
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Despite the use of Additive Manufacturing (AM) technologies in a lot of applications including the production of some high-value products for end use, it is still very much an untapped potential. There is an increase in usage of AM technology for the manufacture of end-use products (Rapid Manufacturing (RM)) in recent years, but mass use of the technology in terms of speed, cost and quality, which is acceptable by the general consumer, is still not widely in existence today. The concept of RM as a viable production process is still not understood by many businesses/consumers, with thinking still dominated by the AM technologies for Rapid Prototyping (RP) applications. A key difference between RM and RP is in the supply chain. The RM supply chain is much more complicated than the RP supply chain. This research conducted a Delphi Study to identify the requirements or pre-requisites necessary for the use of RM technologies as a viable means to manufacture end used products (RM application of AM) in mass scale. The paper identifies 36 requirements or pre-requisites and classified them into various classes of importance in order to highlight their significance. In addition to supply chain issues, the requirements unearthed are factors or features about RM technology (equipment), materials and processes that need modification, upgrading or creation.
PUBLIC INTEREST STATEMENT
Additive Manufacturing (AM) processes can be defined as semi-automated systems that take two-dimensional (2-D) layers of computer data and rebuild them into three-dimensional (3D) solid objects. AM differs from more traditional production technologies in that the modus operandi is not subtractive or formative, but rather is additive in the way it layers up parts during manufacture. Additive Manufacturing (AM) technologies are used in some applications including the production of some high-value products for end use; however, it is still very much an untapped potential. This research conducted a Delphi Study to identify the requirements or pre-requisites necessary for the use of AM technologies as a viable means to manufacture end used products in mass scale.
1. Introduction
Additive Manufacturing (AM) processes can be defined as semi-automated systems that take two-dimensional (2-D) layers of computer data and rebuild them into three-dimensional (3D) solid objects. Internationally, AM is also known by a number of other names: Layer Manufacturing Technologies (LMT), Generative Manufacturing and 3D Printing (3DP) amongst many others (Ariadi, Hasan, Smith, & Rennie, Citation2008; Hopkinson, Hague, & Dickens, Citation2006; Levy, Schindel, & Kruth, Citation2003; Pham & Dimov, Citation2001). A generally accepted term for a final or end-use product realised by AM is Rapid Manufacturing (RM) (Hopkinson et al., Citation2006). RM has evolved from Rapid Prototyping (RP) which typically used AM technologies to physically create prototype models and concepts prior to committing to a subsequent alternative or downstream manufacturing operation (Mellor, Hao, & Zhang, Citation2014), RM therefore being concerned with the direct manufacture of functional parts, components and assemblies using AM technologies (Tuck, Hague, & Burns, Citation2006). AM produces components in an additive manner by slicing a 3D computer-aided design (CAD) model into a series of discrete layers or cross-sections. These layers are then reconstructed in the AM machine to produce a physical representation of the 3D CAD model (Ruffo, Tuck, & Hague, Citation2007). As such, AM differs from more traditional production technologies in that the modus operandi is not subtractive or formative (e.g. machining and moulding, respectively), but rather, is additive in the way it layers up parts during manufacture. Therefore, one particular advantage over more traditional techniques is that no tooling is required to manufacture a component (Tuck, Hague, Ruffo, Ransley, & Adams, Citation2008).
This paper investigates the requirement or pre-requisites for mass uptake in the use of RM technologies in conventional manufacturing processes. In this regard, a Delphi Study was conducted, and a statistical analysis method called the “weighted mean” is used to interpret the findings and the requirements are categorised into various classes. At present, RM application of AM is most appropriate for high value-added applications where price is almost always secondary to function (Hasan, Rennie, & Hasan, Citation2013). Certain parts for the International Space Station and other projects have been made by Boeing using AM technologies (Hopkinson & Dicknes, Citation2003). The possibility of using AM techniques in space instrument development has also been investigated (Rochus et al., Citation2007). Formula 1 racing has steadily—increased its use of AM technologies (Cooper, Stanford, Kibble, & Gibbons, Citation2012). Wind tunnel testing of RM made prototype components has been previously investigated which was followed by race-useable parts; in addition, there are several joint ventures between auto manufacturers and AM technology companies (Cotteleer & Joyce, Citation2014; Resnick, Citation2017). A Foresight Vehicle Initiative investigated the possibilities of custom seats, steering wheels, gear knobs and hand brakes (Hopkinson et al., Citation2006; Tuck et al., Citation2006). Production of spare parts including classic motorcycle spares using AM technologies is also viable and has been previously investigated (Hasan & Rennie, Citation2008a, Citation2008b; Khajavi, Partanen, & Holmström, Citation2014). Physical representations of avatar characters from a game called World of Warcraft are produced using AM technologies (Figureprints, Citation2011). In addition, there has been a steady growth in the list of areas to which RM has been applied. These include work of art, designer objects, palaeontology, medical models, tissue engineering, architecture and personal fabrication (Bibb & Rennie, Citation2017; Campbell, Citation2009; Gibson, Rosen, & Stucker, Citation2014; Lueders, Jastram, Hetzer, & Schwandt, Citation2014; Salmi, Paloheimo, Tuomi, Wolff, & Mäkitie, Citation2013).
1.1. RP and RM supply chain
Despite the use of AM technologies in a lot of applications including the production of some high-value products for end use and continuous growth in market size of AM technologies which amounted to 6.063 billion US dollars in 2016, it is still very much an untapped potential (Wohlers, Citation2017, Citation2010). The use of AM technologies (i.e., RM) for the manufacture of end-use products in terms of speed, cost and quality, which is acceptable by the general consumer, is still not widely in existence today (Hopkinson et al., Citation2006). Therefore, it can be argued that a fully functional supply chain for RM application of AM technologies and its products is very much disjointed. As recent studies suggest, further research related to supply chain domain is required with evolving application of the technology in final use products (Khajavi et al., Citation2014; Thomas, Citation2016).
The concept of RM as a viable production process is still not understood by many businesses/consumers, with thinking still dominated by the AM technologies for RP applications. The AM industry is very much service bureau centric (Hasan et al., Citation2013). Service bureaux or service providers offer AM part manufacturing services, including production of aesthetic models, functional prototypes and in some cases end-use products, to design and manufacturing organisations or to any interested buyer as an outsourced service . The RP supply chain starts from the design of the product concept, then the AM service bureau generates a production design followed by a prototype and eventually the supply chain stops at the pre-production stage. However, the RM supply chain is not that straightforward. The definition for RM signifies that AM technologies will be employed for realising end-use products, not just prototypes. The RM supply chain is therefore far more comprehensive and includes further activities such as production; part supply & logistics; assembly and integration; customer distribution; after sales services; life cycle engineering (Reeves 2007). Figure illustrates the difference between RP and RM supply chain.
Figure 1. Differences in RP and RM supply chain.
This paper outlines the results of a Delphi Study conducted to identify the requirements for mass scale adoption of RM technology to produce end used products. A Delphi study is used when group consensus from a panel of experts is sought. It is useful when group consensus can be utilised as valid evidence, where empirical and formal experimentation is impractical. It should be noted that apart from supply chain issues, the requirements under consideration can be factors or features about the AM technology (for RP/RM applications) that need modification, upgrading or creation.
2. Research method
The Delphi technique is a specialised form of group interaction that generates ideas, projections and solutions (Linstone & Turholl, Citation1975). The technique was originally developed by Rand Corporation to gain consensus from a group of experts for the US weapon industry (Patton, Citation2003). Delphi Studies are used when expert opinion is an available option (Martino, Citation1983). This method is appropriate for helping to understand supply chain dynamics because gathering experimental evidence of supply chain performances can be difficult given the cross-company nature of supply chains (Lummnus, Vokurka, & Duclos, Citation2005). It was agreed by the research team that a Delphi Study would be very efficient and effective in this research since involving experts with significant expertise in AM from a range of industries and businesses would potentially result in greater in-depth knowledge assimilation. In addition, the present scenario in the RM industry fits the criteria of Delphi Study usage, i.e., it is appropriate research method when the problem does not lend itself to precise analytical techniques but can benefit from subjective judgment on a collective basis (Linstone & Turholl, Citation1975). Following is the primary research question that the study investigated: “What are the requirements or pre-requisites for RM technologies to be used as viable means to manufacture end used products in mass scale?”
A Delphi Study can constitute multiple rounds, the number of rounds varying according to the requirements of the study and the level of agreement reached between the participants. Typically though, a Delphi Study constitutes three to four rounds. The Delphi Study conducted in this research was designed as a three round process keeping in mind the constraints regarding available timescales and also the fact that the level of agreement between the participants was deemed sufficient (it was foreseeable that no further significant developments in terms of agreement were possible).
Round 1 posed the primary (or the fact finding) question of the Delphi Study to the participants. The inputs from Round 1 were analysed and presented in an articulated manner in Round 2 of the study to the same participants. The participants were asked to express their opinion in terms of “agree”, “neutral” or “disagree” to the contents of Round 2. In Round 3, the same contents as in Round 2 were provided to the same group of participants who were asked to re-express their opinion. In the third round, controlled feedback regarding the results of Round 2 was provided. At the end of the third round, the study was declared officially closed and results were analysed. The research used a weighted mean technique to analyse the results and the requirements for mass scale adoption of RM technology was segmented into seven different classes of varying importance.
Round 1 was eventually closed after eight participants had responded. It should be noted that a group size of eight to ten respondents is known to provide good performance in a Delphi Study (Mullen & Gold, Citation1988). In addition, Delphi study requires the same group of experts to participate in all the rounds. Hence, time commitment of the participants, all of whom were experts in the field with a busy schedule was an important consideration in deciding on the number of participants. Furthermore, the research team had conducted preliminary research regarding pertaining issues related to AM technology adoption based on literature review, informal discussions and industry linkages. Comparing the existing information with the results of round 1 of the Delphi Study, it was deemed that enough input was gathered, and the process should be initiated to see whether the experts can come to an agreement.
The Study participants were selected from members of the current, active AM community. The criteria for selecting panel of members of the study and participant details are provided in Tables , respectively. The qualifications and experience of the members who agreed to participate in the study were deemed very satisfactory. The majority of the participants are involved in active AM research, the remaining participants included reputed industry consultants in the field and senior management/directors of AM service-providing bureaux. Geographically, the participants are based in the UK and USA.
Table 1. Criterion for panel recruitment
Table 2. Details of the participants of the Delphi study
The entire study was conducted online through a dedicated web portal. The participants were notified at the start of each round via e-mail which also contained a link to the web portal which they were able to access using their respective name and e-mail address as identification.
3. Results and discussion
The Delphi Study started with Round 1 where the fact-finding question was asked to the expert panel. Care was taken to keep the participants of the study anonymous to each other. The fact-finding question asked to the participants is provided below-
“List at most, fifteen characteristics that, according to you, are required for RM technologies to be used as viable means to manufacture end used products in mass scale”
At the end of Round 1, the cumulative number of characteristics from the responses received from all the participants totalled 51. Amongst them, there were 14 individual characteristics (responses) that were common or similar in nature. The maximum number of characteristics listed by a single participant was 12 whereas the minimum was four. The mean in terms of the number of characteristics per participant was 6.38. The characteristics that were found common or similar in nature are listed in Table .
Table 3. Common characteristics/requirements listed by multiple participants
The entire list of 37 characteristics/requirements, after the elimination of the common or similar ones, is provided in Figure .
Figure 2. Requirements/prerequisites reported in Round 1.
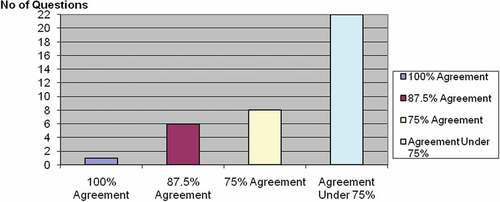
Round 2 is based on the responses of the previous round. The compilation of responses from Round 1 were constructed in a questionnaire format and presented to the same panel of participants (Appendix 1). The participants of Round 2 (same as Round 1) were asked to express their opinions in terms of whether they “agree”, are “neutral” or “disagree” to the questions. It should be noted that Delphi Study requires the same individuals to participate in all the rounds. Figure illustrates the number of questions that are agreed upon in Round 1, in different percentage zones.
Figure 3. Distribution of number of questions agreed upon in Round 2.
In Round 3, the same questions were re-presented to the participants (same as Round 1 and 2) with the results of the previous round (Round 2) indicated for each question. This round reported changes in opinions of the participants from the last round. There were 11 questions in this round that reported 100% agreement between the experts, whereas that was only one in the previous round (Table ).
Table 4. The question having 100% agreement in both Round 2 and 3
There were five questions which reported 100% agreement in Round 3, which had an agreement percentage of 87.5% in Round 2. That is, in each of these questions, one of the participants changed their respective opinion from “neutral” to “agree”. In the case of three questions that had a 75% agreement in Round 2, they reported a 100% agreement in Round 3; i.e. two of the participants changed their view from “neutral” and “disagree” to “agree”. In two questions, the percentage of agreement jumped from 62.5% to 100%. That is, as many as three participants who were “neutral” on the questions in Round 2 changed their opinion to “agree” in Round 3. The entire list of questions and results are provided in Appendix 1. Figure shows the distribution of the number of questions agreed in both rounds.
Figure 4. Distribution of number of questions agreed upon in Round 2 & 3.
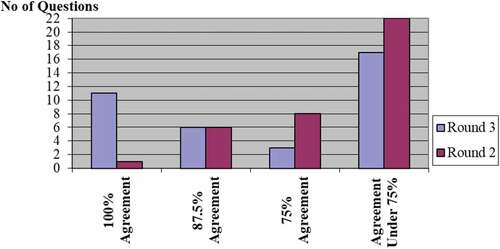
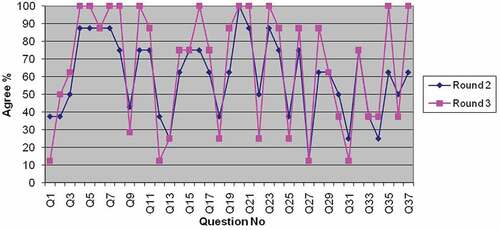
Figure is a plot of “agree” % with respect to individual Question Numbers for Rounds 2 and 3. The graph illustrates the change in values of “agree” percentages for all questions between Rounds 2 and 3. Eight questions did not change between rounds. Twenty questions increased in agreement rate whereas nine questions saw a decrease in agreement between rounds. Analysis reveals that in general, questions in the vicinity of 100% agreement in Round 2 moved on to 100% agreement in Round 3 and in general, questions having less than 50% agreement in Round 2 decreased further in terms of agreement rate in Round 3.
Figure 5. Agree %-question no. plot for Round 2 and 3.
3.1. Calculation of the weighted mean
This research uses a methodology where each and every final judgement of the participants to a requirement is taken into account. The methodology not only considers the level of agreement, but, also takes into consideration the neutral and disagreement level for each requirement. The weighted mean of each requirement is calculated and used to differentiate requirements in terms of importance as identified by this study. Weighted Mean is an established statistical method for analysis (Meier, Citation1953; Qi, Citation1998) and has been previously used in Delphi Study oriented research (Lummnus et al., Citation2005). The methodology to calculate weighted mean is discussed in this section.
The weighted mean for a non-empty set of N value data [x1, x2, . .,xn] is computed as Mw and it is calculated according to:
W1, W2, …, WN are non-negative coefficients, called “weights”, that are ascribed to the corresponding values X1, X2, …, XN.
This Delphi Study provided three options to the participants to answer each question asked, the options being “agree”, “neutral” and “disagree”. At this point, to proceed further with this analysis, it is important to relate these options for answers with specific values – the value designation is provided below. Care has been taken to have a fixed difference between the values assigned. The scaling, as given below, was chosen as it is known to provide good results in Delphi Studies previously conducted (Lummnus et al., Citation2005).
Let, Agree = 7 = X1; Neutral = 4 = X2; Disagree = 1 = X3
In this case, N = 3 (constant) i.e. participants had three options to choose an answer to a question. Therefore, [X1, X2, X3]= [Agree, Neutral, Disagree] = [7, 4, 1]
The weight (WTotal) is the total number of participants that expressed their opinions to a requirement. It is divided into three segments; i.e., the number of participants that agreed, remained neutral or disagreed with a requirement.
That is,
Let,
This paper use “Question 1” as an illustrative case to explain the calculation process of the weighted mean (Mw). The same process was used to calculate the weighted mean of all the requirements (Appendix 2).
Question 1 requirement: “Customers of RM systems could operate almost anywhere, so an RM supply chain has to ensure that all the regions of the world are sufficiently covered.”
No. of Participants who agree to this requirement (Round 2) = WAgree= 1
No. of Participants who are neutral to this requirement (Round 2) = WNeutral= 7
No. of participants who disagree to this requirement (Round 2) = WDisagree = 0
[W1, W2, W3] =[WAgree, WNeutral, WDisagree] =[1, 7, 0]
[X1, X2, X3] = [Agree, Neutral, Disagree] = [7, 4, 1]
Applying EquationEquation (1)(1)
(1) :
3.2. Classification of requirements
This study has identified 36 requirements (excluding 1 requirement having an unacceptable level of agreement) as pre-requisites/requirements for RM technologies to be used as viable mean to manufacture end used products in mass scale. The requirements are categorised in terms of their importance into seven different classes. The intent here is to recognise the different groups in a population, so that it is beneficial for management, researchers or concerned authorities to interpret when one cannot see the characteristics that separate the groups but only related ones. This idea of discriminating between groups in a population was introduced in statistics by Fisher (Citation1936). Durand (Citation1941) used the technique to discriminate between good and bad loans. Similar technique is widely applicable in credit ratings (Thomas, Citation2000). The following discussion provides insight into the various categories of requirement as identified in this research.
Class A: This class contains eleven requirements (Table ) that have been identified as the most important by the experts participating in this study. These requirements have a 100% agreement rate; that is Mw of 7 (maximum). This study concludes that mass scale adaptation of RM technologies have to consider the fulfilment of the requirements listed in Class A. It is interesting to note that five out of the eleven Class A requirements pertain to technical issues related to the technology and materials. In addition, experts agree that the overall cost of RM machines, products and end product manual polishing has to decrease. After sales and distribution related issues such as quality assurance procedure and availability of technical services to individual customers located in non-conventional settings are also considered very important requirements. The latter requirement is referring to individual operators of RM machines at homes. Upstream supply-chain-related issue such as stability of material supply is also very vital in order to give confidence to users to integrate RM technologies in conventional production processes.
Table 5. Class A requirements
Class B: The Mw range of class B is 6.5 to 6.99 inclusive. However, the class contains six requirements all with Mw of 6.63 (Table ). The class is considered second in terms of importance. The study considers the requirements of this class as very important but not to the extent of the requirements in Class A. However, in the case of many industry sectors, these requirements may be required to be fulfilled before RM technologies are utilised in mass scale. Majority of the requirements in Class B can be considered material and technology related; for example availability improved material, optimisation of building parameters. Experts have also identified design optimisation as a necessary requirement; this is particularly interesting since existing literature have articulated the potential of improved design using RM as one of the technologies key attributes. It is perhaps that the experts want to stress that design optimisations are further utilised as a key selling point of the technology.
Table 6. Class B requirements
Class C: This class contains requirements having Mw in the range of 6.00 to 6.49. There are four requirements in this class with all of them having Mw value of 6.25 (Table ). The requirements in this class are thought to be important. However, according to this study, the level of importance for this class is less than that of Class A and Class B. The requirements in this class can be considered mainly production process and technology related such as improvement in post operation and throughput increase. An important requirement identified which is in general agreed upon by experts in this class is qualification of parts. This is particularly important for mass scale utilisation of the technology in producing end used parts in the aerospace industry.
Table 7. Class C requirements
Class D: This class contains requirements having Mw in the range of 5.50 to 5.99 inclusive (Table ). The importance of this class is thought to be above average. Two of the requirements of this category are distribution and after sales related issues for affordable RM technology such as 3D printers. It should be mentioned that such use of the technology is gaining increasing interest among individual consumers. In addition, speed of manufacture which is a technology and process related requirement has also been stressed upon by the experts.
Table 8. Class D requirements
Class E: This class contains requirements having Mw in the range of 5.00 to 5.49 inclusive (Table ). The importance of this class is considered comparatively less than the classes above it. One of the requirements in this category is distribution related whereas the rest of the two pertains to social acceptance of the technology and overall market dynamics.
Table 9. Class E requirements
Class F: This class contains requirements having a Mw in the range of 4.50 to 4.99 inclusive (Table ). This class is thought to be average in terms of importance. All the requirements in this category are material, technology or process related.
Table 10. Class F requirements
Class G: This class contains requirements having a Mw in the range of 4.00 to 4.49 inclusive (Table ). The importance of this class is considered as low. Two of the requirements are related to non-existence of fully functional RM supply chain. This includes lack of RM products lifecycle engineering protocol and disintegrated nature of the global RM supply chain.
Table 11. Class G requirements
4. Conclusion
There has been a steady growth in the list of areas to which RM technologies have been applied. However, there is still room for adaptation of the technology in mass scale. This research conducted a Delphi Study among notable RM technology experts to investigate the requirements for the use of RM technologies as a viable means to manufacture end used products in mass scale. The study identified 36 requirements categorised in seven different classes with varying importance. It should be mentioned that all the requirements identified in this research may not bear the same importance to all industry sectors apart from class A and to some extent Class B requirements that had 100% and near 100% agreement, respectively, among the experts. The results of this research outlines the current state of affairs in the RM industry and points to the scope of academic and industry research and development that requires attention. It should be noted that most of the highly rated requirements identified are either technology, material and supply chain related. In addition, there are requirements that fall in the domain of social and market dynamics. Some of the issues that need focus if RM technologies are to be adopted for mass use are outlined below; followed by a brief discussion on the issues.
Intensify research and development work on RM technology and equipment
Accelerate academic and industry research on material sciences and metallurgy
Focus on business model development and supply chain integration
It is apparent from the results of this study that improvement is required in terms of RM technology and equipment. Availability of reliable and repeatable machines and dimensional tolerance has been identified by all the experts as requirements. Another important fact to note is that when RM technology is applied to manufacture in mass scale, batch size will be potentially large. In such situation optimisation of safe building parameters is important. Experts are further circumspect on the ability of current RM technology to produce parts fit for purpose. In addition, there are other minor requirements such as improvement in throughput, cycle time and speed of manufacture. It is suggested that RM technology manufacturers/Original Equipment Manufacturers (OEM) and academic researchers should concentrate on the above-mentioned areas in future research projects.
There has been a significant advancement in terms of availability of appropriate material for RM technologies. However, there is still considerable concern among RM experts regarding material used in RM product manufacturing. This includes availability of long-term material properties and safety data; in addition to stability of material specification. Researchers and scientists working in the field of material sciences and metallurgy should take the queue to undertake further advanced research on the area to realise the application of RM technology in mass scale.
RM supply chain is far more complicated than traditional RP ones and includes activities such as production; part supply and logistics; assembly and integration; customer distribution; after sales services; life cycle engineering. Hence, it is no surprise that a quite a few of the requirements identified in this study for large-scale multi-industry RM applications are supply-chain-related. Some of the requirements are upstream supply chain issues such as stability of material supply and others are downstream supply chain concerns such as part inspection protocol; product disposal and recycling; appropriate distribution channels and material batch recording. The latter is important for raw material traceability particularly in the aerospace and automotive industry. The industry also needs to pay attention to the unconventional requirements of individual RM equipment owners operating from their homes in geographically scattered locations. The findings of this research point to the lack of fully functional and to an extent disintegrated supply chain for RM products. The situation is probably due to the current market dynamics. Traditionally supply chains in various industry sectors are either buyer led or OEM led. These large organisations are responsible for designing and ownership of the supply chain including business model development. Since RM technology is not used in mass scale production such scenario is yet to arise. The situation is further complicated because the application of RM technology can span numerous industry sectors. In the circumstances, the onus is on the OEMs of RM technology to invest further resources on innovative business model development and supply chain integration efforts.
Additional information
Funding
Notes on contributors
Saad Hasan
Saad Hasan is an Assistant Professor in the Department of Operations and Supply Chain Management at the American International University-Bangladesh. He completed his PhD degree in Supply Chain Management under a European Union funded FP7 project from the Open University, UK. In addition, he holds a MSc in Engineering Degree from the Lancaster University, UK.
Dr. Hasan have teaching, research, project management, and coordination and delivery experience related to operations and supply chain management in academic and industry settings in the UK and Bangladesh. Some of the major research projects he has been involved with includes CONVERGE (EU funded), Etoile, (EU (funded), Unite (UK) etc. In addition, Dr. Hasan has provided research consultancy on UK construction supply chain during his tenure at the National Energy Foundation (UK),
Dr. Hasan’s research interest includes operations management, supply chain management, manufacturing strategies, business model development, process engineering, and technology management.
References
- Ariadi, Y., Hasan, S., Smith, P. C., & Rennie, A. E. W. 2008. “Development of an additive layer manufacturing business model: Creating an environment to support designers from concept to distribution.” Proceedings of the 32nd Japan Rapid Prototyping Symposium (79–22), Tokyo, Japan, June 2008.
- Bibb, R., & Rennie, A. E. W. (2017). Rapid design, prototyping and manufacturing. International Journal of Rapid Manufacturing, 6(2–3), 95–96. ISSN 1757-8817.
- Campbell, R. I. 2009. “The evolution of RP&RM research since 1995.” Proceedings of the Tenth National Conference on Rapid Design, Prototyping and Manufacturing 1-6, High Wycombe, UK, June 2009. ISBN 978-0-948314-57-5.
- Cooper, D. E., Stanford, M., Kibble, K. A., & Gibbons, G. J. (2012). Additive manufacturing for product improvement at Red Bull technology. Materials & Design, 41, 226–230. doi:10.1016/j.matdes.2012.05.017
- Cotteleer, M., & Joyce, J. (2014). 3D opportunity: Additive manufacturing paths to performance, innovation, and growth. Deloitte Review, 14, 5–19.
- Durand, D. (1941). Risk elements in consumer installment lending. In Studies in consumer installment financing, NBER Books from National Bureau of Economic Research, USA.
- Figureprints. 2011. “Figureprints Website.” Retrieved from http://www.figureprints.com/wow/Default.aspx
- Fisher, R. A. (1936). The use of multiple measurements in smoothed transition matrices to improve forecasting of taxonomic problems. Annals of Eugenics, 7, 179–188. doi:10.1111/j.1469-1809.1936.tb02137.x
- Gibson, I., Rosen, D., & Stucker, B. (2014). Additive manufacturing technologies: 3D printing, rapid prototyping, and direct digital manufacturing. New York: Springer. ISBN 978-1-4939-2113-3.
- Hasan, S., & Rennie, A. E. W. 2008a. “Virtual trading system for rapid manufactured products.” Proceedings of the Ninth National Conference on Rapid Design, Prototyping and Manufacturing (127–135), June 2008, Lancaster, UK. ISBN 978-0-948314-55-1.
- Hasan, S., & Rennie, A. E. W. 2008b. “The application of rapid manufacturing technologies in the spare parts industry.” Proceedings of the Nineteenth Solid Free form Fabrication Symposium (584–590), University of Texas at Austin, August 4- 8, Austin, USA.
- Hasan, S., Rennie, A. E. W., & Hasan, J. (2013). The business model for the functional rapid manufacturing supply chain. Studia Commercialia Bratislavensia, 6(24), 536–552. doi:10.2478/stcb-2013-0008
- Hopkinson, N., & Dicknes, P. (2003). Analysis of rapid manufacturing—Using layer manufacturing processes for production. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 217(1), 31–39. doi:10.1243/095440603762554596
- Hopkinson, N., Hague, R., & Dickens, P. (2006). Rapid manufacturing: An industrial revolution for the digital age. Chichester, UK: John Wiley & Sons. ISBN 13-978-0-470-01613-8.
- Khajavi, S. H., Partanen, J., & Holmström, J. (2014). Additive manufacturing in the spare parts supply chain. Computers in Industry, 65(1), 50–63. doi:10.1016/j.compind.2013.07.008
- Levy, G. N., Schindel, R., & Kruth, J. P. (2003). Rapid manufacturing and rapid tooling with layer manufacturing (LM) technologies, state of the art and future perspectives. CIRP Annals-Manufacturing Technology, 52(2), 589–609. doi:10.1016/S0007-8506(07)60206-6
- Linstone, H. A., & Turholl, M. (1975). The Delphi method: Techniques and application. Reading, USA: Addison-Wesley.
- Lueders, C., Jastram, B., Hetzer, R., & Schwandt, H. (2014). Rapid manufacturing techniques for the tissue engineering of human heart valves. European Journal of Cardio-Thoracic Surgery, 46(4), 593–601. doi:10.1093/ejcts/ezt510
- Lummnus, R. R., Vokurka, R. J., & Duclos, L. K. (2005). Delphi study on supply chain flexibility. International Journal of Production Research, 3(13), 2687–2708. doi:10.1080/00207540500056102
- Martino, J. P. (1983). Technology forecasting for decision making. New York, USA: Elsevier.
- Meier, P. (1953). Variance of a weighted mean. Biometrics, 9(1), 59–73. doi:10.2307/3001633
- Mellor, S., Hao, L., & Zhang, D. (2014). Additive manufacturing: A framework for implementation. International Journal of Production Economics, 149, 194–201. doi:10.1016/j.ijpe.2013.07.008
- Mullen, K. D., & Gold, R. S. (1988). Wellness construct delineation: A Delphi study. Health Education Research, 3(4), 353–366. doi:10.1093/her/3.4.353
- Patton, M. Q. (2003). Utilization-focused evaluation. In International handbook of educational evaluation (pp. 223–242). Dordrecht: Springer.
- Pham, D. T., & Dimov, S. (2001). Rapid manufacturing: The technologies and applications of rapid prototyping and rapid tooling. London, UK: Springer. ISBN-13: 978-1852333607.
- Qi, F. (1998). Generalized weighted mean values with two parameters. Proceedings: Mathematical, Physical and Engineering Sciences, 454(1978), 2723–2732.
- Resnick, J. 2017. “For the automakers, large-scale 3D printing is the next powerful toolbox” Forbes. Retrieved from https://www.forbes.com/sites/jimresnick/2017/03/08/for-the-automakers-large-scale-3d-printing-is-the-next-powerful-toolbox/#55c46a4b7ee0
- Rochus, P., Plesseria, J. Y., Van Elsen, M., Kruth, J. P., Carrus, R., & Dormal, T. (2007). New applications of rapid prototyping and rapid manufacturing (RP/RM) technologies for space instrumentation. Acta Astronautica, 61(1), 352–359. doi:10.1016/j.actaastro.2007.01.004
- Ruffo, M., Tuck, C., & Hague, R. (2007). Cost estimation for rapid manufacturing – laser sintering production for low to medium volumes. Rapid Prototyping Journal, 13(1), 23–29. doi:10.1108/13552540710719181
- Salmi, M., Paloheimo, K. S., Tuomi, J., Wolff, J., & Mäkitie, A. (2013). Accuracy of medical models made by additive manufacturing (rapid manufacturing). Journal of Cranio-Maxillofacial Surgery, 4(7), 603–609. doi:10.1016/j.jcms.2012.11.041
- Thomas, D. (2016). “Costs, benefits, and adoption of additive manufacturing: A supply chain perspective.” The International Journal of Advanced Manufacturing Technology, 85(5–8), 1857–1876. doi:10.1007/s00170-015-7973-6
- Thomas, L. C. (2000). A survey of credit and behavioural scoring: Forecasting financial risk of lending to consumers. International Journal of Forecasting, 16(2), 149–172. doi:10.1016/S0169-2070(00)00034-0
- Tuck, C., Hague, R., & Burns, N. (2006). Rapid manufacturing: Impact on supply chain methodologies and practice. International Journal of Services and Operations Management, 3(1), 1–22. doi:10.1504/IJSOM.2007.011459
- Tuck, C. J., Hague, R. J., Ruffo, M., Ransley, M., & Adams, P. (2008). Rapid manufacturing facilitated customization. International Journal of Computer Integrated Manufacturing, 21(3), 245–258. doi:10.1080/09511920701216238
- Wohlers, T. (2010). State of the industry annual worldwide progress report. Colorado, USA: Wohlers Associates. ISBN 0-9754429-6-1.
- Wohlers, T. (2017). Wohlers report, 3d printing and additive manufacturing state of the industry. Colorado, USA: Wohlers Associates. ISBN 978-0-9913332-3-3.
APPENDIX 1
1. Customers of “RM” systems could operate almost anywhere, so a RM supply chain has to ensure that all the regions of the world are sufficiently covered. Do you agree that this is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
2. Most equipment vendors and resellers are used to dealing with Corporations. Doing business with very small businesses and individuals that are working from their home may create some interesting challenges. Do you agree that this is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
3. Some equipment vendors and resellers may not be set up to accommodate the individual needs of an equipment owner operating from their home, garage or dormitory room. Do you agree that this is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
4. Technical support and service may require change as RM finds its way into non-conventional settings. Do you agree that this is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
5. Do you agree that reduction in cost of RM products and production is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
6. Do you agree that design optimisation of RM is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
7. Do you agree that availability of reliable machines and products is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
8. Do you agree that availability of repeatable machine is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
9. Do you agree that availability of product disposal recycling instruction is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale? (Only Seven participants expressed their opinion to this question)
10. Do you agree that availability of quality assurance procedure instruction is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
11. Do you agree that availability of part inspection protocol instruction is for RM technology to be used as viable means to manufacture end used products in mass scale?
12. Do you agree that improvement in accuracy is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
13. Do you agree that surface finish of RM products has to improve for RM technology to be used as viable means to manufacture end used products in mass scale?
14. Do you agree that improvement in post operation is a requirement for RM technology to be used as a viable means to manufacture end used products in mass scale?
15. Do you agree that ability to build parts fit for purpose in intended application with little or no finishing is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
16. Manual effort required for finishing (smoothing/polishing) must not represent a large cost and time overhead. Do you agree that this is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
17. Do you agree that qualification of parts is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
18. Do you agree that the availability of a greater range of materials is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
19. Do you agree that the availability of improved materials is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
20. Do you agree that the availability of long-term material properties data is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
21. Do you agree that the availability of materials safety data is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
22. Do you agree that materials batch recording is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
23. Do you agree that the stability of material supply is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
24. Do you agree that the stability of material specification is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
25. Do you agree that improvement in scheduling procedures is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
26. Do you agree that optimisation in “safe” building parameters is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
27. Do you agree that ability to build in large batches to make the build process, which usually requires expensive equipment to be competitive with conventional technology, is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
28. When building parts in large batches, the variance of dimensions and material properties must not differ significantly from the centre to the edge of the build chamber. Do you agree that this is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
29. Do you agree that speed of manufacture is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
30. Do you agree that an appropriate method of delivery is a requirement for RM technology to be used as a viable means to manufacture end used products in mass scale?
31. Do you agree that automation of the process is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
32. Do you agree that an increase in throughput is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
33. Do you agree that an improvement in cycle time is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
34. Do you agree that an increase in public acceptance is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
35. Do you agree that an increase in large company acceptance is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
36. Do you agree that an increase in market demand is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
37. Do you agree that dimensional tolerance is a requirement for RM technology to be used as viable means to manufacture end used products in mass scale?
APPENDIX 2
Table