
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
This research work evaluates the effect of extrusion process parameter on the quality of pulse-based ready-to-eat snacks. By applying D-optimal mixture ratios a formulation containing 41.1 g/100 g chickpea (desi), 16.0 g/100 g haricot bean (Nasir), 31.9 g/100 g maize (Melkassa 2) and 10.9g/100 of finger Millet (Tadesse) flours were selected and analysis as the highest source of protein (18.09g/10g) and energy (400.56kcal) were found suitable for further experimentation. The optimum extrudate found at a barrel temperature of 120°C, screw speed 340 rpm and feed moisture content 15% had maximum water absorption index (6.02g/g) and minimum load at break (16 N). Sensory quality attributes of optimum extrudate were significantly (P < 0.05) better in color (8.22 ± 0.67), appearance (8.22 ± 0.44) crispiness (8.44 ± 0.53) flavor (8.33 ± 0.50), and overall acceptability (8.33 ± 0.50). The increment in mass flow rate from 19.84g/sec to 33.82g/sec was observed due to an increase in screw speed from 200 to 340 rpm. Therefore, barrel temperature 120°C, screw speed 340 rpm and feed moisture content 15% have been found to be optimum operating parameters for pulse-based snack development. Overall, the blended manufactured snack products are acceptable, and can be used for community-based nutrition via boosting commercial strategic approach to the areas where the raw materials are locally available. Bringing scale-up processed nutritious pulse-based food products via products standardization and commercialization.
PUBLIC INTEREST STATEMENT
Snack foods and ready-to-eat breakfast cereals are popular with consumers; they represent a diverse and continuously broadening and altering group of food items. The majority of extruded snacks are in the category of expanded snacks. Most snack foods being cereal-based are either poor sources of protein or contain proteins of poor nutritional quality. Incorporation of protein-rich food into cereal-based snacks by using extrusion cooking would not only rectify its nutritional inadequacies, but also provides a variety. Ready-to-eat (RTE) foods are those food products that have gone through processing and can be consumed without undergoing any further treatment. RTE foods are extremely convenient for present-day, busy consumers. The demand for these products from the food industry is huge. Extruded snacks has the greatest potential for growth among the snack foods. The RTE foods can be produced using innovative methods which capture the consumer imagination. Extrusion technology have led to more diverse and complex formulations for snack foods.
Competing Interests
The authors declares no competing interests.
1. Introduction
Pulses are sources of low-cost dietary proteins and minerals when compared with animal products. Indigenous pulses, therefore, are an important source of affordable alternative protein to poor resource people in many tropical countries especially in East and central Africa where they are predominantly consumed. In the African countries, research attention is being rewarded to enhanced processing and utilization of pulses in addressing protein malnutrition, food and nutrition security issues (Shimelis & Rakshit, Citation2008). Pulses are rich in protein and their chemical composition varies depending on variety, species and region. Improved nutritional quality can, therefore, be achieved by combining legumes with cereals. Pulses are processed into various semi-finished and finished products, and retailed pulse products serve as a means of economic empowerment for women which also help to boost the national economy (Admassu & Rakshit, Citation2005).
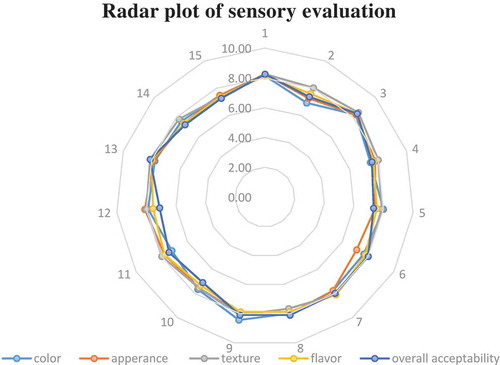
Figure 6. Radar plot of sensory evaluation.
One major way of utilizing pulses is through food processing by converting raw materials into semi-finished and finished products that can be consumed. Pulse-based value-added products can be processed at different levels including home-based food processing and at industrial level. The advantages of pulse-based processing include improving the digestibility of foods, improving the nutritional quality of foods and contributes to sustainable food security, improving consumer appeal and acceptability of foods and serving as a means of income generation to smallholder farmers and processors by building marketing capacities and opportunities (Emire & Rakshit, Citation2007).
Pulses are nutritionally diverse crops that can be successfully utilized as a food ingredient or a base for new product development. They provide a natural food grade ingredient that is rich in protein (lysine), dietary fiber, complex carbohydrates, and B-vitamins. Pulses can provide a variety of health benefits such as reducing heart disease and diabetes. It can be used as infant foods (weaning pulse-cereals blends). Pulses are categorized as the most important dietary predictor of survival in older citizens of various ethnicities and may be the key factor in increasing the life span of populations (Chibbar, Citation2012).
Know a day’s most traditional African weaning foods are inadequate in energy and protein which has been a major cause of protein energy malnutrition in children. Pulses are the most economical source of good quality proteins with potentials to be used as healing foods. The utilization of processed pulses is presently very limited. Thus, the processing of pulses with other essential cereals is very important. (Ifeoma, Chukwunonso, Obinna, & Bryan, Citation2010; Robert, Nozzolillo, & Altosaar, Citation1985).
Consumer acceptance of extruded foods is mainly due to the convenience, attractive appearance and texture of snack products. Extruded foods have been proven to provide nutritious products and combine quality ingredients and nutrients to produce processed foods that contain precise levels of each required nutrient (Anton, Citation2008). Extrusion cooking is preferred over other food processing techniques because it is a continuous, highly productive process that results in significant nutrient retention because of the high temperature and short time required. Physical technological aspects like heat transfer, mass transfer, momentum transfer, residence time and residence time distribution have a strong impact on the food and feed properties during extrusion-cooking and can drastically influence the final product quality (Leszek, Citation2005).
Ethiopia is one of the largest producers of pulse where about 2 million quintals of pulses are produced in 2015/16. Ethiopia is the fifth largest producer of maize in Africa. They are widely produced in all parts of the country where in 2015/16; alone 7.5 million quintals of maize and 1.68 million quintals of finger millets are produced throughout the country. Producing pulse based-extruded products, in turn, enhances food security (CSA, Citation2016).
Several reports have attempted to relate extrusion parameters to properties of extrudates such as raw material composition, feed moisture, screw speed, extrusion temperature and feed rate (Yuliani, Citation2006). In this study, it was investigated the effects of screw speed, extrusion temperature, moisture and mixture ratios on extrudate quality property of ready-to-eat snacks.
2. Materials and methods
The raw materials were obtained from research centers and farmer unions found in around Southern Nation’s Nationalities of Ethiopia (SNNPs). Desi Chickpea variety, was selected for this study due to its availability at farmers, roasting quality, relatively low price. Haricot bean verity (Nasir), Maize verity (Melkassa 2) and Finger millet variety (Tadesse) were processed from farmers supplied by Awash Melkassa Agricultural Research Center. All research samples were selected duo to yield composition. Raw materials were harvested in the year 2015/16. Finally, about 15 quintals of all raw materials were transported to Guts Agro-Food Industry processing plant located at Hawassa town. Hence, additional ingredients including sugar, vegetable oil, vanilla flavor were also presented.
2.1. Sample preparation
Impurities were removed by using screening machine (air blower de-stoner, magnetic separation, high efficiency sieve(HES). All raw materials were mild-roasted at different temperatures ranged from 80°C to 160°C. After roasting, the chickpea and maize were de-hulled to remove the husk.
Next all raw materials (Chickpea, Haricot bean, Maize and Finger millet) were milled by using hammer mill with a capacity of 600 rpm. The flour was then sifted to pass through different size sieves (0.8 mm and 1 mm) to achieve uniform mix and then sealed in plastic bags. Samples were stored at room temperature till the next experiment was conducted. About 10 kg of blended flours for each batch of mixed flour were prepared for extrusion process. Extrusion was carried out using industrial scale co-rotating twin screw extruder (DS56-II, China) which has a motor power of 22 kw and 1030 mm of extruder length.
2.2. Physico-chemical properties
Characteristics such as 100 seed mass was determined by counting 100 seeds using an electronic seed counter and weighing. Seed density was determined by weighing Seeds (100 g), and transferred to a measuring cylinder, where 100 ml distilled water at 20°C is added. Seed volume (ml/100 g seeds) was obtained after subtracting 100 ml from the total volume (ml). The density of bean seeds was calculated and recorded as g/ml (Bishnoi & Khetarpaul, Citation1993). Cooking time was done at melkassa agricultural research center using Mattson cooker instruments. Physico-chemical properties such as hydration capacity, hydration index, swelling capacity, swelling index, hydration coefficient, swelling coefficient were also performed according to Bishnoi and Khetarpaul (Citation1993).
2.3. Proximate chemical composition
Analysis for proximate composition were performed by using the association of analytical chemistry (AOAC) methods. For protein (method 979.09) moisture (method 925.09), fat (method 450.1.), fiber (method 962.09), and ash (method 923.03) were adopted according to AOAC (Citation2005).
2.4. Functional properties
Water hydration capacity, water absorption index (WAI) and water solubility index (WSI) were assessed before and after extrusion process (Anderson, Citation1969).
Where:
WAI = water absorption Index
Wg = weight of the gel
Wds = weight of dry sample
WSI = water solubility index
Wss = weight of dry solid supernatant
WHC = Water hydration capacity
2.5. Physical properties
Physical properties such as the expansion index, Bulk density and specific length were evaluated. Expansion ratios are derived from the division of radial expansion by the die orifice diameter (6.0 mm). Bulk density and specific length were obtained by the arithmetic mean expanded products in each treatment. Texture analyzer (TA Lloyd model 05 England instrument An AMETEK company) was adopted to measure the minimum load required to break the extrudate. The samples were compressed between two parallel plates, at a crosshead speed of 21 mm/sec, with a 100 N load cell (Mason & Hoseney, Citation1986).
2.6. Sensorial quality attributes
Sensory analysis was performed by 30 trained judges using 9-point hedonic scale (9 extremely like and 1 extremely dislike). Panelist were the staff of Ethiopian public health institute and Hawassa University, center of food science and nutrition.
2.7. Microbial analysis
Determination of Mold and Yeast was conducted using NMKL, No. 98, 1997 method. Total Plate Count (APC) was determined as to NMKL, No. 86, 2006. Coliform count was carried out according to NMKL, No. 44, 2004. E. coli was determined by FDA/BAM, 2006.
2.8. Experimental design and statistical data analysis
Three factors three levels Central Composite Rotatable design (CCRD) experimental design was used to study the effect of extrusion operating conditions on extrudate properties of snacks.
The extrusion variables studied were feed moisture content (15–18) %, barrel temperature (120–160) °C and screw speed (200–340) rpm each varied at different levels. Experiments were randomized in order to minimize the effects of unexplained variability in the observed responses due to extraneous factors. Table shows that the level of variation and independent variables in the extrusion process. The center point in the design was repeated five times to calculate the repeatability of the method (Montgomery, Citation2001).
Table 1. Levels of variation and variable parameters of the extrusion process
3. Results and discussion
3.1. Physicochemical characteristics of raw materials
Hydration capacity of raw materials are varied from 0.001 to 0.211, the highest being in chickpea and the lowest being in finger millets. In general, as shown from Table that pulses have higher hydration capacity than cereals. Chickpea which had highest hydration capacity also had the highest hydration index followed by haricot beans and finger millets. Swelling capacity varies significantly among the raw materials. Chickpea had the highest swelling capacity and hydration coefficient. Haricot beans had highest swelling coefficient followed by chickpea and maize. The results of the present study are consistent with previous workers (Admassu & Rakshit, Citation2005; Wang, Daun, & Malcolmson, Citation2003).
Table 2. General and physicochemical characteristics of raw materials
General characteristics such as mass of the four raw materials varied from 0.330 to 38.408 g/100 g, the highest being in maize and the lowest being in finger millets. Maize had a significantly higher mass followed by Haricot beans and chickpea. Seed density ranged from 1.024 to 1.255 g/ml, the highest being in chickpea and the lowest being in finger millets. Chickpea had a significantly (P < 0.05) higher density followed by Haricot beans and maize. Chickpea and haricot beans had a similar density. Cooking time was done at Melkassa Agricultural Research Center with Mattson cooker instruments Pulse cooking quality is mainly determined by its Cooking time. Longer the time the higher loss in nutrient. Wang et al. (Citation2003) and Admassu and Rakshit (Citation2005) studied that haricot bean required the minimum cooking time, this is similar with results obtained for cooking properties of Haricot bean.
3.2. Proximate chemical composition of raw materials
Proximate chemical composition Values except moister are expressed in dry matter bases, significant differences were observed at (p < 0.05) in the nutrient contents. The amount of crude protein content of haricot beans flour (22.46%) was found to be greater than that of the Chickpea, Maize and Finger millets which had a protein content of 19.49% 7.95% and 7.94% respectively. Admassu and Rakshit (Citation2005) reported that haricot beans flour contains up to 22% protein. Maize had the highest total carbohydrate 81.59% than finger millets which contained 79.33% total carbohydrate followed by 64.92% Haricot beans and 68.08% Chickpea. The amount of protein in chickpea also higher (19.49). Maize protein was lower than the value protein that most cereals expected to have (8%-11%). As it is shown in the Table the protein content of the Chickpea flour was 19.49% and the total carbohydrate content of the chickpea was found to be 68.08%.
Table 3. Chemical composition of raw materials
3.3. Optimization of blend formulation
Numerical and graphical optimization for optimization of the responses (protein and energy) was performed using Design Expert program (version 7.0.0) of the STAT-EASE software (2005) with the so-called D-optimal mixture design Methodology for optimization of mixing ratios of four ingredients as indicated in Table , to analyses the statistical models for responses variables, to design the experiments, to build, test adequacy and optimization with respect to the response variables.
Table 4. Components value of the mixture
D-optimal mixture design methods with 15 points and 5 replications. Experiments have been conducted at all augmented metrics with the aim of maximizing energy and protein. The RMSE (Root Mean Square Error) is the square root of the mean square error, and is deliberated to be the standard deviation associated with the experimental error. This measures how well the model fits each point in the design. Adjusted R2 is a measure of the amount of variation about the mean explained by the model, adjusted for the number of parameters in the model. The predicted R2 measures the amount of variation in new data explained by the model. A good model will have a low RMSE, a large predicted R2, and a low PRESS (Predicted error square). The R2 is defined as the ratio of the explained variation to the total variation and is a measure of the degree of fit (Ibrahim, Yaakob, Che, Tan., & Idris, Citation2010).
For protein, prediction equation in terms of L_Pseudo Components was developed using statistical parameters given in above Table Therefore, protein could be predicted as:
Table 5. Statistics performed for the significantly fit model
where A, B, C and D represent any proportion of chickpea, Haricot beans, maize and finger millets, respectively. From the equation, the magnitude of the parameter estimates for A and BD were relatively greater than others. It is possible to conclude that Chickpeas were main sources of protein for a product developed as it was or in combination.
Similarly, Energy could be predicted as
where A, B, C and D represents any proportion of chickpea, Haricot beans Maize and finger millets, respectively. From the equation the magnitude of the parameter estimates for A and C are greater compare to B and D it is possible to concluded that the, chickpea and maize components were the main sources of energy for the product which was developed.
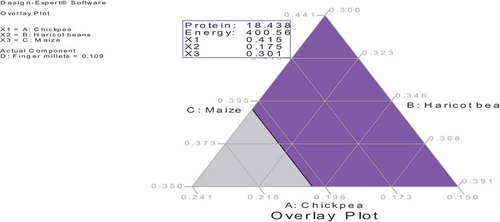
After optimization using D-optimal mixture design Formulation which contains 41.1 g/100 g chickpea, 16.0g/100g haricot beans, 31.9g/100g maize and 10.9g/100 of finger millet flour was selected as the greatest source of energy and protein as indicated in Figure . The prediction region for protein was stretch to formulations containing a high amount of chickpea, (41%) a little amount of haricot beans, moderate amount of maize and relatively a small amount of finger millet. The prediction region for energy was stretch to formulations containing a high amount of chickpea, (41%) a little amount of haricot beans, moderate amount of maize and relatively a small amount of finger millets as shown on Figure . The overlay plot indicates the optimum points that components satisfies with variables. The overlay counter plot shown below in Figure . The pink-shaded areas symbolized for attributes which satisfy the requirements for the variables responses.
Figure 1. Desirability (counter).
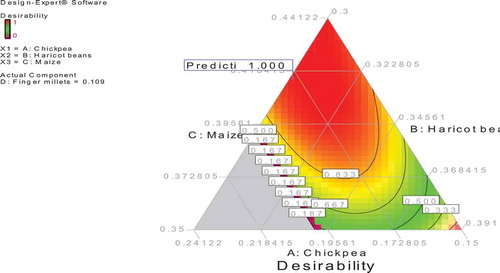
Figure 2. (a) Protein and (b) Energy 3D plot.
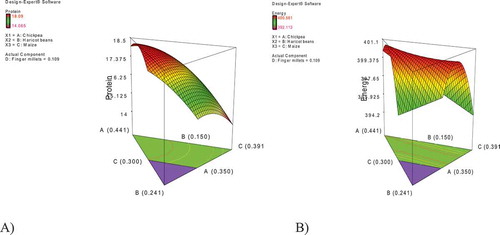
Figure 3. Overlay plot.
3.4. Physical properties of extrudates
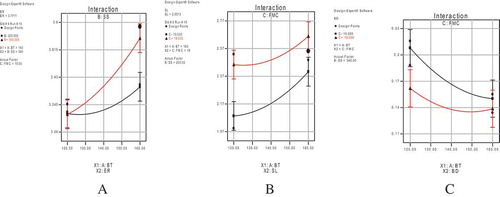
Expansion occurs usually during high temperature and low moisture extrusion cooking. It is the consequence of several events such as biopolymer structural transformations and phase transitions, nucleation, extrudate swell, bubble growth, and bubble collapse, with bubble dynamics dominantly contributing to the expansion phenomenon. As shown in Table , the maximum expansion ratio was 3.7711 mm/mm with increasing the barrel temperature, the expansion ratio was increased till maximum value was achieved As the temperature increased from 120°C to 160°C, ER was increased from 3.1438 to 3.7711 mm/mm. This shows significant differences were observed (a-f) at (p < 0.05) in the physical properties of extrudates.
Table 6. Physical properties of extrudates
As indicated in Figure , the interaction effect of process variables showed that the highest ER was observed at 15% fed moisture content, 160°C barrel temperature and 340rpm screw speed. The changes in extrudates properties by moisture and temperature variations may be attributed to variation in starch degradation and protein denaturation. At very high temperature and lower moisture the vaporization occurs in and may cause breakage of the structure, hampering expansion. Low moisture content in the material may restrain its flow inside the extruder, increasing shear and residence time (Ding, Ainsworth, Plunkett, & Marson, Citation2006; Hagenimana, Ding, & Fang, Citation2006).
Figure 4. Response surface interaction plot of (a) expansion ratios, (b) specific length and (c) bulk density.
3.5. Functional properties of extrudates
Water solubility results showed that, higher feed moisture levels contribute to a greater starch gelatinization and denaturation of protein resulting in an increased WSI as point out in Figure . The result in table showed that the maximum WAI value was higher in the extruded formula (120°C, 340 rpm and 15% feed moister) and the lowest was 160°C, 340 rpm, 18% feed moister. Screw speed and feed moister had significantly affected WAI. This indicates significant differences were observed (a-i) at (p<0.05) in the Functional Properties of extrudates. Moisture content, acting as a plasticizer during extrusion cooking, reduces the degradation of starch granules, this result in an increased capacity for water absorption. (Hagenimana et al., Citation2006).
Figure 5. Risponse surface interaction plot of (a) water absorption index, (b) water solubility index and C water hydration capacity.
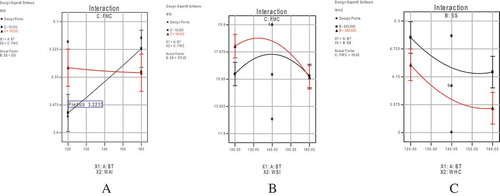
Table 7. Functional properties of extrudates
Extrudate showed a maximum of 19.89% and a minimum of 11.873%. Water solubility index (WSI), often used as an indicator of degradation of molecular components. WSI measures the amount of soluble components released from the protein and other molecules after extrusion. High WSI is an in vitro indicator of good digestibility (Guha, Zakiuddin, & Bhattacharya, Citation2003). The extrudate water hydration capacity results showed that a maximum of 5.475% and a minimum of 3.006%. WHC is a measure of entrapped water that includes both bound and hydrodynamic water.
3.6. Microbial analysis
Extruded products are produced at high-temperature short time (HTST) processing, the product was less susceptible for microbial contamination. corresponding results of the experimentation showed that Coliform and E. coli ware not detected at all in all extrudate. The total plate count and yeast and mold count analysis result was found in the safe limit according to FAO and WHO recommendations.
3.7. Sensory quality
The mean sensory scores for these products (Figure ) are summarized in Table . The sensory scores for color, appearance, flavor, texture and overall acceptability indicate that all products have a mean value greater than 6, indicating that the products are very liked by the panelists. All snacks were accepted according to the panelist’s preference test. Scores for all attributes revealed that significant (p < 0.05) differences exist between the products. At Processing conditions of 120ºC, 200rpm and 15% feed moisture content lowest color was observed. Whereas the highest was at 160ºC, 340 rpm and 18% feed moisture content. Generally, it was possible to conclude that barrel temperature, screw speed and feed moisture, interaction of these variables had a significant effect on the color or lightness of product. Texture scores were corresponding to the moister content as shown in Table where the increased barrel temperature and decreased feed moisture were found to promote lower bulk density and expansion ratios.
Figure 7. Final products.

Table 8. Sensory quality attributes for extrudates
The appearance of the extrudates was improved with decreasing barrel temperature and feed moisture content up to 120°C and 15% and also increasing with screw speed up to 340 rpm, as presented in table, the highest (8.222) mean appearance score was obtained at 120ºC barrel temperature, 340 rpm screw speed and 15% feed moister content. Crispness basically was important in determining the consumer acceptability of snacks. Texture of the extruded products was tested in terms of their ability to be easily crushed in mouth. The result shows that the mean texture score of the extrudate was decreased from 8.444 to 7.33 with increasing barrel temperature and feed moister content. Barrel temperature was significantly (p < 0.05) affected the overall acceptability of the extrudates. As shown from Figure graph sensory acceptability of the extrudate the most acceptable extrudate was found at sample number 3 which was produced at 120°C barrel temperature, 340 rpm screw speed 15% feed moisture content. The interaction between barrel temperatures were significantly affect the overall acceptability of the extrudates.
As discussed above, the barrel temperature, screw speed and feed moisture had significantly affected the overall acceptability of extrudates (p < 0.05). Since any new product must give satisfaction and pleasure to the consumers, sensory attributes were also considered during selecting optimum process condition. As it is shown in figure the optimum process variables selected are accepted as the optimum points for pulse-based extruded product.
4. Conclusion
This study evidenced that the effect of extrusion processing parameters on pulse-cereal-based snack products manufacturing on quality attributes. The processing conditions studied under extrusion process at 120°C barrel temperature, 340 rpm screw speed and 15% feed moisture content produced better quality extrudates products with a maximum water absorption index of 6.017g/g and minimum load at break (16 N) values were obtained. Similarly, the proximate composition 16.24% protein and 74.01 % total carbohydrates were better. The sensory quality attribute color (8.22 ± 0.667), appearance (8.22± 0.441) texture (8.44 ± 0.527) flavour (8.33± 0.50), and overall acceptability (8.33 ± 0.50) at 120°C barrel temperature, 340 rpm screw speed 15% feed moisture content were promising. The functional properties like WHC, WAI and WSI appeared to attain the characteristics of a typical gelatinized product at increased barrel temperature and decreased feed moisture content. Most product quality attributes were less influenced by screw speed variation as compared to barrel temperature and feed moisture.
The extrusion variables such as barrel temperature, feed moisture content and screw speed induced significant changes in the product quality attributes evaluated. These research findings represent the first investigation in the African/Ethiopian context to manufacture extruded cereal-pulse blended snack products using haricot bean flour as raw material at commercial, and industrial level using large scale food processing machineries. Scaling up nutrition for economic growth and national development by means of bringing raise nutritious, affordable and safe pulse based products in the African countries specifically in the African Great Lakes region where beans production and consumption is high. There is a need to start seeing nutrition investments as a means to economic growth via value addition of pulses.
The pulse-cereal-based blended extrudates manufacture process provide choices of nutrient-dense food supply for developing countries in terms of healthy, accessible and affordable food products. In conclusion, food and nutrition insecurity in Africa have frequently been identified. To this end, manufacture of snacks produced from locally available grains of blended flours can contribute to the African malnutrition tricky with the puzzle of having all the required resources.
Compliance with ethical standards
This study protocol was reviewed and approved by the institutional review board of the Addis Ababa Institute of Technology (AAiT), School of Chemical and Bio-Engineering, Food Engineering Graduate Program. Informed consent was waived by the board. The manuscript is in line with the International recommendations for the ethical standards.
Declaration of interest
The authors declare no conflict of interest. The authors have no competing interests to declare.
Acknowledgements
The authors gratefully acknowledge University of Saskatchewan (U of S), Canada for financial support of this research work. International Development Research Centre (IDRC) Canadian International Food Security Research Fund (CIFSRF Phase 2) program provided a fund to perform the project entitled “Scaling-up Pulse Innovations for Nutrition Security in Southern Ethiopia”. This project funded to perform Msc thesis specific research entitled “Development and Quality Characterization of Pulse-based Extruded Ready- to-eat Products” with the collaboration between the University of Saskatchewan and Addis Ababa University, Addis Ababa Institute of Technology,
with the project fund no: 416648. The authors likewise acknowledge the Guts Agro-food Processing Industry located at Hawassa for allowing us to use the processing unit operations in order to process the various-blended extruded snack food products.
Additional information
Funding
Notes on contributors
Shimelis Admassu Emire
Shimelis Admassu Emire is currently working for Addis Ababa University, School of Chemical and Bio-Engineering, Addis Ababa, Ethiopia. He received Doctoral Degree from Asian Institute of Technology, Bangkok, Thailand in Food Process Engineering and Bioprocess Technology. His research Interest includes:
• Functional foods and nutraceuticals from plants,
• Extraction and product development of functional foods from bioactive compounds for disease prevention and health promotion,
• Food packaging and packaging materials testing and characterization.
Dr.Eng. Shimelis has a great aspiration to work in the front-line research areas of Agro-food and Bio-System Engineering.
References
- Admassu, S., & Rakshit, K. (2005). Proximate composition and physico-chemical properties of improved dry bean (Phaseolus vulgaris L.) varieties grown in Ethiopia. LWT, 38, 331–14. doi:10.1016/j.lwt.2004.07.002
- Anderson, R. A. (1969). Gelatinization of corn grits by roll and extrusion cooking. Cereal Science Today, 14(1), 4–11.
- Anton, A. A. (2008). Influence of added bean flour (Phaseolus vulgaris L.) on some physical and nutritional properties of wheat flour tortillas. Food Chemistry, 109(1), 33–41. doi:10.1016/j.foodchem.2007.12.005
- AOAC. (2005). Association of Official Analytical Chemists: Official methods of Analysis of AOAC International (Vol. 2, 18th ed.). Washington, DC.
- Bishnoi, S., & Khetarpaul, N. (1993). Variability in physico-chemical properties and nutrient composition of different pea cultivars. Food Chemistry, 47, 371–373. doi:10.1016/0308-8146(93)90179-J
- Chibbar, R. N. (2012). Pulse foods: Processing, quality and nutraceutical applications. Food science and technology, International series: Book review. American Journal of Human Biology, 24(4). doi:10.1002/ajhb.22289
- Central Statistical Agency (CSA) and ICF. (2016). Ethiopia Demographic and Health Survey 2016. Addis Ababa and Rockville, MD: CSA and ICF.
- Ding, Q. B., Ainsworth, P., Plunkett, A., & Marson, H. (2006). The effects of extrusion conditions on the functional and physical properties of wheat-based expanded snacks. Journal of Food Engineering, 73, 142–148. doi:10.1016/j.jfoodeng.2005.01.013
- Emire, S. A., & Rakshit, S. K. (2007). Effect of processing on antinutrients and in vitro protein digestibility of kidney bean (Phaseolus vulgaris L.) varieties grown in East Africa. Food Chemistry, 103(1), 161–172. doi:10.1016/j.foodchem.2006.08.005
- Guha, M., Zakiuddin, S., & Bhattacharya, S. (2003). Screening of variables for extrusion of rice flour employing a Plackett-Burman design. Journal of Food Engineering, 57, 135–144. doi:10.1016/S0260-8774(02)00282-0
- Hagenimana, A., Ding, X., ., & Fang, T. (2006). Evaluation of rice flour modified by extrusion cooking. Journal of Cereal Science, 43, 38–46. doi:10.1016/j.jcs.2005.09.003
- Ibrahim, H., Yaakob, B., ., Che, M., Tan., C. P., & Idris, A. (2010). Mixture design experiment on flow behaviour of O/W emulsions as affected by polysaccharide interactions. World academy of science. Engineering and Technology International Journal of Nutrition and Food Engineering, 4(7), 464–470.
- Ifeoma, I. T., Chukwunonso, E. E., Obinna, M. N., & Bryan, C. N. (2010). Effect of traditional processing techniques on the nutritional and phytochemical composition of African bread fruit (Treculia africana) seeds. Journal of Applied Sciences and Environmental Management, 14, 169–173.
- Leszek, M. (2005). Extrusion-cooking techniques: Applications, theory and sustainability. Weinheim: wileyvch Verlag GmbH & Co. KGaA. ISBN: 978-3-527-32888-8.
- Mason, W. R., ., & Hoseney, R. C. (1986). Factors affecting the viscosity of extrusion-cooked wheat starch. Cereal Chemistry, 63, 436–441.
- Montgomery, C. (2001). Design and analysis of experiments, fifth edition. New York, USA: John Wiley & Sons.
- Robert, L. S., Nozzolillo, C., & Altosaar, I. (1985). Characterization of oat (Avena sativa L.) residual proteins. Cereal Chemistry, 62, 276–279.
- Shimelis, E. A., & Rakshit, S. K. (2008). Influence of natural and controlled fermentations on α‐galactosides, antinutrients and protein digestibility of beans (Phaseolus vulgaris L.). International Journal of Food Science & Technology, 43, 658–665. doi:10.1111/j.1365-2621.2006.01506.x
- Wang, N., Daun, K. J., & Malcolmson, J. L. (2003). Relationship between physicochemical and cooking properties, and effects of cooking on antinutrients, of yellow field peas (Pisum sativum). Journal of the Science of Food and Agriculture, 83, 1228–1237. doi:10.1002/jsfa.1531
- Yuliani, S. (2006). Effect of extrusion parameters on flavour retention, functional and physical properties of mixtures of starch and D-limonene encapsulated in milk protein. International Journal of Food Science and Technology, 41(2), 83–94. doi:10.1111/j.1365-2621.2006.01409.x