
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
The effect of spray drying process parameters (i.e., inlet temperature, atomization pressure, and feed flow rate) on the denaturation of whey proteins of skimmed camel milk was studied using a face-centered central composite design. Spray drying of skimmed camel milk (i.e., total solids of 8.4% [w/w]) produced powders with a total solids content of 94–97% (w/w), protein 22–29% (w/w) and lactose 27–31% (w/w). The process was optimized using response surface methodology in combination with desirability function. A maximum recovery of 61% of the total solids was achieved while still maintaining denaturation of whey protein and insolubility index levels at their minimum possible value of 39% and 0.1 mL, respectively. The final moisture content of the powder at these conditions was 3.3% (w/w). This implies that, as denaturation was the primary mechanism by which camel milk lose its protective proteins, minimizing denaturation would make it possible to produce skimmed camel milk powders with good nutritional and therapeutic values. The morphology of spray-dried skimmed camel milk processed at 140°C showed greater spherical intact particles than their cow milk powder counterparts.
Introduction
Camel milk is recently getting the attention of many researchers as a result of its presumed therapeutic values. Researchers demonstrated that this is because of its higher content of protective proteins as compared to cow milk. As processing the milk into different dairy products is challenging, converting the milk into powder may be a good option for commercialization. Denaturation of whey proteins, on the other hand, is responsible for the loss of medicinal values of milk powders. By minimizing denaturation and insolubility, it would be possible to commercialize the milk with minimum loss of its nutritional values.
Skimmed milk powder is one of the major types of food ingredients traded globally.[Citation1] Spray drying is the most frequently employed technology in manufacturing skimmed milk powders.[Citation1,Citation2] During processing, milk is often subjected to different kinds of thermal treatments to ensure product safety for consumers as well as to induce better functionality on the end product. Thermal denaturation and aggregation of whey proteins and their interactions with casein play an important role in determining the functional properties of the resultant milk products.[Citation1] In some cases, this is used to tailor the functionality of skim milk powder (SMP) by manipulating milk composition and processing techniques.[Citation3] Though denaturation of whey proteins could bring some desired techno-functional properties in cow milk (such as thickening of yogurt), for camel milk, it could have some detrimental effect such as loss of its nutritional and medicinal properties.[Citation4]
It is well documented that camel milk contains high amounts of the immune-active proteins, such as lysozyme, lactoferrin, lactoperoxidase, immunoglobulins, vitamin C, and insulin – all of which play important roles in disease defense mechanisms.[Citation5] Spray drying of milk however can lead to loss of these nutritional and immunological quality of the milk.[Citation6] As opposed to caseins, whey proteins are soluble and could easily be denatured at temperatures above 70°C.[Citation7] Compared to other thermal treatment processes, one of the advantages of spray drying technology is it’s potential to minimize losses arising from the denaturation of milk proteins.[Citation8] This is due to the very short contact time, between the milk droplets and the heating medium, as well as the possibility of achieving lower outlet temperature. Since drying occurs within a few seconds, the thermal damage is often considered to be limited.[Citation8,Citation9] Spray-dried milk has been shown to retain more immunoglobulins than sterilized milks.[Citation4] Nevertheless, spray drying can also induce some undesired properties on milk powders. The Maillard reaction that occurs during spray drying may deteriorate other aspects of the nutritional quality of proteins by reducing their digestibility and reducing the availability of essential amino-acids like lysine.[Citation10] Additionally, loss of bio-functionality of immune-active proteins has been shown to be affected by the severity of the thermal treatment.[Citation4]
The loss of protein bio-functionality in milk and milk products is mainly driven by denaturation and aggregation mechanisms.[Citation11] The milk droplets change in their water content and temperature profile while passing through the drying chamber. Denaturation and aggregation of proteins might occur along the stages of drying where temperature and water activity become high enough.[Citation7,Citation12] Denaturation does not only induce loss of proteins bio-functionality, but could also render the powders insoluble.[Citation7] Hence, retention of the immunological properties of milk proteins and techno-functional powder characteristics may have different optimal processing conditions, [Citation4,Citation13] which leads to the necessity of making compromises.
Many studies have been carried out on cow milk to understand the effect of spray drying on the denaturation of whey proteins.[Citation6,Citation13,Citation14] However, such knowledge is not well established for camel milk whey proteins. The studies conducted on the effect of spray drying operating conditions on camel milk are either focused on whole (fat-filled) camel milk powders[Citation15,Citation16] or on the physicochemical characterization of skimmed camel milk powders.[Citation17,Citation18] Since there are differences in the microstructures of the casein micelles as well as in composition of whey proteins between cow and camel milks, results obtained on cow milk cannot be directly translated to camel milk spray drying. To address this issue, this research was designed with the objectives of (i) understanding the impact of spray drying operating parameters (inlet temperature, atomization pressure, and feed flow rate) on the physicochemical properties (insolubility and denaturation) and yield of skimmed camel milk powders; (ii) modeling the relation between spray drying operating parameters and response variables using response surface methodology; and (iii) optimizing the processing parameters that would minimize the denaturation and insolubility of camel milk whey proteins. The results of the study will provide information for camel milk processors and researchers.
Materials and methods
Camel milk
Camel milk was sourced from herds of Karayu (near Awash National Park, Ethiopia) at their destination of Wolkite, Ethiopia, during their annual movement to the South Western region of the country. Reception, pasteurization, and storage of the milk are performed as indicated in [Citation17].
Cream separation
Whole camel milk was first heated at 65°C for 30 min. for efficient separation[Citation19]; then it was cream separated by centrifugation at 5000 × g using a cream separator model Motor Sich 100–18 (Motor Sich JSC, Ukraine). The skimmed milk was then filled into previously sterilized plastic bottles (1 L) and stored in deep freezer at −35°C until used in subsequent spray drying experiments.
Experimental design
As indicated in , 20 trials were tested by varying the drying air temperature, atomization pressure, and flow rate of the skimmed milk at three levels using a face-centered central composite design.
Table 1. Central composite design experimental points for spray drying of skimmed camel milk
Spray drying of skimmed camel milk
A workbench spray dryer, model SSPB (Edibon, Madrid, Spain) was used to dry the milk. The whole procedures followed in the manufacturing of the spray-dried milk powders were as described in [Citation17].
Physico-chemical analyses
The total solids content and the protein contents of the camel milk and milk powders were determined following the Official Methods of Analysis of the Association of Analytical Chemists.[Citation20] All the chemical and reagents used were of laboratory grade.
Denaturation of whey protein: The percentage denaturation of whey proteins of skimmed camel milk and milk powders were determined using the Kjeldahl method as described in [Citation21]. Isolation of undenatured whey protein was achieved by precipitating caseins and denatured whey proteins from skim milk and reconstituted skimmed milk powder samples by adjusting the pH to 4.6 with 1 N HCl. The samples were held for 30 min, then centrifuged for 30 min at 1000 x g. The supernatant or filtrate containing the undenatured whey proteins was used for total nitrogen analysis using the Kjeldahl Nitrogen method and designated as whey protein nitrogen (WPN). The percentage denaturation was computed in relation to the undenatured whey protein in the raw milk using the following equation.
where, WPN is whey protein nitrogen.
Total solids: Evaporation method was employed to determine the moisture content of the powders following the procedures described in [Citation17].
Figure 1. The effect of operating parameters on the yield of skimmed camel milk powder as expressed by the interaction between; a) atomization pressure and inlet temperature, b) Feed rate and atomization pressure, c) Feed rate and inlet temperature
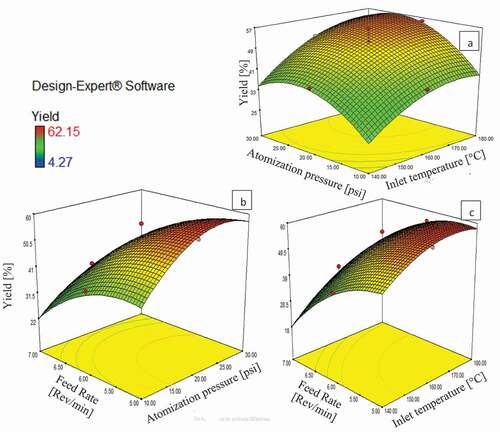
Figure 2. The effect of spray drying parameters on the insolubility of skimmed camel milk powders as expressed in terms of the interaction between; a) feed rate and inlet temperature; b) feed rate and atomization pressure
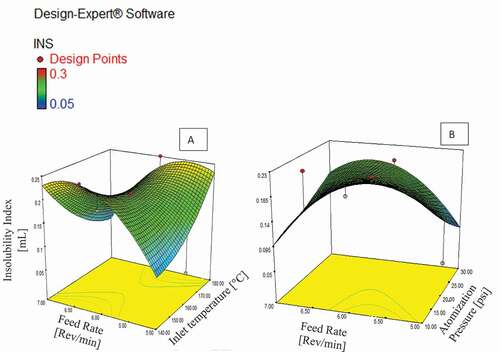
Figure 3. The effect of spray drying parameters on the whey protein denaturation of skimmed camel milk powders
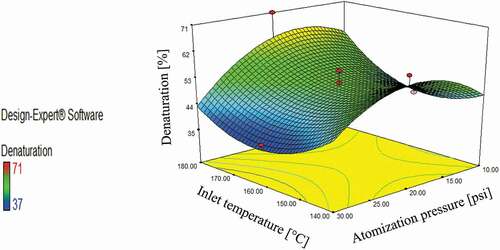
Figure 4. The scanning electron microscopy (SEM) images of skimmed camel milk powder processed at 140°C, at; A) 500X magnification and B) 1000X magnification and skimmed cow milk powder processed at 140°C, at; C) 500X magnification and D) 1000X magnification
Lactose: For lactose, the polarimetry method was used. A Perkin Elmer polarimeter model 343 (Perkin Elmer, Shelton, USA) was employed to determine the concentration of lactose in milk and milk powders following the method described in [Citation22]. A calibration curve (See ) with good index of fitting (R2 = 1) was obtained for a standard reagent (lactose)
Figure 5. Calibration curve for lactose concentration during polarimetric determination
Insolubility Index: The insolubility index of whole camel milk powders was determined using the GEA, Niro No.A-3a method.[Citation23]
Color: Color of the milk powders was determined using 3nh NR110 precision colorimeter (Shenzhen 3nh Technology, Shenzhen, China). Three replicates were conducted to determine the mean and the standard error of the measurements. The characteristics of the coordinates of the color space (L*a*b) characterized by CIELAB were as described elsewhere.[Citation24,Citation25] By using these coordinates, the browning index was calculated using the following equations as described elsewhere.[Citation24,Citation25]
where, BI is browning index and a*, b* and L* are the color coordinates determined by the colorimeter.
Yield: The yield was calculated as the percentage of total solids recovered in the powder in relation to the total solids in the milk.
Statistical analysis: The response surfaces were generated and the spray drying process was optimized using the desirability function. The software Design Expert 7.0 (Stat-ease, Minneapolis, USA) was used and the calculation of ANOVA, significant parameters, and model validations were conducted as described in[Citation15]
Scanning electron microscopy (SEM): To investigate the morphology of skimmed camel and cow milk powder samples, the scanning electron microscope images of the powders were examined as described in [Citation17].
Results and discussions
Yield and composition of spray-dried skimmed camel milk powders
The yield of skimmed camel milk powder (percentage recovery of total solids) ranged from a minimum of 4.27% to a maximum of 62.15% (See ). The yield is mainly controlled by the interaction among spray drying operating parameters that affect the efficiency of drying. The maximum amount was obtained at a temperature of 180°C, an atomization pressure of 30 psi, and a feed flow rate of 7 Rev/min. This condition also resulted in the maximum outlet temperature recorded (101.67°C). The higher atomization pressure breaks down the milk into fine droplets, and this, when combined with the higher temperature (180°C) and optimal feed flow rate (7 Rev/min), enhances the drying efficiency and as a result, a high yield is recorded. Similar patterns were obtained by other studies for a variety of spray-dried food products. For example, Lin and colleagues demonstrated that increased recovery for infant formula was obtained by operating the spray drying at higher temperature (160°C) and lower feed rate (4 mL/min).[Citation9]
Table 2. Yield and composition of skimmed camel milk powders processed under different spray drying conditions
As presented in , skimmed camel milk powders were produced with total solids content in the range of 92–98% (w/w) in which most frequent values were in the range of 95–97% (w/w) with a moisture contents in the range of 3–5 (% w/w). This would be convenient for storage in commercial storage conditions. These values are in the same range with the findings of others. For example, Murtaza and colleagues reported that the total solids content of skimmed milk powders to be in the range of 96–97% (w/w).[Citation26] The protein and lactose contents of the skimmed milk powders, on the other hand, were in the range of 30–36% (w/w) and 43–54% (w/w) respectively. The variations can mostly be explained by differences in their moisture content. These results are consistent with other findings in the literature. For example, it is reported that skimmed milk powders consisted of lactose in the range of 52–59% and protein 34–39% (w/w).[Citation27] Pugliese and colleagues conducted physicochemical analysis on seven types of commercial skimmed cow milk powders and the test results indicated that, protein and lactose contents were in the range of 33–37% (w/w) and 50–56% (w/w), respectively, in powders with total solids levels of 95.8–98.85% (w/w).[Citation14] Murtaza and colleagues, on the other hand, demonstrated that spray-dried buffalo milk powders consisted 32% (w/w) of proteins.[Citation26]
Physico-chemical properties
The overall browning index calculated from the coordinates of the color space (L*a*b*) revealed that skimmed camel milk powders showed varied intensity of non-enzymatic browning reactions (Maillard reactions). The browning index ranged from 15 to 37 (See ). To simplify the understanding of the effect of processing conditions on browning index, the central design point values (relative mild treatments) were taken as a reference whose values were in the range of 30–32. As can be inferred from , the higher values of browning index (i.e., 32–37) corresponded to either higher inlet or higher outlet temperatures. On the other hand, powders with relative lower browning index values (15–25) were processed under either lower inlet or lower outlet temperatures. These suggest that the browning of skimmed camel milk powders is favored by higher temperatures. As the composition of the milk indicates (See ), it is a mixture of casein micelles (proteins) and lactose which are expected to get involved in different stages of Maillard reactions during processing depending on the temperature and humidity of the system.[Citation24] Thus, the higher values of the browning index should be related to the higher rate of non-enzymatic browning reactions and vice versa.
Table 3. Selected quality indices (insolubility index, whey protein denaturation index, and browning index) of spray-dried skimmed camel milk powders
The percent denaturation also varied with process parameters. It was found to be in the range of 37–71%. Again relatively lower denaturation values were obtained during processing at either lower inlet or outlet temperatures and vice versa (see ). This indicates that the denaturation of whey proteins is mainly associated with processing temperature. Similar conclusions were arrived at by other studies. For example, Schuck and colleagues noted that denaturation of whey proteins during spray drying of cow milk is mainly affected by outlet and inlet temperatures, temperature of the feed, and concentration of the feed.[Citation28] This finding is also in agreement with other studies in that spray drying process by itself could minimize denaturation of proteins (depending on the severity of the treatment) owing to the possibility of the technology to achieve lower outlet temperatures.[Citation8,Citation29]
Regarding the insolubility index, the values were in the range of 0.05–0.3 mL (See ). All the powders could be regarded as very soluble as insolubility index values were all under 0.5 mL.[Citation3] In fact, the development of insolubility is attributed to many complex factors, such as Maillard reaction, denaturation of milk proteins, and isomerization of lactose.[Citation3,Citation24] As can be seen from , powders with relatively lower values of insolubility index (0.05–0.08 mL) were the ones also with either relatively lower values of percent denaturation (e.g., SCMHH, Denaturation = 44%; SCMLHL, Denaturation = 45%) or the ones with relatively lower values of browning index (such as SCMHHH, BI = 15.38; SCHLH, BI = 26.77) all of which support the idea that both Maillard reactions and protein denaturation might have contributed to the loss of solubility of skimmed camel milk powders. The values were comparable with other results reported on commercial skimmed milk powders that exhibited insolubility index of less or equal to 1 mL.[Citation14]
Response surface optimization
Modeling was carried out on the response surfaces using the face-centered central composite design point data sets. The validation of significant parameters and the models were carried out ANOVA statistics and the summary of the values are presented in . The models included in the development of the response surfaces for each response variables are presented as follows.
Table 4. Summary of ANOVA statistics to the response surface models
where, INS is an insolubility index; wpni is whey protein nitrogen index; T is for Temperature, P is for Pressure and F is for Feed flow rate.
Yield of skimmed camel milk powders
As can be seen from , the, yield increased with atomization pressure and inlet temperature curvelinearly. Therefore, at a given feed flow rate, increasing temperature and/or atomization pressure can enhance the drying efficiency of droplets during their flight inside the drying chamber. Increasing temperature increases the drying efficiency through provision of more thermal energy whereas increased atomization pressure acts through its role in reducing the size of droplets and thereby increasing the surface area to volume ratio through which evaporation of water takes place. However, these direct relations do not proceed indefinitely. There appear maxima beyond which inverse relations start. This is because, too high values would start to induce other counteracting processes whose overall effect would decrease the yield. For example, too much atomization pressure, would result in increased velocity of the droplet particles that would let them either impact the wall of the drying chamber or would render them less residence time inside the chamber both of which reduce the yield to a great extent. As expected, the feed rate showed an inverse relation with yield (See ) which is due to the reduction in drying efficiency as more feed is pumped into the system in a rate greater than the thermal efficiency would evaporate water from the droplets’ surface. This result is supported by other studies. For example, Lin and colleagues demonstrated that increased recovery of total solids for infant formula was obtained by operating the spray drying at higher temperature (160°C) and lower feed rate (4 mL/min).[Citation9]
Insolubility of skimmed camel milk powders
As depicted in , the response surfaces of insolubility index demonstrated that the insolubility index of skimmed camel milk powders increase with temperature at relatively lower feed rates (i.e., those lesser than the central design point) and decrease with temperature at higher feed rates (i.e., those greater than the central design point). This could be explained in terms of those conditions that favor/do not favor processes such as sticking, denaturation, and Maillard reactions that would directly affect the insolubility of the powders. At lower feed rates, increasing temperature could favor denaturation of proteins and formation of Maillard products both of which can increase the insolubility of the powders. At higher feed rates, however, the deteriorative effect of temperature and atomization pressure (on solubility) can be counter balanced by the increased volume of the material to be dried leading to decreased outlet temperature and hence decreased insolubility. Similarly, increasing atomization pressure would favor those physical processes as non-enzymatic browning and crust formation by providing a greater surface area to volume ratio for them to take place rapidly. These would in turn increase the insolubility of the powders. Similar results were reported by other studies. For example, for buffalo milk, the insolubility index was found to rise with inlet temperature.[Citation26] Pugleise and colleagues on the other hand showed that temperature was the most important factor controlling the insolubility index of skimmed milk powders.[Citation14]
Denaturation of whey proteins of skimmed camel milk powders
Camel milk is demonstrated to exhibit medicinal (health) benefits. Mostly, these benefits are associated with the availability of health-promoting protective proteins (such as immunoglobulins, lactoferins and serum albumin proteins) all of which are found in the whey portion of the milk. Studies demonstrated that these protective proteins lose their health-promoting abilities almost entirely through denaturation process. Thus, monitoring the denaturation of whey proteins should stand out as one of the objectives of optimization of the spray drying process to ensure the maintenance of the inherent nutritional properties of camel milk. As indicated in , the whey protein denaturation increased with temperature. The positive coefficient in the quadratic model supports this observation. This could be as a result of the effect of inlet temperature on regulating the outlet temperature. Increasing inlet temperature could cause the outlet temperature to rise above the denaturation temperature of whey proteins (>65–75°C).[Citation28] Similar observations were made by other studies[Citation12,Citation13,Citation30] demonstrated that increasing inlet temperature resulted in increased denaturation of whey proteins in skimmed cow milk powders. However, this relation is parabolic in nature and showed an inverse relation at the start. The reason might be that at lower inlet temperatures, the outlet temperature might be below the denaturation point of whey proteins.
Regarding the effect of atomization pressure on the whey protein denaturation, it was found that increasing atomization pressure decreases whey protein denaturation. This might be explained through the effect of atomization pressure in controlling the rate of moisture transfer to the surface of the droplet. As atomization pressure increases, droplets of smaller size will be produced through which the rate of moisture transfer would be higher, leading to a lower accumulation of thermal energy inside the droplet. This in turn would avoid an increase in temperature inside the core of the powder particle that otherwise could have denatured the whey proteins.[Citation28] Alternatively, it could also be through its effect in controlling the residence time of particles inside the drying chamber. Higher atomization pressure might induce lower residence time and hence lesser contact between whey proteins and the heating medium. However, more detailed experiments need to be carried out to unravel the mechanism of whey proteins denaturation during spray drying of skimmed camel milk to support these hypotheses.
Optimization of the spray drying
In order to optimize the spray drying of skimmed camel milk powder, a desirability function approach together with the response surface methodology was applied. The goals set include – maximizing the yield, minimizing the insolubility index, and minimizing the denaturation of camel milk whey proteins.
In the approach of desirability function, first, the desirability function of each objective is calculated and the result was projected into a scale from 0 to 1, 0 being the least desirable and 1 the most desirable. Then, the overall desirability was obtained by calculating the geometric mean of the individual desirability values. As shown in , the overall desirability function is maximized to arrive at the optimized solution. The overall desirability of 0.91 achieved is an indication of the good performance of this method to our models. Consequently, the optimal solution with inlet temperature of 167°C, atomization pressure of 30 psi, and Feed rate of 5 Rev/min were obtained, and as a result, it was possible to recover 61% of the total solids of the milk without affecting the desired quality properties of the final powders (i.e., insolubility index of 0.1 mL and denaturation of 39%). The final moisture content of the powder processed under the optimal condition was 3.5% (w/w), thus improving its shelf-life during storage. Similar results were obtained during spray drying of infant formula in which the predicted and observed optimal yield levels were in the range of 50–58%.[Citation9] To validate these results, a separate spray drying experiment was conducted at the predicted spray drying conditions and all the respective response variables were measured. The good agreement between the model estimates and the experimental results shows that response surface methodology together with the desirability function could predict the spray drying of skimmed camel milk powders to a good extent.
Table 5. Optimization and validation results for spray drying of skimmed camel milk powder
Scanning electron microscopy (SEM)
As can be seen from , skimmed camel milk powder particles are observed to take spherical shapes of different size distributions even when processed at a lower temperature (140°C). This is in contrast to cow milk processed at similar processing temperature whereby it showed increased collapse in the microstructure of particles (See ). The difference might be attributed to their difference in the composition of the milks. It is illustrated in the literature that the casein micelles of camel milk have subtle but important difference with bovine milk. This difference might be the reason for varied size and size distribution of the milk droplets during atomization, which in turn, might lead to change in the microstructure of the dried particles. However, a more detailed investigation has to be carried out on the mechanism of droplet formation in camel milk to support this argument.
Conclusion
Insolubility index and denaturation of whey proteins of skimmed milk powders were found to increase with inlet and outlet temperatures. The role of atomization pressure in controlling the rate of moisture transfer from inside of the droplet to the surface, and hence, the rate of change in temperature inside the droplet, was found to be of paramount importance in determining the denaturation of whey proteins of skimmed camel milk. Response surface methodology was used to successfully model the relationship between spray drying parameters and response variables during spray drying of skimmed camel milk. The optimization results demonstrated that it would be possible to recover 61% of total solids of skimmed camel milk. At the optimum point, the insolubility index was 0.1 mL and the possible minimum percentage denaturation was 39% and the final moisture content was 3.5% (w/w) that makes the powder safe for extended period of storage. This implies that it would be possible to minimize the loss of nutritional values and medicinal properties of camel milk by fine tuning the spray drying operating parameters that would minimize denaturation of whey proteins of skimmed camel milk. Furthermore, the SEM images of skimmed milk powders revealed that camel milk powders processed at lower inlet temperature (140°C) exhibited a more spherical shape than their cow milk powder counterparts. Thus, by spray drying, it would be possible to produce skimmed camel milk powder of nutritional importance. This would give the opportunity to improve the commercialization of camel milk.
Acknowledgments
The authors wish to acknowledge the European Commission, which is the sponsor of the METEGA project through its Education, Audio-visual and Culture Executive Agency (EACEA) as well as Wolkite University and Southern Region Soil Laboratory of Ethiopia, Wolkite branch, for their provision of chemicals and availing all the equipment and machineries used in this research. There is no conflict of interest to declare.
References
- Patel, H. A.; Anema, S. G.; Holroyd, S. E.; Singh, H.; Creamer, L. K. Methods to Determine Denaturation and Aggregation of Proteins In\nlow-, Medium- and High-heat Skim Milk Powders. Lait. 2007, 87, 251–268. DOI: https://doi.org/10.1051/lait:2007027.
- Shrestha, A. K.; Howes, T.; Adhikari, B. P.; Bhandari, B. R. Spray Drying of Skim Milk Mixed with Milk Permeate: Effect on Drying Behavior, Physicochemical Properties, and Storage Stability of Powder. Dry. Technol. 2008, 26, 239–247. DOI: https://doi.org/10.1080/07373930701831663.
- Sikand, V.; Tong, P. S.; Vink, S.; Roy, S. Physicochemical Properties of Skim Milk Powders Prepared with the Addition of Mineral Chelators. J. Dairy Sci. 2016, 99, 4146–4153. DOI: https://doi.org/10.3168/jds.2015-10243.
- Li-Chan, E.; Kummer, A.; Losso, J. N.; Kitts, D. D.; Nakai, S. Stability of Bovine Immunoglobulins to Thermal Treatment and Processing. Food Res. Int. 1995, 28, 9–16. DOI: https://doi.org/10.1016/0963-9969(95)93325-O.
- El Agamy, E. I.; Ruppanner, R.; Ismail, A.; Champagne, C. P.; Assaf, R. Antibacterial and Antiviral Activity of Camel Milk Protective Proteins. J. Dairy Res. 1992, 59, 169–175. DOI: https://doi.org/10.1017/S0022029900030417.
- Haque, M. A.; Adhikari, B. Proteins in Spray Drying Process. Handb. Ind. Drying 2015, 971–983.
- Sliwinski, E. L.; Lavrijsen, B. W. M.; Vollenbroek, J. M.; Van Der Stege, H. J.; Van Boekel, M. A. J. S.; Wouters, J. T. M. Effects of Spray Drying on Physicochemical Properties of Milk Protein-stabilised Emulsions. Colloids Surf. B Biointerfaces. 2003, 31, 219–229. DOI: https://doi.org/10.1016/S0927-7765(03)00142-5.
- Schuck, P.;. Chapter 9 - Effects of Drying on Milk Proteins. In Milk Proteins. INRA, UMR 1253, STLO, Second Edi ed. Elsevier Inc: Rennes, France, 2014. DOI: https://doi.org/10.1016/B978-0-12-374039-7.00009-X.
- Lin, Y.; Liu, Y.; Wang, L.; Xie, Y.; Gao, Z.; Wang, S. Optimization of Drying Conditions and Components to Reduce Wall Sticking during Spray Drying of Infant Formula Milk. Int. J. Agric. Biol. Eng. 2018, 11, 214–218. DOI: https://doi.org/10.25165/j.ijabe.20181102.2788.
- Desrosiers, T.; Savoie, L.; Bergeron, G.; Parent, G. Estimation of Lysine Damage in Heated Whey Proteins by Furosine Determinations in Conjunction with the Digestion Cell Technique. J. Agric. Food Chem. 1989, 37(5), 1385–1391. DOI: https://doi.org/10.1021/jf00089a039.
- Zhang, L.; Boeren, S.; Smits, M.; Van Hooijdonk, T.; Vervoort, J.; Hettinga, K. Proteomic Study on the Stability of Proteins in Bovine, Camel, and Caprine Milk Sera after Processing. Food Res. Int. 2016, 82, 104–111. DOI: https://doi.org/10.1016/j.foodres.2016.01.023.
- Jaskulski, M.; Atuonwu, J. C.; Tran, T. T. H.; Stapley, A. G. F.; Tsotsas, E. Predictive CFD Modeling of Whey Protein Denaturation in Skim Milk Spray Drying Powder Production. Adv. Powder Technol. 2017, 28, 3140–3147. DOI: https://doi.org/10.1016/j.apt.2017.09.026.
- Anandharamakrishnan, C.; Rielly, C. D.; Stapley, A. G. F. Effects of Process Variables on the Denaturation of Whey Proteins during Spray Drying. Dry. Technol. 2007, 25, 799–807. DOI: https://doi.org/10.1080/07373930701370175.
- Pugliese, A.; Cabassi, G.; Chiavaro, E.; Paciulli, M.; Carini, E.; Mucchetti, G. Physical Characterization of Whole and Skim Dried Milk Powders. J. Food Sci. Technol. 2017, 54, 3433–3442. DOI: https://doi.org/10.1007/s13197-017-2795-1.
- Habtegebriel, H.; Wawire, M.; Sila, D. The Effect of Pretreatment (Spray Drying) on the Yield and Selected Nutritional Components of Whole Camel Milk Powder. J. Food Sci. 2018a, 83, 2983–2991. DOI: https://doi.org/10.1111/1750-3841.14361.
- Zouari, A.; Perrone, Í. T.; Schuck, P.; Gaucheron, F.; Dolivet, A.; Attia, H.; Ayadi, M. A. Effect of Outlet Drying Temperature and Milk Fat Content on the Physicochemical Characteristics of Spray-dried Camel Milk Powder. Dry. Technol. 2018, 1–10. DOI: https://doi.org/10.1080/07373937.2018.1526189.
- Habtegebriel, H.; Edward, D.; Wawire, M.; Sila, D.; Seifu, E. Effect of Operating Parameters on the Surface and Physico-chemical Properties of Spray-dried Camel Milkpowders. Food Bioprod. Process. 2018b, 112, 137–149. DOI: https://doi.org/10.1016/j.fbp.2018.09.010.
- Sulieman, A. M. E.; Elamin, O. M.; Elkhalifa, E. A.; Laleye, L. Comparison of Physicochemical Properties of Spray-dried Camel’s Milk and Cow’s Milk Powder. Int. J. Food Sci. Nutr. Eng. 2014, 4, 15–19. DOI: https://doi.org/10.5923/j.food.20140401.03.
- Farah, Z.; Rüegg, M. The Creaming Properties and Size Distribution of Fat Globules in Camel Milk. J. Dairy Sci. 1991, 74, 2901–2904. DOI: https://doi.org/10.3168/jds.S0022-0302(91)78472-5.
- AOAC. Official Methods of Analysis of AOAC International, 17th ed. Association of Official Analytical Chemists: Maryland, USA, 2000; Vol. 2.
- Parris, N.; Baginski, M. A. A Rapid Method for the Determination of Whey Protein Denaturation. J. Dairy Sci. 1991, 74, 58–64. DOI: https://doi.org/10.3168/jds.S0022-0302(91)78143-5.
- Caprita, R.; Caprita, A.; Cretescu, I. Determination of Lactose Concentration in Milk Serum by Refractometry and Polarimetry. Anim. Sci. Biotechnol. 2014, 47, 158–161.
- Niro, G. E. A.; No, M. A 3 A-Insolubility Index GEA Niro Method No. A 3 A 5–7, 2006.
- Stǎnciuc, N.; Râpeanu, G.; Stanciu, S. Quantitative Evaluation of Colour Development in Milk Model Systems during Heat Treatment: A Kinetic Study. Rom. Biotechnol. Lett. 2010, 15, 5331–5341.
- Ferrer, E.; Alegría, A.; Farré, R.; Clemente, G.; Calvo, C. Fluorescence, Browning Index, and Color in Infant Formulas during Storage. J. Agric. Food Chem. 2005, 53, 4911–4917. DOI: https://doi.org/10.1021/jf0403585.
- Murtaza, M. A.; Huma, N.; Mustafa, I.; Nawaz, H.; Murtaza, M. S.; Ullah, M. I. Composition and Microstructure of Buffalo Skim Milk Powder as Influenced by Concentration and Drying Temperatures. Pak. J. Zool. 2015, 47, 1157–1161.
- Nijdam, J. J.; Langrish, T. A. G. The Effect of Surface Composition on the Functional Properties of Milk Powders. J. Food Eng. 2006, 77, 919–925. DOI: https://doi.org/10.1016/j.jfoodeng.2005.08.020.
- Schuck, P.; Le Floch-fouere, C.; Jeantet, R. Changes in Functional Properties of Milk Protein Powders: Effects of Vacuum Concentration and Drying. Dry. Technol. 2013, 31, 1578–1591. DOI: https://doi.org/10.1080/07373937.2013.816316.
- Schuck, P.;. Spray Drying of Dairy Products: State of the Art Laboratoire. Brazilian J. Chem. Eng. 2002, 19, 397–402. DOI: https://doi.org/10.1051/lait.
- Delaney, R. A. M.; Donnelly, J. K.; O’Sullivan, A. C. Manufacture of Undenatured Whey Protein Concentrates by Ultrafiltration and Spray Drying: 1. Low-Protein Powders. IRISH J. Agric. Res. 1972, 11, 181–192.