
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Bone drilling and implantation are important in orthopaedic surgery, dentistry and also fracture treatment. In many cases, due to the rise in temperature during bone drilling (higher than 47 °C) and low conductivity of bone, thermal necrosis occurs. There is also risk of drill fracture due to the excessive thrust force. Despite many studies on the effect of different parameters on bone drilling temperature and force, there is still no clarity about the influence of the tool rotational speed and feed rate on the temperature and force responses. The aim of this study was to test and optimise the conditions in high-speed bone drilling, process force and temperature simultaneously. The results demonstrated that high-speed drilling is a suitable method for decreasing process temperature and force, and the rotational speed, feed rate and tool diameter were the most important factors in the high-speed bone drilling processes. Using a statistical method to model and optimise the process, a second-order model was developed to predict the behaviour of process temperature and thrust force in high-speed drilling. The optimised values were a rotational speed of 11778 rpm, feed rate of 50 mm/min and tool diameter of 2 mm, where the process force and temperature were 15.85 N and 33.4 °C, respectively. Therefore, in high-speed bone drilling, the process thrust force and temperature decline, and the low effect of feed rate on temperature enables an increase in the speed of operation in robotic surgery.
Introduction
Bone drilling is an important part of orthopaedic surgery and is mostly used for the treatment of fractures by internal fixation and also implantation in dentistry. During the process, there is a continuous contact between the drill bit and bone. Owing to the low thermal conductivity of fresh cortical bone (approximately 0.38–2.3 J/msK) and high contact time, the temperature of the drilling zone increases [Citation1]. Unwanted increase in temperature changes the state of bone alkaline phosphatase, which causes a phenomenon called thermal osteonecrosis and cell death. When the material stiffness decreases, causing the fitting screws to wobble in the bone, consequently the dormancy period increases [Citation2, Citation3]. Thermal damage is directly related to the temperature and exposure time, occurring in a wide range of temperature (44 °C–100 °C), e.g. 1 min at 47 °C [Citation4]. Depending on the temperature exposure time, the probability of necrosis increases, and when the temperature is as high as 70 °C, thermal necrosis occurs immediately [Citation5]. Also, excessive thrust force of drilling causes micro cracks in the bone, which extends the bone recovery time [Citation6]. In other words, thrust force is directly related to temperature increase in cortical bone during surgery. Thus, temperature and force control is critical and plays a significant role in the success of many orthopaedic surgeries [Citation7, Citation8].
In recent years, researchers have been studying the effect of rotational speed, feed rate and drill bit diameter on bone drilling process force and temperature. Hillery and Shuaib [Citation1] argued that with speed increase from 400 rpm to 2000 rpm and a drill diameter of 2.3 mm, drilling temperature would be reduced. Alam et al. [Citation9] found that ultrasonically assisted drilling prevents the death of bone cells, and growing rotational speed and feed rate increase bone temperature. Tahmasbi et al. [Citation10, Citation11] used Sobol sensitivity analysis and response surface methodology, and obtained a second-order regression equation for conventional bone drilling and found that the process temperature rises by increasing the rotational speed from 500 to 2500 rpm for different tool diameters. Lee et al. [Citation12] studied the effect of feed rate and rotational speed in the bone drilling process. They concluded that the maximum temperature rose when the rotational speed increased. Abouzgia and James [Citation13] reported that, in experimental high-speed drilling (49,000 rpm) at a force range of 1.5 to 9 N without cooling, the temperature increased with force, up to about 4.0 N, and then decreased at forces greater than that because of a decrease in drilling time. Reingewirtz et al. [Citation14] reported on the high-speed drilling of bovine bone. They stated that from the speeds of 400 to 7000 rpm there is a direct relationship between the rotational speed and temperature, and a reverse relationship exists in the range of 7000 to 24,000 rpm, and it is almost constant from 24,000 to 40,000 rpm. Shakouri et al. [Citation15] reported that in high-speed drilling, by increasing the rotational speed up to 18,000 rpm, the minimum temperature of the process first decreases and then increases. Also, Boyne [Citation16] and Moss [Citation17] studied high-speed machining, and found that the effect of thermal necrosis at high speeds is lower than its effect at low speeds. In another study, Udiljak et al. [Citation18] stated that the rotational speed of the tool had no influence on drilling force, and therefore, it was not an effective parameter. Karaca et al. [Citation19] in a laboratory study on bovine tibia, revealed that the process temperature increases with increasing rotational speed and drilling force and with decreasing feed rate. Iyer et al. [Citation20] studied the effect of rotational speed on rabbit tibia drilling temperature and measured heat production by increasing rotational speed between 2000 and 4,00,000 rpm and observed inverse relationship between drill rotational speed and heat production. Heydari et al. [Citation21] found that higher temperature is obtained at a low feed rate because of high contact time between the drill bit and the bone and the increased amount of friction. Boyadjiev et al. [Citation22] studied bone drilling by a robotic system and concentrated on thrust force deviation during the drilling process and designed drill bit that could detect the far cortex wall from inside in order to automatically stop drilling. In addition, Augustin et al. [Citation23] studying pig bone, found that a higher tool diameter increases the contact between the bone and drill, and causes high friction between the drill and bone and consequently increases the temperature of the process. Pandey and Panda [Citation6, Citation24, Citation25] used Taguchi approach and computed the optimal process force and temperature as a function of feed rate and rotational speed, but did not consider the interaction between the parameters. Furthermore, Boyadjiev et al. [Citation26, Citation27] designed an experimental set-up and identified that automatic bone drilling can solve the high-temperature problem which arises during manual drilling.
Although extensive research has been done so far on bone drilling, few studies have used an appropriate experimental design to consider the interactions between the parameters in the overall perspective of drilling temperature and force as a function of rotational speed and feed rate. There is growing need for research in this field, optimisation and simulation of the drilling process due to its expanding application in orthopaedic surgery and dentistry. In this study, the experimental bone-drilling process was explored based on the principles of design and analysis of experiments as well as using precise equipment. Furthermore, for the first-time, statistical response surface methodology (RSM) was used in high-speed bone drilling in order to simultaneously optimise the temperature and force during high-speed bone drilling, and to investigate the effect of input parameters of rotational speed, feed rate, tool diameters, and the interactions between them. Ultimately, a second-order linear regression equation of temperature and force in high-speed bone drilling was modelled so that surgeons could predict the behaviour of temperature and force before an operation and set its parameters within to the allowable range.
Materials and methods
In engineering problem analysis, especially in experiments or numerical simulations that are affected by several input variables, using statistical methods helps to achieve accurate modelling, analysis, and optimisation of the process. The response surface method is one of the best statistical methods used to explain the accuracy of an experiment, the interaction graph presentation of the input variables, the optimisation of the process. Furthermore, this method is able to present a second-order regression equation between the input and output parameters [Citation28]. Considering the main effect of the factors and effective interactions, the general form of the equation is presented in Equationequation (1)(1)
(1) [Citation29]:
(1)
(1)
where β is the regression coefficient matrix, xi is the experiment input factor, xi2 is the square of the experiment input factor, and xixj are the second-order interactions of the inputs. This model can prognosticate the relation between the inputs and outputs and represent the relationship as a second-order linear integration equation.
Experimental setup
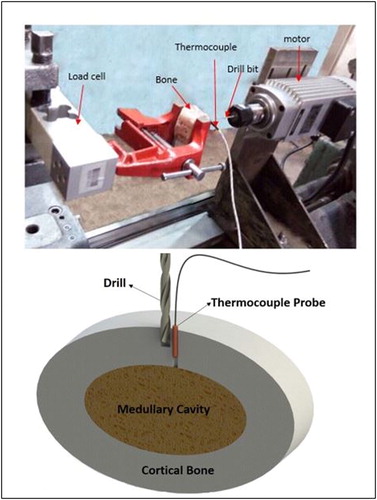
In this study, the rotational speed of the tool (V), feed rate (f) and tool diameter (D) are considered as input parameters of the high-speed bone drilling process. The process temperature (T) and thrust force (F) are considered as output parameters. As shown in , two-year fresh bovine bone with a length of approximately 120 mm, and a thickness of the cortical zone of 8–10 mm, was used for experimental samples. Also, to increase the accuracy fresh bone was taken from a just (less than two hours) slaughtered cow. In order to facilitate experiments, two ends of the bone were discarded and the bone was sliced to segments with a length of 15–20 mm.
Figure 1. Slice parts of the fresh bovine femur bone.

Many researchers have used this type of bone for their experiments because it is known that the physical and mechanical properties of bovine cortical bone are almost similar to human bone [Citation29–31]. proves this similarity. Sample bones were frozen and placed in ambient temperature for 2 h before the experiment. This procedure allows the mechanical and thermo-physical properties of bone tissue to be maintained, and as a result, experiments to be carried out in conditions similar to surgery.
Table 1. Properties of fresh bovine cortical bone and fresh human cortical bone (reused with permission from [Citation34]).
The drill bits used in the experiments were made of high-speed steel (HSS). In order to eliminate the effect of tool wear, it was replaced and a new drill bit was used for each experiment [Citation32]. To measure the temperature during the drilling process, a k-type thermocouple was used in a depth of 3 mm and a 0.5-mm distance from the hole (). A high-speed induction motor (model Arel TIP: ARFM 1Y-M3) with a maximum rotational speed of 18,000 rpm was used to provide an extensive range of cutting speeds. The motor was clamped to the bed of a lathe machine with proper fixtures and was able to rotate at desirable cutting speeds. A load cell (model Zemic L6E3) with the capacity of 500 N and resolution of 0.01 was used to measure the thrust force (the force hindering the penetration of the drill into the bone tissue).
Figure 2. Experimental set-up and thermocouple position in high-speed bone drilling.
Rotational speed, feed rate and tool diameter were considered as input parameters. In , the input variables and their variations are listed based on five coded units for high-speed processes. Central Composite Design (CCD) was employed to develop the model. To avoid unexpected errors, the experiments were performed randomly [Citation33].
Table 2. Coded units of input variables in the high-speed bone drilling process.
Results and discussion
High-speed bone drilling
In this research, a rotational speed of 10,000 rpm was considered as high-speed drilling, in which the behaviour of temperature and force of drilling are changed. The output values of force and temperature measured from 20 experiments are listed in .
Table 3. Input variables and results of thrust force and temperature measurement in high-speed bone drilling.
and present the results from the analysis of variance (ANOVA) of temperature and force in high-speed bone drilling. Also the 95% confidence interval in precise engineering experimentation and a P-value of less than 0.05 were considered to indicate the effectiveness of different model terms. Hence, in the temperature and force analysis, the regression equation of the experimental results is a second-order linear type, which is obtained by considering the least amount of total squared error. The regression equation governing the temperature and force of the process of high-speed drilling is as follows:
(2)
(2)
(3)
(3)
Table 4. ANOVA of process temperature based on effective parameters in the high-speed bone drilling process.
Table 5. ANOVA of process force based on effective parameters in the high-speed bone drilling process.
R-squared () is a statistical diagnostic indicatos used to evaluate the modelling goodness of fit. In this model, by considering the values for temperature, R2 = 97.80%, R2 (pred) = 91.23% and R2 (adj) = 96.20%; for the values for force, R2 = 97.63%, R2 (pred) = 93.21% and R2 (adj) = 96.24%. Also, according to , the model’s value distribution shows its high accuracy and represents that the model is acceptable.
Figure 3. Residual distribution versus fitted value: temperature (a) and force (b).
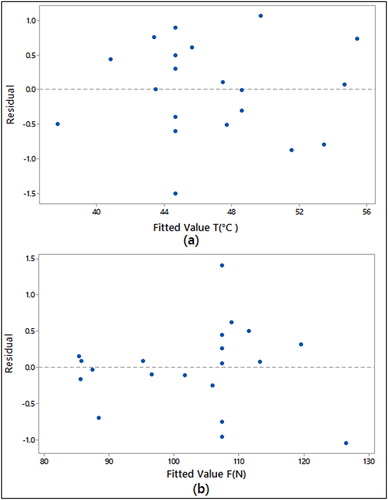
Prediction error sum of squares (PRESS) is a measure of how well the model will predict new data. The minimum value of PRESS temperature according to the second-order linear model is 1.97 °C and force is 1.58 N. A small value of PRESS is desirable and indicates that the model is likely to be a reliable predictor.
Based on these data, we explored the effect of rotational speed, feed rate and tool diameter on process temperature and constructed a diagram of the interaction of feed rate and rotational speed for different tool diameter. In the design of experiments, in addition to the main factors, we included the effect of the interactions, since the main factors, on their own, are not able to comprehensively explain the observed effects. and show the behaviour of the temperature and force in high-speed bone drilling by considering different values of input parameters with different tool diameter using the RSM method. These diagrams illustrated how the temperature and force of drilling varied for different values of the input parameters.
Figure 4. Interaction diagrams of feed rate and rotational speed effect on temperature for different tool diameters in high-speed bone drilling.
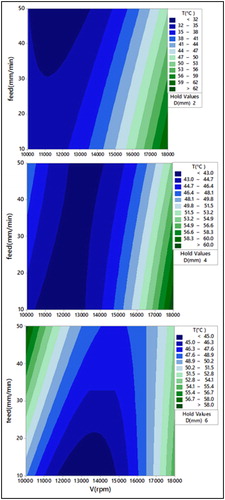
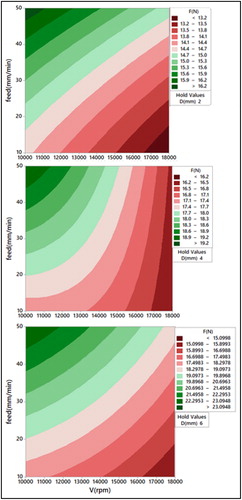
Figure 5. Interaction diagrams of feed rate and rotational speed effect on the force for different tool diameters in high-speed bone drilling.
Analysis and investigation of the effect of input variables on high-speed bone drilling temperature
The interaction quadratic surface plot in shows the second-order plot with the optimum point of temperature. In high-speed bone drilling, due to the increase in the rotational speed, the tiny chips are in the form of a coarse powder, which causes the temperature to decline. As the rotational speed of drilling increases further, despite the constant and insignificant value of the force, the friction between the drill and the wall of the hole increases and the process temperature increase; for instance, at 18,000 rpm, thermal necrosis occurs immediately. Also, in this process, the temperature of the bone has an insignificant fall with increasing feed rate. High-speed exiting of the chips because of the high rotational speed of drill causes the feed rate to have little influence on the temperature. Therefore, there is not any limitation on the raising of feed rate.
Figure 6. Effect of input values, rotational speed (a), feed rate (b) and tool diameter (c), on the temperature in high-speed bone drilling.
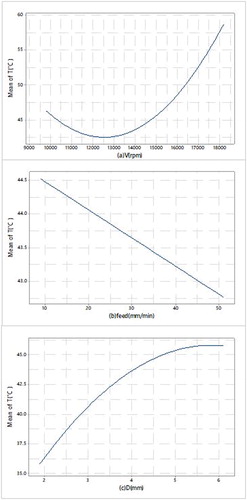
Nevertheless, it is imperative to reduce the time of surgery. Therefore, it is recommended to use high feed rates during this process. However, by raising the drill diameter, as the contact surface between the drill and the bone increases, the amount of friction and temperature values of the process will increase. Therefore, choosing a small tool diameter in operation will reduce the risk of thermal necrosis and will improve the patient’s recovery after surgery.
Analysis and investigation of the effect of input variables on high-speed bone drilling force
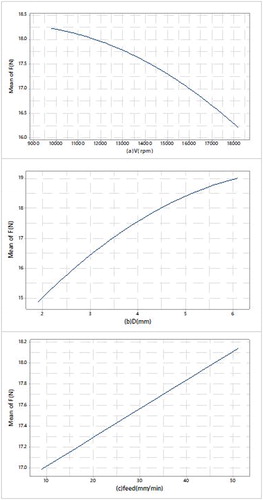
As shown in , the drill force in high-speed drilling is remarkably lower than that of conventional drilling. It is due to the considerable decrease in the chip size and its enhanced exit speed. This drop of force in high-speed drilling prevents the drill from causing fracture and helps the surgeon during the process. Also, increasing the drill bit diameter causes a rise in the contact surface between the drill and the bone and also deforms the chip thickness and therefore a higher force is needed for the drilling process. Thus, using a high diameter drill not only increases the drilling force but also extends the drilling time, which is why micro drilling is recommended in this process when possible. As the feed rate increases, the drill force is slightly increased, but this increase is negligible. In orthopaedic surgery, the speed of the surgery is very essential, so the operation time should be shortened as much as possible. Therefore, in high-speed drilling, the feed rate can be raised in order to reduce the surgery time.
Figure 7. Effect of input values, rotational speed (a), tool diameter (b) and feed rate (c), on the temperature in high-speed bone drilling.
Optimisation of the force and temperature in high-speed bone drilling
shows the optimal state of the input parameters using the RSM method and the experimental results. The optimum state of the process was reached when the rotational speed, feed rate and tool diameter are 11,778 rpm, 50 mm/min and 2 mm, respectively. Therefore, it can be implied that high-speed bone drilling is preferred to conventional drilling due to low thermal damage and thrust force. illustrates the allowed range of parameters of the process, obtained from the optimisation of temperature and force in high-speed drilling (white area). For example, for a tool diameter of 6 mm and feed rate of 25 mm/min, the optimal rotational speed is about 12000-16,000 rpm. This can assist in achieving a better bone drilling process by giving suggestions for the selection of process parameters that will keep the temperature below its critical value, and thus, will reduce the chance of necrosis.
Figure 8. Allowable range of variable parameters for different tool diameter in high-speed bone drilling.
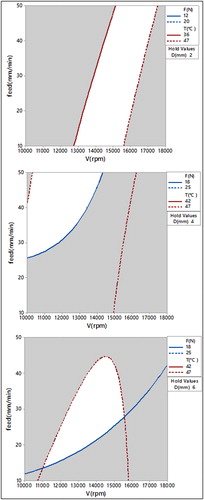
Table 6. Process optimisation to achieve minimum temperature and force in high-speed bone drilling.
Comparison between conventional and high-speed bone drilling
Next, we compared conventional and high-speed bone drilling. illustrates the thrust force and temperature in conventional bone drilling reported by different researchers [Citation7, Citation10, Citation11, Citation29]. As shown in , the drill force in high-speed drilling is impressively lower than that in conventional drilling. As shown in this study, with increasing the rotational speed, the chip size considerably decreases and the exit condition of the chips improves, causing the force value to decrease. This reduction could be attributed to the shape of the chips. In high-speed drilling, it is like powder, which facilitates the speed of chip exit in comparison to the conventional process, where the chips are shaped like helices. Therefore, this drop of force in high-speed drilling prevents the drill from fracture and helps the surgeon during the process.
Figure 9. Comparison of thrust force and temperature in conventional (a) and high-speed (b) bone drilling process at feed rate of 30 mm/min and tool diameter of 3 mm.
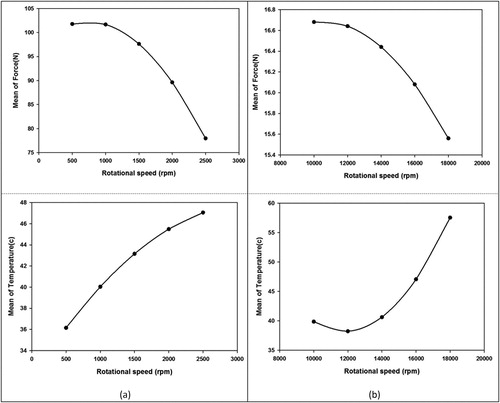
In addition, in high-speed drilling (around 12,000 rpm), due to the enhanced exit speed of the chip and the reduction of friction, the temperature of the process decreases. Further on, with increasing friction, the temperature of the process increases again. By comparing the state of the two methods, it can be observed that the high-speed mode is associated with remarkably lower force and temperature than conventional drilling.
Limitations
In this study the optimum values of the process parameters in compliance with the examined parameters identified in bovine bone, i.e. rotational speed of 11,778 rpm, feed rate of 50 mm/min and tool diameter of 2 mm, may deviate from the ones actually required in orthopaedic surgery in vivo. For example, in practice, orthopaedic surgeries often require a drill diameter larger than the optimal one (2 mm) found here. The feed rate of 50 mm/min, which was optimal in our experiments, would correspond to drilling time duration of about 3–5 min, which may often be longer than the average in orthopaedic practice. Also according to (white area of this figure), different sets of the parameters e.g. different tool diameter and their associated force and temperature are presented and the surgeon can tune up the process according to the tool diameter. As some authors recommend, to minimise and avoid the negative effects of the drilling time, it can be decreased by automatic drilling by robot assisting systems to control the thrust force by software [Citation11, Citation22, Citation26]. Despite the limitations, the results obtained in this study could serve as a starting reference point in guiding the choice of optimal drilling parameters in orthopaedic surgery.
Conclusions
In this study, the effect of rotational speed, feed rate and drill diameter on process temperature and force in high-speed bone drilling was investigated. For the first time, to our knowledge, the second-order linear regression equation of temperature and force according to the input parameter in high-speed bone drilling was obtained. By optimisation, the optimum values of force and temperature were obtained at rotational speed of 11,778 rpm, the feed rate of 50 mm/min and a tool diameter of 2 mm, which are 15.85 N and 33.4 °C, respectively. In addition, the allowable range of input parameters (rotational speed, feed rate and tool diameter) obtained from the optimisation of temperature and force in high-speed drilling is illustrated. In high-speed drilling due to the high exit velocity of the chip, the feed rate does not have much effect on temperature and the force value is almost constant. In high-speed drilling (around 12,000 rpm), due to the enhanced exit speed of the chip and the reduction of friction, the temperature of the process decreases. Further on, with increasing friction, the temperature of the process increases again. By increasing the drill diameter in high-speed drilling, the deformed chip thickness increases and the drilling force and process temperature grow. Therefore, we recommend the choice of low tool diameter or micro drilling. The reported findings can help to improve the bone drilling process and can be considered as a recommendation for surgeons to select suitable process parameters that would result in less increase in temperature and force. Hence, the chance of necrosis would decrease.
Disclosure statement
The authors declare that there is no conflict of interest.
Correction Statement
This article has been republished with minor changes. These changes do not impact the academic content of the article.
Related Research Data
References
- Hillery MT, Shuaib I. Temperature effects in the drilling of human and bovine bone. J Mater Process Technol. 1999;92:302–308.
- Sui J, Sugita N, Ishii K, et al. Mechanistic modeling of bone-drilling process with experimental validation. J Mater Process Technol. 2014;214(4):1018–1026.
- Bachus KN, Rondina MT, Hutchinson DT. The effects of drilling force on cortical temperatures and their duration: an in vitro study. Med Eng Phys. 2000;22(10):685–691.
- Eriksson R, Albrektsson T. The effect of heat on bone regeneration: an experimental study in the rabbit using the bone growth chamber. J Oral Maxillofac Surg. 1984;42(11):705–711.
- Moritz AR, Henriques F, Jr. Studies of thermal injury: II. Am J Pathol. 1947;23(5):695.
- Pandey RK, Panda SS. Optimization of multiple quality characteristics in bone drilling using grey relational analysis. J Orthop. 2015;12(1):39–45.
- Bogovič V, Svete A, Rupnik K, et al. Experimental analysis of the temperature rise during the simulation of an implant drilling process using experimental designs. Measurement 2015;63:221–231.
- Lundskog J. Heat and bone tissue. An experimental investigation of the thermal properties of bone and threshold levels for thermal injury. Scand J Plast Reconstr Surg. 1972;9:72–74.
- Alam K, Mitrofanov A, Silberschmidt VV. Experimental investigations of forces and torque in conventional and ultrasonically-assisted drilling of cortical bone. Med Eng Phys. 2011;33(2):234–239.
- Tahmasbi V, Ghoreishi M, Zolfaghari M. Sensitivity analysis of temperature and force in robotic bone drilling process using Sobol statistical method. Biotechnol Biotechnol Equip. 2018;32(1):130–141.
- Tahmasbi V, Ghoreishi M, Zolfaghari M. Investigation, sensitivity analysis, and multi-objective optimization of effective parameters on temperature and force in robotic drilling cortical bone. Proc Inst Mech Eng H. 2017;231(11):1012–1024.
- Lee J, Gozen BA, Ozdoganlar OB. Modeling and experimentation of bone drilling forces. J Biomech. 2012;45(6):1076–1083.
- Abouzgia MB, James DF. Temperature rise during drilling through bone. Int J Oral Maxillofac Implant. 1997;12(3):342–353.
- Reingewirtz Y, Szmukler‐Moncler S, Senger B. Influence of different parameters on bone heating and drilling time in implantology. Clin Oral Implants Res. 1997;8(3):189–197.
- Shakouri E, Sadeghi M, Maerefat M. Experimental investigation of Thermal Necrosis in conventional and High speed drilling of Bone. Modares Mech Eng. 2013;13(10):105–117.
- Boyne PJ. Histologic response of bone to sectioning by high-speed rotary instruments. J Dent Res. 1966;45(2):270–276.
- Moss RW. Histopathologic reaction of bone to surgical cutting. Oral Surg Oral Med Oral Pathol. 1964;17(3):405–414.
- Udiljak T, Ciglar D, Skoric S. Investigation into bone drilling and thermal bone necrosis. Adv Prod Eng Manage. 2007;2(3):103–112.
- Karaca F, Aksakal B, Kom M. Influence of orthopaedic drilling parameters on temperature and histopathology of bovine tibia: an in vitro study. Med Eng Phys. 2011;33(10):1221–1227.
- Iyer S, Weiss C, Mehta A. Effects of drill speed on heat production and the rate and quality of bone formation in dental implant osteotomies. Part I: relationship between drill speed and heat production. Int J Prosthodont. 1997;10(6):536–540.
- Heydari H, Cheraghi Kazerooni N, Zolfaghari M, et al. Analytical and experimental study of effective parameters on process temperature during cortical bone drilling. Proc Inst Mech Eng H. 2018;232(9):871–883.
- Boiadjiev T, Boiadjiev G, Delchev K, et al. Far cortex automatic detection aimed for partial or full bone drilling by a robot system in orthopaedic surgery. Biotechnol Biotechnol Equip. 2017;31(1):200–205.
- Augustin G, Davila S, Mihoci K, et al. Thermal osteonecrosis and bone drilling parameters revisited. Arch Orthop Trauma Surg. 2007;128(1):71–77.
- Pandey RK, Panda S. Optimization of bone drilling parameters using grey-based fuzzy algorithm. Measurement 2014;47:386–392.
- Pandey RK, Panda SS. Optimization of bone drilling using Taguchi methodology coupled with fuzzy based desirability function approach. J Intell Manuf. 2015;26(6):1121–1129.
- Boiadjiev G, Delchev K, Boiadjiev T, et al. Controlled trust force influence on automatic bone drilling parameters in the orthopedic surgery. Int J Pure Appl Math. 2013;88(4):577–592.
- Boiadjiev G, Kastelov R, Boiadjiev T, et al. Design and performance study of an orthopaedic surgery robotized module for automatic bone drilling. Int J Med Robotics Comput Assist Surg. 2013;9(4):455–463.
- Myers RH, Montgomery DC, Vining GG, et al. Response surface methodology: a retrospective and literature survey. J Qual Technol. 2004;36(1):53–77.
- Wang W, Shi Y, Yang N, et al. Experimental analysis of drilling process in cortical bone. Med Eng Phys. 2014;36(2):261–266.
- Alam K, Mitrofanov A, Silberschmidt V. Measurements of surface roughness in conventional and ultrasonically assisted bone drilling. Am J Biomed Sci. 2009;1(4):312–320.
- Pandey RK, Panda S. Multi-performance optimization of bone drilling using Taguchi method based on membership function. Measurement 2015;59:9–13.
- Staroveski T, Brezak D, Udiljak T. Drill wear monitoring in cortical bone drilling. Med Eng Phys. 2015;37(6):560–566.
- Montgomery DC. Design and analysis of experiments. Hoboken (NJ): John Wiley & Sons; 2017.
- Singh G, Jain V, Gupta D, et al. Optimization of process parameters for drilled hole quality characteristics during cortical bone drilling using Taguchi method. J Mech Behav Biomed Mater. 2016;62:355–365.