
Abstract
Sources of anisotropy in metals are discusssed as well as ways of interpreting and modelling this behaviour. A number of case studies are presented relating to mechanical and magnetic properties.
Introduction
Anisotropy, sometimes also referred to as directionality, is a very commonly observed phenomenon whereby properties of a material vary, depending on the direction along which they are measured. This obviously cannot apply to volumetric properties like density or specific heat, but virtually all other types of behaviour are susceptible to being anisotropic. These can even include some chemical behaviour such as corrosion rates, but for the sake of simplicity, the following discussion will be restricted to mechanical properties and with some mention also of magnetism. These are usually the important areas when it comes to metallic materials.
The converse of anisotropy is, of course, isotropy where the material shows equal properties in all directions of measurement. True isotropy is a remarkably rare thing in ordinary materials and is actually quite difficult to achieve. Directionality arises out of most kinds of material processing including consolidation and plastic working, so it is seldom avoided. Two exceptions may be the equiaxed zones in as cast structures and products manufactured from powders by isostatic pressing. In all other cases, anisotropy to some degree is to be expected. Metal matrix composites with aligned fibres may have highly directional stiffness and strength properties,Citation1 but their utilisation at present is rather little and they will not be considered further here. It is also worth mentioning here that the efforts currently under wayCitation2 to develop additive manufacturing methods (AM) will not avoid the question of anisotropy. Indeed, that kind of unidirectional manufacture will in all probability exacerbate it. This need not always be detrimental; some workers are working towards orienting the crystals of new electron beam AM layers intentionally to develop desired anisotropy.Citation3 Similarly, in nanomanufacturing, where the product dimensions are of the same scale as the constituent crystals, marked effects of anisotropy can be expected to appear.
Aligned microstructures
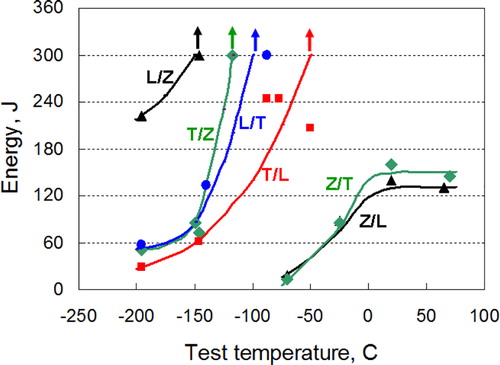
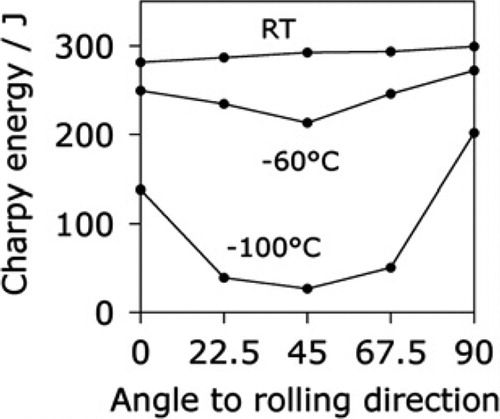
There are two main sources giving rise to anisotropy.Citation4 First, and most ubiquitous, is preferred crystallographic orientation or texture. The other origin is alignment in the microstructure and especially the distribution of second phases such as inclusions. Both of these effects frequently coexist in a given material, and it is not always a simple matter to distinguish their respective contributions. The influence of aligned second phases is often dominant when considering ductility and toughness. In particular, the toughness of rolled plate products is almost always far inferior when measured perpendicular to their surface (‘Z direction’) than when testing in the plane of the plate (rolling plane).Citation5,Citation6 Concentrations of second phases that originate at interdendritic regions on solidification become spread out into layers during hot rolling. On loading, cavities can nucleate at the particles and link together as fractures parallel to the rolling plane with the expenditure of only little work and therefore resulting in low fracture toughness. Investigations have shown that toughness of steels in the Z direction initially improves with hot rolling due to grain refinement but then decreases markedly as second phase dispersions become more aligned after higher reductions, whereas measurements along the rolling and transverse directions show continuous improvement. High strength aluminium alloys are susceptible to similar effects.Citation6 Banding of two-phase microstructures such as in duplex stainless steels can produce the same sort of behaviour as demonstrated in . Charpy energy values at different temperatures are shown here for six test directions in the same 12 mm thick plate.Citation7 It is evident that the ductile–brittle transition temperature is at least 100° higher for fractures parallel to the plane of the plate (Z/L and Z/T) than perpendicular to it, and the upper shelf energy is considerably smaller. When the anisotropy is extreme, as in this example, the easy delamination may actually have some beneficial effect when loading in other directions.Citation8 Splits can act as crack stoppers in directions LZ or TZ, while they relax triaxial tensions in LT or TL, both of which act to lower the ductile–brittle transition temperature. However, this is usually accompanied by a reduction in the upper shelf energy and the fracture toughness. That is not to say that texture has no influence at all on fracture. For example, titanium has an ability to dissolve most impurity elements with the result that inclusions are rare in titanium and anisotropy of fracture is then markedly dependent on crystallographic texture.Citation6,Citation9 Some other cases will also be described below.
1. Charpy test results for 12 mm plate of duplex stainless steel SAF2205 where directionality is predominantly result of the laminated microstructure.Citation7 First letter is the long axis of Charpy specimen, second letter is the direction of crack propagation. L = rolling direction, T = transverse direction and Z = normal direction in the plate
Crystallographic texture
Texture provides a source of directionality because the crystal structures of metals are themselves frequently anisotropic, and then some of this behaviour becomes inherited by the material as a whole. Only in the case of a totally random texture do the effects of orientation cancel out completely. Several texts are available to provide fundamental treatments of how various properties are linked to directions in the crystals.Citation10,Citation11 The symmetry of the crystal structure is important in governing where different types of anisotropy can and cannot apply. Cubic crystals that are so prevalent among engineering metals are more restricted in this way than others of lower symmetry. For example, transport phenomena like electrical and thermal conduction necessarily behave in an isotropic manner in cubic metals. The same is true of chemical diffusion, but these all show directionality in systems of lower crystal symmetry ranging from tetragonal to triclinic. Nevertheless, cubic crystals and textured polycrystals are anisotropic with respect to elasticity, to strength and plastic flow as well as to magnetism.
Properties of textured polycrystals can be estimated as averages of the values for their individual crystal orientations, weighted according to the frequencies with which these appear in the texture. Procedures for modelling textures and anisotropy are now quite advanced.Citation12 A first requirement is a correct quantitative description of the texture that can be derived from X-ray diffraction (XRD) or commonly nowadays from electron backscattering diffraction (EBSD) in a scanning electron microscope. Often, it is convenient and elegant to use the method of generalised spherical harmonicsCitation13 and express the texture as a series expansion of the three Euler angles that define the crystal orientations with respect to principal axes in the material. This approach is particularly suitable when the texture is measured as pole figures using XRD. Alternatively, when data are obtained by EBSD, each grain is specifically defined by its Euler angles, and the calculation of properties can also be made by directly averaging the properties relating to all the measured pixels. In either case, and particularly with EBSD, it is necessary to ensure that a sufficiently large number of grains have been sampled so that the texture is properly described (see, for example, Ref. Citation14).
Approaches that are utilised to relate properties to directions inside crystals vary according to the type of behaviour being considered. For tensor properties like elasticity, the required values such as Young's modulus can be calculated in any direction by transformations of the axesCitation13 starting from experimentally determined coefficients for standard single crystals. In the case of cubic metals, the usual starting point is the matrix of stiffness coefficients involving the elements c11, c12 and c44.Citation10 The degree of elastic variability that is possible in any material depends on these coefficients and cannot exceed that of the constituent crystals. It is instructive to see how large this can be. compares the Young's moduli in the stiffest and softest directions (Emax/Emin) for a number of different metals, where this ratio gives an indication of how much anisotropy can be expected. Steels, in particular, show a high degree of anisotropy, as does copper, while aluminium is much more uniform and some of the hexagonal metals like titanium and magnesium are, perhaps surprisingly, rather isotropic. This is the reason why the Young's moduli in magnesium alloy products vary very little despite the fact that these usually have very marked crystallographic textures.Citation15 Note also that the stiffest and softest directions in different metals do not always correspond to the same crystallographic directions. Alloying has some effect on elastic properties of metals but this is usually quite small, especially when compared with the crystallographic dependence.
Table 1. Conditions of largest and smallest Young's moduli in common metallic crystals
When applying these results to a textured material, the weighted averaging can be carried out with respect to a single modulus or, more commonly, to the complete elasticity tensor from which any property can be derived.Citation13 A complication, however, is that model calculations need also to take account of interactions between the crystals. The simplest approach (due to Reuss), which assumes that all crystals are free and independent, provides the lowest bound for the properties of a polycrystal. The highest bound (Voigt) corresponds to the condition of a constant uniform strain state within all crystals. These approaches both predict similar types of anisotropy in textured metals, but the absolute magnitudes differ. An intermediate average of the upper and lower bound values (Hill) is often used as a better approximation. Many further refinements have been suggested for improved models where attempts are made to equilibrate the internal stresses and strains.Citation16
Turning now to the important situation of plastic deformation and strength, we cannot apply the same tensorial approach to this non-linear behaviour. Instead, the law of critical resolved shear stress (CRSS) due to Schmid is invoked to identify the crystallographic slip systems that are activated on loading. The strength of a crystal therefore depends both on its orientation and on the state of stress to which it is subjected. The same applies to a textured polycrystal, although almost always the effect will be diluted by the spread of orientations that are present. Macroscopic strength levels can be calculated relative to the critical shear stresses for slip (or twinning). As in the case of elasticity, there are interactions between different crystals that necessitate assumptions when making models. A lower bound behaviour that corresponds to no interactions, as for individual free crystals, employs a weighted averaging of the highest Schmid factors in all grains. This is usually termed the Sachs method. The upper bound (fully constrained or Taylor model) assumes that the state of strain is identical in all grains, equating externally expended work with internal work on all active slip systems. Various intermediate conditions with relaxed constraints have also been consideredCitation17,Citation18 including the now widely used viscoplastic self-consistency modelCitation19 and also crystal plasticity finite element modelling.Citation20
The degree of strength anisotropy that can occur in the common cubic metals is quite small because of the large number of available slip systems. For example, assuming planar glide in bcc or fcc crystals, there are 12 equivalent slip systems that can be activated. shows calculated yield stresses for cubic metals in axisymmetric deformation (either tension or compression) for different single crystal orientations plotted in the stereographic unit triangle, assuming the Taylor model.Citation21 The plotted values are for yield stress expressed as multiples of the CRSS for slip. The variability is of the order of 40% and will generally be much smaller than this for textured polycrystals. Nevertheless, plastic strains can vary quite considerably, and formability of sheets can be significantly influenced both for good and ill, as discussed in examples below.
2. Calculated variations of strength in axi-symmetric deformation for different crystal orientations according to the Taylor upper bound model: a relative strength in tension or compression for fcc or bcc crystals; b, c strength of hcp magnesium crystals in MPa, b in tension and c in compression
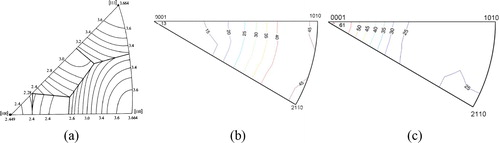
In hexagonal metals, the strength anisotropy can be much greater,Citation22,Citation23 and the term ‘texture strengthening’ has sometimes been adopteas sometimes been adopted. There are several read. There are several reasons for this. First, there are fewer crystallographically equivalent slip systems (three basal, three prismatic and six pyramidal for < a> slip, but not all independent), and these may not be well oriented for glide, depending on the texture and loading conditions. For example, tension or compression along the c axis cannot activate any of these so a high yield stress could be expected. Second, the critical shear stresses for slip may vary greatly between these different modes. In magnesium, the critical shear stress for prismatic slip is about four times as great as that for basal slip, and other modes are even less favoured. Last, twinning often plays an important role during plasticity of hexagonal metals. Twinning differs from slip in being unidirectional in its nature. In magnesium and titanium, the most common twinning mode, {102} <
011>, can accommodate extension of crystals along the c axis but not contraction. Strictly speaking, differences between tension and compression are asymmetry rather than anisotropy, but the effects are often interrelated. shows model results calculated for magnesium crystals using reasonable CRSSCitation22 for basal slip (5 MPa), {10
2} <
011> twinning (10 MPa), prism slip (20 MPa) and pyramidal < c+a> slip (40 MPa) under conditions of uniaxial tension (b) and compression (c). Comparison of these figures exemplifies the large variability of strength that can arise due to crystal orientation, and how much this depends on the state of the applied stress. In the case of zinc, opposite tendencies apply; twinning works in compression along the c axis but not in tension. Thus, depending on the type of texture and the way the material is being loaded, the plastic yield stress in hexagonal metals may be very high or very low.
An additional type of plastic anisotropy occurs when a prestrained material is subsequently loaded along a different path. The best known example of this is the Bauschinger effect where the stress state is reversed, for example, from tension to compression or vice versa. The metal develops an asymmetry such that yielding occurs at a lower stress in the reversed test than in the original loading. When the strain states are different but not simply reversed, more complex behaviour is observed. The two deformations can be represented by vectors in ‘strain space’Citation24 where their mutual relationship is described by a single angle ranging from 0° when the strain state is unchanged to 180° for complete reversal (Bauschinger). However, when the angle between the strain vectors is intermediate, especially in the vicinity of 90°, the yield stress during reloading becomes raised above the previous flow stress value, a conditions sometimes referred to as latent hardening. This may also be associated with a catastrophic loss of ductility and large deviations in measured r values.Citation24 Procedures for modelling this type of strain induced anisotropy have been proposed based, for example, on non-uniform distributions of dislocations resulting from the initial straining, e.g. Ref. Citation25.
Magnetic properties in ferromagnetic metals like steels are highly anisotropic but also non-linear, so tensor methods are not strictly relevant. The traditional approachCitation26 is to utilise cubic harmonics of the direction cosines (α, β, γ) of the magnetic field with respect to the crystal axes. Originally, this was formulated for magnetostatic energy, but it was recognisedCitation27 that any magnetic property (P) can be expressed by such a function of the typewhere An are experimentally determined coefficients. In practice, the arguments of higher terms are usually negligible, and so only A0 and A1 are sufficient to quantify magnetic properties according to the cubic harmonic method. Alternatively, and recognising that the ‘easy magnetisation’ directions in iron are the cube axes or < 100> directions, an alternative function, the A parameter, has been proposed,Citation28 which is simply the angle between the field direction and its closest < 100> crystal axis. In either case, the polycrystalline value is calculated as a weighted average while ignoring any type of interaction between the grains. In these ways, magnetic behaviour such as coercivity or power loss components of a material can be analysed in relation to the texture and the coefficients evaluated. Comparisons of the cubic harmonic approach and the A parameter have shown that there is a very close correlation between their results in most practical circumstances.Citation29
Some case studies
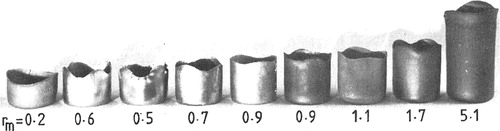
Let us now turn to look at some practical cases where anisotropy appears and where it may be viewed as being either beneficial or disadvantageous depending on the circumstances. This is perhaps most often recognised in relation to formability of sheet metals, although, in reality, there are many other factors that influence formability and that, not infrequently, are more significant than texture. The most common measure of sheet anisotropy is the plastic strain ratio (r value or Lankford coefficient), which is measured in tensile testsCitation30 and sometimes in compression. It is usually determined after 10–15% strain and is the ratio of lateral (true) strains in the width and thickness directions of the sheet specimen (r = εw/εt). In the absence of texture, the r value is unity but, depending on the material and texture, it may range from as little as 0.1 up to 10. The most extreme values tend to be found in hcp metals, while for cubic metals, typical values lay between 0.5 and 2.5. Measured r values in sheet metals also vary, depending on the test direction (e.g. 0°, 45° and 90° to the rolling direction of the sheet), and it is a common practice to define an average r value for ‘normal anisotropy’ as rm = (r0+2r45+r90)/4. The practical significance of rm is its close correlation with limiting deep drawability, that is to say the greatest extent of formability that can be achieved in a single stage deep drawing operation. Results from a classical studyCitation31 in show that cup sizes correlate well with rm. Other material parameters such as ductility have little or no influence in this case, although they may be critical to other types of sheet forming. The reason why rm controls deep drawability can be understood in terms of the material's plane stress yield locus and the stress states that exist in different parts of the cup during drawing.Citation30,Citation31 When rm is large, the deformation is made easier in the flange zone, where it is needed, but is more difficult near to the cup bottom where failure occurs, so larger blanks can be formed successfully.
3. Largest cups that can be made in a single deep draw from metals having different plastic anisotropies defined by their rm valuesCitation31
In the case of low carbon steels, it is possible through control of chemistry and process route to optimise textures with respect to development of high rm values by enhancing the frequency of grains having {111} planes parallel to the sheet and minimising those oriented with {100}.Citation32 In this way, anisotropy that is favourable for sheet forming can be produced. Highest rm values and best drawability are obtained in extra-low carbon steels and, in particular, in interstitial free steels. These steels provide only the lowest strength level, however, so have become less desirable in vehicles where down-gauging for weight reduction is a high priority. Alloying the steels with phosphorus can improve strength to some degree without jeopardising the anisotropy, but other strengthening mechanisms are always detrimental. For dual phase, complex phase and TRIP steels, it is virtually impossible to create the strong {111} textures that are necessary for formability in their final annealed conditions. Furthermore, the degree of plastic anisotropy is reduced by the hard second phases, even in the presence of a favourable texture, so rm values are typically close to unity in these materials.
Another, and disadvantageous, influence of texture can also be seen in . The original blanks for these tests were all circular but the cups have developed so called ears, usually four of them, lying either along and perpendicular to the rolling direction (0°/90°) or at 45° to it. The tendency for earing can be related to the plastic strain ratios by the term Δr, where: Δr = (r0+r90–2r45)/2. Positive or negative values of Δr are associated with 0°/90° ears or 45° earing respectively. If this earing is too large, it interferes with the smooth operation of the deep drawing process, especially in the manufacture of aluminium beverage cans. A random texture would eliminate this problem but that cannot be obtained in thin sheet. The solution in practice is to develop a mixture of different textures that give rise to both 0°/90° and 45° earing so that their effects cancel out one another, leaving a nearly earing free condition.Citation33
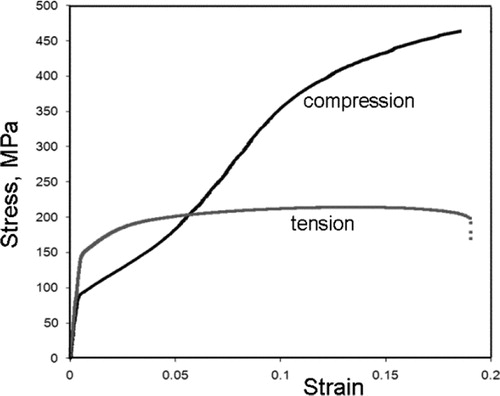
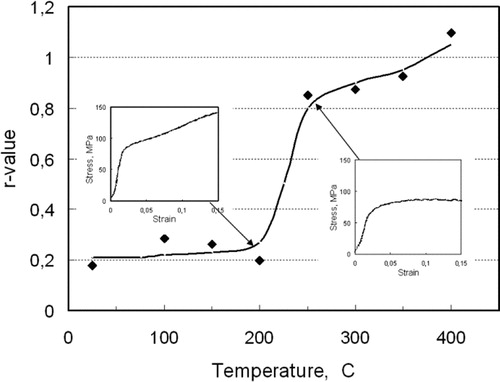
Strength anisotropy arising from texture is most prominent in hexagonal metals and, in particular, in magnesium alloys for reasons outlined above. The behaviour shown in is quite typical of traditional magnesium alloys either as rolled plates or extrusions.Citation4,Citation34,Citation35 The textures result in the c axes of most of the crystals being orientated almost perpendicular to the usual loading directions such that twinning may occur readily in compression but not in tension, and the yield stress in tension is high. In compression, however, yielding is easier, but the introduction of twin boundaries and the reorientation of the crystals inside twins cause rapid hardening as strain increases.Citation23,Citation36 Often, the compressive stress–strain curve shows accelerating hardening, with the two curves actually crossing as in this example. All the highest strength magnesium materials take advantage of texture strengthening, but the effects are both directional and quite sensitive to temperature that affects the various deformation modes differently. Most notably, prism plane slip becomes easier above 200°C, replacing twinning for which the critical stress remains high. This effect is shown strikingly in the results in .Citation37 The r value measured in compression in a rolled plate of magnesium AZ31 alloy is very low at room temperature since twinning favours lateral straining to concentrate in the direction normal to the plate. Above 200°C, prismatic slip intervenes, which instead directs deformation to within the plane of the plate and the r value then becomes much larger. Note also that the stress–strain curves have distinctly different shapes when dominated by twinning or by slip. These results demonstrate nicely that it is not simply the texture that defines anisotropy but also the type of deformation modes that are active in the material.
4. Comparison of stress–strain curves for a rod of Mg–5Zn wt-% alloy in tension and compression along the extrusion direction
5. r-values measured in compression tests on rolled plate of magnesium alloy AZ31 at different temperaturesCitation37
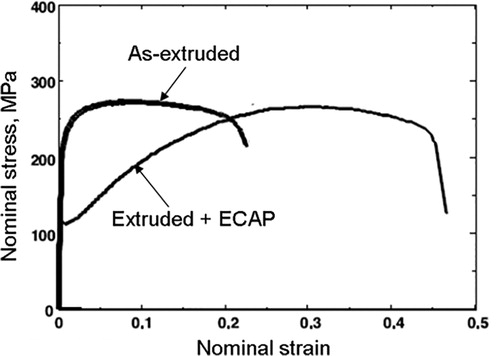
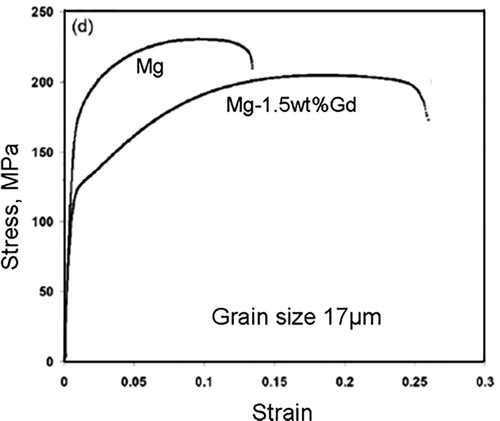
While strength levels are usefully raised by tailoring textures in magnesium alloys, the ductility and formability deteriorate, accompanied by early instability and fracture, especially with conventional grain structures. Two ways are being investigated to improve these properties: the use of high strain processing such as ECAPCitation38–Citation40 for grain refinement and alloying with rare earth metals.Citation41–Citation43 Both of these have been shown to improve ductility but with considerable randomising of the grain orientation and loss of texture strengthening so that the strength levels are impaired ( and ).
6. Effect of grain refinement from high strain deformation on stress–strain behaviour of magnesium alloy AZ31Citation38
7. Effect of rare earth alloying on stress–strain behaviour of magnesium at constant grain sizeCitation41
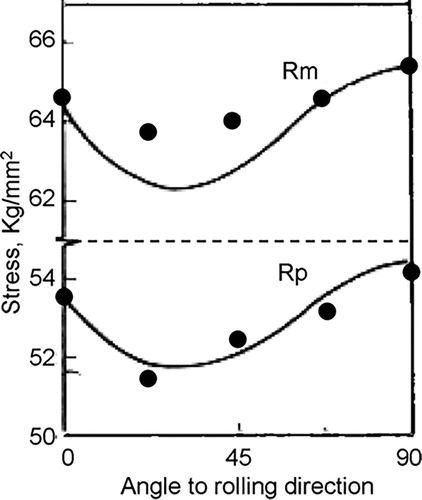
Texture is also a source of strength anisotropy in cubic metals, although generally to a smaller degree than in hexagonals like magnesium and titanium. In hot rolled steels, the yield stress and tensile strength are generally higher in the transverse direction than in the rolling direction and often show a minimum at ∼30° to the rolling direction.Citation44,Citation45 shows results for a hot rolled steel microalloyed with niobium and vanadium, compared with modelled values based on Taylor theory.Citation45 Although the agreement is not perfect, it is sufficiently close to deduce that the anisotropy derives from crystallographic texture and not from microstructural banding as had been believed previously. This behaviour depends on the presence of textures that exist after the transformation from austenite to ferrite (bainite or martensite), since crystallographic relationships link the fcc and bcc lattices. Typically, these are Young–Kurdjumov–Sachs and Nishiyama–Wassermann relationships where close packed planes and directions of the two phases are aligned.Citation46 It might be expected that the many possible equivalent variants between fcc and bcc (12 for Nishiyama–Wassermann and 24 for Young–Kurdjumov–Sachs) would have a considerable randomising effect on the final textures. However, a phenomenon known as variant selectionCitation47 is frequently encountered where some specific relationships are strongly favoured, giving rise to quite pronounced textures and anisotropy, especially in bainitic and martensitic structures.
8. Measured and calculated strength values for HSLA steel plate in different test directions; calculated curves based on Taylor theory are fitted to data at 0°Citation45
The stronger are the initial textures in the parent austenite, the stronger become the textures and resulting anisotropy in the product ferrite. Plain carbon steels recrystallise readily during and after hot rolling, which tends to weaken their textures and leave only modest levels of strength anisotropy. The presence of certain alloy elements, particularly niobium, in high strength low alloy (HSLA) steels inhibits their recrystallisation, allowing sharp deformation textures to persist in the austenite, with also more pronounced ferrite textures resulting after transformation.Citation45 In these circumstances, the strength anisotropy may reach levels up to ∼8%.Citation44 The sharpness of final textures and the associated anisotropy increase as the final rolling temperature is reduced in the austenite range and even further when the deformation continues after ferrite has started to form.Citation8 For strip steel, the anisotropy becomes greater with reduction in the coiling temperature after hot rolling.Citation44
It is now recognised that the toughness of steel plates often varies depending on the loading direction for reasons of texture as well as the microstructural effect described above. This has assumed considerable importance in steels for oil and gas pipelines, especially in arctic environments and regions susceptible to earthquakes. If catastrophic failures occur, the fractures run along the pipelines, possibly for many kilometres, so it is essential then that the steels do not show any tendency for brittleness along those directions. In some designs, the plate is formed lengthwise into a pipe where the rolling direction becomes the critical direction with respect to crack propagation. More commonly, the pipes are spirally wound. Then, the axis of the pipe lies at some angle, usually between 58° and 45°, to the plate's rolling direction (both the potential fracture plane and the crack growth direction are then at ∼45°). Unfortunately, hot rolled steel plate has a tendency for its poorest toughness to show up in just these directions. There is no complete rationalisation of this behaviour, which may possibly involve both plasticity and fracture characteristics. However, several workersCitation45,Citation48–Citation50 have reported that the distributions of {100} cleavage planes in the ferrite are maximised at angles of ∼45° to the rolling direction so it seems reasonable to assume that this makes an important contribution to the fracture anisotropy. In particular, recent workCitation51 was significant in distinguishing the influence of texture from that of aligned microstructure and emphasised the effect of the former. shows some of these results for Charpy energy at different temperatures. The upper and lower shelf energies are fairly constant, but there is a shift in the ductile–brittle transformation temperature that produces low toughness in the relevant directions for pipeline steels at intermediate temperatures.
9. Charpy energies for tests in different directions in a pipeline steel at three different temperaturesCitation51
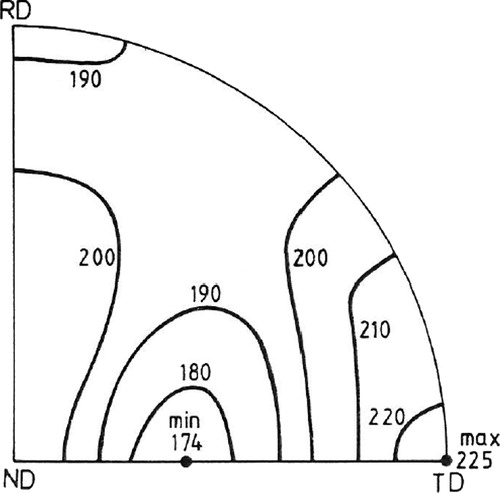
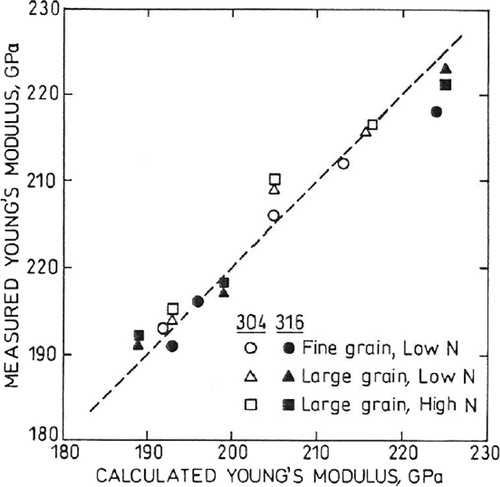
A situation of anisotropy that is frequently overlooked relates to the elasticity of metals. Texture is, general speaking, the only way in which this can be influenced, alloying and microstructure condition having virtually no effect on elastic properties. As alloys are developed with ever higher strength levels, their applicability is increasingly limited by elastic distortion and buckling. Engineers usually assume that Young's modulus for a material is a unique property and are surprised when this turns out not to be the case. Texture could assist in this regard in some instances, but serious investigations are few. Values of Young's modulus for single crystals of common steels vary by a factor of nearly 3 depending on the orientation as shown in . A textured polycrystal can ‘inherit’ some significant contribution of this. A case history shown here is for stainless steel AISI304 and 316 sheets that were examined in detail in a number of conditionsCitation52. For example, Young's moduli measured in an annealed sheet were 191, 197 and 223 GPa along the rolling direction, 45° direction and transverse direction of the sheet, showing a variability of 16%. This could be explained quantitatively when measured texture data were combined with single crystal coefficients from literature sources. Moreover, texture based analyses can be extrapolated to predict values of the elastic modulus in other directions, including those that would be difficult to access experimentally. presents the calculated values of Young's modulus plotted as a stereographic projection (note this is not a pole figure). The direction of smallest Young's modulus (174 GPa) lies ∼45° from the sheet normal, directed towards the transverse direction, so the true total variability of elastic modulus in this material is actually ∼24%. When measured and calculated values for all conditions are compared (), it is seen that the variability is completely accounted for by the textures, while grain size or chemical composition (Mo and N contents) plays no significant role.
10. Stereographic projection showing Young's moduli (GPa) for different directions in an annealed AISI316 sheetCitation52
11. Comparison of measured Young's moduli with values calculated from textures for stainless steels in different directions and conditionsCitation52
One of the few practical applications of anisotropy to improve elastic properties was shown for various bronze alloys manufactured into springs in the cold rolled or lightly annealed condition. By correct processing, the elastic modulus could be made 20% higher in the transverse direction than in the rolling direction of the sheet due to the suitably developed texture.Citation53
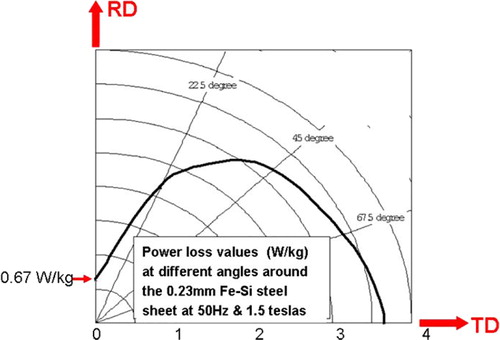
Virtually all magnetic materials make use of anisotropy for optimising their properties. Processing of permanent magnet materials may involve directional solidification or pressing/sintering of powders in a magnetic field to create alignment according to shape or crystalline anisotropy.Citation26 The following discussion will be restricted, however, to metals where magnetic softness is the aim, that is to say, where magnetisation and demagnetisation should occur easily, with little absorption of energy, to improve their efficiency. To achieve this, processing is carried out to produce a texture in the final recrystallised state where the ‘easy directions of magnetisation’ are aligned parallel to the direction of magnetisation in the sheet. Permalloy (∼80Ni–20Fe wt-%) is produced by rolling and annealing to obtain a ‘cube texture’ with the easy < 100> crystal axes accurately aligned along the principal axes of the sheet, giving strong and favourable anisotropy. Alternative methods for thin films have been devised using sputtering techniques.Citation26 In iron–3% silicon alloy, textures of extreme perfection are developed using secondary recrystallisation of thin rolled sheet. This ‘Goss texture’ with a (110) plane parallel to the sheet and the easy < 001> direction along the rolling direction is applied universally in cores of power transformers for minimising their power losses. The best commercial products of ‘grain oriented electrical steel’ today have a spread of grain orientations of < 5° and approximate closely to single crystals.Citation54 In these cases, magnetic quality is required in one direction only and is highly optimised. is a polar plot of power loss in such a steel, demonstrating a range of variability with direction in the sheet of >500%.
12. Polar plot showing anisotropy of power loss in grain oriented electrical steel
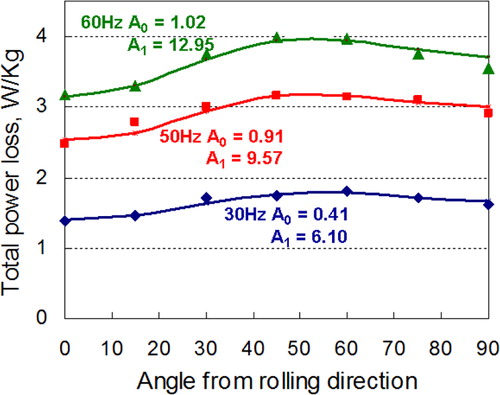
Magnetic steels are also required in large tonnages for the rotors and stators of electric motors and generators. These are also silicon steels, but here, the desire is for easy magnetisation in all directions in the sheet and not just a single one. The name ‘non-oriented is often applied to these products, but it is a misnomer since texture is very important and considerable research effort has been and is being applied to develop these products.Citation27–Citation29 Single orientation textures are not suitable for this type of anisotropy, but quantitative tools are available to analyse preferred orientation in this context. Power losses are shown in for a 1.8%Si steel measured at different frequencies of magnetisation and in different directions in the sheet.Citation27 Equation (1) was applied to rationalise the measured power loss values on the basis of the texture measured by XRD. It can be seen that the texture independent contribution (A0) is quite small, while the orientation dependent coefficients A1 account for the major part of the power losses, even though the variability gives an impression of being quite small. This demonstrates that significant improvements in magnetic quality should be possible if the textures could be controlled better.
13. Measured data (symbols) and modelled power losses (lines) for different directions in 1.8%Si steel sheet at peak induction of 1.0 T.Citation27
This brief assessment has been limited to specific, although important, properties of metals and with emphasis on the practical circumstances where anisotropy arises. We can note that the phenomenon appears in innumerable other circumstances, even in the distribution of microwave radiation from the Big Bang! From our own humble perspective, there is now a fairly good understanding of anisotropy and an ability to model it quite well in terms of microstructure and texture. Whether anisotropy is beneficial or deleterious depends on both the nature of the material and the circumstances to which it is exposed, for example, the way the product is loaded in its application. There remains considerable scope for creating favourable anisotropy through the manufacturing processes, an aim that is being increasingly recognised by metallurgists in research and development. Some areas suitable for further investigation may be:
| (i) | formability in high strength sheet steels having normal anisotropy (rm values >1) and also improved bendability | ||||
| (ii) | development of textures conferring increased stiffness (Young's modulus) | ||||
| (iii) | processing to reduce second phase distributions and textures that encourage splitting in plates that are detrimental to toughness | ||||
| (iv) | removal of undesired fracture anisotropy in pipeline steels, either by producing more random textures or by developing textures that confer greater toughness | ||||
| (v) | better understanding of the phenomenon of deformation induced plastic anisotropy | ||||
| (vi) | retaining the benefits of texture strengthening in magnesium alloys while improving ductility at the same time | ||||
| (vii) | improving textures in ‘non-oriented’ electrical steels to further enhance their magnetic properties. | ||||
Acknowledgements
The author thanks many people who have contributed with information and ideas and wishes to mention, in particular, Matthew Barnett, Peter Bate, John Butler, Malcolm Gray, Jürgen Hirsch, Leo Kestens, Nicola Stanford and David Lindell who also calculated the results shown in .
Related Research Data
References
- Clyne T. W. and Withers P. J.: ‘An introduction to metal matrix composites’, 1993, Cambridge, Cambridge Univ. Press.
- Additive manufacturing (special issue): Mater. Sci. Technol., 2015, 31, 881–974.
- Dehoff A. M., Kirka M. M., List F. A., Unocic K. A. and Sames W. J.: ‘Crystallogaphic texture engineering through novel melt strategies via electron beam melting: Inconel 718’, Mater. Sci. Technol., 2015, 31, 939–944.
- Hosford W. F.: ‘The mechanics of crystals and textured polycrystals’, 1993, Oxford, Oxford Univ. Press.
- Morrison W. B.: ‘Influence of testing direction on the mechanical properties of wrought steel’, Met. Technol., 1975, 2, 33–41.
- Forsyth P. J. E. and Stubbington C. A.: ‘Directionality in structure-property relationships: aluminium and titanium alloys’, Met. Technol., 1975, 2, 158–177.
- Nilsson A. S.: ‘Anisotropy in duplex stainless steel’, ‘ Report IM-2551’; 1990, Stockholm, Sweden, Swedish Institute of Metals Research.
- Bramfitt B. L. and Marder A. R.: ‘The influence of microstructure and crystallographic texture on the strength and notch toughness of a low-carbon steel’, in ‘Processing and properties of low carbon steels’, (ed. Gray J. M.., 191–224; 1973, Cleveland, TMS-AIME.
- Tchorzewski R. M. and Hutchinson W. B.: ‘Anisotropy of fracture toughness in textured titanium-6A1-4V’, Metall. Trans., 1978, 9A, 1113–1124.
- Nye J. F.: ‘Physical properties of crystals’, 1969, Oxford University Press.
- Reid C. N.: ‘Deformation geometry for materials scientists’, 1973, Oxford, Pergamon Press.
- van Houtte P., van Bael A., Seefeldt M. and Delannay L.: ‘The application of multiscale modelling for the prediction of plastic anisotropy and deformation textures’, Mater. Sci. Forum, 2005, 495–497, 31–44.
- Bunge H.-J.: ‘Texture analysis in materials science’, 1982, London, Butterworth.
- Engler O., Gottstein G., Pospiech J. and Jura J.: ‘Statistics, evaluation and representation of single grain orientation measurements’, Mater. Sci. Forum, 1993, 157–162, 259–273.
- Kim N. J.: ‘Magnesium sheet alloys: viable alternatives to steels?’, Mater. Sci. Technol., 2014, 30, 1925–1928.
- Ledbetter H. M. and Naimon E. R.: ‘Elastic properties of metals and alloys’, J. Phys. Chem. Ref. Data, 1974, 3, 897–935.
- van Houtte P., Delannay L. and Samajdar I.: ‘Quantitative prediction of rolling textures in low carbon steels by means of the lamel model’, Textures Microstruct., 1999, 31, 109–149.
- Crumbach M., Pomana G., Wagner P. and Gottstein G.: ‘A Taylor-type deformation texture model considering grain interaction and material properties’ ‘Recrystallisation and grain growth’, 1053–1068; 2001, Berlin, Springer.
- Lebensohn R. A. and Tomé C. N.: ‘A self-consistent approach for the simulation of plastic deformation and texture development of polycrystals: application to Zirconium alloys’, Acta Met. Mater., 1993, 41, 2611–2644.
- Bate P.: ‘Modelling deformation microstructure with the crystal plasticity finite-element method’, Philos. Trans. R. Soc. London, 1999, A357, 1589–1601.
- Taylor G. I.: ‘Plastic strain in metals’, J. Inst. Met., 1938, 62, 307–324.
- Chapuis C. H. and Driver J. H.: ‘Temperature dependency of slip and twinning in plane strain compressed magnesium single crystals’, Acta Mater., 2011, 59, 1986–1994.
- Kelly E. W. and Hosford W. F.: ‘Plane strain compression of magnesium and magnesium alloy crystals’, Trans. Met. Soc. AIME, 1968, 242, 5–13.
- Hutchinson B. and Davis T.: ‘The effect of strain path changes on the plastic flow properties of steel’, Proc. 4th Conf. on ‘the Behaviour of Metals’, Stockholm, Sweden, August 1983, 1227–1233.
- Wilson D. V. and Bate P. S.: ‘Influences of cell walls and grain boundaries on transient responses of an IF steel to changes in strain path’, Acta Met. Mater., 1994, 42, 1099–1111.
- Cullity B. D. and Graham C. D.: ‘Introduction to magnetic materials’, 2009, Hoboken, NJ, IEEE Press.
- Hutchinson W. B. and Swift J. G.: ‘Anisotropy in some soft magnetic materials’, Texture, 1972, 1, 117–123.
- Kestens L. and Jacobs S.: ‘Texture control during the manufacturing of nonoriented electrical steels’, Texture Stress Microstruct., 2008, 2008, ID 173803, DOI: 10.1155/2008/173083
- Sidor J. J., Verbeken K., Gomes E., Schneider J., Cavillo P. R. and Kestens L. A. I.: ‘Through process texture evolution and magnetic properties of high Si non-oriented steels’, Mater. Charact., 2012, 71, 49–57.
- Hosford W. F. and Cadell A. M.: ‘Metal forming: mechanics and metallurgy’, 2007, Cambridge, Cambridge Univ. Press.
- Wilson D. V.: ‘Plastic anisotropy in sheet metals’, J. Inst. Met., 1996, 94, 84–93.
- Hutchinson B.: ‘Practical aspects of texture control in low carbon steel’, Mater. Sci. Forum, 1994, 157–162, 1917–1928.
- Hirsch J.: ‘Texture evolution and earing in aluminium can sheet’, Mater. Sci. Forum, 2005, 495–497, 1565–1572.
- Roberts C. S.: ‘Magnesium and its alloys’, 1960, New York, Wiley.
- Agnew S. R. and Duygulu O.: ‘Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B’, Int. J. Plast., 2005, 21, 1161–1193.
- Barnett M. R., Keshavarz Z., Beer A. G. and Atwell D.: ‘Influence of grain size on the compressive deformation of wrought Mg–3Zn–1Al’, Acta Mater., 2004, 52, 5093–5103.
- Barnett M. R.. Deakin University, Australia, unpublished.
- Mukai T., Yamanoi T., Watanabe H. and Higashi K.: ‘Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure’, Scr. Mater., 2001, 45, 89–94.
- Li B., Joshi S. P., Azevedo K., Ma E., Ramesh K. T. and Figueiredo R. B.: ‘Dynamic testing at high strain rates of an ultra-fine grained magnesium alloy processed by ECAP’, Mater. Sci. Eng., 2009, A517, 24–29.
- Poggiali F. S. J., Silva C. L. P., Pereira P. H. R., Figueiredo R. B. and Cetlin P. R.: ‘Determination of mechanical anisotropy of magnesium processed by ECAP’, J. Mater. Res Technol., 2014, 3, 331–337.
- Stanford N. and Barnett M. R.: ‘The origin of ‘rare earth’ texture development in extruded Mg-based alloys and its effect on tensile ductility’, Mater. Sci. Eng., 2008, A496, 399–408.
- Bohlen J., Nürnberg M. R., Senn J. W., Letzig D. and Agnew S. R.: ‘The texture and anisotropy of magnesium–zinc–rare earth alloy sheets’, Acta Mater., 2007, 55, 2101–2112.
- Griffiths D.: ‘Explaining texture weakening and improved formability in magnesium rare earth alloys’, Mater. Sci. Technol., 2015, 31, 10–24.
- Lotter U. and Meyer L.: ‘Texture and yield strength anisotropy of microalloyed thermomechanically treated high-strength steels’, Met. Technol., 1977, 4, 27–31.
- Inagaki H., Kurihara K. and Kozasu I.: ‘Influence of crystallographic texture on the strength and toughness of control-rolled high tensile strength steel’, Trans. ISIJ, 1977, 17, 75–81.
- Porter D. and Easterling K.: ‘Phase transformations in metals and alloys’, 2009, CRC Press.
- Hutchinson B., Ryde L. and Bate P.: ‘Transformation textures in steels’, Mater. Sci. Forum, 2005, 495–497, 1141–1149.
- Bae J.-B., Choi S.-H., Kim K. S. and Kang K. B.: ‘Study of texture development and anisotropy of mechanical properties of API-X80 line pipe steel for spiral-welded pipe’, Mater. Sci. Forum, 2005, 495–497, 531–536.
- Pyshmintsev I., Gervasyev A., Petrov R. H., Carretero V. C. and Kestens L.: ‘Crystallographic texture as a factor enabling ductile fracture arrest in high strength pipeline steel’, Mater. Sci. Forum, 2012, 702–703, 770–773.
- Zong C., Zhu G. and Mao W.: ‘Effect of crystallographic texture on the anisotropy of Charpy impact behaviour in pipeline steel’, Mater. Sci. Eng., 2013, A563, 1–7.
- Joo M. S., Suh D.-W., Sanchez Mourino N., Petrov R., Kestens L. A. I. and Bhadeshia H. K. D. H.: ‘Experiments to separate the effect of texture on anisotropy of pipeline steel’, Mater. Sci. Eng., 2012, A556, 601–606.
- Tägtström P. and Hutchinson W. B.: ‘The influence of crystallographic texture and nitrogen content on Young's modulus of 304 and 316 stainless steel sheet', Applications of Stainless Steel '92, Stockholm, Sweden, June 1992, Jernkontoret, 83–93.
- Chin G. Y.: ‘Processing of copper alloys’, US Patent 3,663,311; 1972.
- Frommert M., Zobrist C., Lahn L., Böttcher A., Raabe D. and Zaefferer S.: ‘Texture measurement of grain oriented electrical steel after secondary recrystallisation’, J. Magn. Magn. Mater., 2008, 320, e657–e660.