
Abstract
In the last decade production of dry hopped beers increased considerably. Dry hopping results in significant amounts of spent hop material (mixture of beer and hop vegetative matter), which is mostly regarded as waste and is discarded. During dry hopping polar (aroma) compounds are extracted into beer, while nonpolar compounds such as humulones largely remain in the spent hops. In this study, spent hops from local craft breweries were collected. They were analyzed towards dry matter (d.m.), surplus beer content, their concentration of humulones, and iso-humulones, and were then used as the sole source of bitterness in the production of Pilsener Style beer. It was found that humulone concentrations in spent hops ranged from 1 to 10.3% dry matter, which corresponds to retention rates of 28 to 94%. Wort and beer samples made from selected spent hop samples were analyzed using a range of physicochemical analyses, along with sensory evaluation of both fresh and aged beers. Beer analysis showed that the targeted bitterness (30 BU) was successfully achieved in most brews. Sensory analysis confirmed the good overall quality of spent hop beers as such and also in comparison with a reference brew using hop pellets. In summary, spent hops can be valorized by substituting hop pellets in the kettle, leading to reduced beer losses, savings on hop pellets, increased sustainability and hence reduction of production costs.
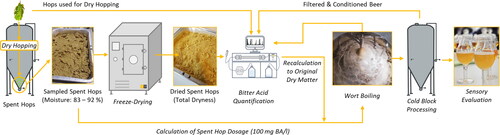
GRAPHICAL ABSTRACT
Introduction
Beer production consumes considerable amounts of energy, water, and valuable raw materials. Driven by the desire to reduce production costs and increase sustainability, brewers continue efforts to optimize their processes.[Citation1–4] These efforts are on the one hand driven by economic factors (i.e., increasing costs for energy, waste discharge, as well as raw materials). On the other hand brewers acknowledge that resources are limited and that consumer awareness for corporate compliance as well as sustainability increase.[Citation1] The desire to achieve more sustainable production is no longer limited to multinational brewing companies, local craft breweries are showing increasing activities to address environmental sustainability issues,[Citation5–7] even though variances exist among different types, sizes[Citation4,Citation7,Citation8] and regions.[Citation8,Citation9]
Along with the implementation of best available techniques to reduce energy and raw material consumption,[Citation10–12] the upcycling of by-products is an important measure to decrease the environmental impact of beer production. In this regard, concepts targeting the upcycling of brewers´ spent grains (BSG) and surplus yeast re-utilization have gained most attention. While this re-utilization was first limited to animal feedstock[Citation13] or composting,[Citation14] valorized utilizations as combustibles or starting materials for nutraceuticals, (functional) food or pharmaceuticals were evaluated.[Citation15–17] These concepts are evidently challenging to establish on large scale,[Citation15, Citation18] which is why recent concepts involve processing to biodegradable packaging,[Citation19,Citation20] the extraction and purification to vegan food grade protein[Citation21,Citation22] or reuse in biogas production.[Citation15,Citation23,Citation24] These applications aim to fully exploit the value of these by-products.[Citation18]
The production of dry hopped beer styles, such as IPA, increased steadily over the last decade[Citation25,Citation26] and consequently more hops were used. In the United States, an increase in hopping rates from 360 g/hL in 2007 to 610 g/hL in 2017 was reported.[Citation27] Dry hopping is a rather inefficient process in which major volatile (i.e., myrcene) and nonvolatile (i.e., humulones) hop compounds are poorly transferred into beer.[Citation28] The transfer of nonpolar compounds such as terpenes and sesquiterpenes (i.e., myrcene, β-caryophyllene) from hops into beer ranges from only 1–10%[Citation29–32] in static dry hopping and can be slightly accelerated and increased by dynamic dry hopping.[Citation29,Citation33] Terpenoids (i.e., linalool, geraniol & nerol > 40%[Citation29,Citation31–33]) typically dissolve slightly better when compared to terpenes, although extraction rates differ remarkably depending on dry-hopping and experimental set-up. Hop bitter acids, with the exception of humulinones,[Citation34–36] are poorly transferred into dry hopped beer (transfer rate 1–32%) which is due to their low to moderate solubility in beer.[Citation30,Citation35–39]
The increasing usage of dry hopping resulted in an increased demand for hops[Citation26,Citation40–42] and the development of dynamic dry hopping systems that allow more efficient aroma extraction of hops.[Citation29,Citation43–45] Most notably it also resulted in a new, quantitatively significant by-product called “spent hops (from dry hopping).” The major difficulty in defining spent hops is that its appearance and composition varies greatly as a function of the dry hopping process and the ability to separate solids from the surrounding beer (i.e., presence of yeast, trub and residual beer content). To date, only a handful of researchers have investigated the chemical composition of spent hops, the concentration of valuable compounds such as humulones in spent hops, as well as ways to valorize them. As mentioned above, transfer of humulone into beer during dry hopping is limited. Spent hops therefore contain significant humulone levels that could be re-utilized, for example in the brewing kettle, where they could isomerize to impart bitterness to wort and beer. First, Oladokun et al.[Citation37] analyzed spent hop samples of dynamic laboratory dry-hopping experiments and determined a retention rate for residual humulone in spent hops which ranged between 15 and 25%. They further showed the presence of iso-humulones in spent hops, unfortunately without reporting their concentration. The presence of iso-humulone in spent hops was confirmed by Cocuzza et al.[Citation35] who found about eight times more iso-humulone in dried spent hops than in the dry hopped beer. Hauser et al.[Citation31] determined an average retention rate of 77% for humulones in a static lab-scale dry hopping experiment. Spent hop samples from four industrial scale batches (identical dry-hopping protocol) retained approx. 52% of the initial humulone content as compared to the hop pellets utilized for dry hopping.[Citation31] Variations in the retention rates amongst the different experiments indicate that numerous factors (i.e., dry hopping technique, quantity of hop dosage etc.) influence the retention of humulone in spent hop material. In addition, it appears likely that sampling and analysis of the spent hop matter contributed to the variation in previously stated studies. An interesting observation reported by Hauser et al.[Citation46] were varying iso-humulone-concentrations in wort when spent hops were used. These can be attributed to either different hop utilization rates or heterogeneities of the spent hop material and the distribution of humulone within it.[Citation46,Citation47] Hauser et al.,[Citation46] as well as Gasiński et al.,[Citation47] have evaluated the possibility to substitute hop pellets by re-utilizing spent hops from dry hopping in the boiling kettle. The results of consumer testing[Citation46] and sensory evaluation using an expert panel[Citation47] found good organoleptic quality of dry hopped beer to which spent hops were added during the boil.
The previously cited works highlight that spent hops might be re-used in the brewing process, but also revealed unanswered practical and scientific questions in the context of spent hop valorization: It is yet unknown to what extent the composition of spent hops varies as a result of different dry hopping practices (hop dosage rates, contact times, agitation intensities, temperatures or the presence of yeast). Most importantly, the practice of reutilizing spent hops in the kettle needs still to be evaluated in a (semi-) industrial scale. To address these questions, the current study (a) evaluated the solid-liquid ratio in 10 and the residual humulone and iso-humulone contents in 12 industrial spent hop samples, (b) evaluated retention rates of humulone by analysis of both spent hops and hop products prior to use, (c) used the spent hops to produce wort and beer with a consistent analytical and sensorial bitterness on a semi-industrial scale. To cover a broad range of dry hopping practices in the industry, this study focused on the analysis of spent hop samples from commercial beer production with different hop dosage rates, contact times, agitation intensities and temperatures applied during dry hopping. This trial setup aimed to give an overview on the residual amounts of humulone and iso-humulone in industrial spent hops and to evaluate their value for re-utilization. The reproducible dosage of humulone and iso-humulone when re-utilizing spent hops is crucial for its feasibility in the industry. Hence, this study focused on brewing trials using different spent hops from industrial brewing. Finally, we performed an aging trial on the resultant beers and assessed their sensorial quality with regard to Pilsener typicity and the presence of major defects.
Experimental
Sampling of spent hop material and hop pellets
Spent Hops samples were collected from three craft beer breweries in Berlin, Germany. The breweries were selected to cover a range of beer styles and dry hopping techniques (see ). In most cases, dry hopping was performed in a tank and depending on the recipe circulation of beer was applied (Breweries A & B). One brewery (Brewery C) performed dynamic dry-hopping using a HopGun® device () for some recipes. In cases where dry hopping was performed by hop pellet addition to the tank, spent hop samples were collected from the bottom of the cylindro-conical vessel (CCV) toward the end of the dry hopping procedure. A mixture of beer and spent hop matter was sampled into buckets first (volume 15 liters), then homogenized and transferred in wide-neck containers (volume 5 liters). Samples collected from the HopGun® device were treated as follows: A layer of spent hop material formed on the strainer or large quantities of residual spent hop material which remained in the HopGun® vessel after recovery of the beer at the end of the dry hopping procedure were directly transferred into wide-neck containers. All samples were stored frozen at −25 °C until analysis/utilization for brewing. Hop pellets that brewers used for dry hopping were also stored frozen at −25 °C.
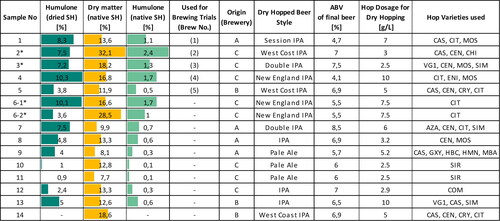
Figure 1. Dry matter of spent hop samples used for laboratory analysis and comparison of humulone content in dried and moist spent hop samples. Analysis was performed in duplicate and values represent mean values with variations being within the reproducibility of the method. Samples depicted with “*” were sampled from HopGuns® after dry hopping. Abbreviations for hop varieties used according to IHGC: AZA: Azacca, CAS: Cascade, CEN: Centennial, CHI: Chinook, CIT: Citra, COM: Comet, CRY: Crystal, ENI: Enigma, GXY: Galaxy, HBC: Hallertauer blanc, HMN: Huell melon, MBA: Mandarina Bavaria, MOS: Mosaic, SIM: Simcoe, SIR: Saphir, VG1: Amarillo.
Determination of dry matter and surplus beer in spent hop samples
Dry matter of hop pellets was analyzed according to EBC 7.2. Spent hop samples were analyzed accordingly, but instead of 3–5 g hop pellets, 6–10 g of spent hops were used for analysis. The sample volume was adjusted to the moisture of the spent hop samples. By doing so, the output weight of pellets and spent hops were aligned. The sampling procedure revealed that the spent hop samples contained large amounts of beer. Therefore, to imitate sedimentation of the beer phase from the spent hop material (which is usually discarded and not recovered) the proportion of surplus beer was determined in 12 spent hop samples by measuring the volume of supernatant after 48 h at 4 °C in a sedimentation cone according to Imhoff (1.000 mL total volume per cone). To simulate a beer recovery from spent hops with centrifugal forces, the supernatant of 12 samples resulting after centrifugation of 150 g with a laboratory centrifuge (Thermo Fisher Scientific, Waltham, Massachusetts, U.S.A.; type Heraeus Multifuge X3R; static rotor; RCF: 12,000; time: 5 min) was gravimetrically determined (KERN & SOHN GmbH, Balingen, Germany; type: PCB 3500-2).
Drying of spent hop samples prior to analysis
Preliminary trials led to the conclusion that bitter acid analysis as described for hop and hop products (EBC 7.7) is not well applicable to wet spent hop material. Therefore, samples were dried to complete dryness (residual moisture 1.5%) using a freeze dryer (ZIRBUS technology GmbH, Bad Grund, Germany; type Sublimator 15) prior to analysis. For this, approx. 150 g of native spent hop sample were transferred into aluminum sample trays resulting in a one-centimeter-thick layer of sample material. The trays were placed uncovered in the freeze dryer. The drying process took place over 48 h at 0.05–0.1 mbar to ensure absence of oxygen. Samples were cooled to −30 °C. In the course of drying, temperature slowly increased at a rate of 0.5 °C/min to −10 °C. Temperature was further increased at the same rate to 20 °C to ensure complete removal of the water in the sample material without applying high temperatures that might alter the chemical composition of bitter acids. The dried sample material was then transferred into laboratory flasks and stored at −25 °C until further analysis.
Analysis of bitter acids in hop pellets and spent hop samples
Humulones, iso-humulones and humulinones (further collectively referred to as bitter acids) in hop pellets used for dry hopping and the corresponding spent hop samples were analyzed by reversed phase high performance liquid chromatography (RP-HPLC) using an Agilent 1260 Infinity LC System with a 1260 Infinity Diode Array Detector (DAD). The method was executed as described in EBC 7.11, a NUCLEODUR® 100-5 C18 ec (250 × 4 mm, 5 µm) purchased from MACHEREY-NAGEL GmbH & Co. KG (Düren, Germany) was used to separate the target compounds. In brief, 10 g of finely ground hop pellets or spent hop samples were extracted at 20 °C for 40 min in 160 mL of acidified diethyl ether/methanol. The extracts obtained were then filtered through 0.45 μm cellulose acetate filters, aliquots of 10 µL were subjected to RP-HPLC with detection wavelengths set to 314 nm for α- and β-acids and to 270 nm for the iso-humulones. Per sample, extraction and RP-HPLC analysis were performed in duplicate. Data evaluation was done using Agilent OpenLAB CDS—ChemStation version A.02.10. External calibration was performed using the international calibration standards ICE-4 and ICS-I4. The recovery rates of humulone in spent hops were calculated by dividing the humulone content in a spent hop sample by the humulone content of the corresponding hop pellet mixture (dry matter and bitter acids were analyzed individually for each hop variety) used for dry hopping (both as % dry matter).
Brewing protocol for experimental brews
To evaluate the applicability of re-utilizing spent hops as a source of bitter acids for wort and beer, semi-industrial brewing trials for Pilsener beer production were performed on a 5-hL-scale. For this, a 5-hL brew house (ESAU & HUEBER GmbH., Schrobenhausen, Germany) and cold block was used.[Citation48] Experimental worts were produced following an internal standard brewing protocol for Pilsener beers, using 100% Pilsener malt (IREKS GmbH., Kulmbach, Germany). The mashing scheme was as follows: mashing-in at 60 °C, followed by a 30 min rest at 64 °C, heating to 72 °C, followed by a rest at 72 °C for 25 min and mashing off at 78 °C. The pH was adjusted to 5.5 at the beginning of saccharification rest. The kettle full worts (volume 5 hL) were bittered with spent hop sample 1–5 (as sampled from brewery), whereby a dosage of 100 mg bitter acids (sum of humulone and iso-humulone) per liter of hot kettle full wort was added at the start of boil. In addition, two control brews (brews 6a and 6b) were performed, in which Hallertauer Magnum (HHM) pellets were used for bittering. The calculation of the bitter acid dosage considered the moisture content of the spent hops, the humulone content () and iso-humulone content (Online Supplemental 2) as determined in dried spent hops. For the brewing trials, five spent hop samples were chosen, whereby samples with high humulone content were preferred. Per spent hops sample two technical replicates, that is, two brews per spent hop sample were performed. This trial layout resulted in 12 brews in total, that is, 10 spent hop brews and two control brews. Wort boiling was performed for one hour under atmospheric pressure using an external boiler, followed by a 15-minute whirlpool rest. Wort was cooled to 10 °C and pitched with a bottom fermenting yeast (strain “Hebru”, approx. 20 Mio. cells/mL). The beer was fermented at 10 °C (unpressurized) in a CCV for seven days, followed by a diacetyl rest (48 h at 11–12 °C). Cold conditioning was performed at 1 °C for three weeks. Beers were filtered via cross-flow membrane filtration (System X-Flow, X-Flow BV, Enschede, Netherlands) and bright beer was stored at 1 °C until bottling.
Sampling and analysis of wort and beer samples
Hot wort samples were collected during wort cooling (middle of cooling). A liquid volume of approx. 1 L was transferred into laboratory flasks and immediately cooled to ambient temperature using an ice water bath. Trial beers were bottled in 500 mL brown glass bottles with a manual filling device applying pre-evacuation and CO2 purging prior filling. Wort and beer samples were stored cold (1 °C) for less than two weeks until laboratory analysis. In the wort samples the following parameters were determined: specific gravity of wort according to EBC 8.2.2, extract of wort according to EBC 8.3, pH of wort according to EBC 8.17, color of wort according to EBC 8.5, and bitter units (BU) according to EBC 8.8. In the fresh beer samples, real extract, specific gravity, and alcohol content was determined according to EBC 9.43.2 and EBC 9.4. The pH of beer was determined according to 9.35 and color of beer was determined according to EBC 9.6. Bitter units (BU) in beer were analyzed according to EBC 9.8. Specific bitter acid analysis from wort and beer was accomplished by reversed phase (RP) HPLC as described by EBC 9.50. For this, the exact same HPLC system as described for hop pellet and spent hop analysis was used. All the previously stated analyses were performed in duplicates and the mean value is reported herein. The previously stated EBC methods can be accessed via the “Brewup Knowledge Center” by the Brewers of Europe (brewup.eu/ebc-analytica). The methods include a detailed description of the methodologies, instruments, as well as a list of required chemicals.
Sensory evaluation of experimental beers
To examine the sensorial quality of the experimental beers, sensory evaluations combined with ageing trials were performed on four trial beers, including the control brew and their replications. A two-glass set-up, applying the German Agricultural Society (DLG) quality assessment for beer (see Jacob[Citation49] for full scheme description) with additional descriptors for hop aroma and bitterness intensity and quality of hop aroma was chosen in this survey. The DLG quality assessment for beer is the most frequently applied sensory scheme for beers sold on the German market. Highest sensory ratings are required to achieve awards for good quality from the DLG. Tasters were asked for the purity in aroma and taste, the fullness, liveliness (carbonation) and the quality of the bitterness of the beers. When evaluating the beers, quality characteristics for Pilsner Style beers were considered. The beers were graded on a five-point scale with five points indicating the absence of flavor defects for the attributes “aroma” and “flavor” in Pilsner style beers and one denoting major faults, respectively. For the attribute “fullness,” “liveliness,” and “quality of bitterness,” five points express being true to type, being very lively and exhibiting a very fine bitterness, respectively. A one-point grading expresses the fullness not being true to style, the liveliness being very flat and the quality of bitterness being harsh, respectively. For the additional descriptors, five points equal a very intense and pleasant hop aroma as well as a very strong bitterness intensity, while a one-point grading equals the absence of hop aroma, very faint bitterness intensity and an unpleasant hop aroma, respectively. The descriptors “pleasant” or “unpleasant” were evaluated regarding general quality expectations for German Pilsener beers. The sensory evaluation performed on the beers targeted to evaluate if the Pilsener beer from spent hops is of satisfying quality and if it is comparable to commercial beers of this style. For the two-glass-test, two samples of one beer (one stored cold, one stored warm) were presented together (anonymized) for sensory evaluation. By presenting the fresh and aged sample together (two-glass test) the deterioration of sensorial beer quality due to ageing can be determined and conclusions for the flavor stability might be drawn. The scheme targets to detect beer samples with a higher tendency to develop off flavors during ageing. For the two-glass-test, bottled samples of the experimental beers were stored for three months either cold at 1 °C or warm at 20° C in the dark. This real-time ageing trial aimed to examine the sensorial quality of the spent hop beers in comparison to the reference beers even after a longer period under unfavorable storage conditions, for example, during transport and retail. The sensorial quality assessed here is defined as an absence of off-flavors found in Pilsner style beers (purity of aroma and flavor) and a typicity for the other descriptors. The sensory panel consisted of ten trained panelists (7 males, 3 females, ranging 22–44 years of age) who apply the DLG scheme on a daily basis. Panelists were selected and trained as described in EBC 13.4[Citation50] and were additionally trained on the descriptors for bitterness intensity, hop aroma intensity and quality of hop aroma in one training session prior to the evaluations. As being official testers for the yearly DLG quality competition, testers underwent special certification by DLG and certified panels meet yearly for tester adjustment to guarantee reproducibility for the sensory ratings. The evaluation took place in the sensory facilities of VLB, providing tasting area, equipment, and glassware according to the requirements of EBC 13.2.[Citation50] During the sensory sessions, 50 mL of the samples were served at 8 °C in brown cylindrical glasses with random three-digit codes. Within each session, each beer was tasted once in a completely randomized order, meaning no replicates were performed. Between samples, the panelists were instructed to have a cracker and then to rinse with water to cleanse their palates.
An additional schematic overview of the experimental set-up is shown in the graphical abstract and Online Supplemental graphic 1.
Statistical analysis
Correlation analysis and linear regression were performed with the spent hop data, a paired, two-sided t-test was performed on the results of all sensory descriptors. In addition, a multifactorial variance analysis (ANOVA) was used for the results of the descriptor “intensity of hop aroma” as this data-subset fulfilled the prerequisites for the test. Pairwise comparisons within each factor and interaction were performed applying Tukey’s honest significance test (Tukey HSD) and pairwise comparisons to a control (i.e., the reference beers) by applying Dunnett’s test. For all statistical tests, XL Stat (Addinsoft Inc., New York, U.S.A.) Version 2022.1.1.1251 was used. A significance level α of 5% was chosen.
Results and discussion
Dry matter and surplus beer in spent hop samples from industry
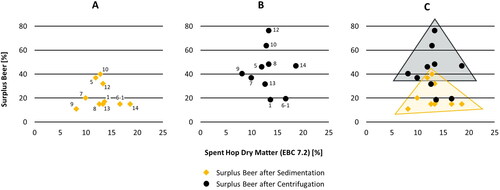
One of the key and initial aspects of this work was to evaluate differences in the composition of industrial spent hop samples. gives an overview on the origin (brewery) of each spent hop sample evaluated in this study, and provides information (beer style, hopping rate, number of varieties used for dry hopping) on the dry hopping procedure. Most importantly, summarizes the results of dry matter determination and bitter acid analysis. As can be seen in , the spent hop dry matter ranged from 8% to 32%. Having in mind that the dry matter of commercial hop pellets is usually about 95%, it is evident that all 14 spent hop samples contain high amounts of beer. Depending on how compact the sediment layers were, the swollen hop vegetative matter comes with varying amounts of beer. It was shown that during swelling in water the volume of hop pellets increases by approximately the tenfold.[Citation51] This gives an indication of how much surplus beer can be comprised in the spent hops’ sediment. The differences in dry matter between the samples might relate to several aspects, such as the amount of hops added, tank size, beer temperature, pellet type, and duration of the dry hopping procedure. The current experiments were not designed to investigate these specific variables. It is important to note that sampling was conducted at the point where the breweries defined their dry hopping process to be terminated. In other words, the spent hop samples taken and analyzed herein are suitable to estimate the value of spent hops that are currently disposed. Conclusively, to evaluate the potential of beer recovery in spent hop sediments, the amount of surplus beer, determined after sedimentation and centrifugation, is plotted against the dry matter of spent hop samples in . The results validate the previously made statement that significant amounts of beer surround the welled hop particles, as up to 40% but at least 10% of the slurry forms a layer of beer within 48 h of sedimentation. The dry matter of the samples does not necessarily seem to be affected by the amount of surplus beer. As expected, the application of centrifugal force led to an efficient separation of solids and surplus beer when compared to simple sedimentation. The latter is illustrated in , which is an overlay of , in which triangles are used to highlight differences between sedimentation and centrifugation. The data on surplus beer in spent hops presented in and , exceed the values recently reported by Outhwaite et al (8–12% losses)[Citation52] and it becomes clear why the common practice of discarding spent hops after dry hopping contributes to high beer losses. Recently developed dry hopping devices address this topic and rely on technologies that enable beer recovery from the spent hops.[Citation43,Citation44]
Figure 2. Dry matter of and corresponding surplus beer in spent hop samples. Numbers at icons correspond to respective sample number. (A) Amount of surplus beer determined via sedimentation in imhoff-cones. (B) Amount of surplus beer determined via centrifugation in a laboratory centrifuge. (C) Overlay of A & B with cluster indication.
Bitter acid content of dried spent hop samples
As previously described, spent hop composition differs depending on its origin regarding surplus beer content and dry matter. For re-utilization, the humulone concentration, which is summarized in , and variation in spent hops (i.e., the recovery rate) are of key importance. To investigate the relation of humulone concentrations in dried spent hop samples and the humulone content in the corresponding hop pellets, both are plotted against each other in . The recovery rate is additionally depicted in .
Figure 3. Humulone content of spent hop samples and corresponding hop pellets used for dry hopping batches. (A) Dot plot depicting the regression line and results of a correlation test according to Pearson (box). Sample no. 6–2 was treated as an outlier and hence removed from the dataset and not shown in the left diagram. (B) Bar chart additionally showing the recovery rates for humulone in spent hops. Samples depicted with “*” are taken from HopGuns®. Dots or bars depict mean value of a duplicate analysis and error bars (where shown) depict repeatability of the method used.
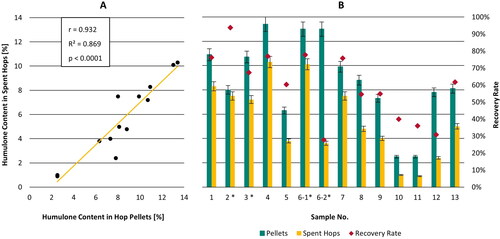
As expected, humulone concentrations in spent hops and recovery rates varied greatly. The highest residual humulone content of 10.3% was found in sample 4, the lowest of 0.9% in sample 11. These high variations can partly be related to the different hop varieties/dry hopping recipes used, as the hop varieties already show different initial humulone concentrations. Bearing this in mind, the ratio of remaining humulone in spent hops compared to the initial content in the hop pellets should be considered, which is expressed in the recovery rate. The recovery rates ranged from 28 to 94% (sample 6-2 and 2, respectively) and show some variation as well.
In contrast to previous studies, the spent hop samples analyzed herein were collected from different commercial breweries. Given the production conditions and technical utilities in the breweries, representative sampling was not straightforward. Still, the recovery rates obtained in this study (28–94%) are in line with findings of previous studies as Oladokun et al.[Citation37] report recovery rates of 15–25% in their laboratory experiments, and Hauser et al.[Citation31] were able to recover between 58 and 98% of humulones from hop pellets in the resulting spent hop material. Interestingly, the recovery rates Hauser et al.[Citation31] found during sampling of industrial spent hops (four individual batches from the same brand of beer) scattered in a very similar range (60 to 90%).[Citation31] Spent hops 6-1 and 6-2, which were sampled from the same dry hopping batch but at different places in a HopGun® (i.e., the bottom of the HopGun® and the strainer respectively), differ noticeably in residual humulone content and dry matter. Taken together, these findings highlight that the composition of spent hops and the distribution of humulone within the spent hop matter is inhomogeneous and reproducible sampling is a challenge. As shown in , a significant positive correlation between the humulone content of hop pellets and the resulting spent hops exists (test of correlation according to Pearson; probability value (p) < 0.0001; coefficient of correlation (r) = 0.932; coefficient of determination (R2) = 0.869). Looking at the recovery rates for humulone, brewers may wonder which parameters could influence the retention of humulone in spent hops. As Cocuzza et al. observed an influence of the ABV of the dry hopped beer on the extraction of humulone during dry hopping,[Citation39] the retention rates and ABVs of the beers in this study are plotted against each other in (Online Supplemental 3). In contrast to the laboratory dry hopping of Cocuzza et al, an influence of the ABV on the recovery rate cannot be observed in the presented study performed on an industrial scale. To evaluate additional factors, a multiple linear regression was performed, in which the parameters “Humulone in Pellets” (used for individual dry hopping batch), “Hop Dosage Rate” (for individual dry hopping batch) and “Dry Matter native SH” (spent hops after sampling) were evaluated towards their potential influence on the dependent variable “recovery rate.” The regression used best model selection to choose the two most explaining variables for the model (criterion: maximization of R2). The resulting linear regression model (see Online Supplemental 8) explains 67% of the variability of the recovery rates (R2) with the variables “Humulone Pellets” and “Dry Matter native SH” bringing significant information to explain the variability of the data. Adjusted R2 was 0.604, standardized regression coefficient for “Humulone Pellets” and “Dry Matter” were 0.537 and 0.474, respectively. From a practical point of view, the model indicates that hop pellets high in humulone content led to a higher likelihood to recover more humulone in the resulting spent hops. This appears reasonable as losses of humulone (i.e., extraction in beer or adsorptions on trub particles and CCV wall surface) have a larger effect on the recovery rate of humulone in spent hops if the hop pellets used for dry hopping are low in humulone. The positive correlation factor for the variable “Dry Matter” indicates, that spent hop samples high in dry matter show higher recovery rates. In other words, if less surplus beer is present, more humulone from hop pellets can be found in spent hops, probably due to a higher homogeneity of the sampled material. Conclusively, the use of a technology for solid-liquid separation, like a separator, decanter or other dry hopping devices, may be able to purify the spent hop matter with positive effects for a reproducible dosage of humulone. However, increased dry matters will complicate or exclude its transfer with pumps.
Oladokun et al.[Citation37] and Cocuzza et al.[Citation35] showed that iso-humulones are present in spent hops as they are adsorbed on plant matter. Thus, dried spent hop samples were also analyzed towards their iso-humulone content (see Online Supplemental 2). The iso-humulone concentrations in dried spent hops ranged between 0.05% and 1.3% and were in accordance with previous findings. Spent hop samples no. 7 (containing 7.5% humulone) and no. 8 (containing 4.8% humulone) show iso-humulone concentrations of about 1% and 1.3%, which was well ahead of all other samples. We suppose that an adsorption of iso-humulone on hop plant matter occurred in these samples, as this was observed in previous works as well.[Citation35, Citation37] Humulinones, an oxidized form of humulones were quantified in industrial spent hops for the first time in this study (see Online Supplemental 2). They ranged 0.1 to 1.1% dry matter with a mean value of 0.4%. Fresh processed hops can contain up to 0.5% humulinones which are quantitatively transferred into dry hopped beer.[Citation30,Citation34,Citation39] Hence, the humulinone concentrations in spent hop no. 2 and 6-1 (1.1 and 0.9% respectively) can be regarded as high, although they could be related to the age of the hop pellets used, as aged hops were shown to contain up to 1.2% of humulinones.[Citation53] Nevertheless, given the low initial concentrations in fresh hop pellets and high transfer rates into beer during dry hopping, humulinones in spent hops may be as irrelevant for bitter acid addition to the kettle as their concentration in common hop products.
Humulone content of wet spent hop samples
For an utilization in the boiling kettle, the α-content in native, moist spent hops must be determined according to the original dry matter. As shows, the α-content of native, untreated spent hop material is very low compared to standard hop products like hop pellets. For the trial brews, five spent hop samples were chosen. These were samples no. 1–5, as their humulones content was comparably high. Sample no. 5 was chosen to create a recipe that requires high amounts (approx. 1.96 kg) of spent hop material per hectoliter wort. The high beer content in some spent hop samples result in the necessity to add higher amounts of spent hop material (on a mass basis). This could decrease the feasibility of spent hop reutilization in the kettle, as the additional material needs to be heated to boiling temperature, and so forth.
Bitter acids in experimental worts and beers
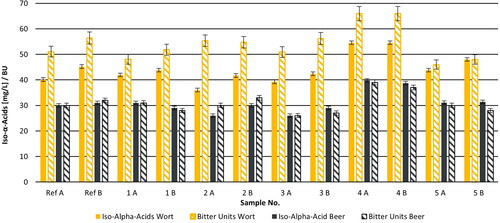
Brewing trials targeted to produce wort and beer with a consistent bitterness using spent hop samples differing in their humulone and iso-humulone content. Based on the results of HPLC analysis dosages of 100 mg/L humulone and iso-humulone were calculated. Basic wort and beer attributes are listed in Online Supplemental 6 and 7. summarizes the concentrations of iso-humulones and the bitter units for the wort and beer, yellow bars stand for the results of wort analysis, while black bars illustrate the beer analysis data. As shown in , the spent hop worts contained iso-humulone concentrations ranging from 39 to 55 mg/L, while the bitter units ranged 48 to 66 IBU, with wort 4A and 4B showing higher bitter units than other worts. The two reference brews made with HHM pellets yielded 40 and 45 mg iso-humulone per liter and this variation can hence be considered for the discussion of the results. Regarding this as the targeted bitterness, the results of the majority of the trial brews lay within this range. However, one spent hop wort contained less (36 mg/L in wort 2A) or more (55 mg/L in wort 4A & B) iso-humulone than targeted. The results from wort 4A and 4B indicate a higher humulone content in the utilized spent hops. When re-analyzing spent hop sample no. 4 an about 50% higher humulone content of 10.3% dry matter (as shown in the results) was found. According to the second analysis, 144 mg/l instead of 100 mg/L were added to the brews (see Online Supplemental 4), which explain the higher bitter acid concentration in the brews 4A and 4B. This underlines the heterogeneity of the spent hop material and the difficulty in reproducible sampling. Moreover, some variance may result from the different utilization of humulone and iso-humulone, which was not taken into account for the dosage calculation as iso-humulone depicted a minor share in the bitter acid dosage (see Online Supplemental 4). Nevertheless, most experimental worts brewed with spent hops achieved the targeted iso-humulone concentration of 42 mg/L. Regarding the spent hop beers (), the majority contained about 30 mg iso-humulone (HPLC assay) and were similar to the reference beers. Due to losses of bitter acids during fermentation, maturation and filtration the iso-humulone concentration in beer were about 25% lower compared to the corresponding worts. In line with the results from wort analysis, most beer samples contained iso-humulone levels close to the target value. Exceptions were beer 2A and 3A, which contained slightly lower concentrations of iso-alpha acids (26 mg/L) as targeted, as well as beer 4A and 4B which contained higher iso-humulone levels (40 mg/L) as targeted due to higher additions in the kettle. The results for iso-humulone determined by HPLC and bitter units corresponded well in most of the beers, with exception of beer 2A and 2B. This can partly be explained with their humulinone content of about 4 mg/L (see Online Supplemental 5) which originate from the spent hops used for this beer.[Citation34, Citation36, Citation54] In summary, the analytical data shows, that it is clearly possible to re-utilize spent hops from dry hopping for bittering. The utilization of four different spent hop samples in the production of eight spent hop beers, resulted in comparable amounts of bitter acids as in two reference beers (targeted bitterness of approx. 30 mg iso-humulone per liter). Considering the variation within the reference brews, a reproducible dosage of bitter acids to wort and beer according to previously assessed humulone content in spent hops was achieved in the majority of samples. As previously mentioned, beers no. 4A and 4B contained higher bitter acid concentrations, as more were dosed to the brews (as previously described). However, this is rather unlikely for an industrial reutilization that would recover a larger share of the spent hop batch.
Figure 4. Iso-humulones & bitter units in experimental worts and beers. Sample codes refer to the spent hop sample used. “A” and “B” refer to the first and second brew per spent hop sample. Reference brews (“Ref”) were brewed with HHM pellets. Wort results adjusted to 12 % extract. Crosshatched bars show bitter units. Error bars show repeatability of the method. Each result represents the mean value of a duplicate analysis.
Sensory evaluation of spent hop beers
The average sensory scores for the purity of aroma, the purity of taste, the intensity and quality of bitterness as well as the intensity and quality of hop aroma are shown in . Beers brewed with spent hops received average scores between 4 and 5 in the categories “purity of aroma” and “purity of taste,” indicating a high purity and the absence of noticeable off-flavors. Warm stored spent hop beers were also rated with scores between four and five and did not show a tendency of a decay in sensory quality for most of the trial beers.
Figure 5. Average sensory scores of different descriptors for the experimental beers. Two-glass-test (storage of beer for 90 days at 1 °C vs. 20 °C) was applied. The repetitions of the brews (“B”) were evaluated in a second sensory session. Each result represents the mean value of ten panelist ratings. Error bars show 95 % interval of confidence. “†” indicates significant paired, two-sided t-test with α = 0,05.
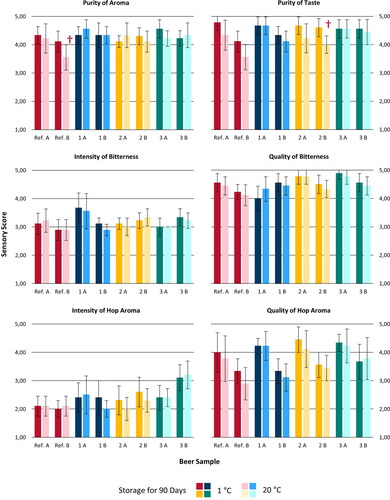
With ratings between four and five the quality of spent hop beers was comparable to commercial beers of this style. In direct comparison with their cold stored counterpart, only the warm stored reference beer “Ref. B” and spent hop beer “2 B” received a significant lower rating for the category “purity of aroma” and “purity of taste” respectively, according to a two-sided, paired t-test with significance level α of 5%. Most beers showed hence a satisfying oxidative stability. As oxygen uptake during bottling was not monitored and optimized for this experiment and chemical descriptors of oxidative stability like EPR or the formation of staling compounds were not assessed here, the results and conclusions for these beers cannot be generalized, which offers space for future work on the topic. Regarding the perceived bitterness intensity, most of the beers were rated similar with an average score of about three, depicting a moderately perceptible bitterness. Sample “1A” got a higher average score although the variation within the panelist ratings were high and the analytically assessed bitter acid content was not elevated compared to the other beers. Comparing the analytical results of the other trial beers with their perceived bitterness, a lower bitter acid content in certain trial beers, like beer “2A,” did not affect their perceived bitterness as they did not receive lower scores than e.g., the reference beers. This discrepancy may be explained by the presence of up to 5 mg/L humulinones or other bitter compounds like hulupones, although their perceived bitterness is lower compared to iso-humulone.[Citation55] Comparing cold and warm stored beers, perceived bitterness intensity was not affected by storage conditions, as the intensity scores did not differ significantly between the samples of the two-glass-test. For the category “quality of the bitterness,” the trial beers received scores between four and five, which stands for a “fine” to “very fine” bitterness. Comparing the results of spent hop beers and reference beers, no significant difference was found. The warm storage of the beers did not seem to affect the quality of the bitterness when compared in a two-glass-test.
When comparing the ratings for the intensity of hop aroma in the trial beers depicted as bar charts, sample “3B” shows elevated scores around three (moderately perceptible), whereas the reference beers showed slightly perceptible hop aroma (rating score about two). The results of a multifactorial ANOVA for the dependent variable “Intensity of Hop Aroma” (see Online Supplemental 9) including the factors “Source of Bitterness” (i.e., dosage of spent hop or pellets), “Panelist,” “Session” (i.e., the repetition of the brew and the sensory session), “storage” (i.e., warm or cold) and their interactions confirm this observation as the factor “Source of Bitterness” contributes significantly to the variation in the data. The pairwise comparisons within the factor “Source of Bitterness” reveal significant differences for Spent Hop 3 (i.e., Beer 3A & B) only. The pairwise comparisons to the reference brews (Dunnett’s test) show significance only for the beers brewed with spent hop 3 as well. The hop aroma intensity of other spent hops beers was not distinguishable from the reference beers. However, additional factors like “Panelist,” “Session” and the interactions of “Panelist*Source of Bitterness,” “Panelist*Session” and “Source of Bitterness*Session” contribute significantly to the variation of the ratings. The latter interaction explains why elevated ratings for Beer 3 were only observed in session B, which is confirmed by the pairwise comparisons. The significance of the factors “Panelists” is moreover depicted in the large error bars in . In other words, the individual panelists rated on different levels, independent of the beer presented. The interactions “Panelist*Source of Bitterness” and “Panelist*Session” means that single spent hop beers were not rated homogeneously by all panelists and that single panelists rated differently in the sessions. Surprisingly, the kind of storage did not influence the perception of the hop aroma intensities in all beers.
Amongst all influencing factors, according to the mean squares, the source of bitterness, that is, the reference (hop pellets) or spent hops added during boiling, was the most influential factor. This is not surprising as spent hops were the sole source of hops oils for the beers. Hauser et al.[Citation31] showed that 30–68% of the essential oil of hop pellets can be found in the resulting spent hop material after dry hopping. Even though the oil content of the spent hops of this study were not determined, it appears likely that high amounts of residual oil components might have affected the sensorial properties of certain spent hop beers, despite dosage at beginning of wort boiling. Terpenes and sesquiterpenes of hops can undergo thermal and oxidative degradation while new, more polar derivatives are formed[Citation56,Citation57] leading to typical “kettle hop” aroma in Pilsener style beers.[Citation57,Citation58] This observation is important for brewers who want to reutilize spent hops from dry hopping for bittering purposes. If the targeted beer style is a lager or a Pilsner beer, an influence on hop aroma may affect the spent hops’ function as a neutral source of bitterness. On the contrary, the effect may be negligible or even beneficial when a hop-forward pale ale or IPA is brewed with spent hops. The quality of the hop aroma in the first set of trial beers received scores between 4 and 5, and the beers of the repetition between 3 and 4. The different ratings could be an effect of the session, as recipes and storage conditions did not differ. Yet, as the hop aroma of the spent hop beers was not rated worse than the one of reference beers, a negative implication of spent hops on hop aroma quality cannot be deduced. All observations made when comparing cold and warm stored samples should be evaluated with circumspection as the experimental set-up was not optimized for oxygen uptake or SO2 content in the beers. Future work on the topic could include a more controlled ageing trial and comprehensive evaluation of the chemical changes during ageing of beers which were brewed with spent hops instead of ordinary hop products.
Conclusion and outlook
In this study, spent hop samples from commercial breweries were analyzed and used to bitter experimental beer. It was found that industrial spent hops vary with regard to humulone content (0.9–10.3% d.m.) and contained varying contents of surplus beer (10–40% surplus beer). The humulone contents found in this study are in line with previously published data.[Citation31, Citation46] Under consideration of the humulone concentration of the hop pellet mixtures that were originally used for dry hopping, humulone retention in the spent hops varied from 28 to 94% (d.m.). Dry hopping with hops high in humulone most probably results in higher humulone contents in the resulting spent hops, which in turn offer larger potential for re-utilization. Selected spent hops were then dosed to trial brews as the sole source of bitterness. Analysis of the resulting worts and beers showed that the dosage of bitter acids via spent hops was accurate and reproducible in most trial worts and beers, considering the variation in the reference brews and a tolerable level of variation in small scale brewing. Two trial brews exceeded the targeted amount noticeably due to nonrepresentative sampling of the utilized spent hop prior analysis and dosage. The results of this study can hence not be generalized. Still, it was clearly possible to brew Pilsener beers with about 30 mg iso-humulone per liter by exclusive utilization of spent hops as a source of bitter acids. Sensory evaluation of the resulting spent hop beers compared to reference beers made with HHM pellets evidenced that taste and bitterness quality were not negatively affected and that such beers could compete with other commercial beers of this type. Sensory evaluation found an influence on the hop aroma of the resulting beers, which can be explained by the presence of hop oil constituents in the spent hops. The reutilization of spent hops in industrial beer production comes with certain limitations. Thus far, no published data that indicates the microbiological stability of spent hop material is available. Information on tolerable storage times and temperatures prior utilization is of importance and need further investigation. Depending on recipe and brewing technology sediments such as residual yeast cells or calcium oxalate can be present in the spent hops. Their influence on wort/beer composition and quality needs further investigation. Future studies should as well investigate residual trace element and polyphenol composition in spent hops, as reported concentrations in hops and transfer rates during dry hopping vary.[Citation32,Citation37,Citation39,Citation59–63] This may influence the quality of spent hops with regard to oxidative and haze stability or donor for auxiliary bitter compounds when re-used.[Citation59–61,Citation63]
In the current study, HPLC analysis was available to quantify humulone in spent hops and therefore allowed to calculate spent hop additions precisely. HPLC analysis is not widely used in brewing quality control and methods allowing a simple estimate of the humulone content in spent hops would be favorable.
By assessing the average retention rate of a certain dry-hopping recipe and protocol, information on the initial humulone content in the hop pellets used and the recoverable quantity of spent hops, the re-usable amount of humulone can be calculated. Based on this, potential savings can be deduced, leading to a monetary valorization of the often-discarded spent hops. Depending on spent hop characteristics (beer-solid ratio) high savings may also be obtained from the reduction of beer losses. Based on the practical observations and data acquired during this study, spent hops showing increased dry matter, might be easier to re-use than spent hops with high beer-spent hop ratio that are collected from the bottom of a CCV. A measure to (a) overcome the challenges associated with spent hop inhomogeneity and (b) to reduce beer losses might be the usage of dry hopping devices, for example, including centrifuges. To further avoid beer losses, alternative hop products, like hop extracts for dry hopping, may offer a solid free alternative, although data on volatile and nonvolatile rates or effects on beer haze are limited.[Citation52] Practical questions about spent hop recovery, adequate storage and transfer into the kettle are not answered yet. Moreover, the synchronization of dry hopping and kettle hopping with spent hops could be challenging as they are influenced by its stability after recovery. The feasibility of reuse and its savings potential needs to be determined case by case but remains worthy from an ecological perspective.
Supplemental_Valorisation of spent hops_Revision 2_final.pdf
Download PDF (1,016.4 KB)Acknowledgements
The authors would like to express their gratitude to Dr. Jörg Maxminer (former head of VLB central laboratory), Patricia Fischer (VLB sensory department), Kurt Marshall (brewmaster at VLB pilot brewery), and their teams for their advice and flexibility during the project.
Disclosure statement
All authors worked for the Versuchs- und Lehranstalt für Brauerei in Berlin e.V. during the project and therefore declare no conflict of interest.
Additional information
Funding
Literature cited
- Chappin, M. M.; van den Oever, M.; Negro, S. O. An Overview of Factors for the Adoption of Energy Efficient Eco-Innovation: The Cases of the Dutch Brewing and Paper Industry. J. Cleaner Prod. 2020, 275, 124122–124135. DOI: 10.1016/j.jclepro.2020.124122.
- Olajire, A. A. The Brewing Industry and Environmental Challenges. J. Cleaner Prod. 2012, 256, 102817–102837. DOI: 10.1016/j.jclepro.2012.03.003.
- Morris, J. Water Sustainability in the Brewing Industry: A Stakeholder Based Approach. DU. 2020, 74(3), 245–263. DOI: 10.5771/0042-059X-2020-3-245.
- Werkneh, A. A.; Beyene, H. D.; Osunkunle, A. A. Recent Advances in Brewery Wastewater Treatment; Approaches for Water Reuse and Energy Recovery: A Review. Environ. Sustain. 2019, 2(2), 199–209. DOI: 10.1007/s42398-019-00056-2.
- Kleban, J.; Nickerson, I. To Brew, or Not to Brew—That Is the Question: An Analysis of Competitive Forces in the Craft Brew Industry. J. Int. Acad. Case Stud. 2012, 18, 59–81.
- Hoalst-Pullen, N.; Patterson, M. W.; Mattord, R. A.; Vest, M. D. Sustainability Trends in the Regional Craft Beer Industry. In The Geography of Beer: Regions, Environment and Societies; Patterson, M., Hoalst-Pullen, N., Eds.; Springer Netherlands: Dordrecht, 2014; pp 109–116.
- Patterson, M. W.; Hoalst-Pullen, N.; Pierson, W. B. Sustainability Attitudes and Actions: An Examination of Craft Brewers in the United States. In Urban Sustainability: Policy and Praxis; Gatrell, J. D., Jensen, R. R., Patterson, M. W., Hoalst-Pullen, N., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp 153–168.
- Sturm, B.; Hugenschmidt, S.; Joyce, S.; Hofacker, W.; Roskilly, A. P. Opportunities and Barriers for Efficient Energy Use in a Medium-sized Brewery. Appl. Therm. Eng. 2013, 53(2), 397–404. DOI: 10.1016/j.applthermaleng.2012.05.006.
- Poelmans, E.; Ostyn, T. P. G. On the Existence of Belgian Craft Breweries: Explorative Research at the Microlevel. In The Geography of Beer; Hoalst-Pullen, N., Patterson, M. W., Eds.; Springer International Publishing: Cham, 2020; pp 179–200.
- Muster-Slawitsch, B.; Weiss, W.; Schnitzer, H.; Brunner, C. The Green Brewery Concept—Energy Efficiency and the Use of Renewable Energy Sources in Breweries. Appl. Therm. Eng. 2011, 31(13), 2123–2134. DOI: 10.1016/j.applthermaleng.2011.03.033.
- Willaert, R. G.; Baron, G. V. Applying Sustainable Technology for Saving Primary Energy in the Brewhouse during Beer Brewing. Clean Techn. Environ. Policy 2004, 7(1), 15–32. DOI: 10.1007/s10098-004-0249-8.
- Scheller, L.; Michel, R.; Funk, U. Efficient Use of Energy in the Brewhouse. TQ. 2008, 45, 263–67. DOI: 10.1094/TQ-45-3-0263.
- Mussatto, S. I.; Dragone, G.; Roberto, I. C. Brewers’ Spent Grain: Generation, Characteristics and Potential Applications. J. Cereal Sci. 2006, 43(1), 1–14. DOI: 10.1016/j.jcs.2005.06.001.
- Nigam, P. S. An Overview: Recycling of Solid Barley Waste Generated as a By-Product in Distillery and Brewery. Waste Manag. 2017, 62, 255–261. DOI: 10.1016/j.wasman.2017.02.018.
- Mussatto, S. I. Brewer’s Spent Grain: A Valuable Feedstock for Industrial Applications. J. Sci. Food Agric. 2014, 94(7), 1264–1275. DOI: 10.1002/jsfa.6486.
- Chae, H. J.; Joo, H.; In, M.-J. Utilization of Brewer’s Yeast Cells for the Production of Food-Grade Yeast Extract. Part 1: Effects of Different Enzymatic Treatments on Solid and Protein Recovery and Flavor Characteristics. Bioresour. Technol. 2001, 76(3), 253–258. DOI: 10.1016/S0960-8524(00)00102-4.
- Puligundla, P.; Mok, C.; Park, S. Advances in the Valorization of Spent Brewer’s Yeast. Innov. Food Sci. Emerg. Technol. 2020, 62, 102350. DOI: 10.1016/j.ifset.2020.102350.
- Kavalopoulos, M.; Stoumpou, V.; Christofi, A.; Mai, S.; Barampouti, E. M.; Moustakas, K.; Malamis, D.; Loizidou, M. Sustainable Valorisation Pathways Mitigating Environmental Pollution from Brewers’ Spent Grains. Environ. Pollut. 2021, 270, 116069. DOI: 10.1016/j.envpol.2020.116069.
- Ferreira, A. M.; Martins, J.; Carvalho, L. H.; Magalhães, F. D. Biosourced Disposable Trays Made of Brewer’s Spent Grain and Potato Starch. Polymers (Basel) 2019, 11(5), 923–936. DOI: 10.3390/polym11050923.
- Berthet, M.-A.; Angellier-Coussy, H.; Machado, D.; Hilliou, L.; Staebler, A.; Vicente, A.; Gontard, N. Exploring the Potentialities of Using Lignocellulosic Fibres Derived from Three Food By-Products as Constituents of Biocomposites for Food Packaging. Ind. Crops Prod. 2015, 69, 110–122. DOI: 10.1016/j.indcrop.2015.01.028.
- Oliveira, A. S.; Ferreira, C.; Pereira, J. O.; Pintado, M. E.; Carvalho, A. P. Valorisation of Protein-Rich Extracts from Spent Brewer’s Yeast (Saccharomyces cerevisiae): An Overview. Biomass Conv. Bioref. 2022. DOI: 10.1007/s13399-022-02636-5.
- Marson, G. V.; Castro, R. J. S. d.; Belleville, M.-P.; Hubinger, M. D. Spent Brewer’s Yeast as a Source of High Added Value Molecules: A Systematic Review on its Characteristics, Processing and Potential Applications. World J. Microbiol. Biotechnol. 2020, 36(7), 95–116. DOI: 10.1007/s11274-020-02866-7.
- Sturm, B.; Butcher, M.; Wang, Y.; Huang, Y.; Roskilly, T. The Feasibility of the Sustainable Energy Supply from Bio Wastes for a Small Scale Brewery—A Case Study. Appl. Therm. Eng. 2012, 39, 45–52. DOI: 10.1016/j.applthermaleng.2012.01.036.
- Zupančič, G. D.; Panjičko, M.; Zelić, B. Biogas Production from Brewer’s Yeast Using an Anaerobic Sequencing Batch Reactor. Food Technol. Biotechnol. 2017, 55(2), 187–196. DOI: 10.17113/ftb.55.02.17.5080.
- Brewers Association. Total U.S. Domestic Craft Industry Percentage Annual Growth. Statistic; The New Brewer; May/June 2022; Boulder, Colorado; p.112.
- Lafontaine, S. R.; Shellhammer, T. H. How Hoppy Beer Production Has Redefined Hop Quality and a Discussion of Agricultural and Processing Strategies to Promote It. TQ. 2019, 56, 1–12. DOI: 10.1094/TQ-56-1-0221-01.
- Cantwell, D. Hop Usage Survey. The New Brewer, 2018, 106–110.
- Rettberg, N.; Biendl, M.; Garbe, L.-A. Hop Aroma and Hoppy Beer Flavor: Chemical Backgrounds and Analytical Tools—A Review. J. Am. Soc. Brew. Chem. 2018, 76(1), 1–20. DOI: 10.1080/03610470.2017.1402574.
- Mikyška, A.; Slabý, M.; Štěrba, K.; Vrzal, T. Static or Dynamic Dry-Hopping of Beer: A Comparison of Analytical and Sensory Beer Profiles. Eur. Food Res. Technol. 2023, 250(1), 213–224. DOI: 10.1007/s00217-023-04379-7.
- Lafontaine, S. R.; Shellhammer, T. H. Impact of Static Dry-Hopping Rate on the Sensory and Analytical Profiles of Beer. J. Inst. Brew. 2018, 124(4), 434–442. DOI: 10.1002/jib.517.
- Hauser, D. G.; Lafontaine, S. R.; Shellhammer, T. H. Extraction Efficiency of Dry-Hopping. J. Am. Soc. Brew. Chem. 2019, 77(3), 188–198. DOI: 10.1080/03610470.2019.1617622.
- Forster, A.; Gahr, A. On the Fate of Certain Hop Substances during Dry Hopping. BrewingScience 2013, 66, 93–103.
- Brendel, S.; Hofmann, T.; Granvogl, M. Dry-Hopping to Modify the Aroma of Alcohol-Free Beer on a Molecular Level-Loss and Transfer of Odor-Active Compounds. J. Agric. Food Chem. 2020, 68(32), 8602–8612. DOI: 10.1021/acs.jafc.0c01907.
- Maye, J. P.; Smith, R.; Leker, J. Humulinone Formation in Hops and Hop Pellets and Its Implications for Dry Hopped Beers. TQ. 2016, 53, 23–27. DOI: 10.1094/TQ-53-1-0227-01.
- Cocuzza, S.; Zarnkow, M.; Stallforth, A.; Peifer, F.; Jacob, F. The Impact of Dry Hopping on Selected Physical and Chemical Attributes of Beer. BrewingScience 2019, 72, 118–124.
- Parkin, E.; Shellhammer, T. Toward Understanding the Bitterness of Dry-Hopped Beer. J. Am. Soc. Brew. Chem. 2017, 75(4), 363–368. DOI: 10.1094/ASBCJ-2017-4311-01.
- Oladokun, O.; James, S.; Cowley, T.; Smart, K.; Hort, J.; Cook, D. Dry-Hopping: The Effects of Temperature and Hop Variety on the Bittering Profiles and Properties of Resultant Beers. BrewingScience 2017, 70, 187–196.
- Fritsch, A.; Shellhammer, T. H. Alpha-Acids Do Not Contribute Bitterness to Lager Beer. J. Am. Soc. Brew. Chem. 2007, 65(1), 26–28. DOI: 10.1094/ASBCJ-2007-0111-03.
- Cocuzza, S.; Gmeinwieser, S.; Helmschrott, K.; Pfeifer, F.; Zarnkow, M. How Alcohol Content in Dry-Hopped Beer Affects Final Beer Composition—A Model Study. BrewingScience 2022, 75, 44–53.
- Dobis, E. A.; Reid, N.; Schmidt, C.; Goetz, S. J. The Role of Craft Breweries in Expanding (Local) Hop Production. J. Wine Econ. 2019, 14(4), 374–382. DOI: 10.1017/jwe.2019.17.
- Jastrombek, J. M.; Faguerazzi, M. M.; Cássio Pierezan, H. d.; Rufato, L.; Sato, A. J.; da Silva Ricce, W.; Marques, V. V.; Leles, N. R.; Roberto, S. R. Hop: An Emerging Crop in Subtropical Areas in Brazil. Horticulturae 2022, 8(5), 393. DOI: 10.3390/horticulturae8050393.
- Knudson, W.; Sirrine, J. R.; Mann, J. T. The Geographic Dispersion of Hop Production in the United States: Back to the Future?. In The Geography of Beer; Hoalst-Pullen, N., Patterson, M. W., Eds.; Springer International Publishing: Cham, 2020; pp 113–120.
- Osterroth, I. Energy and Resource Efficient Use of Hop Products in the Brewhouse and Cold Block. Presented at the EBC Symposium on Recent Advances in Hop Science, Nuremberg, September 10, 2018.
- Kohles, M.; Gutsch, F.; Zarnkow, M.; Jacob, F.; Novy, R.; Schönberger, C. An Approach to Develop an External Dry Hopping Method by Restoring the Aroma Transfer through Dilution. BrewingScience 2021, 74, 151–159.
- Bélanger Harbour, K. A Free Exhaustive Literature Review on Hops (Humulus lupulus L.). J. Am. Soc. Brew. Chem. 2023, 81(4), 504–504. DOI: 10.1080/03610470.2023.2232267.
- Hauser, D. G.; Stokholm, A.; Shellhammer, T. H. Investigating the Potential for Re-Using “Spent” Dry-Hops in the Brew Kettle. BrewingScience 2019, 72, 125–131. DOI: 10.23763/BrSc19-14hauser.
- Gasiński, A.; Kawa-Rygielska, J.; Paszkot, J.; Pietrzak, W.; Śniegowska, J.; Szumny, A. Second Life of Hops: Analysis of Beer Hopped with Hop Pellets Previously Used to Dry-Hop a Beer. LWT 2022, 159, 113186–113192. DOI: 10.1016/j.lwt.2022.113186.
- Marshall, K. New VLB Technical Brewing Center Operational. Brauerei Forum International, 2018; pp 7–8.
- Jacob, F. Sensory Analysis: Collection of Brewing Analysis Methods of the Mitteleuropäischen Brautechnischen Analysenkommission; MEBAK: Freising, Berlin, 2014.
- European Brewery Convention (EBC), Ed. Analytica EBC.
- Engstle, J.; Kuhn, M.; Kohles, M.; Briesen, H.; Först, P. Disintegration of Hop Pellets during Dry-Hopping. BrewingScience 2016, 69, 123–128.
- Outhwaite, B.; Symes, A.; Mills, D. Comparative Analysis of Dry-Hopping with Hop Extracts Versus Hop Pellets. BrewingScience 2023, 76, 159–166. DOI: 10.23763/BrSc23-17outhwaite.
- Taniguchi, Y.; Matsukura, Y.; Ozaki, H.; Nishimura, K.; Shindo, K. Identification and Quantification of the Oxidation Products Derived from α-Acids and β-Acids during Storage of Hops (Humulus lupulus L.). J. Agric. Food Chem. 2013, 61(12), 3121–3130. DOI: 10.1021/jf3047187.
- Kishimoto, T.; Teramoto, S.; Fujita, A.; Yamada, O. Evaluation of Components Contributing to the International Bitterness Unit of Wort and Beer. J. Am. Soc. Brew. Chem. 2022, 80(1), 53–61. DOI: 10.1080/03610470.2021.1878684.
- Algazzali, V.; Shellhammer, T. Bitterness Intensity of Oxidized Hop Acids: Humulinones and Hulupones. J. Am. Soc. Brew. Chem. 2016, 74(1), 36–43. DOI: 10.1094/ASBCJ-2016-1130-01.
- Praet, T.; van Opstaele, F.; Causmaecker, B. d.; Bellaio, G.; Rouck, G. d.; Aerts, G.; Cooman, L. d. De Novo Formation of Sesquiterpene Oxidation Products during Wort Boiling and Impact of the Kettle Hopping Regime on Sensory Characteristics of Pilot-scale Lager Beers. BrewingScience 2015, 68, 130–145.
- Praet, T.; van Opstaele, F.; Steenackers, B.; Brabanter, J. d.; Vos, D. d.; Aerts, G.; de Cooman, L. Changes in the Hop-Derived Volatile Profile upon Lab Scale Boiling. Food Res. Int. 2015, 75, 1–10. DOI: 10.1016/j.foodres.2015.05.02.
- Sharp, D. C.; Qian, Y.; Shellhammer, G.; Shellhammer, T. H. Contributions of Select Hopping Regimes to the Terpenoid Content and Hop Aroma Profile of Ale and Lager Beers. J. Am. Soc. Brew. Chem. 2017, 75(2), 93–100. DOI: 10.1094/ASBCJ-2017-2144-01.
- Chrisfield, B. J.; Hopfer, H.; Elias, R. J. Impact of Copper Fungicide Use in Hop Production on the Total Metal Content and Stability of Wort and Dry-Hopped Beer. Beverages 2020, 6(3), 48. DOI: 10.3390/beverages6030048.
- Lafontaine, S.; Thomson, D.; Schubert, C.; Müller, I.; Kyle, M.; Biendl, M.; Conn, S.; Schüll, F.; Lutz, A.; Ligare, M.; et al. How Deviations in the Elemental Profile of Humulus lupulus Grown Throughout the U.S. and Germany Influence Hop and Beer Quality. Food Chem. 2022, 395, 133543. DOI: 10.1016/j.foodchem.2022.133543.
- Silva Ferreira, C.; Simon, M.; Collin, S. Why Catechin and Epicatechin from Early Hopping Impact the Color of Aged Dry-Hopped Beers while Flavan-3-ol Oligomers from Late and Dry Hopping Increase Colloidal Instability. J. Am. Soc. Brew. Chem. 2023, 81(2), 255–264. DOI: 10.1080/03610470.2022.2062156.
- Biendl, M.; Ritter, S.; Schmidt, C. Monitoring of Glycosidically Bound Polyphenols in Hops and Hop Products Using LC-MS/MS Technique. J. Am. Soc. Brew. Chem. 2023, 81(1), 45–53. DOI: 10.1080/03610470.2021.2024112.
- Van Mieghem, T.; Delvaux, F.; Dekleermaeker, S.; Britton, S. J. Top of the Ferrous Wheel—The Influence of Iron Ions on Flavor Deterioration in Beer. J. Am. Soc. Brew. Chem. 2023, 81(4), 493–503. DOI: 10.1080/03610470.2022.2124363.