Abstract
Processing in a magnetic field leads to the texturing of materials along an easy-magnetization axis when a minimum anisotropy energy exists at the processing temperature; the magnetic field can be applied to a particle assembly embedded into a liquid, or to a solid at a high diffusion temperature close to the melting temperature or between the liquidus and the solidus temperatures in a region of partial melting. It has been shown in many experiments that texturing is easy to achieve in congruent and noncongruent compounds by applying the field above the melting temperature Tm or above the liquidus temperature of alloys. Texturing from a melt is successful when the overheating temperature is just a few degrees above Tm and fails when the processing time above Tm is too long or when the overheating temperature is too high; these observations indicate the presence of unmelted crystals above Tm with a size depending on these two variables that act as growth nuclei. A recent model that predicts the existence of unmelted crystals above the melting temperature is used to calculate their radius in a bismuth melt.
Introduction
Magnetoscience is being increasingly used in many research fields. The main effect of a magnetic field applied during processing is to align the elementary crystals along their easy magnetization axis. A review of this phenomenon, which has been observed in many materials, has recently been published [Citation1]; the surprising phenomenon of texturing from the melt indicates that the crystallization is probably governed by numerous intrinsic nuclei. We recall from experiments that texturing is successful when a metallic melt is heated above the melting temperature of congruent compounds or above the alloy-liquidus temperature [Citation2]. These results contradict the classical nucleation model, which does not predict the presence of unmelted crystals in the melt acting as growth nuclei below Tm; the free-energy change due to crystal formation does not contain any contribution from conduction electrons, in spite of the fact that the energy saving is associated with the Fermi-energy equalization of a crystal and its melt [Citation3, Citation4]. This unknown contribution has recently been introduced in the Gibbs free-energy change; a new critical radius and crystal-energy barrier have been calculated and used to determine this energy saving from the undercooling degree of liquid elements. This model predicts the maximum radius of unmelted crystals at Tm and the temperature above Tm at which these crystals completely disappear [Citation5–8].
This energy saving per unit volume is a fraction ε ls of the fusion heat ΔHm/Vm per unit volume, which is maximum at Tm, where Under this condition, the thermodynamics constraint for all radius
is satisfied. Here, Δ G2ls is the free energy change for crystal formation, R is the crystal radius, Δ Sm is the fusion molar entropy and Vm is the molar volume. The coefficient ε ls is
1 where
in agreement with many experiments on liquid-element undercooling; it is zero for θ = θ 01 and T = T0l , where T0l is the free-volume disappearance temperature and ε ls0 = 0.217 for many liquid elements [Citation5]. The critical radius varies as (θ - ε ls ) - 1 and diverges for θ = ε ls; thus, the temperature of disappearance of intrinsic nuclei must occur at θ = ε ls . For many liquid elements, this disappearance is predicted at θ = 0.19 because ε ls0 = 0.217. This temperature may be much higher in metallic glass-forming melts. The unmelted crystals cannot grow above Tm because the energy barrier increases when θ increases. In fact, a formation of droplet inside crystals may reduce their size when the temperature increases.
Goetz raised the problem in 1930 by studying bismuth crystal formation from a seed; a systematic study of the conditions under which the seed-crystal transfers its orientation to a rod was performed. Goetz's experiments on artificially distorted seeds showed that crystalline units must exist in the liquid state, and this ‘liquid crystal’ is destroyed at ∼10 ° C above the melting point. He also noted that crystals grown without a predetermined orientation indicated a preference for an orientation in which the direction of the smallest diamagnetic susceptibility (along the trigonal axis) was parallel to the lines of force. He concluded that although this effect is much smaller than the orienting forces of a seed, the fact that it exists, supports the assumption of a block phase slightly above the melting point [Citation9]. The formation of oriented bismuth crystals in a magnetic field had been already observed in 1849 and in 1905 [Citation10, Citation11].
In 1981, Mikelson and Karklin described how to control the crystallization process in Al–Cu and Cd–Zn alloys by a magnetic field [Citation12]. They carefully studied magnetic texturing in the partial-melting window between solidus and liquidus temperatures. The alignment degree was measured as a function of the temperature at which the magnetic field B was switched on and as a function of the temperature at which it was switched off after applying the field to the liquid state. The temperature range in the partial-melting window, in which the dendrites can be effectively ordered by a magnetic field, lies below the liquidus line and correspond to 20% of the partial melting window. These results demonstrated for the first time that crystal alignment is only possible in this temperature interval when crystals are sufficiently large, but not too large to avoid mechanical interaction between them. The mechanical force moment causing the crystal embedded in the melt to orient in a homogeneous magnetic field B is given by
2 This expression is valid for an anisotropic crystal characterized by the difference Δ χ in magnetic susceptibility along two mutually perpendicular axes; it neglects the effect of the crystal shape, which is negligible for small susceptibility values. Here, v is the sample volume, μ 0 is the magnetic constant and α is the angle between B and the axis having the maximum value of |χ |. A paramagnetic crystal is aligned along its easy magnetization axis, and a diamagnetic crystal is aligned along the axis having the minimum value of |χ |. The effect of the shape and the field inhomogeneity on the mechanical force moment was also discussed in [Citation12]. There was no discussion at this time about the origin of growth nuclei and no study on the detrimental effect of overheating on the orientation.
De Rango and co-workers have confirmed that the presence of a liquid is necessary to texture a material. Full melting and melt overheating were used for the first time to texture the high-temperature superconductor YBCO. These experiments convincingly showed that a magnetic field can be used to texture any material with residual magnetocrystalline anisotropy at its melting temperature [Citation13–15].
Magnetic processing from the melt uses furnaces and crucibles containing the sample in a high magnetic field. The region where the magnetic field gradient is maximum is also used to apply a magnetic force to the sample and to the sample holder to observe the changes in magnetic susceptibility accompanying the melting, the overheating and the crystal alignment during the cooling and heating cycle [Citation2]. Electromagnetic heating in a cold crucible was also applied to levitate a metallic melt and to observe the stability conditions of diamagnetic and paramagnetic melts in a magnetic field [Citation16]. The cooling involving the levitation of a levitated melt is not easy to realize, because the change in susceptibility during solidification induces a change in magnetic force and moves the sample in a variable ac field and in a variable dc magnetic field gradient. Titanium has nevertheless been crystallized under levitation conditions [Citation17, Citation18]. Under the effect of the magnetic force, due to the magnetic field gradient applied to the sample magnetization, a paramagnetic melt with a very high susceptibility can escape from the electromagnetic crucible [Citation19]. The radial forces around the vertical axis of a magnetic field can also push a highly paramagnetic sample onto the cold crucible edge and prevent the fusion of a part of the sample. In general, the sample is melted, rapidly solidified and textured in a cold crucible or even by casting at the maximum field in a cold mold [Citation19–21].
This review of the magnetic texturing of metallic materials contains five parts: congruent materials, non-congruent materials, ferromagnets having a Curie temperature near the melting temperature, improvement of magnetic texturing techniques, and the effect of time of processing in the liquid state on the unmelted-crystal radius in bismuth.
Congruent compounds
Bismuth
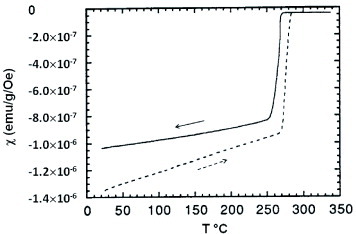
Susceptibility measurement has been used to evaluate the solidified fraction near the melting temperature as a function of temperature by varying the cooling rate [Citation2, Citation22]. Bi susceptibility has been also measured as a function of temperature by heating to 331 ° C, which is 60 ° C above the melting temperature Tm = 271 ° C, followed by cooling to room temperature as shown in figure . The susceptibility measured at room temperature after cycling the sample in an inhomogeneous magnetic field of 5 T at high temperatures is equal to the crystal susceptibility measured along the c-axis [Citation2]. A 100% orientation has been obtained. Note that grain-boundary motion in Bi is affected by a magnetic field and the microstructure development can be modified by selecting the mode of grain growth and the preferential orientation [Citation23, Citation24].
Figure 1 Diamagnetic susceptibility versus temperature of pure bismuth heated (dotted line) and solidified in a 5 T inhomogeneous magnetic field (solid line). A large variation of the susceptibility is measured between the solid and the liquid. The higher susceptibility measured after solidification is due to the alignment of crystallites in the magnetic field. These results are extracted from [Citation2].
The critical volume of the crystal necessary to achieve an orientation in a magnetic field is approximately given by
3 where v corresponds to a radius equal to 16.5 nm with Δ χ = 1.6 × 10 - 7 emu g - 1 Oe - 1; this value is far above the critical radius R2ls = 2.5 nm required for crystal growth at Tm . Alignment is only possible during the crystal growth when the crystal is still surrounded by liquid. The time for crystal growth of 50% is long because the growth is governed by the thermal exchange of the sample with its environment. This time is equal to about 100 s for a cooling rate of 650 ° C h - 1 and 400 s for 70 ° C h - 1 .
The time needed to orient a spherical particle in a magnetic field is small; it mainly depends on the liquid viscosity η and on the magnetic moment and is of the order of several milliseconds. For a 90° rotation, it is approximately equal to
4 This orientation time plays no role because it is negligible as compared with the crystallization time of one 1 cm3 sample. Precise calculations of this time have been made under various assumptions [Citation25]. Homogeneous nucleation cannot explain crystallization occurring slightly below Tm; if homogeneous nucleation occurred, the nucleation time would be minimum at T = Tm/3! The crystallization is due to the presence of residual intrinsic nuclei [Citation5].
Ce–Ni
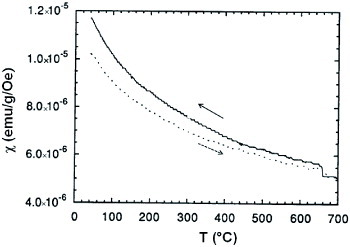
Ce–Ni is a congruent compound having a melting temperature of 680 ° C and an orthorhombic lattice. The temperature cycle is applied up to 700 ° C at a rate of 20 ° C s - 1 using a cold crucible; the susceptibility is measured in an inhomogeneous magnetic field of 5 T to apply a magnetic force to the sample. The undercooling is equal to 5 ° C, and a susceptibility increase of 2.0 × 10-7 emu g - 1 Oe - 1 is directly obtained at the solidification temperature as shown in figure . The susceptibility anisotropy varies as T - 2; x-ray diffraction measurements confirm that the c-axis is parallel to the applied magnetic field. The susceptibility represented in figure is shown without correction of the contribution from the sample holder; only the susceptibility change at the melting temperature is an absolute value. For critical volume, the orientation corresponds to a particle radius of 18.5 nm; here, too, the crystallization time is much larger than the orientation time and the melt contains residual nuclei that cause the crystallization close to Tm [Citation2].
Figure 2 Magnetic susceptibility versus temperature of a Ce–Ni sample. The dotted line corresponds to the heating of a zero-field-solidified sample. The higher susceptibility measured after solidification (solid line) is due to the alignment of crystallites with their easy magnetization axis parallel to the applied field. These results are extracted from [Citation2].
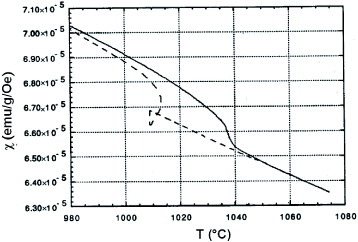
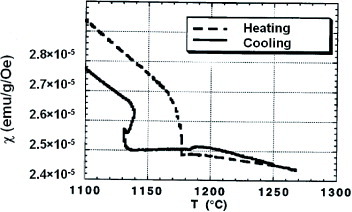
This congruent compound has a Curie temperature of 76 K and a tetragonal lattice; it melts at T = 1030 ° C; the applied heating and cooling rates are 200 ° C h - 1 and the sample weight is 3 g. The overheating was, in successive experiments, 4.5, 8, 27 and 49 ° C. The compound was textured after a small overheating as shown in figure , while an abrupt liquid-solid transformation occurs for the two largest values of overheating without any texturing as shown in figure . The susceptibility increase due to texturing at T = 1007 ° C is 4.0 × 10 - 7 emu g - 1 Oe - 1 . Excess overheating produces some undercooling followed by recalescence. The size of the residual nuclei is reduced at higher temperatures and the crystallization at the surface is probably induced by the crucible boundary [Citation8].
Figure 3 Susceptibility of Dy3 Al2 measured in an inhomogeneous magnetic field of 2.9 T versus the temperature. The solid line corresponds to the heating of a non-oriented sample. The higher susceptibility measured after solidification (dotted line) is due to the alignment of crystallites with their easy magnetization axis parallel to the applied field. An overheating of 8 ° C has been applied after the sample fusion. These results are extracted from the PhD thesis of B Legrand (1996) and from her diploma report (1992).
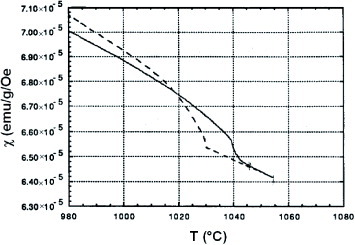
Figure 4 Magnetic susceptibility of Dy3 Al2 measured in an inhomogeneous magnetic field of 2.9 T versus the temperature. The solid line corresponds to the heating of a non-oriented sample. The susceptibility measured after solidification (dotted line) is not higher because there is no alignment of crystallites in the applied field. An overheating of 27 ° C has been applied after the sample fusion. These results are extracted from the PhD thesis of B Legrand (1996) and from her diploma report (1992).
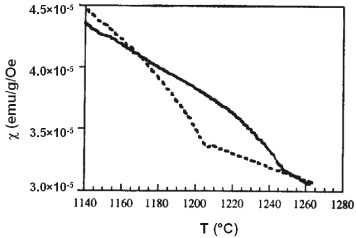
This compound is congruent; it is possible to modify its composition to produce permanent magnets. The susceptibilities of Sm(Co0.6 Fe0.25 Cu0.08 Zr0.02 )8.35 and Sm(Co0.6 Fe0.27 Cu0.06 Zr0.02 )8.1 have been measured during a temperature cycle including melting and solidification in a 3.5 T magnetic field. The fusion is observed as a decrease of the paramagnetic susceptibility occurring in the temperature interval 1150–1250 ° C as shown in figure . An overheating of about 15 ° C is applied to the melt by an inductive heating. The susceptibility increase after solidification is large and of the order of 1.5 × 10 - 6 emu g - 1 Oe - 1 . It has been shown that magnetic texturing can be realized by melting and cooling the material in a cold crucible. An orientation degree of 90% was obtained by measuring the saturated magnetization in a magnetic field [Citation19, Citation26].
Figure 5 Susceptibility of Sm2 Co17 type alloy having a permanent magnet composition Sm(Co0.65 Fe0.25 Cu0,08 Zr0,02 )8,35 plotted versus temperature. The solid line corresponds to the inductive heating of a non-oriented sample. The higher susceptibility measured after solidification (dotted line) is due to the alignment of crystallites with their easy magnetization axis parallel to the applied field. An overheating of 15 ° C was applied after the sample fusion. These results are extracted from the PhD thesis of B Legrand (1996).
Non-congruent materials
All the following studies show that the presence of a liquid is necessary to texture a material. The effect of overheating the melt was only studied in a few publications.
Single-crystal grains of YBCO are aligned in liquid silver by a 5 T magnetic field [Citation14]. Significant anisotropy still exists in the paramagnetic susceptibility at a temperature of 1020 ° C close to the peritectic temperature of 1040 ° C in flowing oxygen. The magnetic texturing obtained by de Rango and coworkers [Citation13] is due to the existence of this residual anisotropy, and the alignment occurs when a crystal is free to rotate in the surrounding liquid. Annealing for two hours at T = 1030 ° C in a 7 T field followed by cooling at a rate of 20 ° C h - 1 leads to a weak alignment, whereas annealing at 1055 ° C in the liquid state leads to a perfectly textured material. Disorientation occurs at an annealing temperature of approximately 1070 ° C. The anisotropy ratio deduced from magnetization measurements in the superconducting state plotted as a function of the annealing temperature reaches a maximum a few degrees above the peritectic temperature. These experiments demonstrated, for the first time, that at excessively high temperatures, above the peritectic temperature, the particles become too small to act as growth nuclei [Citation15].
Bi 2223
A recent attempt to texture this ceramic in a high magnetic field and at a high temperature below the solidus temperature did not lead to a textured material because of the absence of liquid [Citation27]. Pellets of the superconducting ceramic Bi1.8 Pb0.4 Sr2 Ca2.2 O10.3 + x (Bi 2223) were heated in air to the partial-melting window and in a magnetic field of 8 T to a variable maximum temperature TA for 1 h and slowly cooled at 2 ° C h - 1 . The melting started above 855 ° C. The samples were textured along the c-axis; the dispersion angle is almost 8 ° . The critical current for each sample was measured at 77 K; its maximum was 1450 A cm - 2 for TA = 860 ° C; then, it progressively decreased as the temperature increased to 890 ° C where it became very small. The nuclei disappeared owing to the decomposition of Bi 2223 in several phases far above 860 ° C and to the reduction of the nucleus size above the peritectic temperature [Citation28, Citation29]. In spite of this success, this technique has not been used to prepare tapes or multifilament materials at an industrial scale because it was thought that any melting would decompose the Bi 2223 phase and a long period of annealing at a lower temperature would be necessary to recover this phase; long annealing and even a partial melting of chemical precursors have been used to obtain the Bi 2223 phase. Recently, experiments have again shown that this phase can be rapidly recomposed after melting, in agreement with the previous work on magnetic texturing [Citation30, Citation31]. All these results indicate the existence, above the liquidus temperature, of unmelted crystals acting as crystal growth nuclei.
This work was completed using an apparatus enabling both high pressure sintering at high temperature and magnetic field processing for texturing ceramics. The melting of crystallites pellets followed by solidification leads to a lower density than that of the crystal. A high-pressure step immediately below the solidus temperature increases the density and improves the contact between grains. A much higher critical current has been obtained as compared with processing in a magnetic field without using the pressure step. Meanders have been cut to transport the current along a 21 cm length; pulsed currents of 300 A have been applied at 77 K to several meanders, having a cross-sectional area of 1 mm2 and being connected in series without degradation of the superconducting properties. The mechanical properties of this ceramic are strongly enhanced by these steps of hot pressing [Citation32–34].
Bi 2212
The Bi 2212 crystallization has been studied using pellets doped with 10% MgO [Citation35–37]. The conditions required for full melting have been determined by measuring the magnetic susceptibility as a function of temperature for different overheating temperatures. The partial-melting window has been described as a function of temperature by susceptibility measurement cycles, each of them being characterized by an annealing temperature [Citation6, Citation36]. A partial melting starts at 877 ° C and full melting occurs at 892 ° C. The magnetic texturing phenomenon has been observed by considering the magnetization anisotropy of bulk materials in the superconducting state at T = 4.2 K as a function of the overheating temperature. The best crystal orientation is obtained after an overheating of about 1 ° C above the temperature of complete melting. A further increase in the overheating temperature decreases the degree of orientation, thus, this melt also contains residual nuclei which are progressively melted when the overheating temperature is increased [Citation6].
Bi 2212 bulks containing 10% Ag or Pb instead of MgO can also be textured by a magnetic field after annealing at 893 ° C [Citation38, Citation39]. Magnetic texturing has been applied to tapes and multifilament conductors to prepare for industrial applications [Citation38–43]. Dip-coated monolayer Bi 2212/Ag tapes (60 μ m in thickness) are textured with a 7.5 T field perpendicular to the tape and an annealing temperature of 890 ° C [Citation42]. Higher fields of up to 15 T are also applied in the magnetic melt processing of Bi 2212 bulks and Ag-sheathed tapes with a core thickness above 80 μ m. The degree of texturing and the anisotropy factor upon magnetization strongly increase with the field amplitude. The critical current for transport reaches 1000 A in self-field for tapes with a core thickness of 180 μ m [Citation43].
Multifilamentary Bi 2212/AgMg wires were heat treated in a 12 T background field oriented perpendicular to the wide surface of the wires using a shorter temperature time profile than the conventional one. The wires are partially textured and have a critical current in self field increasing by 10% [Citation44]. A dynamic process has been developed to texture long wires by continuously moving them in a perpendicular magnetic field of 5 T at a velocity adapted to the temperature profile of the furnace. The critical current increased by 40% to 630 A and the critical current density attains 190 kA cm - 2 at 4.2 K [Citation45].
 and
and
SmCo5 and NdCo5 precursor alloys have been melted in a hemispherical cold crucible and cooled by switching off the power of the induction furnace in a magnetic field of 2.5 T. Solidification occurred in a few seconds because the copper crucible was cooled by water circulation. In spite of this quenching, in the presence of various thermal gradients due to the crucible wall and in spite of the melt instability, the material is oriented by the magnetic field. The saturation magnetization along the applied magnetic field is nearly equal to the saturation magnetization of a crystal along the easy axis of the hexagonal lattice [Citation19].
and
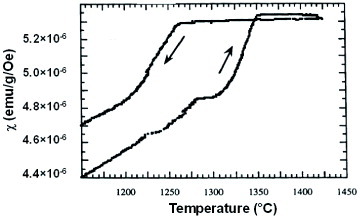
The magnetocrystalline anisotropy of Dy2 Fe14 B is larger than that of Nd2 Fe14 B at room temperature. Thus, the high-temperature anisotropy is expected to also be larger in this compound. The fusion is controlled by measuring the magnetic force applied to the sample heated by induction. In the first step, Dy17 Fe76,5 B5 Cu1.5 is melted in a 5 T inhomogeneous magnetic field by heating to 1220 ° C, a few degrees above the peritectic temperature. The partial alignment of crystals is achieved; this magnetic field amplitude is nevertheless too weak to achieve a full alignment. When the sample is overheated to 1350 ° C and cooled in an inhomogeneous magnetic field, the sample magnetic properties are isotropic. At high temperatures, the nuclei become too small to be active for crystal growth near Tm = 1214 ° C.
Nd2 Fe14 B crystals have too small anisotropy to be aligned in a 5 T magnetic field at their melting temperature. Susceptibility has been measured during temperature cycles by progressively varying the overheating temperature up to 1348 ° C knowing that the peritectic temperature is 1170 ° C. There is no alignment of crystals in the magnetic field regardless of the cycle [Citation16]. In a first step, the overheating is equal to 10 ° C using a cooling rate of 3 ° C h - 1 . An isothermal solidification transition in Nd2 Fe14 B is observed at a constant temperature as shown in figure . In contrast, an overheating of 51–98 °C induces an undercooling of 36 ° C; the Nd2 Fe14 B nuclei are too small to act as growth nuclei; an abrupt transformation from the melt to the Nd2 Fe14 B solid is thus observed accompanied by recalescence as shown in figure [Citation46].
Figure 6 Susceptibility of Nd2 Fe14 B is plotted versus the temperature. The solid line corresponds to the inductive heating of a non-oriented sample. The susceptibility measured during solidification (dotted line) after applying a small overheating of about 3 ° C above the peritectic temperature corresponds to an isothermal solidification. The temperature difference between melting and solidification is due to thermometry problems. This figure is extracted from the PhD thesis of P Courtois (1995).
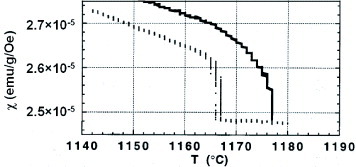
Figure 7 Susceptibility of Nd2 Fe14 B is plotted versus temperature. The dotted line corresponds to the inductive heating of a non-oriented sample. The susceptibility measured during solidification (solid line) after applying a large overheating of about 90 ° C above the peritectic temperature corresponds to abrupt solidification accompanied by recalescence due to undercooling. This figure is extracted from the PhD thesis of P Courtois (1995).
Ferromagnets having a Curie temperature near the melting temperature
Alloys with an approximately eutectic composition have melting temperatures much lower than those of elements that comprise these alloys; the Curie temperatures of Bi–Mn, Co–B and Co–Sn alloys can be larger than the melting temperature under specific conditions such as undercooling.
Bi–Mn
The Curie temperature TC = 355 ° C of Bi–Mn is higher than the melting temperature of the alloy. The Bi–Mn phase is aligned by the magnetic field inside liquid Bi–Mn alloys during its solidification [Citation47]. An excessively large magnetic field pushes the Bi–Mn needles to the periphery because a radial field gradient exists even when dB/dz = 0 [Citation48]. This finding is a new demonstration that the magnetic field gradient can separate a phase subjected to a large magnetic force because of its large paramagnetic susceptibility.
Nd–Fe
The same phenomenon is observed by subjecting eutectic Nd–Fe to a strong vertical magnetic force. The eutectic Nd–Fe is separated into two domains: the bottom corresponds to a eutectic alloy of Nd and Nd5 Fe17 while the top corresponds to a eutectic alloy of Nd and Nd2 Fe17; the global composition is the same along the direction of the applied force. In contrast, a sample solidified in zero field exhibits a homogeneous morphology in which Nd, Nd5 Fe17 and Nd2 Fe17 are randomly distributed. The perfect separation into two domains suggests that slightly above the melting point and during solidification, nuclei of the different phases coexist with a liquid phase. The migration paths of the nuclei separate according to the amplitude of their magnetic susceptibility, which depends on the nucleus size [Citation2].
Co–B
In Co–B alloys, the eutectic temperature is about 1100 ° C, only 20 ° C above the Curie temperature of the Co-rich phase. Thus, the ferromagnetic transition can be reached by undercooling the melt obtained after a large overheating. A Faraday balance is used to measure the sample susceptibility along the heating-cooling cycle. From in situ magnetic susceptibility measurement, it was found that the solidification of Co–B eutectic alloys can occur in the ferromagnetic state, cobalt particles are then strongly coupled and form elongated needle-like stacking, despite an external magnetic force that should cause their sedimentation [Citation49].
Co–Sn
The solidification of Co–Co3 Sn2 occurs at 1112 ° C, slightly above the Curie temperature of about 1050 ° C. In situ susceptibility measurement was used to observe the phase transformations. The field-cooled Co–Sn sample exhibits long primary cobalt dendrites parallel to the magnetic field. No strong undercooling was obtained [Citation50].
Improvement of magnetic texturing of alloys
Unidirectional solidification and magnetic fields are driving forces for crystal alignment; the combination of these two forces can reinforce the texture.
Dendrite orientation in a magnetic field
The alignment of crystals along the magnetic field direction at various cooling rates was first studied without applying unidirectional thermal gradients, in order to facilitate dendrite growth along the field direction. The magnetic alignment of dendrites for Al–Cu and Cd–Zn alloys has been obtained in 1981 [Citation12]; the alignment was attributed to a difference in susceptibility between the dendrites and the melt without actually carrying out susceptibility measurements. In his PhD thesis, Rakotoarison studied the crystallization of the superalloy AM1 for various cooling rates, in a homogeneous magnetic field of 5 T and in a zero field. He used a vertical Al2 O3 cylindrical crucible, an electrical furnace and samples having a diameter of 25 mm and a height of 60 mm. The weight composition of the alloy was Ni65.7 Cr8.7 Co6.6 Mo1.3 Ta2.7 W1.9 Ti1.2 Al5.3 which was overheated to 1407–1412 ° C, about 15–20 ° C above the liquidus temperature. Upon cooling at a rate of 122 ° C h - 1 , the ingot was a single grain. The solidification velocity was 34 mm h - 1 . The dendrite lattice was oriented along a 〈100〉 axis, which was tilted by 12° from the vertical axis of the magnetic field. The susceptibility difference between the 〈100〉 and 〈111〉 axes at room temperature was about 1.3% of the susceptibility, while the susceptibility increase induced by melting was about 5.0 × 10 - 7 emu g - 1 Oe - 1 as shown in figure . This observation explains why the AM1 dendrites were easily oriented by a magnetic field [Citation12]. The zero-field-cooled ingots, cooled at various cooling rates, contained several non-oriented crystals.
Figure 8 Susceptibility of superalloy AM1 is plotted versus temperature during the heating and cooling cycle; there is no correction associated with the sample holder. The susceptibilities of the solid and then of the dendrites is smaller than that of the melt. This figure is extracted from the PhD thesis of S Rakotoarison (1995).
Unidirectional solidification parallel to the magnetic field
There have been several studies of unidirectional solidification parallel to the applied magnetic field. The most recent one was devoted to Pb-33 at.% Bi and Sn-1.0 at.% Cd alloys [Citation51]. A magnetic field of 10 T does not affect the solid periodic structure; its length is nevertheless markedly increased in the first alloys and unchanged in the second alloy upon applying the magnetic field. The main effect of the field is to reduce the convection which changes the temperature distribution. Several references to this type of study can be found in [Citation51].
Thermal gradients and vertical magnetic fields
Magnetic texturing appears successful when the magnetic field B is parallel to the thermal gradient and the easy growth plane is parallel to the easy magnetization axis. This condition is not always easy to realize. The magnetic texturing of YBCO by a vertical melted-zone technique does not work well because of the simultaneous presence of a large radial thermal gradient and because the easy magnetization axis is perpendicular to the easy growth plane [Citation52]. The magnetic texturing of Terfenol-D has been studied for the composition Tb0.3 Dy0.7 Fey with 1.85 < y < 1.95. The texturing readily occurs when a thermal gradient is applied along the [Citation1–10] direction while the easy-magnetization axis is parallel to the [111] direction. A unidirectional thermal gradient parallel to B improves the texture as shown by Bonino in his PhD thesis (1998) because the convection is damped but the magnetostriction performance is not improved as compared with that obtained by unidirectional solidification without applying a magnetic field [Citation53]. It would be more efficient to form the texture by applying a magnetic field with a thermal gradient perpendicular to B.
Rotating magnetic field and modulated rotating magnetic field
New techniques of texturing are now being used when the c-axis is not the easy magnetization axis. The c-axis of crystals can be aligned when a rotating magnetic field is applied perpendicular to the plane in which the c-axis rotates; an equivalent technique is to rotate the crucible under a static magnetic field [Citation54, Citation55]. Rotation of a crucible in a static magnetic field during the slip-casting of Si3 N4 powder with a hexagonal structure results in the formation of a c-axis oriented material [Citation56]. A rotating magnetic field having a periodically modulated intensity or frequency induces three-dimensional alignment of crystals [Citation57]; a pseudo–single crystal can be fabricated from crystalline powders [Citation58].
Effect of the processing time in the liquid state on the radius of unmelted bismuth crystals
The cooling rate of bismuth melt has been varied from 25 to 650 ° C h - 1 after an overheating of 60 ° C above the melting temperature. Crystallization induced by one intrinsic nucleus having the critical size is not as abrupt as that induced by numerous heterogeneous nuclei related to the cooled surface of the crucible, which produces recalescence. The time in the liquid state decreases by an order of magnitude from about 9000 s to a few hundred seconds. When this time is larger than 3600 s, an abrupt transformation to the solid is accompanied by recalescence. These results demonstrate that the radius of residual crystals in the melt decreases with time, as expected from the time dependence of critical-size-droplet formation into the largest unmelted crystals [Citation2, Citation5].
The radius of unmelted crystal can be evaluated from an undercooling of 4 ° C observed after processing for 200 s below Tm = 271 ° C that corresponds to a cooling rate of 72 ° C h - 1 . The radius becomes too small to induce crystallization after an undercooling of 7 ° C for a processing time of 8640 s above Tm corresponding to a cooling rate of 25 ° C h - 1 . The calculation is based on the existence of unmelted crystals stabilized by the energy saving associated with the Fermi energy equalization of the particles and of the melt; the energy saving coefficient ε lso has already been determined as 0.217 at Tm [Citation5]. The change in the Gibbs free energy associated with a formation of a crystal of radius Rnm is given by the volume and surface contributions
5 where
lnKls is nearly temperature independent and equal to 90 ± 2, Δ Hm is the molar fusion heat, NA is the Avogadro number, kB is the Boltzmann constant, and ε ls is given by (2).
The nucleation rate J defines the steady state, first-crystallization time tsn when ln(Jvtsn ) = 0, where v is the sample volume. The value of J corresponds to the probability of one growth nucleus being present in volume v after time tsn; the sample volume v is 1 cm3 here. The nucleation time tns is defined by
6
Δ G*2ls is the critical energy barrier, Δ Gnm is the reduction in the energy barrier induced by an unmelted crystal, given by (Equation4
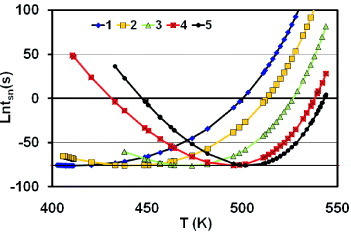
4 ), and lnKls = 90. The nucleation time tsn is plotted in figure as a function of the absolute temperature for various radii Rnm . The unmelted crystal radius Rnm producing an undercooling of 4 K is equal to 1.81 nm for tsn = 200 s and v = 1 cm3 . Our prediction of a radius 1.25 nm after an overheating of 60 K leading to an undercooling of Δ T = 41 K was based on the assumption that ε ls = ε sl . The unmelted crystals are larger than expected and the critical radius for growth of a liquid droplet into an unmelted crystal is larger; thus, ε sl is much weaker than ε sl because the electron transfer takes place in unclosed volumes, increases the Fermi energy of liquid droplet and strongly reduces the energy saving. Our previous assumption must be modified by considering that ε sl is radius dependent [Citation5–7].
Figure 9 Steady-state first-crystallization time tsn plotted in a logarithmic scale versus temperature. The minimum value of lntsn is equal to - 76.2 regardless of the radius Rnm of the unmelted crystal. The crystallization occurs from an intrinsic nucleus by cooling after tsn = 200 s, where lntsn = ln(200) = 5.3. The curves are numbered from left to right: (1) Rnm = 1.25 nm, the undercooling is ΔT = 41 K; (2) Rnm = 1.4 nm, Δ T = 29 K; (3) Rnm = 1.6 nm, Δ T = 15 K; (4) Rnm = 1.8 nm, Δ T = 4.3 K; (5) Rnm = 1.9 nm, Δ T = 0. The critical radius at T = Tm is equal to 2.5 nm from table 2 in [Citation4].
A 3.3% reduction of the unmelted crystal radius (10% volume reduction) from 1.81 to 1.75 nm after 9000 s processing above Tm is expected to increase the undercooling from Δ T = 4 K to Δ T = 7 K. This observation shows that the unmelted crystal radius is sufficiently stable to act as a growth nucleus during the minimum duration of the magnetic texturing process.
Conclusion
Magnetic texturing is very successful when magnetic field is applied to a melt under the condition that sufficient residual magnetocrystalline anisotropy exists at the melting temperature Tm and that the highest annealing temperature in the process corresponds to a small overheating and to a limited processing time above Tm . These results indicate that intrinsic crystals can survive temperatures above Tm with a radius smaller than the critical value at Tm . Their presence in congruent materials is a strong indication that they always exist even when the melt composition is identical to the solid composition.
Acknowledgments
The authors have used several PhD theses: YBCO, P de Rango (1991); magneto-science, E Beaugnon (1992); Nd2 Fe14 B, P Courtois (1995); Sm-Co, B Legrand (1996); Bi 2212, S Pavard (1999); other PhD theses devoted to magnetic texturing from a melt: Bi 2223, J G Noudem; YBCO; J M Barbut (1994); X Chaud (1996); L Porcar (1997); P Gautier–Picard (1998); superalloys, S Rakotoarison; Terfenol, O Bonino (1998); ferromagnetic eutectics: F Gaucherand (2002). All these works provide convincing evidence that growth nuclei are intrinsic crystals instead of impurity nuclei.
References
- YamaguchiMTanimotoY 2006 Magneto-Science; Magnetic Field Effects on Materials: Fundamentals and Applications (Springer Series in Materials Science ) vol 89 Tokyo Kodansha
- BeaugnonEBourgaultDBraithwaiteDde RangoPPerrier de la BâthieRSulpiceATournierR F 1993 J. Phys. I France 3 399 http://dx.doi.org/10.1051/jp1:1993142
- TurnbullD 1952 J. Chem. Phys. 20 411 http://dx.doi.org/10.1063/1.1700435
- KeltonK F 1991 Solid State Phys. 45 75
- TournierR F 2007 Physica B: Condens. Matter 392 79 http://dx.doi.org/10.1016/j.physb.2006.11.002
- TournierR F 2007 Progress in Light Metals, Aerospace Mater. Supercond. Part 4 Y Lu P Zhang C Jiang C Han Switzerland Trans Tech Publications p 1827
- TournierR F 2006 Vth Int. Symp. Electromagn. Process. Mater. TaniguchiS Japan Iron Steel Institute p 561
- TournierR F 2004 Materials Processing in Magnetic Fields, MP1 Proc. WadaHSchneider-MuntauH J Sigapore World Scientific p 102
- GoetzA 1930 Phys. Rev. 35 193 http://dx.doi.org/10.1103/PhysRev.35.193
- PluckerS 1849 Pogg. Ann. 76 583
- LeducM A 1905 Compt. Rend. 140 1022
- MikelsonA EKarklin YaKh 1981 J. Cryst. Growth 52 524 http://dx.doi.org/10.1016/0022-0248(81)90333-X
- De RangoPLeesM RLejayPSulpiceATournierRIngoldMGermiPPernetM 1991 Nature 349 770 http://dx.doi.org/10.1038/349770a0
- LeesM Rde RangoPBourgaultDBarbutJ MBraithwaiteDLejayPSulpiceATournierR 1992 Supercond. Sci. Technol. 5 36 http://dx.doi.org/10.1088/0953-2048/5/6/007
- LeesM RBourgaultDde RangoPLejayPSulpiceATournierR 1992 Phil. Mag. B 65 1395
- BonvalotMCourtoisPGillonPTournierR 1995 J. Magn. Magn. Mater. 151 283 http://dx.doi.org/10.1016/0304-8853(95)00313-4
- GillonP 2000 Mater. Sci. Eng. A 887 146
- FourreauxEGillonP 2001 1st Pacific Rim Int. Conf. Adv. Mater. Proc. Vol. 1 HanadaSZhongZNamS WWrightR N Sendai, Japan The Japan Institute of Metals p 277
- LegrandBChateignerDPerrier de la BâthieRTournierR 1997 J. Magn. Magn. Mater. 173 20 http://dx.doi.org/10.1016/S0304-8853(97)00149-2
- TournierR FBeaugnonENoudemJ GRakotoarisonS 2001 J. Magn. Magn. Mater. 226–230 2094 http://dx.doi.org/10.1016/S0304-8853(00)00892-1
- YasudaHOhnakaINinomiyaYIshiiRFujitaSKishioK 2004 J. Cryst. Growth 260 475 http://dx.doi.org/10.1016/j.jcrysgro.2003.08.072
- AsaiS 2004 Materials Processing in Magnetic Fields: MP1 Proc. WadaHSchneider-MuntauH J Sigapore World Scientific p 3
- MolodovD AGottsteinGHeringhausFShvindlermanL S 1997 Scr. Mater. 37 1207 http://dx.doi.org/10.1016/S1359-6462(97)00227-3
- MolodovD AGottsteinGHeringhausFShvindlermanL S 1998 Acta Mater. 46 5627 http://dx.doi.org/10.1016/S1359-6454(98)00258-4
- AsaiS 2004 Model. Simul. Mater. Sci. Eng. 12 R1 http://dx.doi.org/10.1088/0965-0393/12/2/R01
- LegrandBChateignerDPerrier de la BâthieRTournierR 1998 J. Alloys Compd. 275–277 660 http://dx.doi.org/10.1016/S0925-8388(98)00414-9
- LuX YNagataAWatanabeKNojimaTSugawaraKHanadaSKamadaS 2003 Physica C 392–396 453 http://dx.doi.org/10.1016/S0921-4534(03)01164-X
- NoudemJ GBeilleJBourgaultDChateignerDTournierR 1996 Physica C 264 325 http://dx.doi.org/10.1016/0921-4534(96)00273-0
- NoudemJ GBeilleJBourgaultDSulpiceATournierR 1994 Physica C 230 42 http://dx.doi.org/10.1016/0921-4534(94)90444-8
- GianniniESavysyukIGarnierVPasseriniRToulemondePFlukigerR 2002 Supercond. Sci. Technol. 15 1577 http://dx.doi.org/10.1088/0953-2048/15/11/316
- LiJ YSoubeyrouxLZhengH LLiC SLuY FPorcarLTournierR 2006 Physica C 450 56 http://dx.doi.org/10.1016/j.physc.2006.08.010
- NoudemJ GBeilleJBourgaultDSulpiceATournierR 1994 Physica C 235–240 3401 http://dx.doi.org/10.1016/0921-4534(94)91227-0
- NoudemJ GBeilleJBeaugnonEBourgaultDChateignierDGermiPPernetMSulpiceATournierR 1995 Supercond. Sci. Technol. 8 558 http://dx.doi.org/10.1088/0953-2048/8/7/013
- NoudemJ GPorcarLBelmontOBourgaultDBarbutJ MBeilleJTixadorPBarraultMTournierR 1997 Physica C 281 339 http://dx.doi.org/10.1016/S0921-4534(97)01480-9
- PavardSVillardCBourgaultDTournierR 1998 Supercond. Sci. Technol. 11 1359 http://dx.doi.org/10.1088/0953-2048/11/12/002
- TournierRPavardSBourgaultDVillardC 1999 Int. Symp. Supercond. XII: ISS 99 Proc. Japan Morioka p 527
- PavardSTournierRBourgaultDVillardC 2000 Physica C 341–348 2285 http://dx.doi.org/10.1016/S0921-4534(00)01000-5
- Van der SandeJ BFerreiraP JLiuH B 1998 Physica C 303 161 http://dx.doi.org/10.1016/S0921-4534(98)00250-0
- LiuH BFerreiraP JVan der SandeJ BOttoA 1999 Physica C 316 234 http://dx.doi.org/10.1016/S0921-4534(99)00254-3
- ChenW PMaedaHKakimotoKZhangP XWatanabeKMotokawaM 1999 Physica C 320 172 http://dx.doi.org/10.1016/S0921-4534(99)00468-2
- ChenW PMaedaHWatanabeKMotokawaM 2000 Physica C 337 160 http://dx.doi.org/10.1016/S0921-4534(00)00079-4
- ChenW PMaedaHWatanabeKMotokawaMKitaguchiHKumakuraH 1999 Physica C 324 172 http://dx.doi.org/10.1016/S0921-4534(99)00468-2
- MaedaHSastryP V P S STrociewictzU PSchwartzJOhyaKSatoMChenW PWatanabeKMotokawaM 2003 Physica C 386 115 http://dx.doi.org/10.1016/S0921-4534(02)02237-2
- RamosM ALiuX TShenT MTrociewitzU PSchwartzJ 2007 Appl. Supercond.: IEEE Trans. 17 3103 http://dx.doi.org/10.1109/TASC.2007.898876
- VillaumeABourgaultDPorcarLGirardABruzekC ESibeudP F 2007 Supercond. Sci. Technol. 20 691 http://dx.doi.org/10.1088/0953-2048/20/7/018
- TournierR et al 1998 Symp. New Magneto-Sci. Japan Science Technol. Co., Saitama, 333-0848 p 58
- SavitskyE MTorchinovaR STuranovS A 1981 J. Cryst. Growth 52 519 http://dx.doi.org/10.1016/0022-0248(81)90332-8
- RenZLiXWangHDengKZhuangY 2004 Mater. Lett. 58 3405 http://dx.doi.org/10.1016/j.matlet.2004.04.021
- GaucherandFBeaugnonE 2004 Physica B 346–347 262 http://dx.doi.org/10.1016/j.physb.2004.01.062
- GaucherandFBeaugnonE 2001 Physica B 294–295 96 http://dx.doi.org/10.1016/S0921-4526(00)00617-7
- YasudaHTokiedaKOhnakaI 2000 Mater. Trans., JIM 41 1005
- BarbutJ MBarraultMBoileauFIngoldMBourgaultDde RangoPTournierR 1994 J. Phys. III France 11 2149 http://dx.doi.org/10.1051/jp3:1994266
- BoninoOde RangoPTournierR 2000 J. Magn. Magn. Mater. 212 225 http://dx.doi.org/10.1016/S0304-8853(99)00798-2
- AsaiS 2007 ISIJ Int. 47 519 http://dx.doi.org/10.2355/isijinternational.47.519
- LiSSassaKIwaiKAsaiS 2004 Mater. Trans. 45 3124 http://dx.doi.org/10.2320/matertrans.45.3124
- KimuraTYamatoMKoshimizuWKoikeMKawaiT 2000 Langmuir 16 858 http://dx.doi.org/10.1021/la990761j
- KimuraTYoshinoM 2005 Langmuir 21 480
- KimuraTKimuraFYoshinoM 2006 Langmuir 22 3464 http://dx.doi.org/10.1021/la053479n