
Abstract
Policy makers in India have realized the importance of facility for pedestrians and non- motorized vehicles in an urban infrastructure setup. This has resulted in increased utilization of construction materials like Portland cement and crushed stone, which are not environmentally friendly and sustainable. The current study presents the development of paver blocks for pedestrian facility using different wastes. Geopolymer concrete was synthesized by fly ash and recycled asphalt pavement aggregates for making of paver blocks. Paver blocks were produced in laboratory with recycled asphalt pavement aggregate replacement levels of 0%, 20%, 40%, 60% and 80% by weight of virgin coarse and fine aggregates. The developed paver blocks were tested for dimensions and tolerances, water absorption, compressive strength and abrasion resistance as per IS15658:2006 standard. The results of the laboratory study show that recycled asphalt pavement aggregates can be introduced into geopolymer matrix to produce paver blocks of desirable quality. Furthermore, its use in pedestrian facilities provides a new avenue for managing the excessive waste, which otherwise goes in landfills, incurring loss to the paving industry. Therefore, the proposed method can help decision makers to effectively utilize recycled asphalt pavement in paving industry with environment-friendly approach.
PUBLIC INTEREST STATEMENT
Recycled asphalt pavement (RAP) aggregates are generated when existing asphalt pavement is removed/milled for reconstruction purpose. Even though major portion of RAP aggregates are recycled, there is still a large volume that is wasted or downgraded in landfills. Therefore, there is need to find new ways to manage unused RAP aggregates. In India, the government has taken a serious initiative to develop safe and sustainable infrastructure with a focus on mobility of pedestrians and non-motorized vehicles. This has increased the demand for construction materials like paver blocks in urban regions. Therefore, this study was undertaken to develop environment-friendly materials to address the needs of the present time by reducing dependence on conventional materials like Portland cement and natural aggregates. Geopolymer concrete paver blocks inclusive of RAP aggregates have been developed and studied according to IS 15,658:2006 standard.
1. Introduction
Development of cleaner technologies with waste minimization can benefit everyone. For a country like India which is extensively focusing on the infrastructure development to improve mobility of its people and goods, the Government has realized the significance of better facilities for pedestrians and non-motorised vehicles. Further, urban areas that support and facilitate walking, improve community health, vitality, and safety. It will improve the use of public transit, reduce car dependence, increase pedestrians, and promote cleaner air and green public space (Lightman et al., Citation2012). The comprehensive mobility plan toolkit as one of its objectives (Ministry of Urban Development, Citation2014), clearly states to optimize the “mobility pattern of people and goods” rather than vehicles. It also focuses on improving facilities for pedestrians and a low-carbon mobility scenario for the city. In conjunction, the comprehensive mobility plan scenario has increased the demand for construction materials like paver blocks in urban and semi-urban regions of India. The current practice utilizes Portland cement and natural aggregates for manufacturing of paver blocks, which is not a sustainable practice. This is because production of 1 ton of Portland cement releases approximately 1 ton of CO2 in the atmosphere (Davidovits, Citation1994), and complete dependence on quarries for crushed aggregates pose various challenges. Therefore, use of different wastes with non-conventional methods in production of paver blocks can be a favorable alternative.
Geopolymer, a novel binder, was initially studied by Davidovits (Citation1982), and historically started as alkali-activated cements. If we look at some of the initial developments in chronological order it can be summarized as presented in Table (C. Shi et al., Citation2006). The process of geopolymerisation involves alkaline activation of materials rich in silica and alumina and therefore giving a three-dimensional silico-aluminate structure by polycondensation. In past several studies led towards better understanding of the behaviour of geopolymers and its application in civil engineering (Chindaprasirt et al., Citation2007; Diaz et al., Citation2010; Fernandez- Jiménez & Palomo, Citation2003; McLellan et al., Citation2011; Olivia & Nikraz, Citation2012; Palomo et al., Citation1999; Park et al., Citation2016).
Table 1. Historical developments of alkali-activated cements
Palomo et al. (Citation1999) studied alkali-activated fly ashes. Low calcium fly ash (CaO < 5%) was used. Mathematical models were developed to understand the mechanical behaviour of the material. Based on the statistical analysis it was concluded that some of the significant factors affecting strength are temperature during curing, activator type and duration of curing. Fernandez- Jiménez and Palomo (Citation2003) performed a study on characterisation of fly ash and their potential as alkaline cements. Five types of fly ash with different coal origins were used. Most with low-calcium (CaO < 10%) and combined (Si + Al) ranging from 68 to 80%. It was found that most low-calcium fly ash are susceptible of being alkali-activated, providing good cementitious properties. Accordingly, important points to be considered during the selection of fly-ash for alkali-activation were; i) percentage of LOI lower than 5%, ii) iron oxide content within 10%, iii) low CaO content, iv) presence of reactive silica between 40 and 50%, v) finer fly ash particles with size lower than 45 µm in the range of 80–90%. Diaz et al. (Citation2010) conducted a study on suitability of fly ash in geopolymers. Five different types of fly ash, i.e. two with low calcium (CaO < 5%) and three with high calcium (CaO > 5%) was used. Results showed that analytical CaO content had effect on the mechanical strength and setting time of hardened geopolymer paste. The strength and setting time ranged between 56 and 80 MPa, and 1.5 to 25 minu, respectively, for high calcium fly ash geopolymer paste. While it was between 40 and 47 MPa, and 180 to 300 min for low calcium fly ash geopolymer paste. Chindaprasirt et al. (Citation2007) studied the workability and strength of coarse high calcium fly ash i.e. CaO = 16.6% and combined SiO2 + Al2O3 + Fe2O3 = 74.8%. Geopolymer mortar was made from coarse lignite high calcium fly ash with sodium hydroxide and sodium silicate when subjected to heat. Study showed that workable geopolymer mix with high strength was possible when optimum sodium silicate to sodium hydroxide ratio was in range of 0.67–1.0, and when there was rest period before subjecting the sample to heat in an oven at 75ºC for a duration of not less than 2 days. Interestingly, both low calcium and high calcium fly ash geopolymer pastes provide adequate strength for civil engineering applications. From the studies presented it is clear that fly ash is an excellent material to produce geopolymer concrete.
There are advantages of geopolymer binders in construction industry. For instance, McLellan et al. (Citation2011) showed the potential of geopolymers to reduce climate change impacts due to cement production, which can be estimated to 44–64% improvement in greenhouse gas emissions over Portland cement. In case of precast concrete products and applications, geopolymer concrete has shown satisfactory and promising results (Aldred & Day, Citation2012; Shrestha, Citation2013). Shrestha (Citation2013) performed structural pipe tests according to ASTM C497 for precast geopolymer concrete pipe. The authors found that geopolymer concrete pipe showed hairline and lower cracks than conventional reinforced concrete pipes. Aldred and Day (Citation2012) presented some practical applications of geopolymer concrete in Australia. It showed (i) installation of prefabricated bridge with grade 40 geopolymer concrete, (ii) construction of boat ramps with both precast and in-situ geopolymer concrete, (iii) water tank construction using grade 32 geopolymer concrete with 10 mm maximum aggregate, (iv) construction of precast retaining walls using 40 MPa geopolymer concrete, (v) geopolymer concrete with grade 25 and 40 for pavement applications, (vi) geopolymer concrete for footpath application by local councils. It was concluded that the advantages of geopolymer concrete include lower shrinkage and heat of hydration with improved tensile strength, providing it a technical advantage over the traditional concrete.
Studies on utilization of waste in paver blocks indicate that there have been a good number of attempts in recent past. To name a few are; recycled CRT funnel glass (Ling & Poon, Citation2014), coal waste (Santos et al., Citation2013), fly ash (Uygunoglu et al., Citation2012), recycled waste tyres (Ling, Citation2012), waste marble (Gencel et al., Citation2012), recycled demolition aggregate (Soutsos et al., Citation2011), ceramic tile production waste (Wattanasiriwech et al., Citation2009), low grade-recycled aggregates (Poon et al., Citation2009), recycled concrete aggregate and crushed clay brick (Poon & Chan, Citation2006). It is therefore clear that industrial waste utilization in manufacturing paver blocks is technically and economically a very attractive proposition.
RAP is generated due to milling or digging of existing bituminous road surface. It contains aged asphalt and aggregate. If processed appropriately it can be useful for construction industry. Unfortunately, in India large volume of this material still remains unused, occupying the valuable space due to landfilling operation (Singh et al., Citation2018).
The long-term approach to reduce the negative effects of construction materials on environment is by reducing its rate of consumption (Mehta, Citation2002). However, it is difficult for developing countries to reduce the rate of consumption due to fast pace infrastructural developments. Therefore, short-term efforts can be made by practicing industrial ecology. This practice involves recycling waste of one industry as a raw material substitute for another. This study proposes a new avenue to practice industrial ecology and presents manufacturing of environmentally friendly paver blocks by using fly ash and RAP aggregates.
2. Significance of research
The use of waste materials with non-conventional methods can reduce the burden on existing resources and the environment. In case of paver block production, use of various wastes with geopolymerisation method can be adopted easily, which can result in preservation of quality resources. This will further result in savings and sustainable practice. Several studies in the past have been carried to study the properties of cement concrete with RAP aggregates (Brand & Roesler, Citation2015; Al-Mufti & Fried, Citation2017; Berry et al., Citation2015; Hossiney et al., Citation2010; Singh et al., Citation2017; Su et al., Citation2014). Its advantages in paving applications have also been documented (Tia et al., Citation2012). These advantages can be in terms of improving the quality and performance of the facility (Tompkins et al., Citation2009), as well as reduce the negative impact on the environment (X. Shi et al., Citation2018). However, till date, there have been no attempts on using RAP aggregates in paver-blocks with geopolymerisation method. This study demonstrates the possibility of utilizing RAP aggregate in geopolymer paver blocks, which can benefit in preserving natural resources as well as reduce the green-house gas emissions.
3. Materials and methods
3.1. Materials
Fly ash was obtained from Raichur thermal power station, which is a coal-fired electric power station located in the Raichur district of the state of Karnataka, India. Analytical grade NaOH pellets with 99% purity, and Na2SiO3 solution with Na2O = 14.70%, SiO2 = 29.40%, and H2O = 55.90% was used as alkaline activators. RAP aggregates were acquired by milling operation and separated in coarse and fine fraction using the 4.75 mm (No.4) sieve. Very fine particles i.e. passing 75 µm (No. 200) sieve was discarded by sieving operation. Virgin coarse and fine aggregates were obtained from a local quarry. Distilled water was used for all the mixtures to eliminate the presence of minerals and salts in the composites. Superplasticizer used for all the mixtures was sulphonated napthalene formadehyde. Figure shows alkaline solution and RAP aggregates used for making of geopolymer paver blocks.
Figure 1. Alkaline solution and RAP aggregates for production of paver blocks.

3.2. Mix proportions
Geopolymer concrete mix design was based on the findings of Hardjito and Rangan (Citation2005). As per the authors some important parameters are ratio of alkaline liquid-to-fly ash by mass, concentration of NaOH solution, ratio of Na2SiO3 to NaOH by mass, curing method, curing temperature, curing time, rest period which is the time taken between specimen casting and commencement of curing, molar ratios i.e. Na2O/SiO2, SiO2/Al2O3, H2O/Na2O. The goal of this study was to develop RAP-fly ash geopolymer paver blocks and understand the feasibility of RAP as replacement for natural aggregates. The details of selected mix design parameters are presented in Table . RAP-fly ash geopolymer concrete blocks were prepared with RAP replacement levels of 0%, 20%, 40%, 60% and 80% by weight of virgin coarse and fine aggregates. It was hypothesized that the presence of RAP aggregates in geopolymer concrete will reduce strength drastically, since it is true in case of RAP in Portland cement mixes (Guo et al., Citation2018). Therefore, total water to solids ratio by weight was kept low for all the mixes to achieve better strength properties. Tables and present the details of the mix specifications and proportions, respectively. As seen in Table , all the design parameters remain constant except for the RAP content, which varies according to the specified replacement levels.
Table 2. Mix design parameters selected for RAP-fly ash geopolymer concrete
Table 3. Mix specifications for RAP-fly ash geopolymer concrete
Table 4. Details of mix proportions for RAP-fly ash geopolymer concrete
3.3. Production of paver blocks
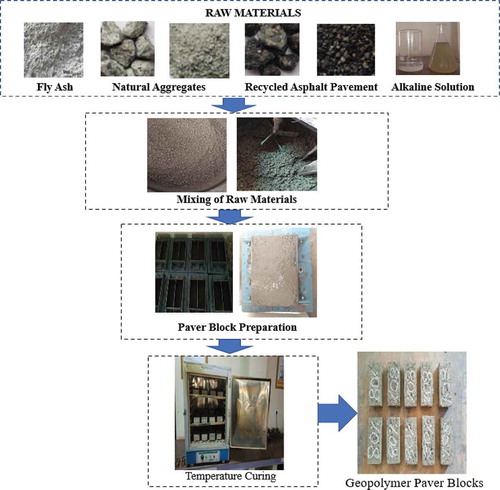
All the specimens were produced in steel moulds of 6 mm gauge and of dimension 200 mm × 100 mm × 60 mm. For each of the different tests, a replica of three specimens were prepared. NaOH solution was prepared by dissolving NaOH pellets in distilled water 24 hours prior to the production mix. Before mixing the materials in pan mixer, alkaline solution was prepared by mixing NaOH and Na2SiO3 solution 1 h prior mixing. VCA and CRAP were in saturated surface dry condition. Virgin and RAP aggregates were mixed thoroughly with fly ash in the pan mixer for 2 min. After dry mixing, alkaline solution with determined dosage of super-plasticizer and extra water was added to the pan mixer. Mixing continued till uniform and homogenous mix was obtained. Fresh mix was poured in greased steel moulds and compacted by tamping rod, followed by vibration on table vibrator for approximately 45 s. The compacted specimens were left undisturbed at room temperature for 96 , and then the specimens were unmoulded and shifted to oven for curing at 80ºC for 24 h. Figure shows the different steps involved in production of geopolymer paver blocks. A typical cross-sectional view of hardened RAP inclusive geopolymer paver block is shown in Figure .
Figure 2. Production process.
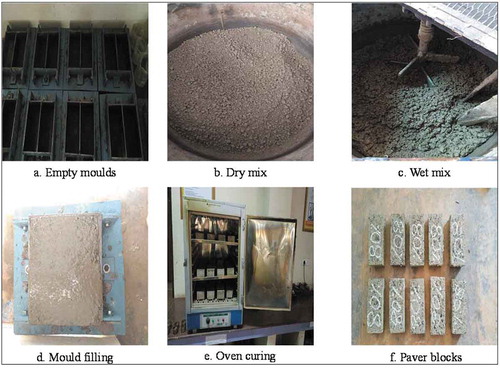
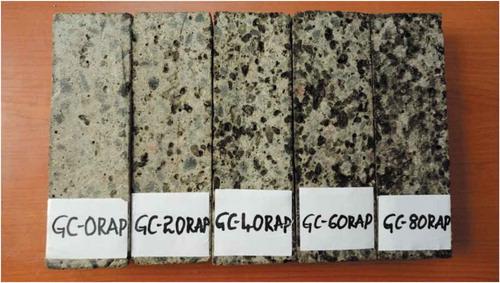
Figure 3. Cross-sectional view of geopolymer paver blocks.
3.4. Testing procedure
Tests were performed on raw materials using different standards. The different tests performed on virgin and RAP aggregates are presented in Table . The tests on the developed paver blocks were conducted in accordance with the obligatory tests specified in IS 15,658:2006 (IS 15658:Citation2006, Citation2006). These tests include dimensions and tolerances, water absorption, compressive strength and abrasion resistance.
Table 5. Tests performed on virgin and RAP aggregates
3.4.1. Dimensions and tolerances
Dimensions and tolerances were determined as per IS 15,658:2006 (Annex B). The length and width of the specimen were measured across two opposite faces by using digital calliper. The mean value of length and width was noted. The thickness was measured at four different spots and the mean value was noted. The aspect ratio of the specimen was calculated by dividing the mean length by the mean depth.
3.4.2. Water absorption
The water absorption was determined according to IS 15,658:2006 (Annex C). The specimen was completely immersed in water tank at room temperature for 24 hours. The specimen was removed and allowed to drain for 1 minute. The excess water on the surface of specimen was removed by damp cloth. The weight of specimen was noted immediately. Afterwards, the specimen was dried in a ventilated oven at 110ºC for 24 h. The dry weight of each specimen was recorded. The water absorption of specimen was calculated by taking the difference of weights of saturated specimen and dry specimen and dividing it by the weight of dry specimen.
3.4.3. Compressive strength
The compressive strength was determined in accordance with IS 15,658:2006 (Annex D). A standard compression testing machine having digital supply and pressure gauge with a maximum capacity of 2000 kN was used. Figure shows the compressive strength test setup. The load was applied without shock and increased continuous at a rate of 18 N/mm2/min, until the specimen was unable to sustain any greater load. The maximum load applied at failure was noted in “N”. The compressive strength of individual specimen was determined by dividing the maximum load (in N) by the plan area (in mm2).
Figure 4. Compressive strength test setup.

3.4.4. Abrasion resistance
Abrasion resistance was conducted in accordance with IS 15,658:2006 (Annex E). Square shaped specimen measuring 71 mm as shown in Figure was cut from the paver block and dried to constant mass at 105ºC. The density and weight of the dried specimen were determined. The grinding of specimen was performed in a standard abrasion testing machine. Specimen was placed in the testing machine and the grinding path was spread with 20 g of aluminium oxide of 98% purity and size ranging from 330 to 150 micron. The grinding disc was operated at a speed of 30 revolutions per minute. Disc was stopped after one cycle of 22 revolutions. The disc and contact face of the specimen were cleaned of abrasive powder and debris. After each cycle, the specimen was turned 90º in clockwise direction and entire cycle was repeated for 16 times. The abrasive wear of specimen after 16 cycles of testing was calculated as the mean loss in specimen volume, which was obtained by dividing the loss in mass after 16 cycles by density of the specimen.
Figure 5. Specimens prepared for abrasion resistance measurement.

3.4.5. Characterization tests
The characterization of the raw materials and composites were performed by various physico-chemical techniques. X–ray diffraction analysis is a well-established, non-destructive, and fast technique used to analyze the crystallinity of the sample at theatomic level, and its phase identification along with the determination of lattice parameters. The amorphous/crystalline nature of the raw materials was identified by wide angle powder XRD technique. Bruker AXS D8 advance diffractometer was employed to analyse the sample at a scanning rate of 0.02°s–1 at room temperature, with Ni filtered Cu Kα radiation source (λ = 1.54 Å) in the range of 10–90° using Si (Li) PSD detector. BET analysis directly measures the surface area, pore diameter and pore volume of the material. Surface area, pore volume and size distribution of the samples were analysed using Micromeritics Tristar 3000 surface area and porosity analyzer. Prior to the analysis, the samples were degassed at 90°C for 30 minutes and 200°C for 3 hours. FT-IR spectroscopy is a physical, non-destructive and rapid technique with higher optical throughput. Functional groups and stretching vibrations were observed using Thermo NICOLET FT-IR instrument. SEM analysis was done using JEOL Model JSM-6390LV with tungsten filament with a resolution of 1.38 eV. The samples are placed on a double-sided carbon tape, which is situated on a metal stub. A thin layer of gold was sputter coated to minimize charge effects. XRF is a versatile, fast and non-destructive technique, which is used to determine the elemental composition of the system from parts per billion to 100%. XRF measurements were carried out with a Niton XL3t analyzer equipped with a high-performance semiconductor detector. The particle size distribution tests of the raw material were performed using the Malvern Instruments Mastersizer MS2000.
4. Results and discussion
4.1. Material properties and characterization test results
Results of tests on VCA, CRAP, VFA, and FRAP are presented in Table . As seen, the specific gravity and bulk density of FRAP and CRAP was slightly lower than VFA and VCA, respectively.
Table 6. Properties of virgin and RAP aggregates
This was due to the presence of aged bitumen in RAP aggregates, which has lower specific gravity than the aggregate itself. The water absorption of RAP aggregates was slightly higher than the virgin aggregates. Abrasion, impact and crushing resistance of coarse aggregates are important to know, especially when aggregates are used in paving applications. A value of less than 10 signifies that aggregates are exceptionally strong, while above 40 would be regarded as weak. If we compare the values obtained in this study, crushing value of VCA and CRAP are comparable. While, impact and LA abrasion value of CRAP was observed to be higher. Thus, indicating that resistance of CRAP to impact and abrasion was slightly lower than that of VCA. The particle size distribution of virgin and RAP aggregates is shown in Figure . It was found that FRAP was coarser than VFA, which can be attributed to agglomeration of fine particles in the presence of asphalt. While, the particle size distribution of CRAP was observed to be slightly finer than VCA. This can be due to the milling operation which causes breaking of RAP aggregates into smaller size.
Figure 6. Particle size distribution of virgin and RAP aggregates.
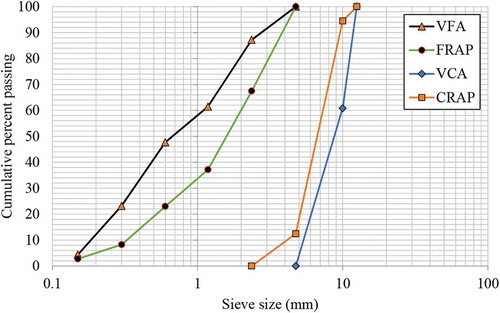
Table presents the chemical composition of various materials used in the study. Both virgin and RAP aggregates revealed the presence of SiO2, Al2O3, Fe2O3, CaO, and K2O as major compounds. The higher concentration of K2O is due to the regional geological formations (Geological survey of India, Citation2006). The combined SiO2, Al2O3, and Fe2O3 in fly ash was greater than 70% and the LOI was less than 5%. Therefore, it classified as class F according to ASTM C618-19 (Citation2019).
Table 7. Chemical composition of various materials
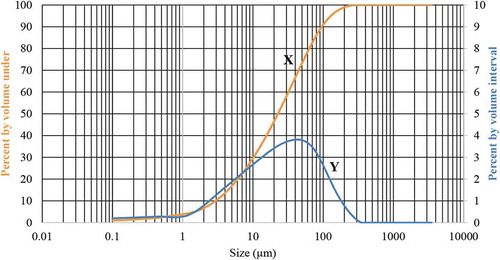
The particle size analysis of fly ash is shown in Figure . The plots X and Y show the percentage by volume under and percentage volume interval, respectively. It was found that 70.5% of the particles were smaller than 45 µm. Therefore, the fly ash satisfied the ASTM C618 fineness criterion.
Figure 7. Particle size distribution of fly ash.
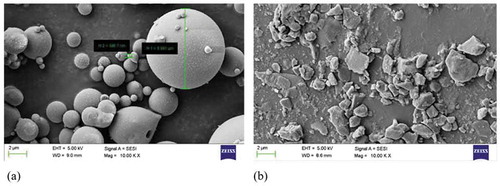
SEM was used to study the morphology and distribution of particles on the surface of the materials. Figure shows the SEM micrographs of RAP and fly ash. Fly ash is a combination of different compounds with finely powdered appearance. Fly ash exhibited the distribution of perfectly spherical particles having different sizes. Due to this spherical geometry, surface area is high which can be correlated with BET surface area results. Also, distribution of particles on the surface is not uniform throughout. RAP is rough in appearance and it showed irregular distribution of shapeless particles. The surface also showed the presence of fine dust particles.
Figure 8. SEM images of (a) fly ash, (b) RAP.
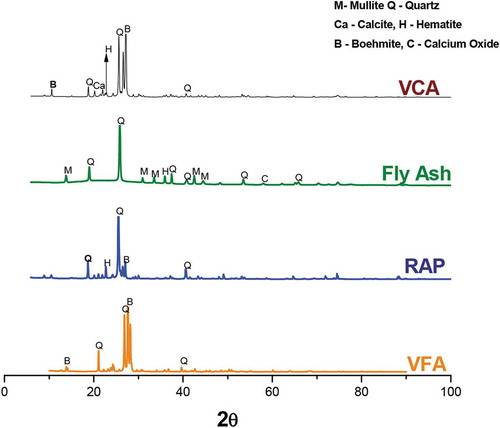
XRD was used to evaluate the structure and nature of the materials. XRD patterns revealed the crystalline nature of raw materials as shown in Figure . All the raw materials showed the presence of expected major compounds such as silica, alumina, and hematite. XRD patterns of fly ash showed the presence of silica and mullite as the major compound with minor quantities of hematite and calcium oxide. Characteristic peaks corresponding to some compounds were not observed in the pattern due to its less concentration. The results obtained were perfectly supported by XRF analysis as presented in Table . VCA pattern exhibited the presence of quartz, boehmite, calcite and hematite. Quartz is the major compound and the peaks corresponding to calcite and hematite was less in intensity. Peaks corresponding to RAP was attributed to quartz, boehmite and hematite. Some peaks were missing due to its marginal concentration and poor diffraction ability. XRD pattern of VFA showed the presence of quartz and boehmite.
Figure 9. XRD patterns of VCA, fly ash, RAP, and VFA.
The adsorption/desorption isotherm of fly ash is shown in Figure . It follows type IV isotherm with hysteresis loop at a relative pressure range of (p/p0) 0.41–0.98. H4 hysteresis observed is the typical characteristic of mesoporous material, but it is not well defined. It also revealed that the pores are not distributed orderly in the structure. The BET surface area of fly ash was found to be 699 m2/kg. The result is well supported by SEM micrographs, which showed the presence of spherical particle in the system. Porous nature of the material and uniform distribution of spherical particles has together contributed towards the high surface area. Pore volume and diameter of fly ash were calculated to be 0.240 cm3/g and 1.276 nm, respectively. Pore diameter value proved the existence of micro and meso type pores in fly ash.
Figure 10. BJH isotherm of fly ash.
4.2. Fresh properties of paver blocks
The addition of RAP aggregates to geopolymer paste caused reduction in the workability and density of the fresh mix. The slump test was performed in accordance with ASTM C143/ C143M-15a (Citation2015). The slump value for all the mixes was nil, and it was observed that the workability of the mix reduced drastically with higher replacement of RAP aggregates. This reduction can be attributed to the presence of aged asphalt and dust particles in RAP aggregates, as evidenced from the SEM image. The density of fresh geopolymer concrete was determined in accordance with ASTM C138/ C138M-17a (Citation2017). The density of the fresh mix decreased when natural aggregates were replaced by RAP aggregates. The density of fresh geopolymer concrete was 2410 kg/m3, 2388 kg/m3, 2380 kg/m3, 2370 kg/m3 and 2340 kg/m3 for GC-0RAP, GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP, respectively. The density of GC-RAP mixes reduced due to lower specific gravity of RAP in comparison to natural aggregates.
4.3. Dimensions and tolerances
The structural efficiency of paving units is dependent on the dimensional tolerances of the pavers. Most of the countries in the world specify a strict tolerance limits on pavers to optimize the efficiency of the paving surface structure functionality. The IS 15,658:2006 tolerance limits for length, width, and thickness are presented in Table . The maximum difference of −2 mm in length was observed for GC-80RAP mix. Similarly, the maximum difference of +2 mm in width was observed for GC-20RAP mix, and a maximum difference of +3 mm in thickness was observed for GC-40RAP, GC-60RAP, and GC-80RAP mixes. Therefore, from the obtained results, it was observed that all the mix type fall within the tolerance limits.
Table 8. Dimensions and tolerances of RAP-fly ash geopolymer paver blocks
4.4. Compressive strength
The quality of paver blocks can be assessed by its compressive strength. The compressive strength of three specimens each was measured after 7 and 28 days. Figure shows the compressive strength of paver blocks. The IS 15,658:2006 specifies that the average compressive strength of paver blocks at 28 days should not be less than 30 N/mm2 for non-traffic application and 35 N/mm2 for light-traffic application. All the mixtures containing RAP aggregates satisfy the standard requirements. The reduction in compressive strength at 7 days was observed to be 4, 22, 33 and 50% for GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP mixes when compared to GC-0RAP mix, respectively. Similarly, the reduction in compressive strength at 28 days was observed to be 7, 22, 38 and 49% for GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP mixes when compared to GC-0RAP mix, respectively. The difference between 7 and 28 days compressive strength was negligible. From the results, it is clear that addition of RAP aggregates in geopolymer paste reduces the compressive strength of paver blocks. Similar trends in strength reduction for RAP aggregates in cement concrete have been reported (Brand & Roesler, Citation2017a, Citation2017b). The major cause for such reduction is due to the poor paste quality at the interfacial transition zone, as well as increased porosity which leads to reduced bulk modulus and strength (Brand & Roesler, Citation2017a). Also, cohesive failure in asphalt is dominant over the adhesive failure of cement–asphalt interface (Brand & Roesler, Citation2017b). However, studies also reveal that in case of geopolymer concrete the aggregates adhere well to the geopolymer paste with lower porosity and microcracks at the aggregate-paste interface (de Toledo Pereira et al., Citation2018).
Figure 11. Compressive strength of geopolymer paver blocks at 7 and 28 days.
4.5. Water absorption
Effect of RAP content on water absorption of geopolymer paver blocks is shown in Figure . Water absorption is an important property to assess the pore volume of the paver blocks. Higher absorption values indicate that paver blocks are porous in nature, which can have effect on its durability. Therefore, IS 15,658:2006 restricts the water absorption being the average of three units to 6% by mass, and in individual samples it should be restricted to 7%. The water absorption for all the different mix type was within the specified limits. It was observed that there was reduction in water absorption as the percent RAP replacement increased in the mix. The reduction in water absorption at 7 days was 8, 11, 29 and 36% for GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP mixes when compared to GC-0RAP mix, respectively. Similarly, the reduction in water absorption at 28 days was 16, 29, 37 and 40% for GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP mixes when compared to GC-0RAP mix, respectively. The maximum water absorption of 5.25% was observed for GC-0RAP mix, and minimum water absorption of 3.14% was observed for GC-80RAP mix. The decrease in water absorption for RAP mixes can be attributed to the presence of asphalt in the mix. When the paver blocks are heated in oven at 110ºC, it melts the asphalt which occupies the voids and thu-s decreases the porosity of the paver blocks.
Figure 12. Effect of RAP content on water absorption of geopolymer paver blocks.
4.6. Abrasion resistance
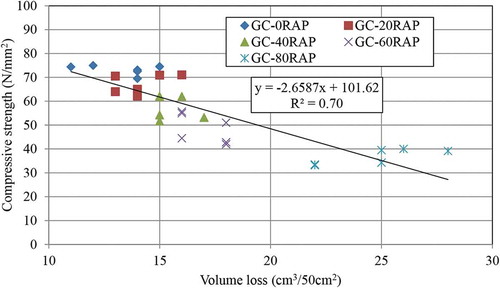
One of the primary damages that paver blocks encounter is abrasion losses due to friction with different objects. Therefore, a good resistance to abrasion is very critical for paver blocks to last long. ASTM C936/C936M-18 (Citation2018) specifies the abrasion resistance in terms of volume loss and should be less than 15 cm3/ 50 cm2. The effect of RAP content on volume loss of geopolymer paver blocks is shown in Figure . From the results, it is seen, as RAP replacement increased there is an increase in volume loss, when the specimens are exposed to abrasive charge. The increase in volume loss at 7 days was 7.7, 15.4, 31 and 92% for GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP mixes when compared to GC-0RAP mix, respectively. Similarly, the increase in volume loss at 28 days was 5.1, 15.4, 27 and 80% for GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP mixes when compared to GC-0RAP mix, respectively. There are several factors that affect abrasion resistance of concrete. These factors have been elaborated by Gencel et al. (Citation2011). One of relevant factors to discuss is hardness of aggregate. Hardness of aggregate is believed to control the wear of the aggregate in concrete when exposed to abrasive force. It is expected that the hard aggregate will protect the softer paste, provided there exists adequate aggregate/paste bonding. Since, RAP aggregates consist of aged bitumen, which is softer than the aggregate itself. The hardness of RAP aggregates is lower when compared to the natural aggregates. Therefore, the abrasion resistance of RAP inclusive paver blocks was lower than that without RAP paver blocks. Another significant factor affecting abrasion resistance is compressive strength. Use of aggregates with higher density and hardness improves the compressive strength and thereby abrasion resistance of concrete. One such example is use of hematite particles to increase the density and compressive strength of concrete, and thus leading to a better resistance to abrasive forces (Gencel et al., Citation2011). In this study, RAP aggregates have shown lower density and hardness compared to the natural aggregates. This has directly influenced the compressive strength and abrasion resistance of GC-RAP mixes. Figure shows the relationship between compressive strength and volume loss of geopolymer paver blocks. As seen, increase in RAP content has incrementally affected the compressive strength and abrasion resistance.
Figure 13. Effect of RAP content on volume loss of geopolymer paver blocks.
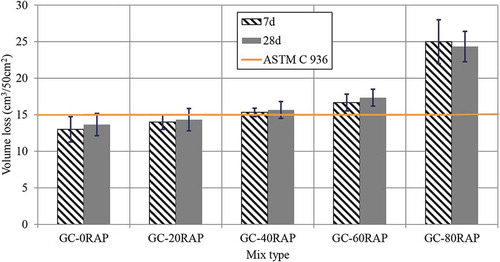
Figure 14. Relationship between compressive strength and volume loss of geopolymer paver blocks.
4.7. Characterization of paver blocks
FT-IR spectroscopy was used to study the geopolymerisation reaction in the paver blocks. Figure shows the FTIR spectra of fly ash and developed geopolymer paver blocks.
Figure 15. FTIR spectra of fly ash and geopolymer paver blocks.
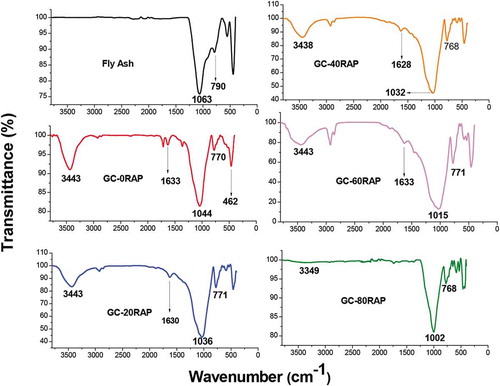
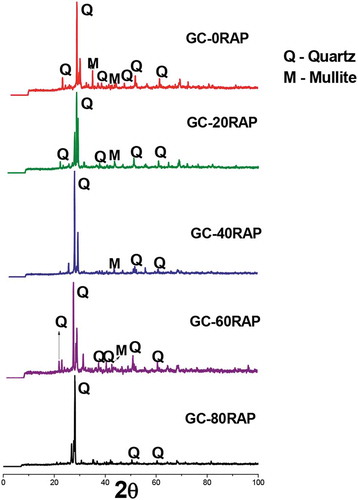
Major emphasis has been given to the reaction zones of Si-O and Al-O. Prominent bands of Si-O-Si vibrations around 1063 cm−1 in the fly ash has been shifted towards lower frequencies varying from 1000 cm−1 to 1044 cm−1 in the case of final products. Geopolymerisation reaction and chemical change in the matrix environment has been evidenced from the shift of this band towards lower frequency. Similar results for change in stretching vibration were reported in the past (Ryu et al., Citation2013), wherein the Si-O-Si stretching vibration of bare fly ash occurred at 1058 cm−1, and the stretching vibration of matrix after geopolymerisation shifted to frequencies ranging from 994 cm−1 to 1001 cm−1. During the reaction, band corresponding to AlO4 stretching vibration (790 cm−1) has been shifted to lower frequency ranging from 771 cm−1 to 768 cm−1, and new bands were observed around 1630 cm−1 and 3440 cm−1, which were allocated to the bending and stretching vibrational modes of adsorbed water, respectively. Interestingly, the shifts of the prominent bands of Si-O in RAP inclusive paver blocks was lower than that of paver blocks without RAP aggregates. It is known that temperature significantly influences the geopolymerisation reaction. When paver blocks containing RAP aggregates are heated, the bitumen around the aggregate melts and occupies the voids in the paste, which may have influenced this geopolymerisation reaction. XRD patterns of geopolymer paver blocks are shown in Figure . All compositions have shown almost similar diffraction patterns and exhibited quartz as the major compound with minor quantity of mullite. Most of the crystalline phases were intact, but less in concentration after geopolymerization reaction. Intensity of the major peak of quartz has been reduced upon increasing the RAP concentration. This trend can be attributed to the poor diffraction due to the masking of crystal plane of quartz with other compounds, as well as chemical reactions. The peak corresponding to mullite disappeared in the blocks containing high concentration of RAP aggregates, due to less diffraction from its crystal plane. Most of the raw materials exhibited the existence of boehmite phase and the peak corresponding to the same was not observed in the final product. Under the reaction conditions, boehmite may have converted to some other compounds having amorphous nature. The obtained XRD results are well in agreement with FT-IR as well as XRF results.
Figure 16. XRD patterns of geopolymer paver blocks.
4.8. Environmental and economic benefits
In a recently published report (Material consumption patterns in India, Citation2016), it showed the effects and consumption of natural coarse aggregates in India. Quarrying operations cause destruction of natural ecosystems and wildlife habitats, disruption of hydrological resources, air and noise pollution due to blasting, drilling and movement of heavy vehicles. At the same time, the demand for natural aggregates is expected to increase, since concrete will remain the main component of construction. According to the report, the construction industry in India will have a demand of more than 2 billion tonnes of aggregates by 2020. Therefore, use of alternative materials is a way forward for sustainable practice. The results of current study clearly show that RAP aggregates can be used in making of geopolymer paver blocks, and this will have environmental benefits by reducing our dependence on mining for natural aggregates. Also, Indian roads are mostly paved by bituminous concrete and the trend of milling existing deteriorated pavement is growing. Therefore, the amount of RAP generated is more when compared to that utilized in the construction industry. The economic benefit of replacing natural aggregates by RAP aggregates was evaluated. The cost of geopolymer concrete primarily depends on the aggregates and the chemicals used. Table presents the current market price of materials in Indian scenario.
Table 9. Market price of materials
Based on the current price of materials and the mix design proposed, the production cost of GC-0RAP mix was estimated as ₹4438/m3. Similarly, the cost of GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP was estimated as ₹4166/m3, ₹3894/m3, ₹3622/m3 and ₹3351/m3, respectively. The percentage reduction in cost for GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP was 6.13, 12.25, 18.37 and 24.48% when compared to GC-0RAP, respectively. Thus, replacing virgin by RAP aggregates reduces production cost and provides economic benefits.
5. Advantages and future scope
RAP has been extensively used in the paving industry with huge benefits. Despite its successful usage, not all of RAP material gets used effectively, and still large volume of this material gets wasted, either stored on open lands or discarded in waste landfills. There can be negative implications of this on the environment, particularly the soil and water that gets exposed to RAP. Even though, studies indicate that levels of pollutants can be within the regulatory limits (Brantley & Townsend, Citation1999), there are limited field and laboratory findings to ascertain the safe disposal of RAP aggregates as an unbound or landfill material. Another serious problem can be inconsistent levels of pollutants in RAP, which can vary from one stockpile to another, and serious leaching problems in highly acidic environment (typically pH < 4) (Mehta et al., Citation2017). Therefore, proposed method provides the advantage of safe disposal of excessive RAP in the paving industry.
The current study presents limited data of RAP inclusive geopolymer concrete and provides a promising and novel approach for managing the excess RAP aggregates in paving industry. Further studies can be carried to understand its durability. Also, RAP inclusive alkali-activated concrete synthesized with the combination of fly ash and ground granulated blast furnace slag can be studied to eliminate the elevated temperature curing.
6. Conclusion
The present study evaluates the feasibility of utilizing RAP aggregates in geopolymer paver block. Fly ash-based geopolymer paver blocks with RAP aggregates (both fine and coarse) in varying proportions were produced in the laboratory. All the paver blocks were tested as per the IS 15,658:2006 standard. Based on the experimental results, following important conclusions were drawn.
The addition of RAP aggregates (i.e. FRAP and CRAP) to geopolymer paste synthesized by 100% fly ash affects the workability and finish-ability of the paver blocks. In general, higher RAP replacement mixes i.e. GC-60RAP and GC-80RAP mixes required extra effort to achieve required compaction and finish quality. The density of fresh geopolymer concrete mixes decreased with incorporation of RAP aggregates, owing to the lower specific gravity of FRAP and CRAP when compared to natural aggregates.
Incorporation of FRAP and CRAP aggregates in geopolymer concrete reduced the compressive strength and abrasion resistance of the paver blocks. The maximum reduction in compressive strength was observed in GC-80RAP mix. Though, there was reduction in the compressive strength of GC-RAP mixes, it still classified under non-traffic to light traffic category according to Indian standards. The loss due to abrasion was found to be increased with incorporation of RAP aggregates in geopolymer paver blocks, especially for GC-80RAP mix. This increase in volume loss can be attributed to the presence of softer bitumen in RAP aggregates which reduces the hardness of the aggregate and thus increases its mass loss in presence of abrasive charge.
The water absorption for all the different mix type was within the specified limits. It was observed that there was reduction in water absorption as the percent RAP replacement increased in the mix. The maximum water absorption of 5.25% was observed for GC-0RAP mix and minimum water absorption of 3.14% was observed for GC-80RAP mix. The decrease in water absorption for RAP mixes can be attributed to the presence of asphalt in the mix which occupies the voids when heated.
Structural identification and geopolymerisation reaction for RAP inclusive paver blocks were evidenced from XRD and FTIR analysis respectively.
Replacement of virgin by RAP aggregates significantly reduces the cost of geopolymer paver blocks incurring economic benefits. The reduction in cost based on current market price of the materials was 6.13, 12.25, 18.37 and 24.48% for GC-20RAP, GC-40RAP, GC-60RAP and GC-80RAP mix, when compared to GC-0RAP mix, respectively.
The use of RAP aggregates in geopolymer paver blocks reduce the burden on existing quarries for natural aggregates, as well as reduce the requirements to landfill the excessive waste. This will provide benefits for urban areas which are facing problems like excessive waste generation, increased demand on construction materials, limited natural resources and depleting landfill areas.
Based on the findings of this study, up to 60% RAP aggregates can be utilized in geopolymer paver blocks. Higher RAP replacement is possible, but should be adopted in low-trafficked areas due to its lower resistance to abrasion.
Cover Image
Source: Author.
Acknowledgements
The authors would like to thank Sprint Testing Solutions from Mumbai for providing testing services on material characterization and analysis.
Additional information
Funding
Notes on contributors
Hima Kiran Sepuri
Mr. Hima Kiran Sepuri completed his Master of technology in Structural Engineering from CHRIST (Deemed to be University). His thesis was on the topic of geopolymer concrete and its applications in civil engineering.
Srinidhi Lakshmish Kumar
Mr. Srinidhi Lakshmish Kumar is an Assistant Professor at the Department of Civil Engineering, School of Engineering and Technology, CHRIST (Deemed to be University), Bangalore. He is part of a research team performing studies on geopolymer concrete.
Thejas H K
Mr. Thejas H K is an Assistant Professor at the Department of Civil Engineering, School of Engineering and Technology, CHRIST (Deemed to be University), Bangalore. He is part of a research team performing studies on geopolymer concrete.
References
- Aldred, J., & Day, J. (2012). Is geopolymer concrete a suitable alternative to traditional concrete? In 37th Conference on Our World in Concrete and Structures, Singapore, (pp. 29–25).
- Al-Mufti, R. L., & Fried, A. N. (2017). Improving the strength properties of recycled asphalt aggregate concrete. Construction and Building Materials, 149, 45–52. https://doi.org/10.1016/j.conbuildmat.2017.05.056
- ASTM C127-15. (2015). Standard test method for relative density (specific gravity) and absorption of coarse aggregate. In ASTM International, West Conshohocken, PA. https://doi.org/10.1520/C0127-15
- ASTM C128-15. (2015). Standard test method for relative density (specific gravity) and absorption of fine aggregate. In ASTM International, West Conshohocken, PA. https://doi.org/10.1520/C0128-15
- ASTM C131-03. (2003). Standard test method for resistance to degradation of small-size coarse aggregate by abrasion and impact in the Los Angeles machine. In ASTM International, West Conshohocken, PA. https://doi.org/10.1520/C0131-03
- ASTM C136/C136M-14. (2014). Standard test method for sieve analysis of fine and coarse aggregates. In ASTM International, West Conshohocken, PA. https://doi.org/10.1520/C0136_C0136M-14
- ASTM C138/ C138M-17a. (2017). Standard test method for density (unit weight), yield, and air content (gravimetric) of concrete. In ASTM International, West Conshohocken, PA. https://doi.org/10.1520/C0138_C0138M-17A
- ASTM C143/ C143M-15a. (2015). Standard test method for slump of hydraulic-cement concrete. In ASTM International, West Conshohocken, PA. https://doi.org/10.1520/C0143_C0143M-15A
- ASTM C618-19. (2019). Standard specification for coal fly ash and raw or calcined natural pozzolan for use in concrete. In ASTM International, West Conshohocken, PA. https://doi.org/10.1520/C0618-19
- ASTM C936/C936M-18. (2018). Standard specification for solid concrete interlocking paving units. In ASTM International, West Conshohocken, PA. https://doi.org/10.1520/C0936_C0936M-18
- Berry, M., Kappes, B., & Kappes, L. (2015). Optimization of concrete mixtures containing reclaimed asphalt pavement. ACI Materials Journal, 112(6), 723–733. https://doi.org/10.14359/51687854
- Brand, A. S., & Roesler, J. R. (2015). Ternary concrete with fractionated reclaimed asphalt pavement. ACI Materials Journal, 112(1), 155–164. https://doi.org/10.14359/51687176
- Brand, A. S., & Roesler, J. R. (2017a). Bonding in cementitious materials with asphalt-coated particles: Part I-The interfacial transition zone. Construction and Building Materials, 130, 171–181. https://doi.org/10.1016/j.conbuildmat.2016.10.019
- Brand, A. S., & Roesler, J. R. (2017b). Bonding in cementitious materials with asphalt-coated particles: Part II-Cement-asphalt chemical interactions. Construction and Building Materials, 130, 182–192. https://doi.org/10.1016/j.conbuildmat.2016.10.013
- Brantley, A. S., & Townsend, T. G. (1999). Leaching of pollutants from reclaimed asphalt pavement. Environmental Engineering Science, 16(2), 105–116. https://doi.org/10.1089/ees.1999.16.105
- Chindaprasirt, P., Chareerat, T., & Sirivivatnanon, V. (2007). Workability and strength of coarse high calcium fly ash geopolymer. Cement and Concrete Composites, 29(3), 224–229. https://doi.org/10.1016/j.cemconcomp.2006.11.002
- Davidovits, J. (1982). Mineral polymers and methods of making them (US Patent 4,349,386).
- Davidovits, J. (1994). Global warming impact on the cement and aggregate industries. World Resource Review, 6(2), 263–278.
- de Toledo Pereira, D. S., da Silva, F. J., Porto, A. B. R., Candido, V. S., da Silva, A. C. R., Filho, F. D. C. G., & Monteiro, S. N. (2018). Comparative analysis between properties and microstructures of geopolymeric concrete and portland concrete. Journal of Materials Research and Technology, 7(4), 606–611. https://doi.org/10.1016/j.jmrt.2018.08.008
- Diaz, E. I., Allouche, E. N., & Eklund, S. (2010). Factors affecting the suitability of fly ash as source material for geopolymers. Fuel, 89(5), 992–996. https://doi.org/10.1016/j.fuel.2009.09.012
- Fernandez- Jiménez, A., & Palomo, A. (2003). Characterisation of fly ashes. Potential reactivity as alkaline cements. Fuel, 82(18), 2259–2265. https://doi.org/10.1016/S0016-2361(03)00194-7
- Gencel, O., Gok, M. S., & Brostow, W. (2011). Effect of metallic aggregate and cement content on abrasion resistance behaviour of concrete. Materials Research Innovations, 15(2), 116–123. https://doi.org/10.1179/143307511X12998222918877
- Gencel, O., Ozel, C., Koksal, F., Erdogmus, E., Martínez-Barrera, G., & Brostow, W. (2012). Properties of concrete paving blocks made with waste marble. Journal of Cleaner Production, 21(1), 62–70. https://doi.org/10.1016/j.jclepro.2011.08.023
- Geological survey of India. (2006). Geology and mineral resources of the states of India, Part VII – Karnataka & Goa, Government of India.
- Guo, S., Hu, J., & Dai, Q. (2018). A critical review on the performance of portland cement concrete with recycled organic components. Journal of Cleaner Production, 188, 92–112. https://doi.org/10.1016/j.jclepro.2018.03.244
- Hardjito, D., & Rangan, B. V. (2005). Development and properties of low-calcium fly ash-based geopolymer concrete (Research Report GC1). Curtin University of Technology http://hdl.handle.net/20.500.11937/5594
- Hossiney, N., Tia, M., & Bergin, M. J. (2010). Concrete containing RAP for use in concrete pavement. International Journal of Pavement Research and Technology, 3(5), 251–258.
- IS 15658:2006. (2006). Precast concrete blocks for paving - specification. Bureau of Indian Standards. https://law.resource.org/pub/in/bis/S03/is.15658.2006.pdf
- IS2386 – Part III. (1963). Methods of test for aggregates for concrete. Bureau of Indian Standards. https://law.resource.org/pub/in/bis/S03/is.2386.3.1963.pdf
- IS2386 – Part IV. (1963). Methods of test for aggregates for concrete. Bureau of Indian Standards. https://law.resource.org/pub/in/bis/S03/is.2386.4.1963.pdf
- Lightman, D., Winters, M., Heeney, D., Mee, C., Chirrey, S., Campbell, M., & Mishaiel, R. (2012). Road to health: Improving walking and cycling in Toronto. Toronto Public Health.
- Ling, T. C. (2012). Effects of compaction method and rubber content on the properties of concrete paving blocks. Construction and Building Materials, 28(1), 164–175. https://doi.org/10.1016/j.conbuildmat.2011.08.069
- Ling, T. C., & Poon, C. S. (2014). Use of recycled CRT funnel glass as fine aggregate in dry-mixed concrete paving blocks. Journal of Cleaner Production, 68, 209–215. https://doi.org/10.1016/j.jclepro.2013.12.084
- Material consumption patterns in India. (2016). A baseline study of the automotive and construction sectors. Deutsche Gesellschaft für Internationale Zusammenarbeit (GIZ) GmbH.
- McLellan, B. C., Williams, R. P., Lay, J., Riessen, A. V., & Corder, G. D. (2011). Costs and carbon emissions for geopolymer pastes in comparison to ordinary portland cement. Journal of Cleaner Production, 19(9–10), 1080–1090. https://doi.org/10.1016/j.jclepro.2011.02.010
- Mehta, P. K. (2002). Greening of the concrete industry for sustainable development. Concrete International, 24(7), 23–28.
- Mehta, Y., Ali, A., Yan, B., McElroy, A. E., & Yin, H. (2017). Environmental impacts of reclaimed asphalt pavement (RAP) (FHWA-NJ-2017-008). Federal Highway Administration.
- Ministry of Urban Development. (2014). Preparing a comprehensive mobility plan (CMP) – A toolkit (revised 2014). Government of India.
- Olivia, M., & Nikraz, H. (2012). Properties of fly ash geopolymer concrete designed by Taguchi method. Materials and Design, 36, 191–198. https://doi.org/10.1016/j.matdes.2011.10.036
- Palomo, A., Grutzeck, M. W., & Blanco, M. T. (1999). Alkali-activated fly ashes: A cement for the future. Cement and Concrete Research, 29(8), 1323–1329. https://doi.org/10.1016/S0008-8846(98)00243-9
- Park, Y., Abolmaali, A., Kim, Y. H., & Ghahremannejad, M. (2016). Compressive strength of fly ash-based geopolymer concrete with crumb rubber partially replacing sand. Construction and Building Materials, 118, 43–51. https://doi.org/10.1016/j.conbuildmat.2016.05.001
- Poon, C. S., & Chan, D. (2006). Paving blocks made with recycled concrete aggregate and crushed clay brick. Construction and Building Materials, 20(8), 569–577. https://doi.org/10.1016/j.conbuildmat.2005.01.044
- Poon, C. S., Kou, S. C., Wan, H. W., & Etxeberria, M. (2009). Properties of concrete blocks prepared with low grade recycled aggregates. Waste Management, 29(8), 2369–2377. https://doi.org/10.1016/j.wasman.2009.02.018
- Ryu, G. S., Lee, Y. B., Koh, K. T., & Chung, Y. S. (2013). The mechanical properties of fly ash-based geopolymer concrete with alkaline activators. Construction and Building Materials, 47, 409–418. https://doi.org/10.1016/j.conbuildmat.2013.05.069
- Santos, C. R., Filho, J. R. A., Tubino, R. M. C., & Schneider., I. A. H. (2013). Use of coal waste as fine aggregates in concrete paving blocks. Geomaterials, 3(2), 54–59. https://doi.org/10.4236/gm.2013.32007
- Shi, C., Krivenko, P. V., & Roy, D. M. (2006). Alkali-activated cements and concretes. Taylor and Francis.
- Shi, X., Muhkhopadhyay, A., & Zollinger, D. (2018). Sustainability assessment for portland cement concrete pavement containing reclaimed asphalt pavement aggregates. Journal of Cleaner Production, 192, 569–581. https://doi.org/10.1016/j.jclepro.2018.05.004
- Shrestha, P. (2013). Development of geopolymer concrete for precast structures [M.Sc.Eng. thesis]. The University of Texas at Arlington.
- Singh, S., Ransinchung, R. N. G. D., Debbarma, S., & Kumar, P. (2018). Utilization of reclaimed asphalt pavement aggregates containing waste from sugarcane mill for production of concrete mixes. Journal of Cleaner Production, 174, 42–52. https://doi.org/10.1016/j.jclepro.2017.10.179
- Singh, S., Ransinchung, R. N. G. D., & Kumar, P. (2017). Effect of mineral admixtures on fresh, mechanical and durability properties of RAP inclusive concrete. Construction and Building Materials, 156, 19–27. https://doi.org/10.1016/j.conbuildmat.2017.08.144
- Soutsos, M. N., Tang, K., & Millard, S. G. (2011). Use of recycled demolition aggregate in precast products, phase II: Concrete paving blocks. Construction and Building Materials, 25(7), 3131–3143. https://doi.org/10.1016/j.conbuildmat.2010.12.024
- Su, Y., Hossiney, N., Tia, M., & Bergin, M. (2014). Mechanical properties assessment of concrete containing reclaimed asphalt pavement using the superpave indirect tensile strength test. Journal of Testing and Evaluation, 42(4), 912–920. https://doi.org/10.1520/JTE20130093
- Tia, M., Hossiney, N., Su, Y. M., Chen, Y., & Do, T. A. (2012). Use of reclaimed asphalt pavement in concrete pavement slabs (Technical report: 88115). Florida Department of Transportation.
- Tompkins, D., Khazanovich, L., Darter, M., & Fleischer, W. (2009). Design and construction of sustainable pavements: Austrian and German two-layer concrete pavements. Transportation Research Record, 2098(1), 75–85. https://doi.org/10.3141/2098-08
- Uygunoglu, T., Topcu, I. B., Gencel, O., & Brostow, W. (2012). The effect of fly ash content and types of aggregates on the properties of pre-fabricated concrete interlocking blocks (PCIBs). Construction and Building Materials, 30, 180–187. https://doi.org/10.1016/j.conbuildmat.2011.12.020
- Wattanasiriwech, D., Saiton, A., & Wattanasiriwech, S. (2009). Paving blocks from ceramic tile production waste. Journal of Cleaner Production, 17(18), 1663–1668. https://doi.org/10.1016/j.jclepro.2009.08.008