
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Fe–20Mn–0.7C twinning-induced plasticity (TWIP) steel with the grain sizes in the range 1.7–10.2 μm was produced by cold rolling and annealing. The effects of grain sizes on the mechanical properties of the TWIP steel were studied by tensile test at room temperature (RT) and –180°C. The yield strength increased with decreasing grain size at RT and –180°C, and the corresponding Hall–Petch relationships were established at both temperatures and are as follows (i) σ0.2 = 205 + 453 d –1/2 (at RT) and (ii) σ0.2 = 317 + 755 d –1/2 (at –180°C). When the temperature decreased from RT to –180°C, the stacking fault energy decreased from 24to 17.9 mJ/m2, approximately 25%, and the deformation mode is transformed from deformation twins to martensite transformation.
Introduction
High manganese (Mn) steels with a good combination of strength and plasticity have attracted significant interest [Citation1–4]. However, the low yield strength of high Mn steels limits the large-scale use of the material in the industry. Fine-grain strengthening is one of the effective ways to improve the yield strength. Bouaziz et al. [Citation5] reported that the grain sizes of Fe–22Mn–0.6C TWIP steel decreased from 25 to 1.3 μm, and the yield strength increased approximately 150%, from 269 to 671 MPa. Bouaziz et al. [Citation6] studied the effect of deformation twins on the mechanical properties of Fe–22Mn–0.6C. They stated that the original grains partitioned by deformation twins, thus refining the grains and improving the plasticity. In addition, high Mn steel serves as a potential cryogenic material; therefore, the effect of temperature on mechanical properties, especially the properties at low temperatures, is worth exploring. Stacking fault energy (SFE), which is significantly affected by temperature, determines the deformation modes of the high Mn steels. Allain et al. [Citation7] reported that with decreasing temperature from 400°C to –196°C, the deformation modes of Fe–22Mn–0.6C steel changed from dislocation gliding to mechanical twinning and then martensitic transformation. Moreover, the martensitic phase transition is easily induced when the SFE is less than 18 mJ/m2 and the deformation twinning is mainly in the range 12–35 mJ/m2. Grassel et al. [Citation1] and Sato et al. [Citation8] reported that the upper limit for inducing martensite transformation is 20 mJ/m2, which is slightly different that reported by Allian et al. [Citation7]. Curtze et al. [Citation9] also found that SFE decreased with decreasing temperature. Koyama et al. [Citation10] reported the tensile properties of Fe–17Mn–0.6C steel from RT to –100°C, and the results showed that due to the formation of deformed martensite at –100°C, the strength improved, but at the same time the deformed martensite is a brittle phase, and brittle fracture occurs at –100°C, reducing the plasticity at –100°C. Wang et al. [Citation11] studied Fe–34.5Mn–0.04C steel with a grain size of 3.8 μm and found that with decreasing temperature from RT to –150°C, the deformed martensite gradually increased, and the strength gradually increased. The effect of grain size or temperature on the mechanical properties of high manganese steels has been extensively studied; however, only a few studies investigated the effects of grain size and temperature on the mechanical properties.
In this study, a Fe–20Mn–0.7C alloy was used as a model material of TWIP steel. The grain-size scales of this steel were tailored by cold rolling and annealing. The effect of grain size and temperature on the mechanical properties was investigated, and the Hall–Petch relationship was investigated at RT and –180°C.
Experimental
A Fe–20Mn–0.7C steel with a chemical composition of Fe–19.8Mn–0.69C was chosen as a model material as a typical TWIP steel. An ingot was prepared in a vacuum furnace. The ingot was forged to a slab with a thickness of 24 mm after the heat treatment at 1200°C for 4 h, and when the final forging temperature is not lower than 900°C, the slab was multi-pass cold rolled into a 2 mm sheet. In order to obtain different grain sizes, the sheet was subsequently annealed at 600°C, 700°C, and 800°C for 1 h. The strain hardening and annealing softening properties were studied by Vickers hardness measurements at a load of 3N.
The tensile strength of the specimens with the gauge dimensions of 10 mm in length, 2 mm in width at RT and 50 mm in length, 12.5 mm in width was measured at –180°C. The tensile tests were carried using an MTS tensile testing machine, equipped with a chamber to carry out deformation at low temperature at an initial strain rate of 10–3 s−1.
The microstructure of the samples was characterized by Electron backscatter diffraction (EBSD) at a working voltage of 20 kV, and a working current of 6.4 nA. The samples of EBSD were mechanically polished followed by JEOL section polishing, and the voltage was 8 kV for a duration of 7 min. The XRD analysis was carried out using a D/max 2400 diffractometer. The specimens for XRD analysis were mechanically polished followed using a 1:9 HClO4:C2H6O solution at a voltage of 12 V at –40°C. The Kα radiation of the Cu target was used using the step scan mode, with a spacing interval of 2 s at each 0.02° step in the 2θ range from 40° to 80°, at a working voltage of 40 kV and a working current of 200 mA.
Results
Microhardness analysis
shows the effect of annealing temperature on the microhardness, indicating that at annealing temperatures ≤500°C, the microhardness slightly decreased from 567 to 515 HV and at less than ≤500°C, the hardness of the cold-rolled samples did not decrease significantly, suggesting that static recovery was the main softening mechanism in this temperature range.
Figure 1. Effect of annealing temperature on the microhardness.
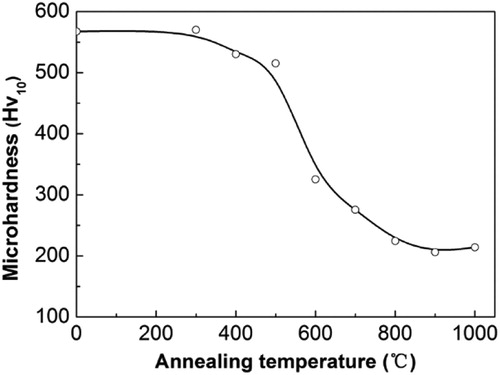
With increasing annealing temperature from 600°C to 1000°C, the microhardness decreased from 345 to 214 HV, indicating that grain growth was the main softening mechanism in this temperature range. Therefore, in this study, 600–800°C for 1 h was set as the annealing temperature to obtain fully recrystallized microstructure with different grain sizes.
Microstructure
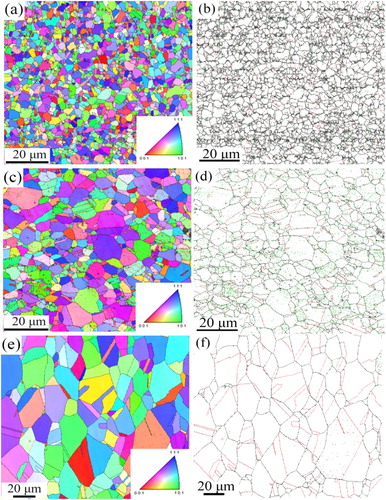
shows the EBSD results of IPF and the grain boundary images of the samples after annealing, affording fully recrystallized microstructure, indicating that the grain size gradually increased with increasing annealing temperature; and according to statistics, the grain size after annealing at 600°C, 700°C, and 800°C for 1 h were 1.7, 2.4, and 10.2 μm, respectively. In addition, the presence of annealing twins was observed after annealing.
Figure 2. EBSD results of IPF and grain boundary images of the samples after annealing in the range 600–800°C for 1 h. (a) IPF and (b) grain boundary images after annealing at 600°C; (c) IPF and (d) grain boundary images after annealing at 700°C; (e) IPF and (f) grain boundary images after annealing at 800°C. Black lines represent the grain boundaries, and red lines represent the annealed twin boundaries in the grain boundary images.
Mechanical properties
shows the tensile stress–strain curves of the Fe–20Mn–0.7C steel with different grain sizes at RT ((a)) and –180°C ((b)); the Hall–Petch relationship is shown in (c). (a) shows that when the grain size is refined from 10.2 to 1.7 μm, the yield strength increased from 329 to 569 MPa, and the elongation slightly reduced from 49.3% to 41.4% at RT. (b) shows that when the grain size is refined from 10.2 to 1.7 μm, the yield strength increased from 566 to 931 MPa, and the elongation significantly decreased from 43.3% to 18.2% at –180°C. (c) shows the Hall–Petch relationship of this type of steel at RT and –180°C (including the results of this study and others previous studies), the grain sizes previously reported and from this study are all on the micrometer scale and are in good agreement with the Hall–Petch relationship, and the corresponding Hall–Petch relationships were established at both temperatures. The mechanical properties of Fe–20Mn–0.7C steel with different grain sizes at RT and –180°C are listed in .
Figure 3. Engineering stress–strain curves of samples with different grain sizes at RT (a) and –180°C (b), and the corresponding Hall–Petch relationship (c) [Citation5,Citation6,Citation12,Citation13].
![Figure 3. Engineering stress–strain curves of samples with different grain sizes at RT (a) and –180°C (b), and the corresponding Hall–Petch relationship (c) [Citation5,Citation6,Citation12,Citation13].](/cms/asset/497ebfe4-ee61-4ac7-aaba-0150f270b7e5/thts_a_1822641_f0003_oc.jpg)
Table 1. Tensile properties of Fe–20Mn–0.7C steel samples after different treatments and tested at RT and –180°C.
Discussion
Effects of grain size and temperature on plasticity
The value of SFE indicates the TWIP effect or TRIP effect [Citation7]. The SFE of the Fe–20Mn–0.7C steel at different temperatures was theoretically calculated by thermodynamics using Equation (1).(1)
(1) where σ is the interfacial energy per unit area of the phase boundary, the value of σ is in the range 5–15 mJ/m2[Citation14,Citation15], and in this study, σ was taken as 9 mJ/m2 [Citation8,Citation16], ρ is the molar surface density along {111} planes and can be calculated by Equation (2). In Equation (2), a is the lattice constant, and N is Avogadro's constant.
(2)
(2)
ΔGγ
→ε in Equation (1) is the molar Gibbs energy of the γ → ε phase transformation and can be calculated by Equation (3).(3)
(3) where χi is the molar percentage of the ith element,
is the molar free energy required by the ith element when the transformation occurs,
is the molar free energy required to interact with the element when the γ → ε transformation occurs, and
is the free energy required for the magnetic transformation brought by the interaction of the ith and jth elements when the γ → ε transformation occurs. The
,
, and
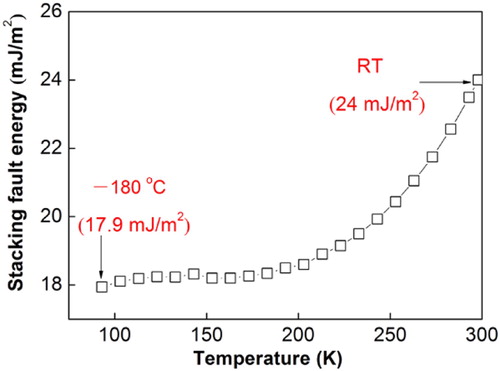
are closely related to temperature. Each parameter in Equation (3) is referenced [Citation17–20]. Utilizing the above model, the effect of temperatures on the SFE was calculated as shown in , indicating that the SFE decreased with decreasing temperature. When the ambient temperature decreased from RT to –180°C, the SFE of the investigated steel reduced from 24 to 17.9 mJ/m2, according to Allian et al. [Citation7] and Sato [Citation8] et al. The SFE induced deformation twins and produced TWIP effect at RT and –180°C; in addition, the SFE at –180°C was lower than the upper limit of the induced martensite transformation, indicating that martensite may be present at –180°C.
Figure 4. Curve of SFE and temperature by theoretical calculation.
According to the calculations, deformation twins exist both at RT or –180°C and are conducive to the improvement in plasticity, mainly attributing to the following reasons: (i) the formation of deformation twins refines the grains; (ii) the relaxation of stress concentration during the formation of twins; (iii) during deformation, part of the crystal orientation is changed, and part of the orientation that is not conducive to slipping becomes easy to slip [Citation21]. Therefore, the effect of grain size on plasticity at RT and –180°C is two-fold. On one hand, grain refinement itself improves plasticity; on the other hand, grain refinement inhibits the TWIP effect, as shown in (a), and grain refinement reduced plasticity, indicating that the effect of TWIP effect on plasticity is greater than that of the grain refinement itself on plasticity. Similarly, (b) shows that at –180°C, the plasticity decreased continuously with decreasing grain size. However, different with the SFE at RT, the SFE at –180°C is 17.9 mJ/m2, which is lower than the upper limit of the induced martensitic transformation [Citation22].
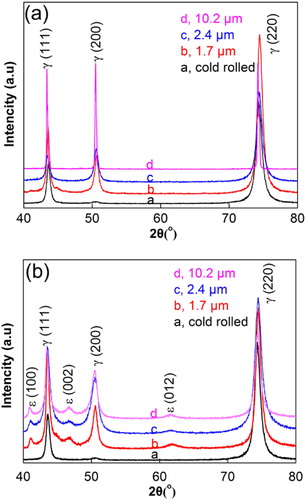
shows the XRD results of Fe–20Mn–0.7C steel after tensile testing at RT and –180°C. The XRD results of the cold-rolled sample are added for comparison, indicating that the cold-rolled specimens have a single austenite phase. The XRD patterns do not show any deformation-induced martensite transformation at RT ((a)); however, ε-martensite peaks were detected at –180°C ((b)), indicating that deformation-induced martensite formed at low temperature, and this observation is consistent with the theoretically calculated SFE value ().
Figure 5 . X-ray diffraction patterns of Fe–20Mn–0.7C steel with different grain sizes after tensile testing at (a) RT and (b) –180°C. The XRD pattern of the cold-rolling stated sample is added for comparison.
The martensitic transformation is another important factor for ductility, especially at low temperature. The deformation-induced martensite during the tensile test at low temperature as a brittle phase is prone to stress concentration [Citation23], thereby its ductility will deteriorate at low temperature, as shown in (a,b).
Effects of grain size and temperature on strength
Weather at RT or –180°C, the grain size and yield strength follow the Hall–Petch relationship [Citation24]:(4)
(4) where σy is the yield strength, σ0 is the resistance of the lattice to dislocation, d is the grain size, and K is the Hall–Petch coefficient.
Comparing (a,b) shows serration fluctuations in the tensile stress–strain curve at RT, as a result of the dynamic strain aging caused by the interaction between solute atoms and movable dislocations [Citation25,Citation26]. The decrease in temperature suppresses the diffusion of solute atoms, suppressing the dynamic strain aging at low temperature. The yield strength at RT is lower than that at –180°C, because the pinning effect of Cottrell on dislocations decreases with increasing temperature, and the dislocations are more likely to slip.
(c) shows the Hall–Petch relationship of this type of steel at RT and –180°C (including this study and other references), and the corresponding Hall–Petch relationships were established at both temperatures (i) σ0.2 = 205 + 453 d –1/2 (at RT) and (ii) σ0.2 = 317 + 755 d –1/2 (at –180°C). It is worth noting that the Hall–Petch coefficient K, in Equation (1), increased with decreasing temperature; in other words, the effect of grain size on the yield strength is more significant at –180°C; and the Hall–Petch coefficient K can be calculated by Equation (5).(5)
(5) where M is the Taylor factor, G is the shear modulus, b is the magnitude of the Burgers vector, v is the Poisson’s ratio, and σ is the critical stress required to propagate plastic deformation.
In Equation (5) M and b are independent of the temperature, the G, σ, and v increased with decreasing temperature. Therefore, the Hall–Petch coefficient K increased with decreasing temperature; and the effect of grain size on the yield strength is more significant at –180°C.
The generation of deformation twins (the TWIP effect) has a certain contribution to the strength; therefore, the grain refinement increases the strength. Moreover, grain refinement inhibits the TWIP effect. There are two competitive mechanisms increasing the tensile properties. A comparison of tensile strength at –180°C and RT indicates that the tensile strength at –180°C is much higher than that at RT, because the martensite formed during deformation as a hard phase plays a role of transformation strengthening, thus increasing the work hardening rate and strength.
Conclusions
Fe–20Mn–0.7C steel with different grain sizes ranging from approximately 1.7–10.2 μm was prepared by cold-rolling and annealing. The effect of grain size on the mechanical behavior was investigated at RT and –180°C. The main results of this study are summarized as follows:
The yield strength increased from 329 to 569 MPa and the elongation decreased slightly from 49.3% to 41% with decreasing grain size from 10.2 to 1.7 μm, at RT. The yield strength increased from 566 to 931 MPa, and the elongation decreased significantly from 43.3% to 18.2% with decreasing grain size from 10.2 to 1.7 μm at –180°C.
The Hall–Petch relationship was established at both temperatures: (i) σ0.2 = 205 + 453 d –1/2 (at RT), (ii) σ0.2 = 317 + 755 d –1/2 (at –180°C).
When the temperature decreased from RT to –180°C, the SFE decreased from 24 to 17.9 mJ/m2, approximately 25%. Deformation-induced ε-martensite was detected after the low-temperature tensile test.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Grässel O, Krüger L, Frommeyer G, et al. High strength Fe-Mn-(Al, Si) TRIP/TWIP steels development-properties-application. Int J Plast. 2000;16:1391–1409. doi: 10.1016/S0749-6419(00)00015-2
- Zhuang CL, Liu JH, Li CR, et al. Study on high temperature solidification behavior and crack sensitivity of Fe-Mn-C-Al TWIP steel. Sci Rep. 2019;9:15962–15970. doi: 10.1038/s41598-019-52381-5
- Wang YH, Kang JM, Peng Y, et al. Laminated Fe-34.5Mn-0.04C composite with high strength and ductility. Mater Sci Technol. 2018;34:1939–1943. doi: 10.1016/j.jmst.2018.05.013
- Wang Y H, Kang J M, Peng Y, et al. Hall-Petch strengthening in Fe-34.5Mn-0.04C steel cold-rolled, partially recrystallized and fully recrystallized. Scrip Mater. 2018;155:41–45. doi: 10.1016/j.scriptamat.2018.06.019
- Bouaziz O, Allain S, Scott C. Effect of grain and twin boundaries on the hardening mechanisms of twinning-induced plasticity steels. Scrip Meter. 2018;8:484–487.
- Bouaziz O, Guelton N. Modeling of TWIP effect on work-harding. Mater Sci Eng A. 2001;319:246–249. doi: 10.1016/S0921-5093(00)02019-0
- Allain S, Chateau J-P, Bouaziz O, et al. Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe–Mn–C alloys. Mater Sci Eng A. 2004;387:158–162. doi: 10.1016/j.msea.2004.01.059
- Sato K, Ichinose M, Hirotsu Y, et al. Effects of deformation induced phase transformation and twinning on the mechanical properties of austenitic Fe-Mn-Al alloys. ISIJ Int. 1989;29:868–877. doi: 10.2355/isijinternational.29.868
- Curtze S, Kuokkala V-T. Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater. 2010;58:5129–5141. doi: 10.1016/j.actamat.2010.05.049
- Koyama M, Lee T, Chong SL, et al. Grain refinement effect on cryogenic tensile ductility in a Fe-Mn-C twinning-induced plasticity steel. Mater Des. 2013;49:234–241. doi: 10.1016/j.matdes.2013.01.061
- Wang YH, Shi BD, He YM, et al. A fine grain, high Mn steel with excellent cryogenic temperature properties and corresponding constitutive behaviour. Materials. 2018;11:253–262. doi: 10.3390/ma11020253
- Scott C, Allain M, Faral M, et al. The development of a new Fe-Mn-C austenitic steel automotive applications. Metall Res Technol. 2006;106:293–302.
- Tian YZ, Bai Y, Chen MC, et al. Enhanced strength and ductility in an ultrafine-grained Fe-22Mn-0.6C austenitic steel having fully recrystallized structure. Metall Mater Trans A. 2014;45:5300–5304. doi: 10.1007/s11661-014-2552-2
- Lee Y-K. Relationship between austenite dislocation density introduced during thermal cycling and M s temperature in an Fe-17 wt pct Mn alloy. Metall Mater Trans A. 2002;33:1913–1917. doi: 10.1007/s11661-002-0024-6
- Ferreira PJ, Mullner P. A thermodynamic model for the stacking-fault energy. Acta Mater. 1998;46:4479–4484. doi: 10.1016/S1359-6454(98)00155-4
- Pierce DT, Jimeaez JA, Bentley J, et al. The influence of stacking fault energy on the microstructural and strain-hardening evolution of Fe-Mn-Al-Si steels during tensile deformation. Acta Metall. 2015;100:178–190.
- Ishida K. Direct estimation of stacking fault energy by thermodynamic analysis. Phys Status Solidi A. 1976;36:717–728. doi: 10.1002/pssa.2210360233
- Li K, Hsu TY. Gibbs free energy evaluation of the fcc (γ) and hcp (ε) phases in Fe-Mn-Si alloys. Calphad. 1997;21:443–448. doi: 10.1016/S0364-5916(97)00044-8
- Yang WS, Wan CM. The influence of aluminum content to the stacking fault energy in Fe-Mn-Al-C alloy system. J Mater Sci. 1990;25:1821–1823. doi: 10.1007/BF01045392
- Huang WM. An assessment of the Fe-Mn system. Calphad. 1989;13:243–252. doi: 10.1016/0364-5916(89)90004-7
- Takaki S, Furnya T, Tokunaga Y. Effect of Si and Al additions on the low temperature toughness and fracture mode of Fe-27Mn alloys. ISIJ Int. 1990;30:632–638. doi: 10.2355/isijinternational.30.632
- El-Danaf E, Kalidindi SR, Doherty RD. Influence of grain size and stacking-fault energy on deformation twinning in Fcc metals. Metall Mater Trans A. 1999;20:1223–1233. doi: 10.1007/s11661-999-0272-9
- Ayraktar E, Khalid FA, Levaillant C. Deformation and fracture behaviour of high manganese austenitic steel. J Mater Process Technol. 2003;147:345–354.
- Dastur YN, Leslie WC. Mechanism of work hardening in Hadfield manganese steel. Metall Mater Trans A. 1981;12:749–759. doi: 10.1007/BF02648339
- Miguel M-C, Vespignani A, Zapperi S, et al. Intermittent dislocation flow in viscoplastic deformation. Nature. 2001;410:667–671. doi: 10.1038/35070524
- Wang XJ, Sun XJ, Song C, et al. Grain size-dependent mechanical properties of a high-manganese austenitic steel. Acta Metall Sin (Engl Lett). 2019;32:746–754. doi: 10.1007/s40195-018-0828-z