay, M. R., Subrahmanya Bhat, K., Madhu, P., Senthamaraikannan, P., & Yogesha, B. (2018). Polymer matrix-natural fiber composites: An overview. Cogent Engineering, 5, Article id: 1446667. 13. https://doi.org/10.1080/23311916.2018.1446667