
ABSTRACT
This study reveals a novel understanding of the influence of annealing the feed powder, which alters the precipitate characteristics in the powder particles on the microstructure and mechanical properties of Haynes230 superalloy fabricated by laser powder bed fusion (LPBF) plus hot isostatic pressing (HIP) and solution treatment. Specifically, annealing Haynes230 superalloy powder at 1000°C for 1 h under vacuum resulted in the precipitation of M6C carbide instead of the typical M23C6 found in unannealed powder. The alloy fabricated by LPBF of the annealed powder plus HIP and heat treatment exhibited an increased number density of the carbide precipitates at grain boundaries, but a reduced number density of the intragranular carbide precipitates. Consequently, its ambient temperature tensile properties decreased clearly in terms of yield strength (406–383 MPa), ultimate tensile strength (936–841 MPa) and elongation to fracture (38.6% to 25%) compared to the alloy fabricated by LPBF of the as-received powder plus same post-print processing. However, the annealing of the feed powder had little effect on the tensile properties of the samples at 900°C. These findings underscore the significant impacts of feed powder microstructure on the mechanical properties of LPBF-processed superalloys.
Introduction
Additive manufacturing (AM) has garnered considerable attention over the recent decades for its capacity to produce components with complex shapes and structures and materials with novel microstructures and properties [Citation1–4]. Among the various AM technologies, laser powder bed fusion (LPBF) has emerged as a popular commercial approach, capable of manufacturing components with high accuracy, complex shapes, superior mechanical properties, and acceptable cost [Citation5–9]. Moreover, the application of LPBF in forming nickel-based superalloys is particularly promising as it has the potential to address challenges related to the manufacture complex structured hot-end components in high-performance engines.
Currently, research on AM of superalloys primarily focuses on powder material fabrication, printing parameter adjustment, heat treatment, and post-processing [Citation10–14]. Powder material fabrication has predominantly emphasized powder flowability, morphology, and size distribution. However, little attention has been given to the influence of microstructural differences within the feed alloy powder particles themselves on the subsequent LPBF-processed structure and alloy performance. Solidification science suggests that the initial state of solid metals significantly influences the structure of liquid alloys as well as the properties of the final solidified alloys [Citation15]. It is of great importance to uncover these effects in LPBF processing and broaden the approaches to modify the properties of fabricated components through powder microstructure adjustment.
Haynes230 is a Ni-based superalloy strengthened by solid solution elements, such as W and Mo. No additional complex phases are involved except carbides serving as strengthening secondary phase in Ni-based matrix [Citation16–19], making it an ideal sample to study the effect of different carbides on the LPBF-fabricated parts. Therefore, this study aims to obtain feed alloy powders with different particle microstructure states through heat treatment of Haynes230 powder and investigate their influence on the microstructure and mechanical properties of LPBF-fabricated samples before and after heat treatment.
Materials and methods
In this study, commercial gas-atomized Haynes230 superalloy powder, with particle sizes ranging from 15 to 53 μm and chemical composition (wt%) of Cr 21.4, W 14.62, Co 2.35, Mo 2.65, Fe 2.28, Si 0.36, Al 0.45, Ti 0.10, C 0.078, Mn 0.50, and Ni 55.212, was utilized. The powder was sealed in a quartz tube under vacuum- and heat-treated in a furnace at 1000°C for 1 h. This specific sample was identified as Haynes230-1.0.
Dog-bone-shaped specimens for ambient temperature (AT) tensile testing, with a rectangular cross section of 1.5 × 2.5 mm2 and a gauge length of 24 mm, as well as specimens for high-temperature tensile testing, with a circular cross section of 5 mm diameter and a gauge length of 30 mm, of both Haynes230 and Haynes230-1.0 were fabricated using an LPBF machine (HBD 150 manufactured by Guangdong Hanbang3D Technology Co. Ltd, Guangdong, China) under a flowing argon atmosphere, followed by wire cutting and machining. An energy density near 70 J/mm³ was applied to ensure that the relative density of the fabricated samples exceeded 99.95%. Subsequently, fully dense samples were obtained through hot isostatic pressing (HIP) at 1200 °C under a pressure ≥120 MPa for 4 h, followed by heat treatment in a furnace at 1200°C for 1 h, named as Haynes230-HIP-HT and Haynes230-1.0-HIP-HT, respectively.
Phase characterization was conducted using X-ray diffraction (XRD, Ultima IV) with Cu Kα radiation, operating within the 2θ range of 10°–90° in steps of 5°/min. The microstructures of the samples were characterized using scanning electron microscopy (SEM, GeminiSEM300, equipped with an EBSD probe). Tensile testing was performed using a Zwick/Roell Z100 tensile test machine at both AT and 900 °C, with a strain rate of 6.9 × 10−4 s−1 or 5.6 × 10−4 s−1 for the specimens with rectangular and circular cross sections, respectively. For each set of parameters, three specimens were tested to ensure the reliability of the results.
Results and discussion
(a) compares the XRD results for the powder samples, indicating a predominance of the γ phase in both Haynes230 and Haynes230-1.0. M6C carbide was detected in Haynes230-1.0, while Haynes230 did not exhibit clear signals of carbide, possibly due to minimal second-phase precipitation. (b) presents the XRD analysis of the LPBF-fabricated samples, showing that both samples primarily consisted of the γ phase without any detectable precipitated phases. Although the diffraction peak positions remained nearly unchanged, the intensity ratio between the γ{200} and γ{111} diffraction peaks of Haynes230 and Haynes230-1.0 decreased from 138% to 73%, respectively. This difference in diffraction peak intensities indicates a variance in grain orientation anisotropy. (c) reveals that both samples consisted of the γ phase after HIP and heat treatment. However, the intensity ratio between the {200} and {111} diffraction peaks of Haynes230-1.0-HIP-HT decreased from 89.1% to 43.8% compared to Haynes230-HIP-HT. Moreover, the peaks of M6C in Haynes230-1.0-HIP-HT are more pronounced.
Figure 1. XRD patterns of Haynes230: (a) powder, (b) printed samples and (c) HIP + heat-treated samples.
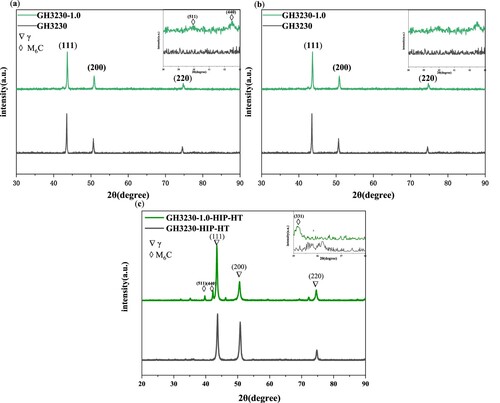
The alteration of carbide precipitation during the heat treatment process influenced the crystal orientation of the as-fabricated state, inhibiting texture development caused by rapid cooling in the LPBF process. Importantly, such structural differences persisted even after high-temperature annealing, indicating that carbide precipitates had a significant impact on the microstructure of the as-fabricated state.
illustrates the microstructure and morphology obtained by backscattered electron (BSE) imaging for the surface and cross section of the Haynes230 and Haynes230-1.0 powder particles. In (a), dendrites formed due to fast cooling during gas atomization are observed, with a small amount of Cr-rich precipitated phase distributing between dendrites, as shown in (b,c). This observation may indicate the incomplete formation of M23C6 carbide during the vacuum inert gas atomization (VIGA) powder production process, likely due to the short cooling time.
Figure 2. SEM images of powder particle surface, cross section and EDS line mapping of (a–c) Haynes230 (d–f) and Haynes230-1.0 powder samples, respectively.
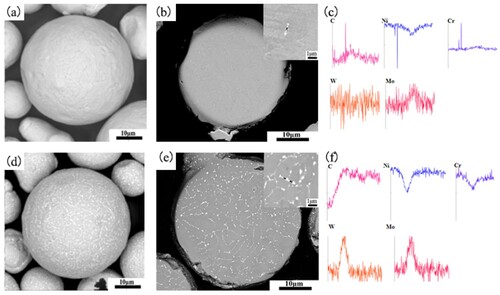
After heat treatment at 1000°C, precipitates with sizes reaching hundreds of nanometers were observed to distribute along dendrite boundaries on both the surface and cross section of Haynes230-1.0, as shown in (d,e). EDS mapping, as shown in (f), confirms that these precipitates are rich in Mo, W, and C, which is consistent with the observation of M6C carbides in the XRD pattern in (a).
Electron backscatter diffraction (EBSD) analysis was performed on the XOZ surface parallel to the build direction of the as-fabricated samples, as shown in (a,b). The microstructures of both as-fabricated samples consisted of columnar grains along the build direction, while the sample fabricated using the annealed powder exhibited reduced anisotropy in grain orientations. (c,d) shows that the grain morphology of both Haynes230-HIP-HT and Haynes230-1.0-HIP-HT became more equiaxed due to partial recrystallization during HIP and heat treatment. The average grain size for Haynes230-HIP-HT and Haynes230-1.0-HIP-HT is 63.6 and 59.5 μm, respectively.
Figure 3. EBSD inverse pole figure (IPF) maps of the XOZ planes of (a) Haynes230, (b) Haynes230-1.0, (c) Haynes230-HIP-HT and (d) Haynes230-1.0-HIP-HT, and SEM images of the XOZ planes of (e) Haynes230-HIP-HT and (f) Haynes230-1.0-HIP-HT.
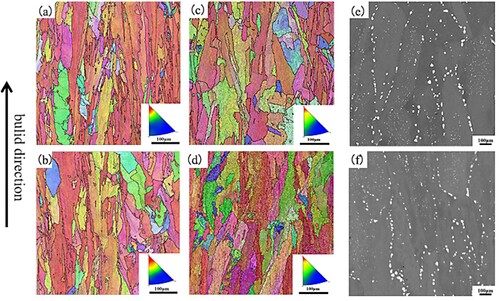
As shown in (e,f), both HIPed-heat-treated samples exhibit relatively large, discontinuously distributed precipitates along the grain boundaries and small-sized precipitates inside grains, with sizes of approximately 1–2 μm and 100–500 nm, respectively. The volume fraction of precipitates in Haynes230-HIP-HT and Haynes230-1.0-HIP-HT was determined to be 2.93% and 3%, respectively. However, the volume fraction of precipitates along the grain boundaries of Haynes230 is 2.51%, smaller than that of Haynes230-1.0-HIP-HT with a fraction of 2.73%. Moreover, the volume fraction of precipitates inside grains of Haynes230 is 0.42%, larger than that of Haynes230-1.0-HIP-HT with a fraction of 0.27%. A high volume fraction of large precipitates observed in Haynes230-1.0-HIP-HT may explain the visible carbide diffraction peaks in (c).
The tensile properties of the HIPed and heat-treated samples at AT and 900°C are summarized in and the tensile engineering stress–strain curves are shown in . It can be observed that annealing of the powder significantly alters the tensile properties at AT, as the yield strength (YS) decreased from 406 MPa to 386 MPa, ultimate tensile strength (UTS) decreased from 936 MPa to 841 MPa, and elongation to fracture (EL) decreased from 38.6% to 25.0%. The decrease in strength at AT caused by annealing the feed powder mainly results from the decrease in the number density of intragranular carbide precipitates, which weakens the precipitate-hardening effect of the material [Citation20]. In the meantime, the decrease in ductility can be attributed to the increase in the number density of the large-sized grain boundary carbide precipitates, which can increase the susceptibility of forming cavities at grain boundaries during straining. Interestingly, there was no significant change in the 900°C tensile properties associated with the annealing of the feed powder. This suggests that the change of the carbide precipitate characteristics in the microstructure does not have a strong impact on the tensile properties at sufficiently elevated temperatures because of the weakened precipitation hardening effect and the weakened effect of grain boundary precipitates on fracture at elevated temperatures.
Figure 4. Tensile engineering stress–strain curves of Haynes230-HIP-HTand Haynes230-1.0-HIP-HT at AT (25°C).
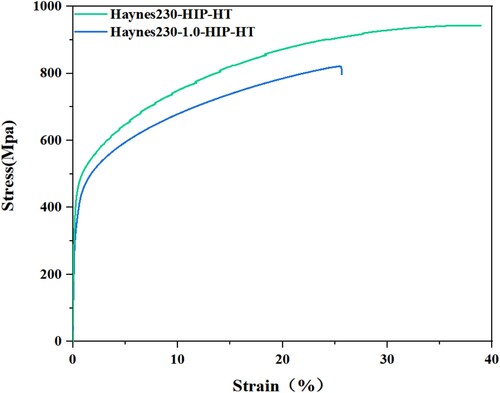
Table 1. Tensile properties of Haynes230-HIP-HT and Haynes230-1.0-HIP-HT at AT and 900°C, respectively.
Conclusions
Samples of Haynes230 alloy were fabricated using LPBF with two types of powder: as-received gas-atomized and annealed at 1000°C. The printed samples then underwent HIP and a solid solution treatment at 1200°C. Subsequently, the microstructures and tensile properties of both the as-fabricated and heat-treated samples were examined. The following are the main conclusions from the investigation:
Annealing Haynes230 superalloy powder at 1000°C resulted in the precipitation of M6C carbide instead of the typical M23C6 found in the as-received powder.
Samples built with the annealed powder, followed by HIP and heat treatment exhibited reduced anisotropy in grain orientations and an increased number density of carbide precipitates at grain boundaries.
After HIP and solid solution treatment at 1200°C, the sample built with the annealed powder showed a decrease in both AT strength and ductility due to the weakened effect of intragranular carbide precipitates and the more severe detrimental effect of grain boundary carbide precipitates on fracture. However, the annealing of feed powder showed little effect on the 900°C tensile properties of the LPBF-fabricated samples after HIP and solution treatment.
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- Kontis P, Chauvet E, Peng Z, et al. Atomic-scale grain boundary engineering to overcome hot-cracking in additively-manufactured superalloys. Acta Mater. 2019;177:209–221. doi:10.1016/j.actamat.2019.07.041
- Wahlmann B, Galgon F, Stark A, et al. Growth and coarsening kinetics of gamma prime precipitates in CMSX-4 under simulated additive manufacturing conditions. Acta Mater. 2019;180:84–96. doi:10.1016/j.actamat.2019.08.049
- Martin JH, Yahata BD, Hundley JM, et al. 3D printing of high-strength aluminium alloys. Nature. 2017;549(7672):365–369. doi:10.1038/nature23894
- Gallmeyer TG, Moorthy S, Kappes BB, et al. Knowledge of process-structure-property relationships to engineer better heat treatments for laser powder bed fusion additive manufactured Inconel 718. Addit Manuf. 2020;31:100977. doi:10.1016/j.addma.2019.100977
- Yeung H, Lane B, Fox J. Part geometry and conduction-based laser power control for powder bed fusion additive manufacturing. Addit Manuf. 2019;30:100844. doi:10.1016/j.addma.2019.100844
- Yan Q, Song B, Shi Y. Comparative study of performance comparison of AlSi10Mg alloy prepared by selective laser melting and casting. J Mater Sci Technol. 2020;41:199–208. doi:10.1016/j.jmst.2019.08.049
- Witkin DB, Patel D, Albright TV, et al. Influence of surface conditions and specimen orientation on high cycle fatigue properties of Inconel 718 prepared by laser powder bed fusion. Int J Fatigue. 2020;132:105392. doi:10.1016/j.ijfatigue.2019.105392
- Kruth J. Selective laser melting of iron-based powder. J Mater Process Technol. 2004;149(1-3):616–622. doi:10.1016/j.jmatprotec.2003.11.051
- Furumoto T, Ogura R, Hishida K, et al. Study on deformation restraining of metal structure fabricated by selective laser melting. J Mater Process Technol. 2017;245:207–214. doi:10.1016/j.jmatprotec.2017.02.017
- Zhang Z, Han Q, Liu Z, et al. Combined effects of heat treatment and TiB2 content on the high-temperature tensile performance of TiB2-modified Ni-based GH3230 alloy processed by laser powder bed fusion. Mater Sci Eng A. 2022;861:144379. doi:10.1016/j.msea.2022.144379
- Tomus D, Rometsch PA, Heilmaier M, et al. Effect of minor alloying elements on crack-formation characteristics of Hastelloy-X manufactured by selective laser melting. Addit Manuf. 2017;16:65–72. doi:10.1016/j.addma.2017.05.006
- Xia T, Wang R, Bi Z, et al. Microstructure and mechanical properties of carbides reinforced nickel matrix alloy prepared by selective laser melting. Materials (Basel). 2021;14(17):4792. doi:10.3390/ma14174792
- Wang H, Chen L, Dovgyy B, et al. Micro-cracking, microstructure and mechanical properties of Hastelloy-X alloy printed by laser powder bed fusion: as-built, annealed and hot-isostatic pressed. Addit Manuf. 2021;39:101853. doi:10.1016/j.addma.2021.101853
- Wang W, Wang S, Zhang X, et al. Process parameter optimization for selective laser melting of Inconel 718 superalloy and the effects of subsequent heat treatment on the microstructural evolution and mechanical properties. J Manuf Process. 2021;64:530–543. doi:10.1016/j.jmapro.2021.02.004
- Jackson KA. Mechanism of growth, in liquid metals and solidification, W. A. Tiller (eds.). ASM, Cleveland, Ohio, 1958, p. 276.
- Ahmed R, Menon M, Hassan T. Haynes 230 high temperature thermo-mechanical fatigue constitutive model development. In: SEM Annual Conference & Exposition on Experimental and Applied Mechanics. 2014.
- Lu YL, Liaw PK, Sun Y, et al. Hold-time effect on the elevated-temperature crack growth behavior of solid-solution-strengthened superalloys. Acta Mater. 2007;55(3):767–775. doi:10.1016/j.actamat.2006.06.044
- Boehlert JC, Longanbach CS. A comparison of the microstructure and creep behavior of cold rolled HAYNES® 230 alloy™ and HAYNES® 282 alloy™. Mater Sci Eng A. 2011;528(15):4888–4898. doi:10.1016/j.msea.2011.03.019
- Tang YT, Panwisawas C, Ghoussoub JN, et al. Alloys-by-design: application to new superalloys for additive manufacturing. Acta Mater. 2021;202:417–436. doi:10.1016/j.actamat.2020.09.023
- Haack M, Kuczyk M, Seidel A, et al. Comprehensive study on the formation of grain boundary serrations in additively manufactured Haynes 230 alloy. Mater Charact. 2020;160:110092. doi:10.1016/j.matchar.2019.110092