
Abstract
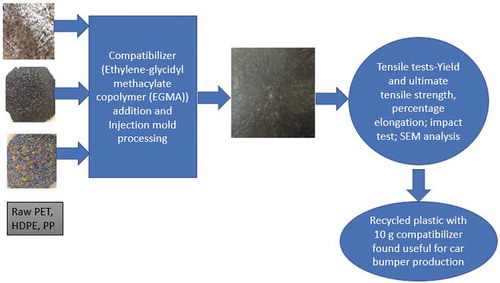
Recycled plastic wastes polyethylene terephthalate (PET), high-density polyethylene (HDPE) and polypropylene (PP) were studied in the presence of Ethylene glycidyl methacrylate (EGMA) copolymer compatibilizer, as raw materials for producing automobile bumper. These plastic wastes were cleaned and dried, then crushed to < 3 mm in size and further dried for 4 h to remove moisture. Crushed samples were weighed in different proportions with varying amount of compatibilizer (5–15 g) and manually mixed. Recycled composite plastic of 150 × 150 × 3 mm in length, width and thickness, respectively, was produced from weighed samples in an injection moulding machine at 150–220oC and pressure of 150 bar. Mechanical tests and morphological observation were carried out on the blend. The mechanical properties were more dependent on EGMA in the blend produced than the variation of the PET, PE and PP. The results showed that the optimum tensile strength (25.48 N/mm2), elongation at break (40.75%), Young’s modulus (1615.96 N/mm2) and impact strength (179 J/m) were obtained when 10 g of EGMA was used with 164: 18:18 g of PET, PEL and PP, respectively. The morphology of the sample examined showed the presence of discrete particles with cracks, cavities and various separations, and they defined the mechanical behaviour of the samples. Compared to some standard materials used to produce car bumper, the recycled blend in this study showed huge potential for its production and thus, the use can help in reducing environmental pollution caused by plastic waste.
PUBLIC INTEREST STATEMENT
Plastic waste recycling has become the focus of many researchers due to numerous environmental wastes. Three different plastics (PET, PE and PP) were combined together using ethylene glycidyl methacrylate (EGMA) compatibilizer in the production of polymer composite that could be useful in the production of automobile bumper. Injection mould processing was used to produce the polymer composite at different mix proportion of the plastics as well as the compatibilizer. The different blends were characterized to determine the mechanical properties and microstructural examination of some of the blends were done. The best blend of the plastic wastes used with 10 g compatibilizer showed good results, which compared well with various materials that could be used for the production of automobile bumper. Therefore, the usage of the recycled plastic wastes will find application in the automobile company for the production of automobile bumper.
1. Introduction
Plastic usage has become major part of our lives, and its daily use have been on a steady increase due to its light weight, durability, resilience etc. However, plastic is a major cause of environmental pollution because of its non-degradable nature when not properly disposed after use (Khan et al., Citation2016). It is estimated that Nigeria generates 32 million tons of solid waste per year. This is one of the highest amounts in Africa. Plastics contributes 2.5 million tons of such environmental pollutions (Obiezu, Citation2019). The hazard caused by these plastic waste materials, majorly polyethylene terephthalate, polyethylene, polypropylene and so on, needs to be controlled and properly managed through effective recycling. More so, most of these plastic wastes if well recycled could serve as virgin materials in automobile industry especially the exterior parts: body panels, wheel covers, bumpers, trims and so on; and interior parts: dashboard, door panels, decorative pieces, seat and associated parts (Adeniyi et al., Citation2016). Furthermore, the properties of these plastics have made them to be commonly used in engineering applications. They have good transparency nature, thermal stability, chemical resistance and excellent barrier properties. Thermoplastic polymers such as polypropylene (PP), polyethylene terephthalate (PET) and so on, are numerously available. However, the mixture of PP and PET have numerous advantages because PP has found applications in common textile and technical utilizations due to the high tensile strength it possesses. The low Young’s modulus value of PP is its major shortcoming in engineering application. The utilization of PET is due to its high resistance and high elastic modulus. Therefore, the properties of PP can be improved by blending it with PET. This blending is economical and very effective for the improvement of the PP properties (Si et al., Citation2008). The PP/PET blends have the capacity to withstand high temperature unlike PP alone. Furthermore, the crystallization of PET might be facilitated through polyolefin which will increase the resistance of the blend to high temperature through heterogeneous nucleation. It is important to state that PET and PP have different nature which makes them thermodynamically not miscible. Hence, blend compatibilization is germane to avoid producing materials with poor mechanical properties (Mantia et al., Citation2017; Papadopoulou & Kalfoglou, Citation2000; Pereira et al., Citation2017). As a result of large amounts of polymers to be recycled, researcher have been attracted to them for development of new materials that meet the needs of advancement in technology (Baştürk et al., Citation2016; Homkhiew et al., Citation2014; Ohijeagbon et al., Citation2020; Turku et al., Citation2017; Work et al., Citation2004). Yong, Qinglin and Quanguo made microfibrillar composites (MFCs) from recycled high-density polyethylene (R-HDPE)/recycled polyethylene terephthalate (R-PET) through reactive extrusion and post-extrusion strand stretching. Compatibility between microfibres and R-HDPE improved and toughness was significantly enhanced with the presence of compatibilizer; ethylene glycidyl methacrylate copolymer (EGMA) (Yong et al., Citation2009). Araujo and Morales studied blends of PP/PET in ratios of 80:20, 50:50, 20:80 in weight prepared from recycled plastic industry for PP and post-consumer bottles for PET with high and low concentrations (20 and 5 phr) of maleic anhydride (SEBS-g-MA) as compatibilizer. It was reported that the compatibilizer used improved miscibility of the blends PP/PET and their properties. A huge possibility of usage in textile fibre applications was shown with the 50:50:20 blend (Araujo & Morales, Citation2018). Liu and Qiu studied the effect of using high density polyethylene (HDPE) and polyolefin elastomer (POE) on toughening polypropylene (PP) blends. The morphological and mechanical properties of the blends were investigated. It was discovered that the toughness of PP improved (Liu & Qiu, Citation2013). Hence, the material was opined to be useful for industrial application. The effect of maleic anhydride-functionalized rubber copolymer compatibilizer on the mechanical and morphology of binary and ternary polypropylene/polyethylene terephthalate blends was investigated by Mantia et al. (Citation2017) In the isotropic state, it was reported that dispersed particle size was small with better adhesion. Hence, significant mechanical properties were obtained. Pereira et al. investigated the influence of poly (ethylene methyl acrylate (EMA)) and cotton linter addition on the properties of recycled poly (ethylene terephthalate) (r-PET) (Pereira et al., Citation2017). The study reported poor interfacial adhesion for the non-compatibilized blend and the composite; with improved mechanical properties due to small average size particle used in the blends. The use of ethylene/methyl acrylate/glycidyl methacrylate terpolymer (EMA-GMA) was said to be effective in the reduction of the particle size of the EMA blends. Tavanaie et al. investigated the influence of using the compatibilizer (polypropylene grafted maleic anhydride (PP-g-MAH)) on the fibres blend of polypropylene (PP) and poly (butylene terephthalate) (PBT), on the composite properties such as mechanical, morphological and rheological properties (Tavanaie et al., Citation2013). The shape of the PBT dispersed phase for the undrawn samples was observed to have transformed into fully fibrillar from fully spherical. This occurred through the PBT dispersed phase content increment. More so, the as-spun PP/PBT fibre samples increased as the PBT dispersed phase content increased based on the elongation at break result. Turku et al. recycled the blends of polypropylene (PP), and polyethylene (PE) obtained from a landfill using an injection mould. The recycled blends were characterized for mechanical properties and the morphological structures. It was observed that the tensile properties of the recycled blends were lower than the control set which were purely PP and PE (Turku et al., Citation2017). Virgin polypropylene, recycled polypropylene and different mixture proportions of both were investigated by Barbosa et al. (Citation2017). The tensile properties of virgin, recycled PPs and their blends were similar. However, the energy absorbed by the virgin PP was higher than the recycled PP. It was concluded that recycled PP could replace virgin PP for applications involving tension stress. During the preparation of PP/PET blends fibres, the phase morphology development was studied in relation to the PET dispersed phase molecular weight in the PP matrix. The result of the influence of PET dispersed phase molecular weight on the morphology as well as on the mechanical properties of PP/PET fibres showed that there was reduction in the tenacity of blend fibres as a result of the PET molecular weight decrease, which invariably increases the elongation (Körmendy et al., Citation2005). The morphology development and linear viscosity of the blends of PP/PET (binary blends) as well as PP/PET/SEBS (SEBS: styrene ethylene butylene styrene) (ternary blends) were studied by Mostofi et al. (Citation2009). Observations from the SEM micrographs showed well-oriented long microfibrils of PP/PET fibres that became shorter. The SEM micrographs, however, showed PP/PET/SEBS ternary blend samples with larger diameter. Fakirov et al. examined the effect of microfibril formation coalescence in cold drawn fibres of PP and PET polymer blends with and without a compatibilizer. The microfibrils of the blends with compatibilizer were very short in length compared to the blends without compatibilizer. It was concluded that the amount of the added compatibilizer was sufficient to coat the PET particles, preventing coalescence (Fakirov et al., Citation2007). Arriving at the best mixing ratios or proportions for these polymers could find applications in the production of automobile bumpers. A bumper system is a set of components in the front and rear of the vehicle in low speed impact energy and for energy dissipation in high speed impact condition besides serving as an aesthetic and aerodynamics purposes (Zhang et al., Citation2009). Bumpers are to absorb impact in minor collision by minimizing and preventing damage on the car body. They are expected to be lightweight materials energy absorbing/shock absorbing with a reinforced beam. Ibraheem et al. studied empty water sachet conversion into composite material for bumper production. In the study, low density polyethylene (empty water sachet) was blended with palm kernel shell and iron fillings. It was reported that automobile bumper and other automobile parts could be produced from the composite material due to its impact strength and low density (Ibraheem et al., Citation2014). In this study, waste plastics were converted to composite materials that can be used to produce automobile bumper. The mechanical properties and microstructural behaviour of plastic composites produced from the blend of polyethylene terephthalate (PET), high-density polyethylene (HDPE) and polypropylene (PP) with Ethylene-glycidyl methacylate copolymer (EGMA) as compatibilizer were investigated.
2. Materials and methods
2.1. Materials
The materials used in this study were post-consumer waste bottles such as plastic bottles made of polyethylene terephalate (PET), high-density polyethylene (PE) and polypropylene (PP). A compatibilizer (Ethylene-glycidyl methacylate copolymer (EGMA)) pellets, product of Sigma-Aldrich of melt index 5 g/10 min at 190°C/2.16 kg with 6.5–9.0 wt%, was supplied by Rovet Scientific Limited, Benin City, Nigeria.
3. Methods
3.1. Material preparation
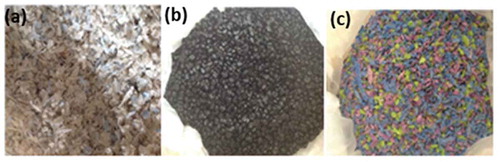
Samples of PET, PE and PP were collected, sorted and cleaned to remove foreign materials such as worms and sand. The plastic samples were sun-dried for 4 h to remove surface moisture. The plastic samples were crushed using a machine fabricated by Ceeplast Company and then placed in a shredder equipped with screen with a 3 mm mesh. Figure displays the crushed samples. The mass of each sample was measured using a digital weighing balance (Model No: S/1000).
Figure 1. Crushed samples (a) PET (b) PE and (c) PP.
3.2. Product weight mix
Recycled composite plastics (RPC) of 200 g was produced using various mixing ratios of plastics (PET, PE and PP). The amount of compatibilizer used was 5, 10 and 15 g for samples A-H. PET was varied from 119 to 182 g while PE and PP were varied between 9 and 40.5 g following the study of Imamura et al. (Citation2014). Table shows the mix ratios for the blend and they have been encoded as samples A to H.
Table 1. Mix ratio of PET, PE and PP
3.3. Injection moulding production process
The crushed plastic samples of < 3 mm were further dried for 4 h under room temperature to remove moisture. The RPC was then mixed manually with the compatibilizer. The mixture was turned into the hopper of an injection moulding machine (Model No: M43-100-2001). The mixture was passed through the barrel of the machine thereby undertaking internal blending process. Recycled plastic composite (RPC) samples for mechanical test and morphological test analysis were produced at a screw barrel temperature of 150 and 220 C at the nozzle while pressure applied was 150 bar. The injection rate was 25 cm3/s, with a holding pressure time of 25 s while the cooling time was 10 s.
3.4. Characterization of RPC
The RPC produced has dimension of 3 mm thickness, 150 mm length and 150 mm width and a pictorial view of it is shown in Figure . The samples were subjected into different mechanical and morphological examinations.
Figure 2. The produced RPC.
3.5. Tensile test
The tensile test was carried out with a Testometric universal testing machine (Model: FS5080). Test sample was placed in between the jaws of the machine and tightened with the jaws (stationary jaw and movable jaw). The samples were prepared according to ASTM D638 standard to the shape of a dumbbell. The gauge length used was 25 mm (ASTM D638, Citation2014). A predetermined rate of stretch is observed at the sample fixed at the jaws. The load cell attached to the movable end measures the load corresponding to the displacement (σ). This process was continued until the specimen breakdown. The test was carried out at 23 ± 2 C using overall length of 120 mm and extension rate of 3 mm/min with a load of 50 kN in five replicates. Average values of the tensile strength, percentage elongation and modulus were then determined.
3.6. Impact test
The polymer blends were subjected high-speed loading and the response resistance was recorded with Avery Denilson Charpy impact machine, pendulum type (ISOD6705 U/33,122, capacity: 150 and 300 Joules at 3.65 m/s speed). The specimen was positioned in the grips and the calibrated pendulum was released from the raised position, which strikes the sample to failure. The sample absorbs some energy from the pendulum and then limits its swing. The energy loss of the pendulum is equivalent to the energy absorbed by the sample. This is deflected on the calibrated scale. Impact strength was determined through the division of the impact energy by the area under the notch according to ASTM D611 standard in five replicates (ASTM D611, Citation2018).
3.7. Microstructural analysis
Scanning Electron Microscope (PRO:X, Phenonm World, Serial No.: MVE01570775) was used to determine the morphology of some of the samples. To avoid electrical discharge while examining the test samples with the microscope, samples were initially sputter-coated with gold and then were studied at different magnification. The SEM micrographs were used to examine the internal structure as well as the fractured surfaces and internal cracks of the composite materials samples.
4. Results and discussion
4.1. Mechanical properties
4.1.1. Tensile strength
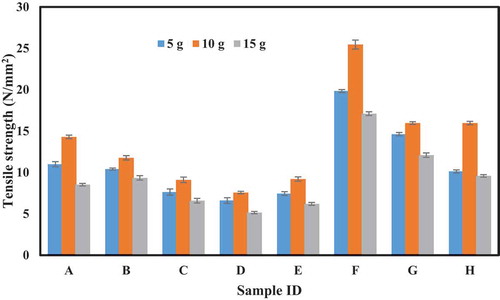
The tensile strengths of the samples with varying amount of compatibilizer are shown in Figure . Polyethylene terephalate (PET), high density polyethylene (PE) and polypropylene (PP) are generally and widely known to be incompatible polymers which have poor properties when blended together (Rajasekaran & Maji, Citation2018). However, with the aid of Ethylene-glycidyl methacylate copolymer (EGMA) as compatibilizer, different blends with varied tensile properties (5.14 to 25.48 N/mm2) were produced in this study. The general observation of the result shows that the variability of PET, PE and PP has little effect on the tensile strengths of the produced blend. This is because there was no distinct pattern in the tensile strength behaviour of the samples as the amount of PET, PE and PP changes. The highest tensile strength (25.48 N/mm2) was obtained from 164:18:18 g of PET, PE and PP, respectively. This corroborates what was reported by Baccouch et al. that the variation in the amount of the different immiscible polymers have little influence on the mechanical properties of their blends even with compatibilizer (Baccouch et al., Citation2016). More so, the effect of the variation in the amount of the compatibilizer used affects the tensile strength of the samples, as shown in Figure . Figure shows there was an increase in the tensile strength of the blend with the addition of 10 g of EGMA, however, it was reduced when 15 g was added. The deterioration in the tensile strength at the addition of 15 g EGMA shows that it was in excess and this may have led to the formation of clusters which in essence weaken the blend (Atagur et al., Citation2020; Do Nascimento et al., Citation2019; Rajasekaran & Maji, Citation2018). The addition of 10 g of EGMA causes better dispersion by reducing the domain size of the dispersion phases of PET, PE and PP, which enhances their compatibility, thus, improving the tensile strength of their blends. From general overview of the results in Figure , sample F showed superior tensile strength when compared to other samples. This could be attributed to proper interaction among the composite materials coupled with the compatibilizing effect of the EGMA. More so, contact area increment amongst the polymers used could be responsible for the kind of tensile strength obtained for each sample. The study of Mantia et al. corroborates that increasing the contact area could be responsible for increase in strength of the fibres (Mantia et al., Citation2017). Some of the results of the tensile strength of the samples in this study fell short of what was reported by Julian to be a minimum ideal value for a car bumper (25 N/mm2). (Julian, Citation2016) However, sample F (25.49 N/mm2) produced using 10 g EGMA surpassed this requirement with others in close ranking. Thus, the used of these polymer materials as composite along with a suitable amount of EGMA as compatibilzer has great potential adoptable for the production of a car bumpers.
Figure 3. Variation of tensile strength based on material composition (a–h) with different amount of compatibilizer (5–15 g).
4.1.2. Elongation at break
Similar to the trend obtained for the tensile strength in Figure , the elongation (%) of the sample were more inclined to the variation in the amount of compatibilizer used than the composition of the plastic blends, as shown in Figure . This kind of trend was also reported by Baccouch et al. while using a similar compatibilizer (EGMA) (Baccouch et al., Citation2016). It was reported that samples produced without compatibilizer had low percentage elongation. The elongation peak values were obtained with sample F for all the three compositions of compatibilizer used. This may be as a result of absence of void or porosity and good interfacial bonding or could be attributed to stronger intermolecular bond, which increase as the compatibilizer introduced increases leading to a better interaction and reaction sites among PET, PE and PP. The incorporation of compatibilizer into the blend has been reporteAqw2d by Jagtap et al. to increase the melt elasticity and strength (Jagtap et al., Citation2019). The use of compatibilizer above 10 g for the blend produced in this study lower the % elongation. This could affect the corresponding improvement of flexibility of recycle composites when incorporated with compatibilizer (Pereira et al., Citation2017). The percentage elongation obtained in this study are far higher than what was reported by Rajasekaran and Maji while recycling plastic wastes with poly (ethylene-co-methacrylic acid) copolymer as compatibilizer and converting them into high-end product (Rajasekaran & Maji, Citation2018). This may be due to the nature of the polymeric materials used in their study. Based on the elongation of the different composites produced in this study, it can be concluded that majority of the samples especially sample F produced with 10 g compatibilizer can absorb large amount of energy by deforming plastically before failure. Thus, the blend produced is a useful candidate as car bumper.
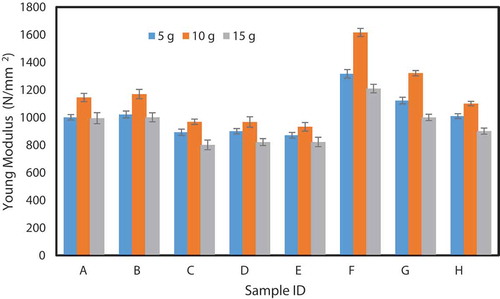
4.1.3. Young’s modulus
The values of Young’s modulus (YM) of the produced samples are presented in Figure . The young modulus of the samples varies from 800.71 to 1615.96 N/mm2 and these are within the range of different materials useful as car bumper as reported by Adesina et al. (Citation2019). The produced blend generally exhibited good resistance property to elastic deformation with the values of Young’s modulus obtained in this study. The results obtained for the YM maintained a similar trend to that of tensile strength and percentage elongation. The YM of the samples was also largely dependent on the quantity of EGMA used rather than the PET, PE and PP proportions. In true essence of the observed results thus far, compatibilizers enhances the various domain of interaction by chemically bonding the different homopolymers during the blending process. Sample F (10 g EGMA) again displayed the best Young’s modulus value in all the blended samples. As previously established, a higher content of EGMA (above 10 g) lowers the mechanical properties of the blends. EGMA of 10 g may be effective due to the reactivity of its epoxy group and the carboxyl-hydroxyl groups present in PET (especially) during the blending process. (Do Nascimento et al., Citation2019)
Figure 4. Variation of elongation at break for the different mixing ratios (a–h) with different amount of compatibilizer (5–15 g).
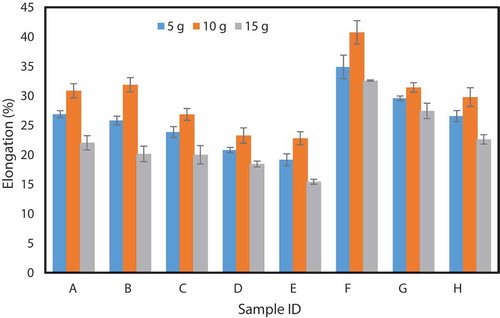
Figure 5. Variation of Young’s modulus of the produced blend (a–h) with different amount of compatibilizer (5–15 g).
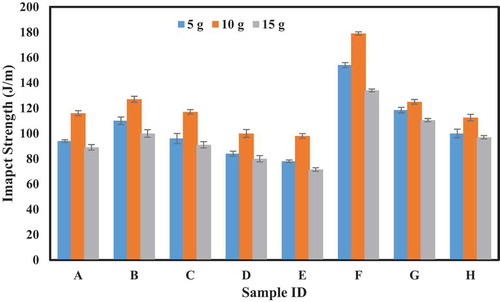
4.1.4. Impact strength
The impact strengths of the produced blend are shown in Figure . One key property of a material suitable to produce a car bumper is the ability to resist sudden applied force or load (Anders, Citation2015). Figure shows that sample F (10 g) has the highest impact strength of 179 J/m while sample E has the least impact strength (71.5 J/m). Most of the results of the impact strength in the present study are higher than the 76.45 J/m that was reported by Do Nascimento et al. for PET blended with EGMA compatibilizer (Atagur et al., Citation2020). The trend of the impact strengths replicates the results of other mechanical properties of the blends (tensile strength, % elongation and Young’s modulus) with sample F being the best (179 J/m). The mechanical energy absorbed in the process of deformation for sample F is higher than other samples and this could be due to bond formation between the hydroxyl end group of PET, PE and PP coupled with the anhydride group of EGMA (Maris et al., Citation2017). Adesina et al. reported some group of natural fibre materials that can be useful for the production of car bumpers (Adesina et al., Citation2019). One of the materials (NF-PP) was reported to have an impact strength of 154 J/m. This corroborate the assertion of the present study that sample F can categorically be useful as a raw material for the development of car bumper.
Figure 6. Impact strength of the produced samples (a–h) with different amount of compatibilizer.
4.1.5. Statistical analysis
The ANOVA results for the Young modulus, impact strength and percentage elongation for the three masses of compatibilizer used in this study is shown in Table . The level of significance (p-value) was set at 0.05. It was observed that there is a significant difference with the value of Young’s Modulus when 10 g of compatibilizer was used. This corroborates the findings in which the addition of 10 g of compatibilizer was said to improve the strengths and YM of the blends. The significant effects of 10 g EGMA used could be linked to the reactiveness of the epoxy group in combination with the carboxyl-hydroxyl groups of the PET. More so, there is a significant difference for the percentage elongation when 5 g and 10 g of compatibilizers were used. This is because the usage of EGMA compatibilizer above 10 g lowers the % elongation. Hence, it can be said that for the product to withstand large amounts of energy before failure plastically, 10 g compatibilizer should not be exceeded. However, there is no significant difference for the impact strength for all the variations of the compatibilizer used since the p-value is greater than the level of significance. This insignificance implies that the compatibilizer will be able to produce a large amount of strength that will withstand or resist sudden loads no matter the amount of compatibilizer used.
Table 2. ANOVA analysis
4.1.6. Morphological analysis of the recycled plastic blend
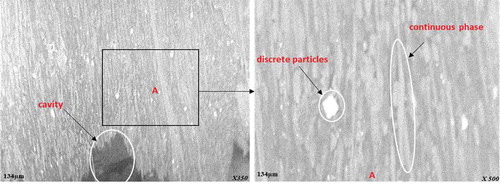
Figure shows that the morphology of the blend was remarkably modified as the mass of the compatibilizer increases. As expected, the polymer melt could not display a smooth surface because crystallization usually results in roughness (Jagtap et al., Citation2019; Rajasekaran & Maji, Citation2018; Rams et al., Citation2012). Adherence of the PET, PE and PP was better in the sample with 10 g EGMA as the amount of white discrete particles were fewer compared to samples with 5 and 15 g of EGMA. There was even an enlarge nature of these discrete dispersed particles in sample with 15 g of EGMA. This may be the reason for its constant lower mechanical properties compared to others. Similar to the report of Do Nascimento et al., the EGMA dispersed phase domain is lower in 10 g samples compared to others (Do Nascimento et al., Citation2019). This could be the rationale behind the mechanical behavioural pattern. The micrographs of fractured sample F produced from varying amount of EGMA look similar to each other, as shown in Figure . Large cracks, various cavities and separation could be observed in the micrographs due to high level of plastic deformation. However, the various cracks and cavities in the sample with 10 g EGMA were not as large as those of 5 and 15 g where clusters could be seen. The influence of tensile load on the best blend (Sample F with 10 g EGMA) was observed under the microscope and presented in Figure . The micrographs consist of cavities, discrete particles and continuous phases. The discrete particles show ellipsoid shape while the cavity noticed could be as a result of the tensile load deformation. Also, the presence of continuous phases might be due to the convergent flow of end of injection head (Maris et al., Citation2017; Rajasekaran & Maji, Citation2018; Rams et al., Citation2012). The inclusion of EGMA into PET, PE and PP blend removed the incompatibility nature and improved their mechanical properties at an optimum amount (10 g), beyond which non-uniformity of the properties could emerge.
Figure 7. Micrograph for the sample F with (a) 5 g of EGMA, (b) 10 g of EGMA and (c) 15 g of EGMA.
Figure 8. Micrograph of the sample after fracture (a) 5 g of EGMA, (b) 10 g of EGMA and (c) 15 g of EGMA.
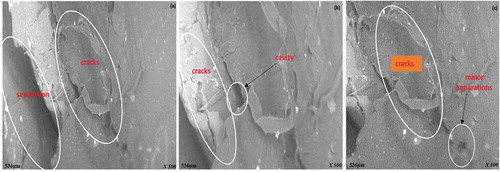
Figure 9. SEM micrograph of the sample F (10 g of EGMA) under tensile load with area view A in higher magnification.
5. Conclusion
The recycling of plastics with compatibilizer as raw materials for the production of automobile bumper has been successfully carried out in this study. The mechanical properties of the blend were dependent on the quantity of compatibilizer (Ethylene-glycidyl methacylate) used than the Polyethylene terephalate, high-density polyethylene and polypropylene mixing ratios. The optimum amount of Ethylene-glycidyl methacylate (compatibilizer) that gave the highest tensile strength (25.48 N/mm2), elongation at break (40.75%), Young’s modulus (1615.96 N/mm2) and impact strength (179 J/m) was 10 g. Discrete particles with cracks, cavities and various separations were present in the microstructure of the best sample F and they defined the mechanical behaviour of the samples. The best blend based on the mechanical properties is the sample produced from 164:18:18 g of Polyethylene terephalate, high-density polyethylene and polypropylene, respectively, compatibilized with 10 g Ethylene-glycidyl methacylate. The results compared well with various materials suggested as raw materials for the production of car bumper. Thus, the blend of Polyethylene terephalate, high-density polyethylene and polypropylene shows high potential application in automobile (car bumper).
Cover Image
Source: Author.
Acknowledgements
The authors appreciate the assistance of the technologists of the Department of Mechanical Engineering, Federal Polytechnic, Offa during the preparation and testing of the samples. The authors also appreciate the management of University of Ilorin, Ilorin and Landmark University, Omu-Aran for providing suitable equipment for the study.
Additional information
Funding
Notes on contributors
A.S. Adekunle
Adekunle A.S. is an associate professor of Mechanical Engineering with interest in heat treatment of metals, recycling of polymer materials and machine design.
A.A. Adeleke
Adeleke A.A. is a faculty member in the Department of Mechanical Engineering, Landmark University, Nigeria. His research interests include material development, biomass and biofuel studies, composite materials and corrosion studies.
C.V. Sam Obu
Sam Obu C.V. is a lecturer at Federal Polytechnic, Offa, Nigeria. His research interest is on the recycling of different plastic wastes for the production of different products.
P.P. Ikubanni
Ikubanni P.P. is a faculty member in the Department of Mechanical Engineering, Landmark University, Nigeria. His research interests include machine and material development, composite materials and corrosion studies.
S.E. Ibitoye
Ibitoye S.E. is a Ph.D. candidate and also a lecturer in the Department of Mechanical Engineering, University of Ilorin. He has keen interest in renewable materials for usage in different industries.
T.M. Azeez
Azeez, T.M. is a lecturer in the Department of Mechanical and Mechatronics Engineering, Afe-Babalola University, Nigeria. His research interest revolves around mechanical and materials engineering.
References
- Adeniyi, A., Agboola, O., Sadiku, E., Durowoju, M. O., Olubambi, P. A., Babul Redy, A., Ibrahim, I. D., & Kupolati, W. K. (2016). Thermoplastic thermoset nanostructured polymer blends and nanocomposites systems. In Thomas, S., Shanks, R., & Chandrasekharakurup, S. (Eds.), Design and applications of nanostructured polymer blends and nanocomposite systems (pp. 15-38). Elsevier Inc.
- Adesina, O. T., Jamiru, T., Sadiku, E. R., Ogunbiyi, O. F., & Beneke, L. W. (2019). Mechanical evaluation of hybrid natural fibre – Reinforced polymeric composites for automotive bumper beam: A review. International Journal of Advanced Manufacturing Technology, 2019(103), 1781–14. https://doi.org/10.1007/s00170-019-03638-w
- Anders, C. (2015). Model system study of recycled polyethylene terephthalate and polypropylene blends Diploma Work. Chalmers University of Technology.
- Araujo, L. M., & Morales, A. R. (2018). Compatibilization of recycled polypropylene and recycled poly (ethylene terephthalate) blends with SEBS-g-MA. Polímeros, 28(1), 84–91. https://doi.org/10.1590/0104-1428.03016
- ASTM D611. (2018). Standard test method for determining the charpy impact resistance of noted specimens of plastics.
- ASTM D638. (2014). Standard Test method for tensile properties of plastics.
- Atagur, M., Seki, Y., Pasaoglu, Y., Sever, K., Seki, Y., Sarikanat, M., & Altay, L. (2020). Mechanical and thermal properties of Carpinas betulus fiber filled polypropylene composites. Polymer Composites, 41(5), 1925–1935. https://doi.org/10.1002/pc.25508
- Baccouch, Z., Mbarek, S., & Jaziri, M. (2016). Experimental investigation of the effects of a compatibilizing agent on the properties of a recycled poly (ethylene terephthalate)/polypropylene blend. Polymer Bulletin, 74(3), 839–856. https://doi.org/10.1007/s00289-016-1748-6
- Barbosa, L. G., Piaia, M., & Ceni, G. H. (2017). Analysis of impact and tensile properties of recycled polypropylene. International Journal of Mechanical Engineering, 7(6), 117–120. doi:10.5923/j.ijme.20170706.03
- Baştürk, E., Madakbaş, S., Karadoğan, B., & Vezir Kahraman, M. (2016). Preparation and thermal properties of polyethylene terephthalate/huntite-hydromagnesite composites. Polymer Composites, 37(11), 3275–3279. https://doi.org/10.1002/pc.23526
- Do Nascimento, W. A., Agrawal, P., & de Mélo, T. J. A. (2019). Effect of copolymers containing glycidyl methacrylate functional groups on the rheological, mechanical, and morphological properties of poly(ethylene terephthalate). Polymer Engineering & Science, 59(4), 683–693. https://doi.org/10.1002/pen.24982
- Fakirov, S., Bhattacharyya, D., Lin, R. J. T., Fuchs, C., & Friedrich, K. (2007). Contribution of coalescence to microfibril formation in polymer blends during cold drawing. Journal of Macromolecular Science, Part B, 46(1), 183–194. https://doi.org/10.1080/00222340601044375
- Homkhiew, C., Ratanawilai, T., & Thonruang, W. (2014). Effects of natural weathering on the properties of recycled polypropylene composites reinforced with rubberwood flour. Industrial Crops and Products, 56(5), 52–59. https://doi.org/10.1016/j.indcrop.2014.02.034
- Ibraheem, A., Muhammed, D., David, O., & Abdulmumin, A. (2014). Study of empty water sachet conversion into composite material for automobile application. World Journal of Engineering, 11(3), 199–208. https://doi.org/10.1260/1708-5284.11.3.199
- Imamura, N., Sakamoto, H., Higuchi, Y., Yamamoto, H., Kawasaki, S., Yamada, K., Nishimura, H., & Nishino, T. (2014). Effectiveness of compatibilizer on mechanical properties of recycled PET blends with PE, PP, and PS. Materials Sciences and Applications, 5(8), 548–555. DOI: 10.4236/msa.2014.58057
- Jagtap, R. N., Wadgaonkar, K. K., & Mehta, L. B. (2019). Influence of ethylene-methacrylic acid copolymer on thermo-mechanical, morphological and rheological properties of recycled PET/SEBS blend. Fibers and Polymers, 20(7), 1323–1332. https://doi.org/10.1007/s12221-019-8318-0
- Julian. (2016). The use of natural fibre composite for bumper materials. European Journal of Mechanical Engineering Research, 3(3), 18–26. http://www.eajournals.org/wp-content/uploads/The-Use-of-Natural-Fiber-Composites-for-Bumper-Materials.pdf
- Khan, D., Kumar, A., & Smadders, S. (2016). Impact of socioeconomic statis on municipal solid waste generation rate. Waste Management, 49(3), 15–25. https://doi.org/10.1016/j.wasman.2016.01.019
- Körmendy, E., Marcincin, A., Hricová, M., & Kovacic, V. (2005). Phase morphology of polypropylene-polyethylene terephthalate blend fibers. Textiles in Eastern Europe, 13, 20–23. https://dspace.tul.cz/handle/15240/16416
- Liu, G. Y., & Qiu, G. X. (2013). Study on the mechanical and morphological properties of toughened polypropylene blends for automobile bumpers. Polymer Bulletin, 70(3), 849–857. https://doi.org/10.1007/s00289-012-0880-1
- Mantia, F. P. L., Ceraulo, M., Giacchi, G., Mistretta, M. C., & Botta, L. (2017). Effect of compatibilizer on the morphology and properties of polypropylene/polyethylene terephtalate spun fibres. Polymers, 9(12), 47. https://doi.org/10.3390/polym9020047
- Maris, J., Bourdon, S., Brossard, J. M., Laurent, C., Laurent, F., & Veronique, M. (2017). Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polymer Degradation and Stability, 147(1), 245–266. https://doi.org/10.1016/j.polymdegradstab.2017.11.001
- Mostofi, N., Nazockdast, H., & Mohammadigoushki, H. (2009). Study on morphology and viscoelastic properties of PP/PET/SEBS ternary blend and their fibers. Journal of Polymer Science, 114(6), 3737–3743. https://doi.org/10.1002/app.30612
- Obiezu, T. (2019). Nigerian recyclers reduce plastic waste by exchanging trash for cash. Retrieved March 3, 2020, from https://www.voanews.com/africa/nigerian-recyclers-reduce-plastic-waste-exchanging-trash-cash
- Ohijeagbon, I. O., Adeleke, A. A., Mustapha, V. T., Olorunmaiye, J. A., Okokpujie, I. P., & Ikubanni, P. P. (2020). Development and characterization of wood-polypropylene plastic-cement composite board. Case Studies in Construction Materials, 13, e00365. (in press). https://doi.org/10.1016/j.cscm.2020.e00365
- Papadopoulou, C. P., & Kalfoglou, N. K. (2000). Comparison of compatibilizer effectiveness for PET/PP blends: Their mechanical, thermal and morphology characterization. Polymer, 41(7), 2543–2555. https://doi.org/10.1016/S0032-3861(99)00442-5
- Pereira, L. M., Corrêa, A. C., Filhoc, M. M. S., Rosa, M. D. F., & Ito, E. N. (2017). Rheological, morphological and mechanical characterization of recycled poly (ethylene terephthalate) blends and composites. Materials Research, 20(3), 791–800. https://doi.org/10.1590/1980-5373-mr-2016-0870
- Rajasekaran, D., & Maji, P. K. (2018). Recycling of plastic wastes with poly (ethylene-co-methacrylic acid) copolymer as compatibilizer and their conversion into high-end product. Waste Management, 74(4), 135–143. https://doi.org/10.1016/j.wasman.2018.01.018
- Rams, J., Lopez, A. J., Sanchez, M., Urena, A., Leal, V., Sanchez-Mariscal, B., & Lafuente, P. (2012). Application of atomic force microscopy to the study of blown polyethylene films. Polymer Testing, 31(1), 136–148. https://doi.org/10.1016/j.polymertesting.2011.09.010
- Si, X., Guo, L., Wang, Y., & Lau, K. T. (2008). Preparation and study of polypropylene/polyethylene terephthalate composite fibers. Composites Science and Technology, 63(14), 2943–2947. https://doi.org/10.1016/j.compscitech.2007.11.008
- Tavanaie, M. A., Shoushtari, A. M., Goharpey, F., & Mojtahedi, M. R. (2013). Matrix-fibril morphology development of polypropylene/poly(butylenesterephthalate) blend fibers at different zones of melt spinning process and its relation to mechanical properties. Fibers and Polymers, 14(3), 396–404. https://doi.org/10.1007/s12221-013-0396-9
- Turku, I., Karki, T., Rinne, K., & Puurtinen, A. (2017). Characterization of plastic blends made from mixed plastics waste of different sources. Waste Management & Research, 35(2), 200–206. https://doi.org/10.1177/0734242X16678066
- Work, W., Horie, K., Hess, M., & Stepto, R. F. T. (2004). Definitions of terms related to polymer blends, composites and multiphase polymeric materials (IUPAC recommendations 2004). Pure and Applied Chemistry, 76(11), 1985–2007. https://doi.org/10.1351/pac200476111985
- Yong, L., Qinglin, W., & Quanguo, Z. (2009). Morphology and properties of microfibrilla composites based on recycled poly (ethylene terephthalate) and high density polyethylene. Composites: Part A, 40(6–7), 904–912. https://doi.org/10.1016/j.compositesa.2009.04.017
- Zhang, Z., Liu, S., & Tang, Z. (2009). Design optimization of cross-sectional configuration of rib- reinforced thin-walled beam. Thin-Walled Structures, 47(8–9), 868–878. https://doi.org/10.1016/j.tws.2009.02.009