
Abstract
Coatings such as diamond-like carbon (DLC) and titanium nitride (TiN) are employed in joint implants due to their excellent tribological properties. Recently, graphite-like carbon (GLC) and tantalum (Ta) have been proven to have good potential as coating as they possess mechanical properties similar to bones—high hardness and high flexibility. The purpose of this systematic literature review is to summarize the coating techniques of these four materials in order to compare their mechanical properties and tribological outcomes. Eighteen studies published between January 2000 and February 2013 have met the inclusion criteria for this review. Details of their fabrication parameters, material and mechanical properties along with the tribological outcomes, such as friction and wear rate, were identified and are presented in a systematic way. Although experiment conditions varied, we conclude that Ta has the lowest wear rate compared to DLC, GLC and TiN because it has a lower wear rate with high contact pressure as well as higher hardness to elasticity ratio. However, a further tribology test is needed in an environment which replicates artificial joints to confirm the acceptability of these findings.
Introduction
Hip or knee replacement is now a common surgical procedure with a very high success rate. It is significant in the treatment of severe arthritis. Implantation of artificial joints reduces the pain and improves the function and quality of life of patients. Currently, artificial joints only last 10–15 years before failing by aseptic loosening due to periprosthetic osteolysis. The root cause of osteolysis has been traced to the body's response with the presence of polyethylene (PE) wear debris, which is one of the articulating bearing surfaces. Therefore, a reduction of wear at the rubbing interface of the joint is required. Studies have been done with an aim to improve artificial joints reliability and durability to prevent osteolysis. Highly wear-resistant and biocompatible bearing surfaces can lower debris generation in the artificial joints. Most prostheses are made of a metallic component articulating against polymer or ceramic-on-polymer. The metallic components are usually cobalt–chromium–molybdenum (CoCrMo) and titanium alloys (Ti–6Al–4 V) whereas the polymer component is ultrahigh molecular weight PE (UHMWPE). The ceramic materials are made of alumina or alumina–zirconia.
There are number of parameters affecting the wear of contacting components in artificial joints such as the patient's level of activities, body weight, quality and quantity of synovial fluid, the level and type of stresses on the articulating surfaces, material properties, geometry and dimension, imperfections of the components and surgical techniques and accuracy. Excellent tribo-corrosion performance, low toxicity to the body and healthy interactions with the cells in the body render in a safe growth surface in artificial joints. Coating materials inserted into the body interact with the synovial fluid and its protein components. Protein adsorption arises with the nature of the physiological conditions and affinities of the surface. The type of proteins absorbed to the surface and their conformation will govern the cellular response.
A plausible approach to enhance the durability of artificial joints is to engineer the bearing surfaces with a highly wear-resistant coating. The smoother the articulating surface, the less wear will occur. The relation of coating surface in biomedical applications is substantial in determining the success of a hip or knee implant. Coatings improve the surface properties including the hardness, wettability, elastic strain, friction coefficient and wear of hip and knee prostheses. Coating materials used in joints replacement are fabricated by physical [Citation1, Citation2] or chemical vapour deposition (CVD) [Citation3, Citation4], electrodeposition [Citation5], thermal treatment in molten salts [Citation6, Citation7], laser shaping [Citation8, Citation9] and ion implantation [Citation10, Citation11]. In this review, we evaluate the friction and wear performance of different coating materials including diamond-like carbon (DLC), graphite-like carbon (GLC), tantalum (Ta) and titanium nitride (TiN). We kept our search limited to last 13 years since the methodology of biotribology experiments has improved a lot during this period and we focus on recent development of coating materials. Wear of the ceramic materials is substantially (two orders of magnitude) lesser than that of PE, and the wear of the carbon coating is several times lesser than that of the ceramic materials.
Methodology
The selection criteria for this systematic review are journal papers written in English with experimental works published between January 2000 and February 2013. ‘Surface coating’, ‘artificial joints’, ‘wear’ and ‘friction’ were the main keywords used for searching Web of Science, Science Direct, SpringerLink and PubMed. There were a total of 1018 papers found from the databases. The title and abstract of the papers were reviewed extensively to ensure relevance of the topic. Only 18 papers were selected in accordance with the inclusion and exclusion criteria, as shown in figure .
Figure 1 Flow chart of journal selection process for the systematic review.
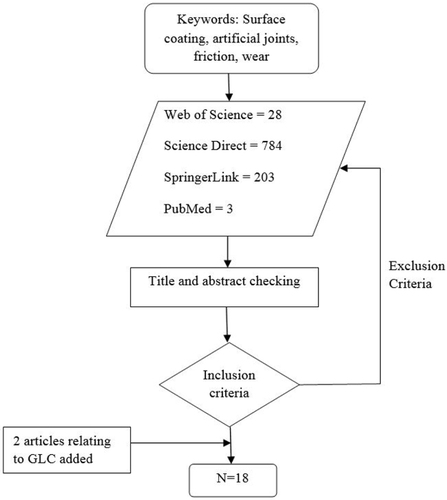
Inclusion criteria. Studies that focus on the tribological effect of various types of coating materials including DLC, Ta, GLC and TiN.
Exclusion criteria. Papers that are related to mathematical modelling, finite element analysis, antimicrobial properties, corrosion behaviour, tissue engineering and biological effect in animals are excluded. Clinical surveys and review papers are also removed from the study.
Results
Overview of coating
Coatings are normally used to improve the surface properties of the substrate without changing the bulk materials [Citation12]. Moreover, coatings can act as an effective barrier to minimize the release of ions attributing to tribo-corrosion [Citation13–Citation15]. It can increase the hardness along with excellent surface finishing, thus reducing the friction and wear rate [Citation1, Citation16, Citation17]. However, one limitation of coatings is their adhesion to the substrate allowing the interactions of chemical bonds between the layers. Moreover, their abilities in cyclic loading condition are still being researched. It is necessary to define coating dimensions (thickness, hardness and surface finish) which have an ability to protect the substrate from the excessive wear (abrasive, fatigue and corrosive) and to provide a low friction transferring film on the opposing surface. This review focuses on four main types of coatings which are Ta, GLC, DLC and TiN. DLC and TiN have been used in many orthopaedic applications [Citation18]. GLC possess both hardness and flexibility [Citation19]. Porous Ta is found to have a similar material structure to bone [Citation20, Citation21].
Ta is a biocompatible metal and it possesses excellent corrosion resistance with low ion release. It is also suitable in the coating of implant surface among most of the materials used in hip or knee implants such as stainless steel, ceramic, cobalt–chromium and titanium alloys. Balagna et al [Citation6] presented the work on Ta-rich coating deposited on cobalt–chromium–molybdenum (CoCrMo) alloys through a thermal treatment in molten salts. Ta coating with thickness less than 1 μm is a suitable implant for the substitution of joints owning to its good wear resistance. The surface roughness demonstrated a moderate increment considered acceptable for the ultimate purpose. Ta is a new metallic biomaterial which has been shown to be bioactive and can biologically bond to the bones. Trabecular Ta exhibits excellent scaffolds for bones in growth and mechanical attachment. Scaffolds, which are made of 99 wt% pure Ta and 1 wt% glass carbon, are implanted as acetabular caps or scaffolds for bone reconstruction [Citation22]. Recent studies have shown that Ta coatings exhibit excellent cellular adhesion. This is attributed to the wettability characteristic of its structure. Ta surface has lower contact angles and higher surface energy and is therefore able to improve cell–material interactions [Citation23].
The newly developed GLC is a hydrogen-free, amorphous and carbon–chromium coating which possesses hexagonal layer lattice. GLC could be used in many existing applications such as valves, seals and washers. GLC coatings are being tested for use in artificial hip joints and they have been shown to present no biocompatibility problems. The uncoated hip joints are claimed to have a useful life in excess of 10 years whereas the GLC coated joints with coating thickness of 2.5 μm are likely to have a lifetime of up to 50 years. It is thought that GLC can be applied in knees and other joints [Citation24].
DLC is a carbon-based coating composed of diamond (sp3) and graphite (sp2) bonds. A high sp3/sp2 ratio leads to diamond-like properties. DLC coatings can be prepared by physical vapour deposition (PVD) or CVD processes from a variety of solid or gaseous carbon sources. The superior hardness and toughness of the carbon allotrope diamond has gained attention in biomedical implant applications. Most of the DLC coatings deposited on alloy steels endure poor levels of adhesion, high intrinsic stresses and low load bearing capability. Taeger et al [Citation25] reported that DLC coated femoral heads reveal detrimental results within 8.5 years of following up with DLC patients. This was attributed to the inadequate adhesion of the coating. The DLC coatings chipped off over time, causing a considerable increase in wear and implant failure. The ability to modify the DLC coating surface by doping and changing the compositional variation is an added advantage in improving the coating characteristics. Research on functional graded materials [Citation8] or titanium ion-implants [Citation26] has been done to improve the adhesion of DLC coatings. DLC coatings are excellent in both bio and hemocompability [Citation5]. The double bonds in the carbon react with reactive oxygen and remove the superoxide radicals, whereby the radicals can cause tissue damage, including strokes and cancers [Citation27].
Nanocrystalline diamond (NCD) is another type of diamond-based material where the grain size ranges from 3 to ∼ 100 nm. NCD coatings have isotropic tribological properties and can be deposited on substrates with complex shape [Citation28]. NCD is formed by the decomposition of methane in a process of radio frequency (RF) plasma activated vapour deposition. Wear properties of ultra smooth nanostructured diamond (UNSD) deposited using microwave plasma CVD (MPCVD) had better wear performance against PE compared to CoCrMo [Citation17]. NCD forms a diffusion barrier between the implant and human environment; the diamond layers are biocompatible with living organism [Citation29].
TiN was first introduced back in the 1980s for ceramic coating of artificial hip and knee replacements [Citation30]. TiN coating in golden colour is normally deposited by PVD or laser deposition. Tribological testing showed a very good wear rate for TiN against PE. In addition, it exhibits an increase in hardness and a decrease in metal ion release from the substrate [Citation31, Citation32]. The ceramic layer reduces the release of metal ions into the patient's joint space and minimizes bacterial proliferation [Citation33]. In the 1990s, TiN coatings have successfully been applied to shield the body from metal ions that could cause allergic reactions [Citation34]. Adhesion resistance of TiN coating on the softer metal was a serious drawback, which was believed to be the result of third body abrasive wear from bone cement particles. High stresses created from the contact with hard particles trapped between the two articulating surfaces (acetabular and femoral head), subsequently resulted in coating breakthrough in the femoral heads [Citation2]. Delamination and corrosion occurred through the pinhole of the substrate due to hard third-body wear [Citation35]. Many researchers have raised concerns about the ability of TiN coatings to withstand wear damage in clinical applications. Table 1 illustrates the advantages and disadvantages of different coating materials.
Table 1 Advantages and disadvantages of coating materials.
Most of the total knee joints consist of a metal femoral component made from a CoCrMo alloy and a tibial component with a UHMWPE-bearing surface. CoCroMo has excellent mechanical properties; high corrosion and wear resistance, rendering a wide usage in joint prostheses [Citation36]. However, the corrosion rate of CoCrMo devices is increased due to human body fluids and surface friction. The excess of Co and Cr content causes hypersensitivity and drastic inflammatory reactions. The toxicity of Co and Cr is dependent on its valence state, concentration and exposure time. Cr(III) can cause chromosome breakage and DNA damage [Citation37, Citation38].
PE particles in the surrounding tissue are associated with osteolysis leading to loosening and failure. Wear resistance of PE improves with increased cross linking of the polymer chains. However, it may change the amorphous and crystalline regions of the resulting polymer, affecting the mechanical properties and fatigue characteristics. Cross linked PE works well in hip designs and its application in knee replacement is still under consideration [Citation39].
Ti–6Al–4 V has long been a main medical titanium alloy used in implant applications. The alloy exhibits low shear strength and low wear resistance when used in an orthopaedic prosthesis. However, the alloy has a possible toxic effect resulting from the release of vanadium and aluminium. The Young's modulus between titanium implants (103–120 GPa) and bones (10–30 GPa) have a vast discrepancy, which is unfavourable for bone healing and remodelling [Citation40]. Titanium alloys are corrosion-resistant and inert biomaterials. Ceramic-based materials are widely used in orthopaedic implants; however, their main drawback is brittleness under impact loads [Citation41].
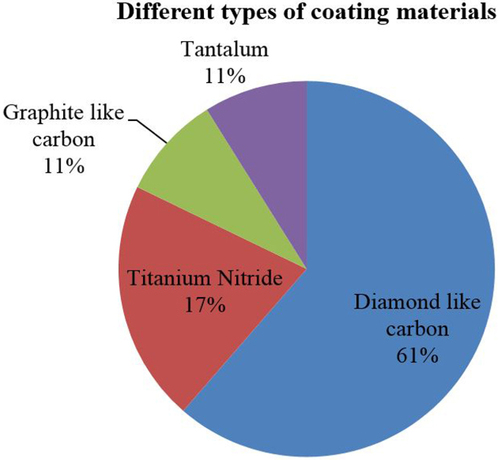
Figure represents the percentage of papers selected for coating materials. DLC is the most frequently used coating materials (61%) in artificial joints due to their superior tribological properties. Ta and GLCs are not widely known within the orthopaedic industry, but a few studies showed their potentiality for use in joint prostheses. TiN is a surface-coating technology with over 10 years of clinical history [Citation42].
Figure 2 Different types of coating materials used in the selected papers.
Coating deposition methods
For many years it has been possible to deposit a wide range of hard and wear resistance coatings on substrates using either chemical deposition or physical deposition. The deposition process is very dependent on the degree of flexibility in terms of the substrates and coating materials [Citation43]. The ideal fabrication process is one which can give good quality such as a dense, homogeneous coated surface and excellent adhesion to the substrate. The deposition parameters play a crucial role in defining the film properties. Figure presents the coating methods used in the papers selected for the review.
Figure 3 General coating methods in producing coating materials for joint prostheses.

PVD consists of the generation of plasma metal ions that are transported by an electric field to the surface to be coated. The physical deposition method has the ability to vary the deposition parameters over a wide range. The components forming the film are charged with high energies and deposited on a substrate with particular structural and thermal states [Citation44]. The method can be used to deposit almost any type of inorganic material as well as some kinds of organic materials. PVD coatings are more corrosion resistant than coatings applied by the electroplating process. However, a high capital cost is required with a large amount of heat dissipated in cooling systems. The rate of deposition is usually quite slow [Citation45]. Nanocomposite films with enhanced adhesion to Ti–6Al–4 V alloy substrates were successfully deposited by one of the physical deposition methods called pulsed laser deposition [Citation8]. The laser surface modification technique offers a high range of process controllability and flexibility. The advantages of the laser surfacing technique include chemical cleanliness, distortion, controlled thermal penetration and the ease to automate [Citation46].
CVD is the process of a chemically reacting volatile compound of a material to be deposited. Reaction occurs when other gases or condensation of a compound from the gas phase onto substrate to form a solid deposit. Highly pure materials with structural control at the atomic or nanometre scale can be produced using CVD at low processing temperatures. CVD has the capability for producing coatings of complex shape engineering components and the fabrication of nano-devices and ceramic matrix composites [Citation47].
The methods and parameters for depositing the coating materials on different types of substrates are listed in table 2. Balagna et al [Citation6] studied the properties of coated materials at 970 and 990 °C. Ta-enrichment was found to be greater at 970 °C than 990 °C. Furthermore, coating quality was lower at the shorter time, 30 min, and corrosion occurred at the longer time, 60 min. The ideal time frame for the coating process was 45 min because it had the maximum weight increment.
Table 2 Coating deposition methods.
Spriano et al [Citation7] focused on a Biodur alloy due to its arthroprosthesis application. The heat treatment at 1000 °C for 60 min was chosen because it is close to the annealing temperature employed for the Biodur alloy. He observed that Co-120-800 (120 min at 800 °C) sample showed a deeper wear track than the Co-60-800 (60 min at 800 °C) alloy. So it can be concluded that a longer thermal treatment is not encouraged in getting a well adherent and thick surface modification layer. A significant Ta surface enrichment with a thickness of approximately 3 μm, on the Biodur alloy can be obtained with a temperature of 1000 °C. The coating showed a diffusion interface, continuous and well adherent. The use of higher coating temperature that leads to some diffusion bonding or an interlayer may improve the coating characteristics.
Fox et al deposited graphite-like coating with a low friction, high hardness, high load capacity and exceptionally low wear on silicon using a magnetron sputter ion plating system [Citation14]. Three carbon targets and one chromium target were used to produce chromium carbide (CrC)–C multi-layer coating with a thickness of 2.5 μm, and the deposition process was carried out at less than 250 °C. Chromium was included in the graphite coating to make it less brittle and to show a higher load-bearing capacity. The coatings were electrically conducted and the bonding was almost entirely sp2; there was no significant diamond content detected [Citation24]. GLC films with a titanium concentration of about 3.0 at.% were successfully deposited on silicon wafer substrates using an unbalanced magnetron sputtering system with different bias voltages. Four targets were used with A and B targets (graphite, purity 99.99%), C (graphite/titanium) and D (titanium, purity 99.99%) to produce three layers graphite-like coating containing carbon film as the top layer, titanium carbide in the interlayer and the bottom pure titanium layer. A base pressure of 10−3 Pa was reached with the deposition system heated up to 100–120 °C [Citation1].
The process of electron cyclotron resonance (ECR)-MPCVD enabled a high production rate of plasma species, low substrate temperature and independent control of ion energy during the depositions [Citation3]. DLC with a bigger surface area can be easily deposited using CVD at wide range temperatures (0–400 °C). However, DLC has a temperature dependence in both service and deposition. Higher wear and friction obtained with deposition took place at an elevated temperature (> 200 °C). DLC coating using ion beam conversion produced elemental sulphur, fluorine or nitrogen and thus resulted in lower friction [Citation10].
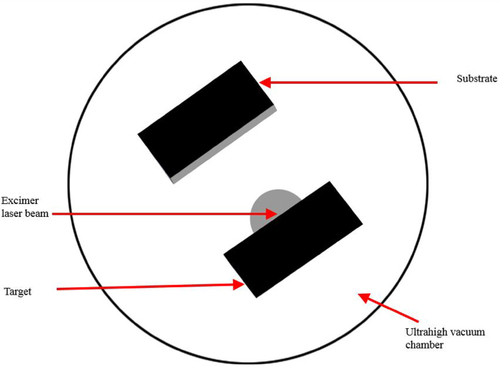
A schematic diagram to deposit DLC on Ti–6Al–4 V substrate is shown in figure . The Ti–6Al–4 V alloy has been widely used as an artificial joint for its low modulus, high specific strength and superior corrosion resistance [Citation10]. The low friction coefficient of DLC coatings can be attributed to the partial graphite sp2-bonded structure [Citation48]. Hydrogenated DLC (DLCH) consists of amorphous carbon with a significant fraction of C–C sp3 bonds and H content in the 20–40 at.% range [Citation49]. DLCH layers with a thickness in the range of 250–700 nm were deposited on pristine (V) and gamma irradiated (I) substrates. The deposition used acetylene, Ar and H2 as gas mixture with applied bias voltage of 200 V. DLCH coatings on metallic components have been developed to reduce the wear rate and corrosion of metallic components in artificial knee and hip joints. Figure illustrates the pulsed laser deposition system in coating the functionally gradient DLC–silver nanocomposite (FGAg1) and the functionally gradient DLC–titanium (FGTi2). DLC on silicon (100) formed a silicon carbide interfacial layer, and DLC on Ti–6Al–4 V formed a titanium carbide interfacial layer. The silicon carbide interfacial layer appeared to provide better DLC film adhesion than the titanium carbide interfacial layer. This result suggests the importance of interfacial bonding in promoting adhesion of a DLC film to a given substrate [Citation8].
Figure 4 Schematic diagram of PSII-IBED method. Adapted with permission from [Citation10]. Copyright 2004 Elsevier.
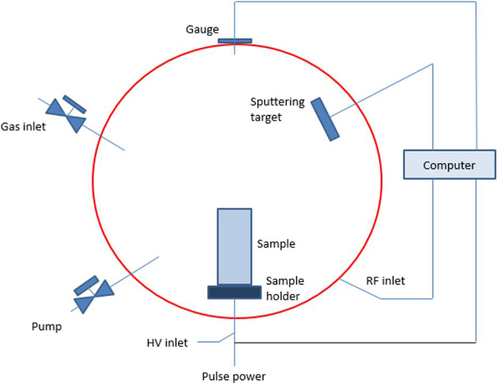
Figure 5 Pulsed laser deposition system. Adapted with permission from [Citation8]. Copyright 2005 Elsevier.
Mechanical properties of coating
The nature of the coating materials with different mechanical properties and surface morphology are presented in table 3. In a joint implant, the stress level depends on the gaits and the contact area between articulating tibial and femoral components (knee implant), acetabular and femoral components (hip implant) [Citation50]. If the coated surface has high roughness, it will result in abrasion and rapid wear of the opposing surface [Citation51].
Table 3 Mechanical properties of selected coated surfaces.
Ta coating exhibited a homogeneous matrix with distributed carbides on CoCrMo substrate. It was composed of Ta carbides (TaC), a second phase of emi-Ta carbide (Ta2C) and metallic hexagonal tantalum (HCP Ta) as the external layer. Hexagonal and crystalline structures were observed in x-ray diffraction due to the crystallographic correlation with the hexagonal structure of the closest layer of Ta2C. Carbides are made from carbon content of the alloy during the casting of orthopaedic components. These particles protrude the surface and may harm the articulating counterface. Harder ceramic reinforced with these carbides will result in a lower wear rate [Citation6].
The mechanical properties of the carbon film are generally influenced by the connectivity of the amorphous carbon matrix. However, as the doped species exist in the form of metal carbide particle, and each carbide particle as a locally independent unit is isolated by the amorphous carbon matrix, it is then detrimental for the overall connectivity of the carbon network. Thus, low hardness (7.2–11.7 GPa) is obtained for the titanium-containing GLC film [Citation1]. The functionally gradient DLC–silver films showed slightly higher Young's modulus and hardness value than the functionally gradient DLC–titanium films. It is believed that these differences reflect the fact that the functionally gradient DLC–silver nanocomposite films possess a slightly higher concentration of sp3 hybridized carbon atoms than the functionally gradient DLC–titanium nanocomposite films [Citation8].
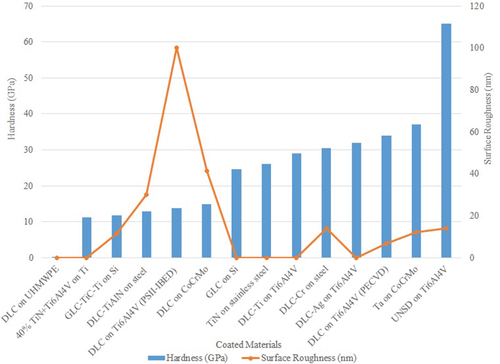
DLC coatings exhibit greater hardness than GLC, Ta and TiN in general. The hard coating provides protection in the presence of third body wear such as polymeric or cements debris. A lower wear rate can be achieved if the coatings have high hardness and low friction. As shown in figure , UNSD coating has the highest hardness value (65 GPa). DLC coated on Ti–6Al–4 V by plasma source ion implantation—ion beam enhanced deposition (PSII-IBED) has the highest surface roughness of 100 nm [Citation10]. Huang et al [Citation4] reported a much lower surface roughness (6.8 nm) for DLC coated on Ti–6Al–4 V using RF plasma enhanced CVD (RF-PECVD).
Figure 6 Variation of hardness and surface roughness of the coated materials (zero values indicate the data are not mentioned in the papers selected).
Hardness and elastic modulus of the DLC coatings have been known to vary over a wide range with sp3/sp2 bonding ratio, which depends on the kinetic energy of the carbon species and amount of hydrogen. The hydrogen is believed to play a vital role in the bonding configuration of carbon atoms by stabilizing tetrahedral co-ordination sp3 bonding of the carbon species. The higher hardness and elastic modulus of the coatings implies that these coatings have a higher ratio of sp3/sp2 [Citation52]. High residual stress is one of the main disadvantages in DLC coatings. This can cause poor surface adhesion and early delamination in the coatings. Interlayers such as titanium (Ti), CrC and silicon nitride (Si3N4) can be used to improve the adhesion of the surface. An interlayer can be the physical barrier between the substrate and the corrosive environment in minimizing the risk of delamination. Doping DLC coatings with elements such as silver (Ag), nitrogen (N), fluorine (F) and titanium (Ti) is another method in decreasing the residual stress [Citation8]. However, coatings doping with silver is only effective at shorter exposure periods. The performance of doped samples deteriorates due to the increase of bactericidal activity after a long period. Sondi et al [Citation53] further proved that silver particles in suspension can only provide protection against early infection but cannot provide long lasting resistance against bacteria.
The structure of DLC films can be described as a dispersion of diamond nodules in a graphite matrix. It is inherently metastable and it will transform to graphite at high temperatures [Citation54]. DLCH coatings showed a faceted structure of about 2–5 μm in size [Citation55]. It was similar to the studies reported for very thin DLCH films (∼ 50 nm) deposited on high density PE [Citation56].
Tribological outcome of coating
Many attempts have been made to minimize the friction and wear of implant materials including the use of different sizes, shapes and clearances (design parameters) in artificial hip or knee implants. Hip simulator testing has shown that metal on metal bearing has a conferrable low linear (40 times) and volumetric (200 times) wear than a metal-on-UHMWPE couple [Citation57]. However, a few studies have shown evidence of high toxicity due to generated metallic or UHMWPE particles [Citation58–Citation60]. Therefore, an appropriate coating does not only improve upon friction and wear but also increases the acceptability of implanted joints. Tribological tests concerning adherence, friction and wear properties in atmospheric and lubricated conditions are presented in table 4. Wear damage to the articulating surface is associated with the frictional forces at the interface. The coefficient of friction depends on the materials and the surface finish of the articulating surfaces in the lubricating regime. A better wettability will increase the lubrication, thereby decreasing the coefficient of friction and subsequently reducing the wear.
Table 4 Tribological performance of coating surfaces.
Ta coating with a lower surface roughness value gives a better wear rate. Ta coated on CoCrMo with a surface roughness of 5–12 nm exhibited a lower wear rate in the range of 4 × 10−7–5 × 10−7 mm3 N−1 m−1 [Citation6] compared to Ta coated on the biodur alloy with 40 nm of surface roughness and wear rate in the range of 0.755 × 10−4–1.249 × 10−4 mm3 N−1 m−1 [Citation7].
GLC coatings have high adhesion normally associated with a high ion current density magnetron sputter ion plating system. Low wear rates can be obtained when high hardness is combined with low friction. The excellent mechanical properties with good adhesion of the GLC coatings will result in high load-bearing capacity. GLC has a wear coefficient about ten times lower than conventional hydrogenated DLC coatings. GLC also has a lower coefficient of friction. Adhesion tests were used to reveal the quality of the coatings in terms of their abrasive wear potential in artificial joints. The surface scratch resistance of GLC coating prevents implant damage at excessive contact load up to 140 N. The scratch formation is minimal, which results in a substantial reduction in wear at 3 × 10−8 mm3 N−1 m−1 as opposed to DLC coatings [Citation24].
Minn and Sinha [Citation61] pointed out that intermediate layers like chromium nitride, TiN and DLC can be used to enhance the load carrying capacity and the wear resistant of the polymer film. The wear durability is higher with UHMWPE as the top layer is followed by an intermediate layer of hard DLC on Si substrate. UHMWPE was chosen because of its better wear resistance compared to other polymers such as polyetheretherketone, polymethyl methacrylate, polystyrene and polytetrafluoroethylene [Citation62]. In addition, the top UHMWPE film reduces the shear stress and the coefficient of friction due to its self-lubricating property. The increase hardness of intermediate layers improves the wear performance.
Surface wettability is determined using water contact angle measurement. A low water contact angle gives a hydrophilic surface which can generally provide better adhesion. However, the hydrophilic surface has the tendency to attract more water molecules from the atmosphere if the humidity is high. The adhesion strength between the film and the substrate will decrease with the presence of water molecules on the solid substrate. Tribological tests showed that a higher hardness in the intermediate layers gives better penetration resistance to soft UHMWPE film, reduces the contact area of the ball and promotes wear durability.
Wear and friction are greatly reduced by using DLC in total hip and knee replacement devices. The wear rate and the coefficient of friction of the coated surface are measured using a commercial ball-on-disc tribometer. Wear test is carried out in a rotating vessel with UHMWPE discs immersed in bovine serum (b-9433, Sigma Aldrich). Wear factors, k can be calculated using the following equation:
(1)
where r is the wear track radius, A is the average worn area, L is the applied load and s is the sliding distance [Citation55].
The wear rate of the coating is very dependent on the variables like liquid lubrication, temperature and DLCH composition. The wear rate decreased with the sliding distance. An initial polishing of the sample and an associated increment of the contact area result in reduced contact pressure. Cross linked UHMWPE and pristine UHMWPE showed improved wear resistance compared to uncoated materials, which made them suitable for substrate with thin coatings. DLCH is an ideal option in modular implants as it provides better wear resistance and good adhesion to the substrates [Citation55]. Figure shows scanning electron microscopy (SEM) images of DLCH coatings before and after wear testing. The comparison between the morphologies observed before and after testing confirmed that the thickness of DLCH coatings remained on the PE substrates after 24 h of sliding. SEM observations of the wear tracks for 700 nm thick DLCH coated PE showed the presence of the same initial structure although it was grooved by long channels a few microns wide (figures (b) and (d)).
Figure 7 SEM micrographs of (a) 250 nm thick DLCH coated UHWPE, (b) 700 nm thick DLCH coated UHWPE before wear testing, (c) 250 nm thick DLCH coated UHWPE and (d) 700 nm thick DLCH coated UHWPE after tribological testing. Reprinted with permission from [Citation55]. Copyright 2010 Elsevier.
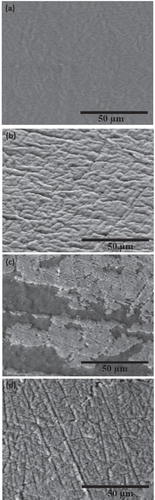
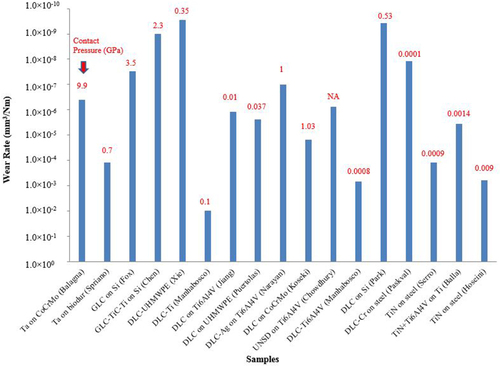
Figure clearly demonstrates the variation of wear rate and contact pressure with different coating materials. Ta coating has a lower wear rate (4 × 10−7 mm3 N−1 m−1) with a high contact pressure (9.9 GPa) compared to GLC, DLC and TiN coatings. Though the wear rate of DLC on UHMWPE reported by Xie et al [Citation3] and DLC on Si reported by Park et al [Citation63] are in the range of 10−10 mm3 N−1 m−1, the contact pressure applied is low in this case.
Figure 8 Wear rate and contact pressure with different coating materials (∗NA = contact pressure is not mentioned).
Biocompatibility of coating materials with surrounding tissue
The biocompatibility of coated surfaces can be judged by bacterial adhesion, wettability, cell growth rate on the surface and cell death rate by the wear generated debris. Hydrophobic surfaces (contact angle higher than 90°) are good for bearing materials used in an acetabular prosthesis component in joint replacement [Citation64]. It was suggested by the researchers that films with low hydrogen content and hydrophobic properties increased the rate of bactericidal activity [Citation65].
A coating with antibacterial properties is extremely important in reducing the risk of infection. Ta is a biocompatible metal that possesses a porous structure similar to spongious bone as the commercial trabecular Metal for various orthopaedic applications [Citation6, Citation64]. It is suitable for cell adhesion, proliferation and differentiation [Citation21, Citation22] and deposited Ta oxide and nitride could be applied in cardiac and vascular devices [Citation66, Citation67].
Pure Ta has a lower bacterial adhesion compared to commercially available materials used in orthopaedic implants [Citation68]. This is due to higher wettability of Ta surface in both distilled water and cell media with contact angle of 51° and 48°, respectively [Citation64]. Furthermore, the study confirms that the Ta surface has better interaction between cell and material as Ta has higher surface energy. The low porosity of Ta surface has sharp interface between coating and the interface, resulting in high fatigue resistance, which is applicable to early biological fixation. However, we could not find any paper that studied the protein deposition rate and synovial fluid contact angle on Ta coated surfaces.
GLC coatings have shown no biocompatibility problem when tested for use in artificial hip joints. The GLC coated hip joints will have an estimation of at least 50 years compared to uncoated joints with the usage of about 10 years [Citation24]. Generally, it can be used in knees and other joints.
DLC films have proven to be biocompatible. Kwok et al [Citation66] reported that the contact angles of DLC and phosphorus-doped DLC films in water were 68.4° and 16.9°, respectively, indicating that the wettability of DLC film was enhanced by phosphorus doping. P-doped DLC coating reduced the interactions with plasma protein giving rise to small variations in the conformation of adsorbed plasma proteins and preferentially adsorbed albumin. Cells like macrophages, fibroblasts and other human tissues have already been grown successfully on DLCs [Citation69]. The biological response of DLC wear debris has been tested by growing bone marrow cells in the presence of DLC film fragments. Hauert [Citation65] suggested that DLC would make good implant coatings as there was no cellular damage recorded compared to the control samples. Double bonds in the carbon react with reactive oxygen and subsequently remove the superoxide radicals which are naturally generated when neutrophils and immune cells attack pathogens in the body. This effect could be beneficial in the implantation where an external infection would be likely to occur when the wound is new and open. This biological response will prevent or cure the infection by restricting any damage to the surrounding body from the immune system [Citation69].
Serro et al [Citation70] revealed that TiN coated films showed no cytotoxic effect and no changes in cell morphology or cell death when compared to fresh culture medium and PE control discs. Human foetal osteoblast cells were spread and attached on TiN reinforced composite samples indicating its biocompatible property of the surface. Rapid growth of cells on composite surfaces with countless cell–cell contacts render a superior surface for bone cell adhesion. Nevertheless, fewer cells were observed on pure Ti–6Al–4 V alloy. Thus, TiN-reinforced Ti4Al4 V alloy composites are non-toxic and have improved cell materials interactions compared with uncoated Ti–6Al–4 V [Citation9].
Discussion
The most suitable coating material used for hip or knee joints must have bio-tolerance and ability to withstand high cyclic loading in the presence or absence of body fluids. The wear of surface and friction coefficient can be reduced by an appropriate coating technique which increases the surface hardness and enhances solid lubrication. However, the efficiency of coating surface depends not only on the types of material properties but also types of substrate, coating density, adhesion and uniformity of the surface.
DLC coating has the lowest wear rate (10−5–10−9 mm3 N−1 m−1) compared to hard materials like alumina (0.004 mm3 per million cycles) [Citation41]. However, formation of pinholes in the DLC coated surface is one of the drawbacks in using the liquid-phase electro-deposition technique. A nobler open-circuit potential (thermodynamically stable), around 0.1 V, and lower anodic current density until 0.9 V was presented in the films deposited using the carbon source of acetonitrile [Citation5]. A few studies have revealed the presence of small cracks in the film and uncovered substrate areas due to gas evolution during the deposition process [Citation71–Citation73]. Therefore, the deposition parameters and properties of the electrodeposited DLC films should be further investigated. The wear rate for DLC coated on titanium substrate is 9.55 × 10−3 mm3 N−1 m−1 with contact pressure of 0.1 GPa [Citation5]. Deposition of DLC coating using the liquid-phase electrodeposition technique is not recommended due to its higher wear rate compared to DLC coated by other chemical and PVD methods.
Hardness of the surface coatings is the primary material property in defining wear resistance. There is also evidence that elastic modulus has an important influence on wear behaviour. In addition, elastic modulus plays an important role in stress shielding, which is a key issue in the stability of hip or knee implants. Elastic strain, the ratio of hardness (H) and elastic modulus (E), is a mechanical property that determines the limit of elastic behaviour in a contact surface and their failure mechanism [Citation74, Citation75]. For example, the elastic strain values were 0.07 for biomedical grade PE, 0.03 for Ti–6Al–4V and 0.04 for CoCrMo [Citation17]. On the other hand, the elastic strain values were estimated to be in the range of 0.09–0.12 for Ta coated on CoCrMo [Citation6], 0.17 for DLC coated on Ti–6Al–4 V [Citation4], 0.10 for functionally gradient DLC coated on Ti–6Al–4 V [Citation8] and 0.16 for USND coated on Ti–6Al–4 V [Citation17]. This result implies that Ta and DLC coated surface have better wear properties compared to the uncoated surface. However, we could not compare GLC and TiN because the elastic modulus was not measured [Citation1, Citation9, Citation24, Citation70].
A low wear rate with a high contact pressure indicates a better coating surface for joint replacements. Ta coated implants are found to be strong, compatible and durable. Ta has advantages over DLC, GLC and TiN coatings used in current generation of orthopaedic implants. Besides, Ta coating enables the mechanical properties of the underlying surface to be retained whilst optimizing the wear characteristics. It has the potential to be an effective implant solution.
In addition, the wear rate is influenced by the surface roughness of coating surfaces. A higher wear rate at 6 × 10−4 mm3 N−1 m−1 is obtained for TiN coating when the surface roughness reached 169 nm [Citation2]. It has been revealed that a minimum wear occurs when an optimum surface roughness exists. Mckellop [Citation67] stated that increasing the surface roughness of ceramic surface resulted in higher wear of prosthetic joint. The significance of metal surface roughness for controlling the wear of acetal gear against a hard counterface even in real life operating conditions is confirmed [Citation76].
In this study, GLC coatings are an alternate material for application in artificial joints due to their low wear rate in the range of 10−9–10−8 mm3 N−1 m−1 with contact pressure of 2.3 GPa [Citation1] and 3.5 GPa [Citation24], respectively. The greater the stress at the contact surfaces between the femoral and tibial components, the quicker the degradation of the surface happens. Lower wear rate obtained for GLC coatings at high contact pressure implies a longer durability of the joint prosthesis. However, the deposition technique for producing GLC coating is limited to magnetron sputtering. Other types of deposition techniques such as CVD or laser deposition should be further investigated in order to obtain a low wear characteristic coating surface.
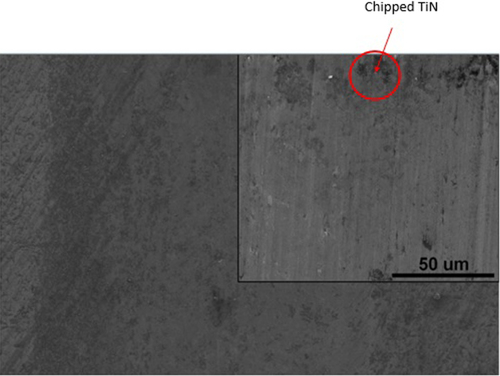
As shown in figure , DLC coatings are hard and possess a lower wear rate in general compared to conventional TiN coatings. DLC are also much more scratch resistant than TiN coatings in joint implants. SEM images reveal isolated cracking and chipping of the TiN particles on Ti–6Al–4 V composite coatings with 40% TiN (figure ) [Citation9].
Figure 9 Wear track morphology after 1000 m of sliding distance for Ti–6Al–4 V +40% TiN. Reprinted with permission from [Citation9]. Copyright 2012 Elsevier.
Conclusion and future implications
Conclusion
This paper has carried out a comprehensive analysis on four main types of coating materials used in joint prostheses. Coating deposition methods, mechanical, tribological and biological properties of the coating surfaces are discussed and compared. The study concludes the following:
| 1. | The biocompatible characteristic of Ta coated implants with low wear rate and high contact pressure could be the suitable selection in joint prosthesis applications compared to DLC, GLC and TiN coatings. | ||||
| 2. | Elastic strain, the ratio of hardness (H) and elastic modulus (E) is an important parameter in determining the wear performance of coating materials used in joint implants. | ||||
| 3. | A high quality coating with strong adhesion and smooth surface (low surface roughness) guarantees the longevity of joint replacements in terms of contact stress, friction and wear. Coating thickness, deposition methods and parameters take into consideration getting a uniformity and scratch resistant surface. | ||||
Future implications
Coated surfaces of DLC, Ta, GLC have shown better mechanical properties including surface roughness, hardness and elastic strain. They have better tribological properties in terms of wear rate. However, most of the studies have very low cycle number, apart from UNSD coated on Ti–6Al–4 V [Citation6]. Moreover, an artificial joint faces a dynamic loading depending on different human gaits. The papers selected for this review concentrate on contact pressure in the range of 0.1–10 GPa under static load and bovine serum as a lubricant (except Balla et al [Citation9]). However, bovine serum is very different from the simulated body fluid of osteoarthritic (OA) patients. Finally, the generated wear debris from these coated surfaces was not tested to characterize their biological response to the surrounding tissue. Therefore, coatings in joint prostheses should be investigated with a larger number of cycles, with simulated body fluid of OA patients under a range of dynamic load. A genotoxicity test should be conducted to determine the biological response of wear debris generated from coated substrate.
Acknowledgments
This work was supported by High Impact Research Grant UM.C/HIR/MOHE/ENG/10 from the University of Malaya & Excellent young researcher (CZ.1.07/2.3.00/30.0039) from Brno University of Technology.
Related Research Data
References
- ChenJWangYLiHJiLWuYLvYLiuXFuYZhouH 2013Microstructure, morphology and properties of titanium containing graphite-like carbon films deposited by unbalanced magnetron sputtering Tribol. Lett. 49 47 59 47–59 10.1007/s11249-012-0041-6
- HoseiniMJedenmalmABoldizarA 2008Tribological investigation of coatings for artificial joints Wear 264 958 966 958–66 10.1016/j.wear.2007.07.003
- XieDLiuHDengXLengY XHuangN 2009Deposition of a-C:H films on UHMWPE substrate and its wear-resistance Appl. Surf. Sci. 256 284 288 284–8 10.1016/j.apsusc.2009.08.017
- HuangL-YXuK-WLuJGuelorgetBChenH 2001Nano-scratch and fretting wear study of DLC coatings for biomedical application Diamond Relat. Mater. 10 1448 1456 1448–56 10.1016/S0925-9635(00)00501-X
- ManhaboscoT MMullerI L 2009Electrodeposition of diamond-like carbon (DLC) films on Ti Appl. Surf. Sci. 255 4082 4086 4082–6 10.1016/j.apsusc.2008.10.087
- BalagnaCFagaM GSprianoS 2012Tantalum-based multilayer coating on cobalt alloys in total hip and knee replacement Mater. Sci. Eng. C 32 887 895 887–95 10.1016/j.msec.2012.02.007
- SprianoSVernèEFagaM GBugliosiSMainaG 2005Surface treatment on an implant cobalt alloy for high biocompatibility and wear resistance Wear 259 919 925 919–25 10.1016/j.wear.2005.02.011
- NarayanR J 2005Pulsed laser deposition of functionally gradient diamondlike carbon–metal nanocomposites Diamond Relat. Mater. 14 1319 1330 1319–30 10.1016/j.diamond.2004.12.047
- BallaV KBhatABoseSBandyopadhyayA 2012Laser processed TiN reinforced Ti6Al4 V composite coatings J. Mech. Behav. Biomed. Mater 6 9 20 9–20 10.1016/j.jmbbm.2011.09.007
- JiangS-WJiangBLiYLiY-RYinG-FZhengC-Q 2004Friction and wear study of diamond-like carbon gradient coatings on Ti6Al4V substrate prepared by plasma source ion implant-ion beam enhanced deposition Appl. Surf. Sci. 236 285 291 285–91 10.1016/j.apsusc.2004.04.032
- KosekiHShindoHBabaKFujikawaTSakaiNSawaeYMurakamiT 2008Surface-engineered metal-on-metal bearings improve the friction and wear properties of local area contact in total joint arthroplasty Surf. Coat. Technol. 202 4775 4779 4775–9 10.1016/j.surfcoat.2008.04.060
- HolmbergKMatthewsA 1994 Coatings Tribology: Properties, Techniques and Applications in Surface Engineering vol 28 DowsonD Amsterdam Elsevier
- WoodR J 2007Tribo-corrosion of coatings: a review J. Phys. D: Appl. Phys. 40 5502 10.1088/0022-3727/40/18/S10
- AntunesR ADe OliveiraM C L 2009Corrosion processes of physical vapor deposition-coated metallic implants Crit. Rev. Biomed. Eng. 37 425 460 425–60 10.1615/CritRevBiomedEng.v37.i6.10
- FauchaisPVardelleA 2012 Thermal sprayed coatings used against corrosion and corrosive wear Advanced Plasma Spray Applications Rjeka InTech chapter 1
- VoevodinAO'neillJZabinskiJ 1999Tribological performance and tribochemistry of nanocrystalline WC/amorphous diamond-like carbon composites Thin Solid Films 342 194 200 194–200 10.1016/S0040-6090(98)01456-4
- ChowdhurySBorhamJCatledgeS AEberhardtA WJohnsonP SVohraY K 2008Synthesis and mechanical wear studies of ultra smooth nanostructured diamond (USND) coatings deposited by microwave plasma chemical vapor deposition with He/H2/CH4/N2 mixtures Diamond Relat. Mater. 17 419 427 419–27 10.1016/j.diamond.2007.08.041
- BluntLBillsPJiangXHardakerCChakrabartyG 2009The role of tribology and metrology in the latest development of bio-materials Wear 266 424 431 424–31 10.1016/j.wear.2008.04.015
- YangSCaminoDJonesA H STeerD G 2000Deposition and tribological behaviour of sputtered carbon hard coatings Surf. Coat. Technol. 124 110 116 110–6 10.1016/S0257-8972(99)00634-9
- ZardiackasL DParsellD EDillonL DMitchellD WNunneryL APoggieR 2001Structure, metallurgy and mechanical properties of a porous tantalum foam J. Biomed. Mater. Res. 58 180 187 180–7 10.1002/1097-4636(2001)58:2%3C180::AID-JBM1005%3E3.0.CO;2-5
- BallaV KBodhakSBoseSBandyopadhyayA 2010Porous tantalum structures for bone implants: fabrication, mechanical and in vitro biological properties Acta Biomater. 6 3349 3359 3349–59 10.1016/j.actbio.2010.01.046
- FindlayD MWelldonKAtkinsG JHowieD WZannettinoA C WBobynD 2004The proliferation and phenotypic expression of human osteoblasts on tantalum metal Biomaterials 25 2215 2227 2215–27 10.1016/j.biomaterials.2003.09.005
- BallaVBoseSDaviesNBandyopadhyayA 2010Tantalum—a bioactive metal for implants J. Mineral. Metal Mater. Soc. 62 61 64 61–4 10.1007/s11837-010-0110-y
- FoxVJonesARenevierN MTeerD G 2000Hard lubricating coatings for cutting and forming tools and mechanical components Surf. Coat. Technol. 125 347 353 347–53 10.1016/S0257-8972(99)00611-8
- TaegerGPodleskaL ESchmidtBZieglerMNast-KolbD 2003Comparison of diamond-like-carbon and alumina-oxide articulating with polyethylene in total hip arthroplasty Materialwissenschaft und Werkstofftechnik 34 1094 1100 1094–100 10.1002/mawe.200300717
- PaskvaleSKahnMČekadaMPanjanPWaldhauserWPodgornikB 2011Tribological properties of diamond-like carbon coatings prepared by anode layer source and magnetron sputtering Surf. Coat. Technol. 205 (Suppl. 2) S99 S102 S99–S102 10.1016/j.surfcoat.2011.01.043
- AliS SHardtJ IQuickK LSook Kim-HanJErlangerB FHuangT-TEpsteinC JDuganL L 2004A biologically effective fullerene (C60) derivative with superoxide dismutase mimetic properties Free Radical Biol. Med. 37 1191 1202 1191–202 10.1016/j.freeradbiomed.2004.07.002
- SchneiderASteinmueller-NethlDRoyMFranekF 2010Enhanced tribological performances of nanocrystalline diamond film Int. J. Refractory Metals Hard Mater. 28 40 50 40–50 10.1016/j.ijrmhm.2009.07.010
- MituraS K MNiedzielskiPLoudaPDanilenkoV 2006Nanocrystalline diamond, its synthesis, properties and applications J. Achievements Mater. Manuf. Eng. 16 9 16 9–16
- RöstlundTAlbrektssonBAlbrektssonTMcKellopH 1989Wear of ion-implanted pure titanium against UHMWPE Biomaterials 10 176 181 176–81 10.1016/0142-9612(89)90020-3
- StoneD SYoderK BSproulW D 1991Hardness and elastic modulus of TiN based on continuous indentation technique and new correlation J. Vac. Sci. Technol. A 9 2543 2547 2543–7 10.1116/1.577270
- HeideN SjJ W 1993Corrosion stability of TiN prepared by ion implantation and PVD Nucl. Instrum. Methods Phys. Res. B 80–81 467 471 467–71 10.1016/0168-583X(93)96162-6
- ScaranoAPiattelliMVrespaGCaputiSPiattelliA 2003Bacterial adhesion on titanium nitride-coated and uncoated implants: an in vivo human study J. Oral Implantol. 29 80 85 80–5 10.1563/1548-1336(2003)029%3C0080:BAOTNA%3E2.3.CO;2
- RaayJ J A MRozingP MBlitterswijkC AHaastertR MKoertenH K 1995Biocompatibility of wear-resistant coatings in orthopaedic surgery in vitro testing with human fibroblast cell cultures J. Mater. Sci: Mater. Med. 6 80 84 80–4 10.1007/BF00120412
- LappalainenRSantavirtaS S 2005Potential of coatings in total hip replacement Clin. Orthop. Relat. Res. 430 72 79 72–9 10.1097/01.blo.0000150000.75660.ff
- MartiA 2000Cobalt-base alloys used in bone surgery Injury 31 (Suppl. 4) D18 D21 D18–21 10.1016/S0020-1383(00)80018-2
- GranchiDCenniETiganiDTrisolinoGBaldiniNGiuntiA 2008Sensitivity to implant materials in patients with total knee arthroplasties Biomaterials 29 1494 1500 1494–500 10.1016/j.biomaterials.2007.11.038
- CobbA GSchmalzreidT P 2006The clinical significance of metal ion release from cobalt–chromium metal-on-metal hip joint arthroplasty Proc. Inst. Mech. Eng. H 220 385 398 385–98 10.1243/09544119JEIM78
- GreenwaldA S 2001 Alternative Bearing Surfaces: The Good, The Bad, and the Ugly SurgeonsA A O O San Francisco, CA JBJS Am 68 72 pp 68–72
- EliasC NLimaJ H CValievRMeyersM A 2008 Biomedical applications of titanium and its alloys JOM 60 46 49 46–9 10.1007/s11837-008-0031-1
- Herman Shah Abd RahmanD CAbu OsmanN CShasminH NWan Abu BakarW A 2013 In vivo and in vitro outcomes of alumina, zirconia and their composited ceramic-on-ceramic hip joints J. Ceram. Soc. Japan 121 382 387 382–7 10.2109/jcersj2.121.382
- LimaM S FFolioFMischlerS 2005Microstructure and surface properties of laser-remelted titanium nitride coatings on titanium Surf. Coat. Technol. 199 83 91 83–91 10.1016/j.surfcoat.2004.08.206
- CaminoDJonesA H SMercsDTeerD 1999High performance sputtered carbon coatings for wear resistant applications Vacuum 52 125 131 125–31 10.1016/S0042-207X(98)00205-X
- BunshahR F 1982Deposition technologies: an overview Deposition Technologies for Films and Coatings: Developments and Applications Park Ridge, NJ Noyes Publication 1 18 pp 1–18
- SuYYaoSLeuZWeiCWuC 1997Comparison of tribological behavior of three films—TiN, TiCN and CrN—grown by physical vapor deposition Wear 213 165 174 165–74 10.1016/S0043-1648(97)00182-8
- LawnB R 2002Ceramic-based layer structures for biomechanical applications Curr. Opin. Solid State Mater. Sci. 6 229 235 229–35 10.1016/S1359-0286(02)00016-5
- ChoyK L 2003Chemical vapour deposition of coatings Prog. Mater. Sci. 48 57 170 57–170 10.1016/S0079-6425(01)00009-3
- LiuYErdemirAMeletisE I 1996A study of the wear mechanism of diamond-like carbon films Surf. Coat. Technol. 82 48 56 48–56 10.1016/0257-8972(95)02623-1
- CasiraghiCFerrariARobertsonJ 2005Raman spectroscopy of hydrogenated amorphous carbons Phys. Rev. B 72 085401 10.1103/PhysRevB.72.085401
- Dipankar ChoudhuryR WShirvaniAMootanahR 2013The influence of honed surfaces on metal-on-metal hip joints Japan. Soc. Tribol. 8 195 202 195–202
- JacobsonSHogmarkS 2002On the tribological character of boundary lubricated DLC coated components Tribol. Ser. 40 337 345 337–45
- LiX DBhushanB 1999Micro/nanomechanical and tribological characterization of ultrathin amorphous carbon coatings J. Mater. Res. 14 2328 2337 2328–37 10.1557/JMR.1999.0309
- SondiISalopek-SondiBŠkapinS DŠegotaSJurinaIVukelićB 2011Colloid-chemical processes in the growth and design of the bio-inorganic aragonite structure in the Scleractinian coral Cladocora caespitosa J. Colloid Interface Sci. 354 181 189 181–9 10.1016/j.jcis.2010.10.055
- PiconiCMaccauroGMuratoriF 2004 Bioceramics in Joint Arthroplasty LazennecJ-YDietrichM Darmstadt Steinkopff 105 109 pp 105–9
- PuértolasJ AMartínez-NoguésVMartínez-MorlanesM JMariscalM DMedelF JLópez-SantosCYuberoF 2010Improved wear performance of ultra high molecular weight polyethylene coated with hydrogenated diamond like carbon Wear 269 458 465 458–65 10.1016/j.wear.2010.04.033
- TsuboneDHasebeTKamijoAHottaA 2007Fracture mechanics of diamond-like carbon (DLC) films coated on flexible polymer substrates Surf. Coat. Technol. 201 6423 6430 6423–30 10.1016/j.surfcoat.2006.12.008
- RiekerC P K 2002In vivo tribological performance of 231 metal-on-metal hip articulations Hip Int. 12 73 76 73–6
- MatthewsJ BGreenT RStoneM HMike WroblewskiBFisherJInghamE 2000Comparison of the response of primary human peripheral blood mononuclear phagocytes from different donors to challenge with model polyethylene particles of known size and dose Biomaterials 21 2033 2044 2033–44 10.1016/S0142-9612(00)00089-2
- SmithR AHallabN J 2010In vitro macrophage response to polyethylene and polycarbonate-urethane particles J. Biomed. Mater. Res. Part A 93 347 355 347–55
- GreenT RFisherJMatthewsJ BStoneM HInghamE 2000Effect of size and dose on bone resorption activity of macrophages by in vitro clinically relevant ultra high molecular weight polyethylene particles J. Biomed. Mater. Res. 53 490 497 490–7 10.1002/1097-4636(200009)53:5%3C490::AID-JBM7%3E3.0.CO;2-7
- MinnMSinhaS K 2010Tribology of ultra high molecular weight polyethylene film on Si substrate with chromium nitride, titanium nitride and diamond like carbon as intermediate layers Thin Solid Films 518 3830 3836 3830–6 10.1016/j.tsf.2010.02.025
- SinhaS K 2002 Wear Failures of Plastics vol 11 Materials Park, OH ASM International
- ParkS JLeeK-RKoD-H 2005Tribological behavior of nano-undulated surface of diamond-like carbon films Diamond Relat. Mater. 14 1291 1296 1291–6 10.1016/j.diamond.2004.07.021
- Vamsi Krishna BallaS BBandyopadhyayA 2010Direct laser processing of tantalum coating on titanium for bone replacement structures Acta Biomater. 6 2329 2334 2329–34 10.1016/j.actbio.2009.11.021
- HauertR 2003 Areview of modified DLC coatings for biological applications Diamond Relat. Mater. 12 583 589 583–9 10.1016/S0925-9635(03)00081-5
- KwokS C HWangJChuP K 2005Surface energy, wettability, and blood compatibility phosphorus doped diamond-like carbon films Diamond Relat. Mater. 14 78 85 78–85 10.1016/j.diamond.2004.07.019
- McKellopHClarkeIMarkolfKAmstutzH 1981Friction and wear properties of polymer, metal and ceramic prosthetic joint materials evaluated on a multichannel screening device J. Biomed. Mater. Res. 15 619 653 619–53 10.1002/jbm.820150503
- SchildhauerT ARobieBMuhrGKöllerM 2006Bacterial adherence to tantalum versus commonly used orthopedic metallic implant materials J. Orthopaedic Trauma 20 476 484 476–84 10.1097/00005131-200608000-00005
- LoveC ACookR BHarveyT JDearnleyP AWoodR J K 2013Diamond like carbon coatings for potential application in biological implants—a review Tribol. Int. 63 141 150 141–50 10.1016/j.triboint.2012.09.006
- SerroA PCompletoCColaçoRdos SantosFda SilvaC LCabralJ M SAraújoHPiresESaramagoB 2009A comparative study of titanium nitrides, TiN, TiNbN and TiCN, as coatings for biomedical applications Surf. Coat. Technol. 203 3701 3707 3701–7 10.1016/j.surfcoat.2009.06.010
- HeWYuRWangHYanH 2005Electrodeposition mechanism of hydrogen-free diamond-like carbon films from organic electrolytes Carbon 43 2000 2006 2000–6 10.1016/j.carbon.2005.03.023
- GoldenT D 2004 Improvement of homogeneity and adhesion of diamond-like carbon films on copper substrates MSc Thesis University of North Texas (available at: http://digital.library.unt.edu/ark:/67531/metadc4565/)
- Van der BiestO OVandeperreL J 1999Electrophoretic deposition of materials Annu. Rev. Mater. Sci. 29 327 352 327–52 10.1146/annurev.matsci.29.1.327
- SaikkoVCaloniusOKeranenJ 2004Effect of slide track shape on the wear of ultra-high molecular weight polyethylene in a pin-on-disc wear simulation of total hip prosthesis J. Biomed. Mater Res. B Appl. Biomater. 69 141 148 141–8 10.1002/jbm.b.20043
- LeylandAMatthewsA 2000On the significance of the H/E ratio in wear control: a nanocomposite coating approach to optimised tribological behaviour Wear 246 1 11 1–11 10.1016/S0043-1648(00)00488-9
- AkkurtS 1995On the effect of surface roughness on wear of acetal-metal gear pairs Wear 184 107 109 107–9 10.1016/0043-1648(94)06555-1
- BalagnaCSprianoSFagaM G 2012Characterization of Co–Cr–Mo alloys after a thermal treatment for high wear resistance Mater. Sci. Eng. C 32 1868 1877 1868–77 10.1016/j.msec.2012.05.003
- WangY JLiH XJiLLiuX HWuY XLvY HFuY YZhouH DChenJ M 2012Synthesis and characterization of titanium-containing graphite-like carbon films with low internal stress and superior tribological properties J. Phys. D: Appl. Phys. 45 295301 10.1088/0022-3727/45/29/295301
- OhgoeYHirakuriK KSaitohHNakahigashiTOhtakeNHirataAKandaKHiratsukaMFukuiY 2012Classification of DLC films in terms of biological response Surf. Coat. Technol. 207 350 354 350–4 10.1016/j.surfcoat.2012.07.018
- ManhaboscoT MMüllerI L 2009Tribocorrosion of diamond-like carbon deposited on Ti6Al4V Tribol. Lett. 33 193 197 193–7 10.1007/s11249-009-9408-8