
Abstract
This paper examines the effect of combined bamboo fibers and limestone powder used as filler material on the fresh, hardened and microstructural properties of self-compacting concrete (SCC). The bamboo fibers of aspect ratio (l/d) of 50 and a maximum length of 50 mm was varied in steps of 0.25%, 0.5%, 0.75% and 1% in the SCC mix. While 10% of limestone powder was added as a filler in each of the SCC mix. The workability of the mix was assessed by slump flow test and V-funnel test, while the mechanical properties were assessed by considering the compressive and split tensile strength test after 7, 14 and 28 curing age. All concrete mixes were carried out by following the European Federation for Specialist Construction Chemicals and Concrete (EFNARC) standard, while the microstructure of selected samples was assessed using the Scanning Electron Microscopy (SEM). Test results indicate that fiber addition influences the fresh properties of SCC. Moreover, it was observed that SCC mix containing with fiber content of 0.75% and 0.5% with the inclusion of 10% limestone powder achieved the highest compressive and split tensile strength values of 28.04 MPa and 3.26 MPa, respectively. The result showed an increment of 17.4% and 32% compare to the control mix. Results of SEM showed an improvement in the morphology of the concrete. Hence, bamboo fiber and limestone powder can be sustainably combined to regulate the flow-ability and improving the strength of the self-compacting concrete for local structural construction.
PUBLIC INTEREST STATEMENT
Over the years, the construction industry is continuously improving on the productivity of concrete in order to deliver a concrete that is safe, economical and more importantly environmentally friendly. Self-compacting concrete (SCC) is regarded as a special concrete because of its ability to fits into any working environment. However, there is a possibility of further improving on the properties and performance of SCC by investigating on other materials that can be used to achieve this target. Furthermore, this is also important because the industry is making efforts to achieve sustainability in the production of concrete. Therefore, this research examines the influence of combining locally sourced fiber referred to as bamboo and limestone powder on the properties and performance of self-compacting concrete.
1. Introduction
Over the years, concrete has been revolutionized and continued to be researched upon for possible accommodation of new alternative materials, thereby giving rise to varieties of bonding and constituent materials for its production (Li, Citation2011). From the era of the Roman Empire, when concrete is produced mainly from lime, volcanic ash and saltwater, to the recent time of concrete produced with the blended Portland cement, fine and coarse aggregates, admixtures and water (Li, Citation2011). Presently, concrete is the most predominantly adopted material for construction due to its ability to be moulded into different shapes and availability of constituent materials. However, a study by Mehta and Monteiro (Citation2006) estimated that modern-day production of concrete consumes a huge amount of non-renewable natural resources, resulting in depletion of natural resources, environmental degradation, greenhouse gases emission and intensive energy consumption. Therefore, with the increasing concern about the deteriorating environment, depletion of natural resources, pollution and the need to embrace sustainability, there is now a growing awareness for more eco-friendly production of concrete. This has necessitated the needs for alternative materials for substituting some of the traditional constituent materials of concrete (Ede, Olofinnade, Ugwu, & Salau, Citation2018; Olofinnade, Ndambuki, Ede, & Booth, Citation2017; Olofinnade, Ndambuki, Ede, & Olukanni, Citation2016; Singh, Mithulraj, & Arya, Citation2019).
Self-compacting concrete (SCC) is a modern concrete technology, developed to overcome the challenges of concreting in congested reinforcement environment without the need for mechanised compaction (Okamura & Ouchi, Citation1999). Furthermore, it was stated that SCC has helped to resolve the issue of concrete durability and also opening the door for mechanized concreting due to its flow-ability and pump-ability. However, according to Okamura and Ouchi (Citation1999) and Zhu and John (Citation2005), that the production of SCC imposes an increasing demand on the binder content in concrete to enhance the desirable fresh state properties. The increase in cement content leads to a notable increment in material cost, thermal stress and shrinkage. Meanwhile, these challenges have now led to the need to provide suitable filler materials to alleviate these adverse effects. Furthermore, the fillers or supplementary cementitious materials can either be pozzolanic or hydraulic. They include materials such as rice husk ash, fly ash, pulverized fuel ash (PFA), silica fume, granulated ground blast furnace slag (GGBS), limestone powder and natural pozzolana (Zhu & John, Citation2005). The use of limestone in concrete has been accepted by some countries such as Sweden and France, where specifications have been standardized, such that, in the production of Portland limestone cement and Portland composite cement or concrete, where limestone can be used up to 35%. A study by Surabhi, Mini, and Syam (Citation2009) mentioned that the addition of limestone powder in self-compacting concrete significantly increases the workability of the mix due to the ability of limestone powder retain water in the fresh mix and also improve the stability and deformability of fresh SCC mix, thereby leading to improved strengths. This improvement can be attributed to the improve particle packing system, better water retention of the fresh mix, and possible chemical reaction involving cement and calcium carbonate (CaCO3) to form carbon-aluminate (C-Al2O3) (Surabhi et al., Citation2009). Some recent studies by Singh and Singh (Citation2018a, Citation2018b, Citation2019), and Singh, Mithulraj, & Arya (Citation2019) have further examined the use of recycled concrete aggregate with the addition of blended cementitious materials like cement binder, coal bottom ash and silica fume material for the production of self-compacting concrete (SCC). The studies investigate the impact of these cementitious materials on the behaviour of the self-compacting concrete in terms of strength and durability and reported results to show an improvement in the mechanical and durability properties of the SCC.
Besides, the use of fibers in concrete dates back to the Egyptian era, where straws and the hair of animals were added as part of the constituent mix for concrete production (Bindu, Citation2016). The use of natural fibers as reinforcing materials has good potentials and their usage until now has been more traditional than technical. However, in recent times, various types of fibers, including the natural fibers are increasingly being researched on to establish a standardized technical application in concrete technology. Research on fiber-reinforced products for various applications became intensive from the 1970s and various types of fibers have been developed with the most popular being steel, glass, polypropylene nylon and polyester fibers (ACI, Citation2002). Moreover, natural fibers sourced from plants such as jute, sisal, and pineapple have been found to be effective in load-bearing composite materials (Chattopadhyay, Khandal, Uppaluri, & Ghoshal, Citation2011). Use of fibers in concrete has been known to give better performance such as higher strength and improved durability (Ede & Agbede, Citation2015; Ede et al., Citation2018). Meanwhile, natural fibers have been shown to improve the mechanical properties of concrete such as flexural and compressive strength (Ede & Ige, Citation2014; Ede et al., Citation2018).
The use of natural fibers promotes the possible harnessing of natural resources and sustainability in the construction industry. Natural fibers are of economic importance for some developing countries, as agricultural by-products have been utilized for the production of textiles, bags, shoe and various composites products for civil use. For the construction industry, various forms of fiber-reinforced polymer composites and natural fibers like bamboo can be used as construction materials (Costa Junior et al., Citation2014; Hossain, Lachemi, Sammour, & Sonebi, Citation2013). Bamboo is found in abundance in Africa, Asia and in most Southern part of America (Awoyera & Ede, Citation2017). Meanwhile, according to Ede, Olofinnade, and Awoyera (Citation2018) that while bamboo is available in abundance quantity in Nigeria, it has not been adequately exploited as constituent material in concrete technology except for propping and scaffolding. A study by Archila, Kaminski, Trujillo, Escamilla, and Harries (Citation2018) cautioned on the use of bamboo as reinforced material in concrete in place of steel; however, Adom-Asamoah, Osei, and Afrifa (Citation2018) in their study suggested the use of bamboo reinforced SCC mix for rural construction. Meanwhile, incorporation of bamboo as fiber in a self-compacting concrete-enhanced mechanical behaviour of the SCC and possibly ensuring the production of environmentally friendly and durable concrete with better crack resistance and reduced maintenance cost (Ede et al., Citation2019). According to Bashir, Gupta, Abubakr, and Abba (Citation2018) that bamboo fiber can be used to enhance the compressive strength of concrete, however, reported a decrease in the flexure as the amount of the fiber content increases. Various studies have been carried out on the use of natural fiber in SCC with supplementary cementitious material such as limestone, fly ash, silica fume, improving its workability using admixtures (Adhavanathan, Citation2017; Amirtharaj, Citation2017). A recent study by Mounir, Mohammed, Zeinab, and Kasem (Citation2014); Oshogbunu (Citation2018) and Ede et al. (Citation2019) mentioned that there are very few studies on the use of combining bamboo fiber and limestone as filler materials in the production of sustainable self-compacting concrete. A study by Dewi, Wijaya, and Christin Remayanti (Citation2017) recommended the use of 40 g of bamboo fiber as the optimum content in a concrete mix for the control of crack and improving the quality of the concrete. However, the study pointed out that increasing the fiber content beyond the optimum content may reduce concrete workability and quality. Consequently, this study focuses on exploring the suitability of combining the locally sourced bamboo fibers and limestone powder as constituent materials for the production of self-compacting concrete for local construction. Moreso, this study intends to examine the impact of limestone powder material primarily added to the SCC mix as a filler material to further improve the engineering properties of the SCC mix. The properties of this novel concrete will be verified by conducting fresh property, hardened properties and microstructural properties tests of the bamboo fiber reinforced self-compacting concrete (BFR-SCC). Furthermore, the influence of bamboo fiber and limestone powder on the BFR-SCC will be assessed.
2. Methodology
2.1. Material selection
The material selection and method used including their various physical and chemical properties are presented. The methods adopted for analysing the fresh, hard and microstructural properties of the samples are also presented. The ordinary Portland cement used in this project is the ordinary Portland cement brand of grade 42.5N in accordance with BS EN 197 (Citation2000). The filler material used in the concrete mixes is a locally sourced limestone, grinded into powder then sieved using the 75 microns sieve size as shown in Figure ). Table depicts the chemical compositions of the limestone powder obtained using the x-ray fluorescence (XRF) equipment. Natural river sand, free of silt or any deleterious materials with particles sizes not exceeding 5.0 mm was adopted as fine aggregate as shown in Figure ). Moreso, crushed, angular, graded washed gravel, having maximum size of 19.0 mm and free of dust and other impurities was used as coarse aggregate (Figure )). Figure depicts the particle size distribution for both the fine and coarse aggregate. Superplasticizer called CONPLAST SP430 was added into the mix.
Figure 1. (a) Limestone powder; (b) Sand material; (c) Coarse aggregate (gravel)
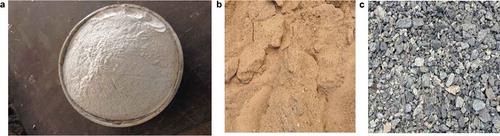
Table 1. Chemical constituents of limestone powder and bamboo fiber
In this study, a water–binder ratio of 0.45 was adopted. Bamboo fibers with varying diameters and a maximum length of 50.0 mm were used for this study. Water absorption test is also carried out. Table shows the physical properties of the materials used in this research which include consistency test and setting time test of the Portland cement, Fineness modulus of fine and coarse aggregates and the specific gravity tests of limestone powder, fine and coarse aggregate. The chemical composition of limestone powders shows that the high calcium oxide content confirms that its limestone and very reach in lime (CaO) which makes it a good filler for cement. While Table also indicates the high silica content present in bamboo fibers.
Figure 2. Sieve analysis test result for fine and coarse aggregate
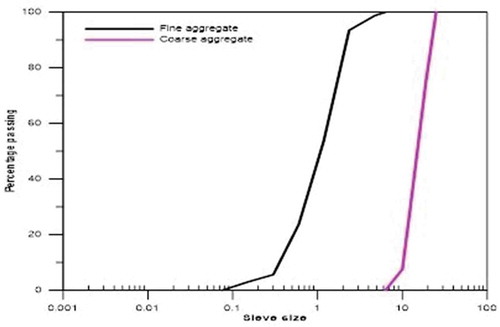
Table 2. Summary of constituent material tests
2.2. Extraction process of bamboo fiber
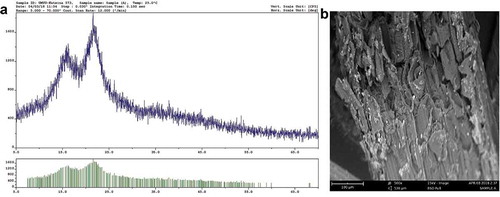
The bamboo sticks were cut into 8 pieces with the back scrapped off and soaked in water for a minimum of 24 h. Then, the soaked bamboo sticks were beaten into strips until they are able to be combed into fibers. These fibers were then soaked in a 2% solution of sodium hydroxide for 24 h as treatment. Moreover, soaking of the fiber material in NaOH is to reduce the water absorption capacity of the bamboo fiber. The extraction and preparation processes of the bamboo fiber are presented in Figures ) and ). The chemical constituents and mineralogical phases of the bamboo fiber obtained using the XRF and x-ray diffraction (XRD) are presented in Table and Figure ). The XRD result shows that no crystalline mineral is present in bamboo fiber. Figure ) depict the surface morphology of the NaOH treated bamboo fiber obtained using the scanning electron microscopy (SEM). The morphology of the fiber structure shows the fiber strand consists of many rough elementary fibers having hexagonal and pentagonal shapes. The bamboo fiber clearly shows a more improved surface roughness as also reported in the study of Costa Junior et al. (Citation2014) that alkali-treated bamboo fiber would have a greater interaction with the binding matrix due to their improved adhesion and exposed surface.
Figure 3. (a) Striped bamboo; (b) Soaking of the stripped bamboo in water
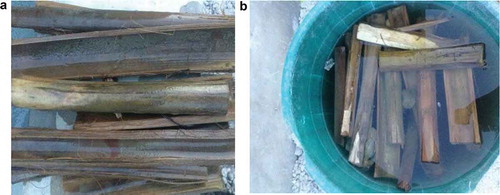
Figure 4. (a) Treatment for bamboo fiber in NaOH solution; (b) Bamboo fiber ready for use
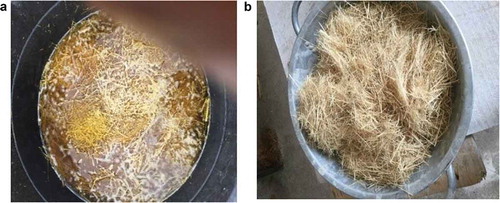
Figure 5. (a) XRD of Bamboo fiber; (b) SEM micrograph of bamboo fiber
2.3. Mix design
For this research, the batching proportioning for the mixes are done by volume in accordance with EFNARC (Citation2005). This consists of the selection of aggregate for optimum passing ability, water/cement ratio and mortar paste ratio. Table contains the six (6) different concrete samples that were analysed, and they include two control samples and four samples with different percentages of bamboo fiber within the range of 0% to 1.0%. Limestone powder replaced 10% the weight of cement for concrete samples 2 to 6, while bamboo fiber replaced corresponding weight of cement, respectively. The mix proportion adopted is contained in Table . Table shows the mix description labels given to each mixes containing the identified materials.
Table 3. Concrete samples analysed
Table 4. Mix proportion
2.4. Preparation of samples, method and curing
The procedure of preparing the concrete mixes consists of mixing cement and sand together. The bamboo fibers are gradually added to the mix while mixing over a period of time depending on the fiber content, while ensuring that no fiber balls are formed. Then, the coarse aggregates were added into the mix and clean potable water (properly mixed with the superplasticizer) was added. After the mixing process, the fresh BFR-SCC was tested for workability. The moulds were cleaned and oiled and then filled with FRSCC concrete without compacting and the top surface is levelled and smoothened with trowel. The test sample is stored in moist air under room temperature for 24 h and after then marked and removed from the mould. The removed cubes and cylinders are cured in a curing tank prior to testing the cubes and cylindrical specimens. A total of 72 cubes and 36 cylinders were adopted for this research. The process of curing was done by submerging the specimen in clear freshwater in a curing tank.
2.5. Test of samples
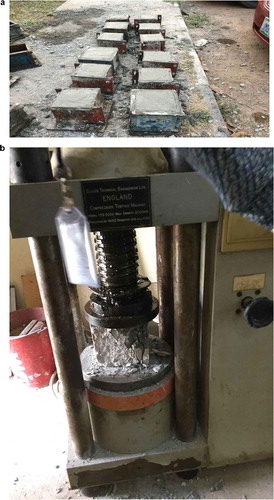
For this study, tests were carried out to determine the fresh properties of the BFR-SCC which include slump test and the V-funnel test. Figure ,b) depicts the measuring procedure adopted for the slump test and V-funnel equipment. For 0%, 0.25%, 0.5% and 0.75% of fiber content, with 10% of limestone powders and fiber length (50 mm) kept constant. Compressive strength (Figure )) and split tensile strength of hardened concrete were conducted after curing in water by immersion for 7 days, 14 days and 28 days in accordance to BS EN 12390-3 (Citation2002) and BS EN 12390-6 (Citation2002) and BS EN 206 (Citation2013) using a using YES-2000 digital display compression machine as shown in Figure )
Figure 6. (a) Slump flow test; (b) V-funnel test

Figure 7. (a) Cube samples; (b) Compressive strength test
2.6. Microstructural test
Selected samples of hardened SCC were analysed for their microstructural properties in order to obtain a more detailed influence of the fiber and limestone powder addition using the Scanning Electron Microscopy (SEM) conducted on the selected concrete samples.
3. Results and discussion
The particles size distribution curves of the coarse aggregate and fine aggregate show that the materials have a good distribution pattern according to ASTM C33 (Citation2003) suitable for production of quality concrete. Moreover, from the obtained results on the specific gravity, it was noted that the coarse and fine aggregates are above the ASTM C127 (Citation2015) recommendation for specific gravity (minimum specified value—2.6). Hence, the quality and strength of materials used in this project are good. The water absorption results show that the coarse and fine aggregates are also above the ASTM C127-15 (Citation2015) recommendation for water absorption (maximum specified value—2.3%).
3.1. Property of fresh SCC—slump test
This test was used to assess the flowability of SCC. It gives some indication of the segregation of the sample but gives no indication on the ability of the concrete to pass through dense reinforcements. The limits recommended by EFNARC (Citation2005) are 550 mm to 800 mm for slump flow and the time should be less than 12 s for T50. Results of flow tests obtained in this study are shown in Table . The results show the SCC mixtures had a slump flow diameter of 490 mm to 690 mm, with SCC2 (containing 10% limestone) having the highest slump flow. All SCC mixtures were within the acceptable limits for SCC design except BFRSCC4 (containing 1% fiber content) which recorded a poor flowing ability due to the presence of high bamboo fibers content in the mix. SCC1, SCC2 and BFRSCC1 had good deformability and are considered as class 1 slump flow while BFRSCC3 (0.75% fiber content) falls under class 2. In addition, it was observed that an increase in fiber content causes a decrease in the filling ability of SCC. The slump flow and the T50 test are closely related as the largest slump flow required the least T500 time and vice versa. There is 25% reduction in slump flow between BFRSCC (0.75% fiber) and plain SCC containing limestone. It was noted also that after the slump flow was carried out, the coarse aggregate was observed to reach the edges of the slump flow and does not remain in the centre, except for BFRSCC4. This could be attributed to the presence of uniform distribution of larger particle sizes of the aggregates across the spread which indicates good viscosity and stability of the mix.
Table 5. Slump test results
3.2. V-funnel test
The V-funnel measure the flow-ability of concrete with a maximum aggregate size of 19.0 mm. The results of this test can be influenced by the properties of the concrete such as volume of aggregate in the mix. The EFNARC (Citation2005) limits for V-funnel is 6 to 12 s.
Figure shows the results on V-funnel tests for all samples. It can be seen from the results that the flow time for the various SCC samples where within 8–18 s. All samples were within the specified limits except for mix samples BFRSCC3 and BFRSCC4 which is an indication that both mixes have poor passing ability. Moreover, it could also be seen that SCC2 containing 10% percent limestone without bamboo fiber required the least time, indicating that the addition of limestone powder improved the workability of the concrete mix. This could be attributed to the filler properties of limestone powder, influencing the cement particles system, changing the ordinary distance between them and modifying the water quantity available for the hydration process. However, the increasing trend in the bamboo fiber content resulted in reduction in flow-ability.
Figure 8. Variation of V-funnel test for all samples tested
3.3. Hardened properties of concrete: compression strength
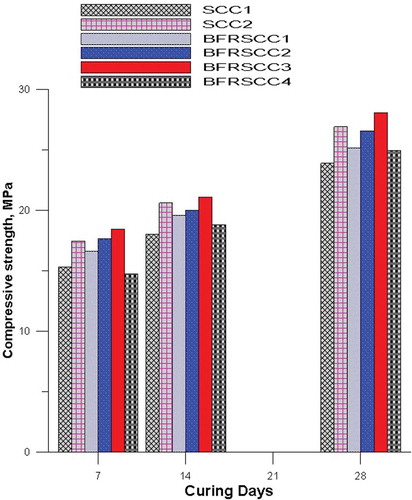
Compressive strength is the ability of concrete to resist compressive loadings without fracture. It is the most important structural property of concrete required in the design of concrete structures. During compression test disintegration (ultimate), failure is evident due to visible cracks. Figure shows the compressive strength development after 7, 14 and 28 days of curing for the different samples containing limestone and bamboo fibers. The figure indicates a progressive increment in the compressive strength with increasing curing age. The initial increase exhibited by concrete sample SCC2 (containing 10% limestone) may be attributed to the filler nature of the limestone powder that filled up the pore spaces in the concrete, making the concrete more dense thereby reducing the number of honeycomb pores present thus improving the strength of the concrete. The highest compressive strength value was obtained by concrete sample BFRSCC3, showing that for this particular mix, bamboo fiber of 0.75% content is optimum for attaining compressive strength at 10% cement replacement with limestone powder. This gave an increase of 17.4% and 4.4% compare to SCC1 and SCC2, respectively. The improvement in the compressive strength of the BFRSCC3 mix may be due to the filler effect of the limestone powder coupled with the surface roughness of the treated bamboo fiber as reported by Dewi et al. (Citation2017) and Bashir et al. (Citation2018). Meanwhile, Costa Junior et al. (Citation2014) also reported that alkali-treated bamboo fiber has improved adhesion with the binding matrix, while the addition of limestone also possibly contribute to improving the strength of the SCC mix compare to the conventional mix. However, at 1.0% fiber content, a reduction in the compressive strength was observed. This can be attributed to the formation of pores in the concrete caused by excessive fiber content which may have affected the aggregate packing and compactness of the matrix. The presence of honeycombs is a fertile ground for the initiation and propagation micro-cracks, leading to premature failure of the sample. But, for samples with less than 0.75% fiber content, the fibers acted as crack arrestors, thereby delaying the propagation of any cracks, and hence, leading to an increase in the ultimate strengths. The observed results were somewhat similar to a related study by Dewi et al. (Citation2017).
Figure 9. Compressive strength development for all tested samples
3.4. Split tensile strength
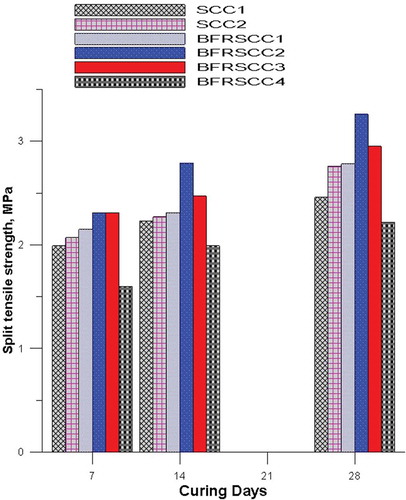
Tensile strength is a significant property of concrete because concrete structures are highly susceptible to tensile stress. Figure depicts the recorded tensile strengths of SCC mix samples containing limestone and bamboo fibers after 7, 14 and 28 days of curing. The figure shows clearly that after 7, 14 and 28 days of curing, SCC concrete mix containing 0.5% fiber content and 10% limestone powder refers to as the BFRSCC2 mix demonstrated an improve tensile strength compare to the other SCC mixes. The percentage increase in the split tensile strength obtained by BFRSCC2 mix is 18.11% compare to BFRSCC1 and 32.5% compare to the control SCC mix (SCC1). Again, the improvement in the tensile strength behaviour of the SCC mix may have been as a result of filler action and improved denseness caused by the addition of limestone powder and treated bamboo fiber. Meanwhile, a decrease in the tensile strength was noted as the fiber content increases beyond 0.5%.
Figure 10. Split tensile strength development for all tested samples
3.5. Microstructural examination
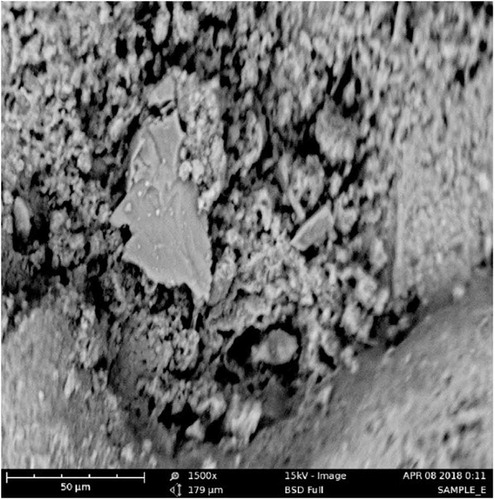
Figure ,b) represents the microstructure of SCC1 and SCC2 samples after 28 days of curing. The SEM image shows the presence of pores on the interface of Figure ) due to the absence of fine particles to fill the pore spacing while, the scanning electron microscope (SEM) micrographs show a dense interfacial structure for Figure ). Comparing Figure ,b), it can be seen that SCC2 exhibited a tight pore structure with well-formed interfaces due to the addition of limestone powder. The SEM images show that the pores and particle size distribution has a significant influence on the strength development of the SCC concrete. Figure shows the SEM image of BFRSCC 4 which contains both limestone and bamboo fiber. The image depicts that the inclusion of bamboo fiber in high percentage content in the mix increases the pores in the mix when compared to SCC2.
Figure 11. (a) SEM micrograph of SCC1 after 28 days of curing; (b) SEM micrograph of SCC2 after 28 days of curing
Figure 12. SEM micrograph of BFRSCC 4 mix after 28 days of curing
4. Conclusion
This research examined the influence of combining bamboo fibers and limestone powder on the fresh, hardened and microstructural properties of self-compacting concrete. The following conclusion can be drawn for this study;
This study demonstrated that the use of limestone powder can be used as filler material to improve the performance of self-compacting concrete. The obtained results indicate that the inclusion of 10% limestone improves the strength of all the SCC mixes.
Addition of bamboo fiber increased the cohesiveness and internal resistance of the fresh SCC mixes.
The use of combined limestone powder and bamboo fiber further improve the compressive and tensile strengths of the BFRSCC mixes as the curing age increases. Hence, implying that bamboo fibers can be used as natural fibers in self-compacting concrete production.
However, the optimum bamboo fiber content of 0.75% and limestone powder of 10% gave a compressive strength of 28.04 MPa and a slump flow of 552 mm which are within the required limit.
Similarly, the split tensile strength value obtained for 0.5% fiber content with 10% limestone powder is 18.11% higher than the strength of SCC2 and 32% higher for SCC1.
Consequently, this study provides a possible use of an eco-friendly and renewable natural bamboo fiber combined with limestone powder in a self-compacting concrete mix. The results clearly show a possible alternative to conventional fibers such as glass, carbon and steel. Meanwhile, it will be necessary to further validate the benefits of using bamboo fibers in concrete through future studies focusing on durability and fire resistance.
Acknowledgements
The authors acknowledge the support of the Covenant University Centre for Research, Innovation and Development (CUCRID).
Additional information
Funding
Notes on contributors
Anthony N. Ede
Anthony Ede is an associate professor of structures and materials at the department of civil engineering, Covenant University, Nigeria. His research interest includes; structural health monitoring and materials characterization.
Oluwarotimi M. Olofinnade
Oluwarotimi Olofinnade is a lecturer at the department of civil engineering, Covenant University, Nigeria. He is currently a visiting researcher at SRM institute, India. His research interest include; sustainable materials, engineering education, green solution to waste management and utilization.
Opeyemi Joshua
Opeyemi Joshua is a lecturer at the department of building technology, Covenant University, Nigeria. His research interest include; built environment and sustainable materials.
David O. Nduka
David Nduka is a lecturer at the department of building technology, Covenant University, Nigeria. He is currently on his Ph.D, and his research interest include; built environment and sustainable materials.
Obatarhie A. Oshogbunu
Obatarhie A. Oshogbunu is a student at the department of civil engineering, Covenant University, Nigeria. His research focus is on sustainable materials.
Related Research Data
References
- ACI Committee 544.1R-96. (2002). ACI technical report on fiber reinforced concrete (FRC). Detriot: American Concrete Institute (ACI).
- Adhavanathan, T. (2017). Studies on properties of coir fibre reinforced. International Journal of Science Technology and Engineering, 4(6), 37–18.
- Adom-Asamoah, M., Osei, J., & Afrifa, R. (2018). Bamboo reinforced self-compacting concrete one-way slabs for sustainable construction in rural areas. Cogent Engineering, 5, 1477464. 10.1080/23311916.2018.1477464. doi:10.1080/23311916.2018.1477464
- Amirtharaj, J. (2017). Effects of coir fiber on self compacting concrete. International Journal for Scientific Research and Development, 5(6), 1373–1374.
- Archila, H., Kaminski, S., Trujillo, D., Escamilla, E. Z., & Harries, K. A. (2018). Bamboo reinforced concrete: A critical review. Materials and Structures, 51, 102. doi:10.1617/s11527-018-1228-6
- ASTM C127-15. (2015). Standard test method for relative density (specific gravity) and absorption of coarse aggregate. West Conshohocken, PA: ASTM International.
- ASTM C33-03. (2003). Standard specification for concrete aggregates. West Conshohocken, PA: ASTM International.
- Awoyera, P. O., & Ede, A. N. (2017). Bamboo versus tubular steel scaffolding in construction: Pros and Cons. In S. Hashmi (Ed.), Reference module in materials science and materials engineering (pp. 1–10). Oxford. ISBN: 978-0-12-803581-8.
- Bashir, A., Gupta, C., Abubakr, M. A., & Abba, S. I. (2018). Analysis of Bamboo fibre reinforced beam. Journal of Steel Structures and Construction, 4, 146. doi:10.4172/2472-0437.1000146
- Bindu, D. N. (2016). Bamboo fiber reinforced concrete - A review. International Journal of Science Technology and Management, 5(6), 189–193.
- BS EN 12390-3. (2002). Testing hardened concrete; part 3: Compressive strength of test specimens. Brussels: European Committee for Standardization.
- BS EN 12390-6. (2002). Testing hardened concrete; part 6: Split tensile strength of test specimens. Brussels: European Committee for Standardization.
- BS EN 197. (2000). Cement, composition, specifications, and conformity criteria for common cements. London: British Standards Institution.
- BS EN 206. (2013). Concrete – Specification, performance, production and conformity. London: British standards Institution.
- Chattopadhyay, S. K., Khandal, R. K., Uppaluri, R., & Ghoshal, A. (2011). Bamboo fiber reinforced polypropylene composites and their mechanical, thermal, and morphological properties. Journal of Applied Polymer Science, 119(3), 1619–1626. doi:10.1002/app.v119:3
- Costa Junior, A. E., Barreto, A. C. H., Rosa, D. S., Maia, F. J. N., Lomonaco, D., & Mazzetto, S. E. (2014). Thermal and mechanical properties of biocomposites based on a cashew nut shell liquid matrix reinforced with Bamboo fibers. Journal of Composites Materials, 1–13. doi:10.1177/0021998314545182
- Dewi, S. M., Wijaya, M. N., & Christin Remayanti, N. (2017). The use of bamboo fiber in reinforced concrete beam to reduce crack. AIP Conference Proceedings, 1887, 020003. doi:10.1063/1.5003486
- Ede, A. N., & Agbede, J. O. (2015). Use of coconut husk fiber for improved compressive and flexural strength of concrete. International Journal of Scientific & Engineering Research, 6(2), 968–974.
- Ede, A. N., & Ige, A. O. (2014). Optimal polypropylene fiber content for improved compressive and flexural strength of concrete. IOSR Journal of Mechanical and Civil Engineering, 11(3), 129–135. doi:10.9790/1684
- Ede, A. N., Olofinnade, O. M., & Awoyera, P. O. (2018). Structural form works and safety challenges: Role of bamboo scaffold on collapse of reinforced concrete buildings in Nigeria. International Journal of Civil Engineering and Technology, 9(9), 1675–1681.
- Ede, A. N., Olofinnade, O. M., Ugwu, E. I., & Salau, A. O. (2018). Potentials of Momordica angustisepala fiber in enhancing strengths of normal Portland cement concrete. Cogent Engineering, 5(1), 1–17. doi:10.1080/23311916.2018.1431353
- Ede, A. N., Oshogbunu, O., Olofinnade, O. M., Jolayemi, K. J., Oyebisi, S. O., Mark, O. G., & Awoyera, P. O. (2019, May 20–25). Effects of bamboo fibers and limestone powder on fresh properties of self-compacting concrete. In Proceedings of 10th Interdependence between structural engineering and construction management, ISEC10, Chicago, USA.
- EFNARC. (2005). Specification and guidelines for self-compacting concrete. Surrey, United Kingdom: European Federation.
- Hossain, A., Lachemi, M., Sammour, M., & Sonebi, M. (2013). Strength and fracture energy characteristics of self-consolidating concrete incorporating polyvinyl alcohol, steel and hybrid fibres. Construction and Building Materials, 45, 20–29. doi:10.1016/j.conbuildmat.2013.03.054
- Li, Z. (2011). Advanced concrete technology. Hobo-ken, NJ: John Wiley & Sons, Inc.
- Mehta, K. P., & Monteiro, P. J. M. (2006). Concrete: Microstructure, properties, and materials. California: McGraw-Hill.
- Mounir, M. K., Mohammed, A. S., Zeinab, A. E., & Kasem, B. M. (2014). Mechanical properties of self-compacted fiber concrete mixes. HBRC Journal, 10(1), 25–34. doi:10.1016/j.hbrcj.2013.05.012
- Okamura, H., & Ouchi, M. (1999). Self-compacting concrete. Development, present use and future. First international RILEM symposium on self-compacting concrete (pp. 3–14). Stockholm, Sweden: Rilem Publications.
- Olofinnade, O. M., Ndambuki, J. M., Ede, A. N., & Booth, C. (2017). Application of waste glass powder as a partial cement substitute towards more sustainable concrete production. International Journal of Engineering Research in Africa, 31, 77–93. doi:10.4028/www.scientific.net/JERA.31
- Olofinnade, O. M., Ndambuki, J. M., Ede, A. N., & Olukanni, D. O. (2016). Effect of substitution of crushed waste glass as partial replacement for natural fine and coarse aggregate in concrete. Materials Science Forum, 866, 58–62. doi:10.4028/www.scientific.net/MSF.866.58
- Oshogbunu, O. A. (2018). Mechanical and microstructural properties of bamboo fiber reinforced self-compacting concrete (Unpublished Thesis). Department of Civil Engineering, Covenant University Ota, Nigeria.
- Singh, N., Mithulraj, M., & Arya, S. (2019). Utilization of coal bottom ash in recycled concrete aggregates based self-compacting concrete blended with metakaolin. Resources, Conservation and Recycling, 144, 240–251. doi:10.1016/j.resconrec.2019.01.044
- Singh, N., & Singh, S. P. (2018a). Carbonation resistance of self-compacting recycled aggregate concretes with silica fume. Journal of Sustainable Cement-Based Materials, 7(4), 214–238. doi:10.1080/21650373.2018.1471425
- Singh, N., & Singh, S. P. (2018b). Validation of carbonation behavior of self- compacting concrete made with recycled aggregates using microstructural and crystallization investigations. European Journal of Environmental and Civil Engineering, 1–24. doi:10.1080/19648189.2018.1500312
- Singh, N., & Singh, S. P. (2019). Improving the carbonation resistance of self-compacting concrete containing recycled concrete aggregates using blended cements. The Indian Concrete Journal, 93(4), 46–60.
- Surabhi, C. S., Mini, S., & Syam, P. (2009). Influence of limestone powder on properties of self-compacting concrete. 10th National conference on technological trends (NCTT09) Kerala, India; (pp. 161–164).
- Zhu, W., & John, C. G. (2005). Use of different limestone and chalk powders in self-compacting concrete. Cement & Concrete Research, 35, 1457–1462. doi:10.1016/j.cemconres.2004.07.001