
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
A hybrid laser–GMAW-based directed energy deposition (DED) was developed to stabilise the cathode jet and droplet transfer in DED of Ti alloy. High-speed photography, spectroscopic diagnostic, theoretical calculation, and numerical simulation were employed to investigate the stabilising mechanisms. At a high laser energy density, the highest temperature of the molten pool was located in the laser-irradiated zone, generating a stable cathode jet. Ti atoms easily ionised into Ti ions at high temperatures (>8200 K); therefore, the cathode jet was primarily composed of Ti ions. The laser-induced metal vapour attracted and contracted the arc, resulting in an increase in the arc temperature, and strong evaporation near the wire during the peak-current stage. Therefore, the distribution areas of Ti I and Ti II were enlarged. Introducing the laser inhibited the obstructive effect of the cathode jet on the droplet, thereby enhancing the stability of droplet transfer.
1. Introduction
Ti alloys are widely used in automotive, aerospace, and biomedical applications [Citation1,Citation2]. Additive manufacturing of Ti alloy components, which uses a layer-by-layer energy deposition approach, significantly reduces material waste, improves energy efficiency [Citation3], offers greater design flexibility, allows the production of more complex shapes, and reduces the manufacturing cycle and cost [Citation4,Citation5]. Compared with electron beam and laser additive manufacturing technologies, wire-arc DED, particularly gas metal arc welding (GMAW), has lower cost, higher deposition efficiency and fewer defects [Citation6,Citation7].
Notably, during the GMAW-based processing of Ti alloys, the molten pool generates thermionic electrons and forms a cathode jet, thereby reducing the process stability and causing spatters. Lee et al. used a variable-polarity cold metal transfer (CMT) process to fabricate Ti alloy components and found that in the electrode-positive mode, a cathode jet was generated in the highest-temperature region of the molten pool, reducing the stability of the arc and inhibiting droplet transfer [Citation8]. Choudhury et al. found that the irregular movement of cathode spots during the GMAW-based DED of Ti alloys led to arc drift and uneven weld beads [Citation9]. Lee et al. discovered that the formation of a cathode jet during GMAW-based DED of Ti alloys reduced the arc energy, thereby affecting the wettability of the molten metal [Citation10].
By introducing a laser, the hybrid laser–GMAW technology generates intense metal vapour to provide a stable conductive channel for arc plasma, enabling efficient, high-quality processing of metal [Citation11,Citation12]. It is generally recognised that the arc plasma can be stabilised by the laser [Citation13]. Chen et al. found that in the hybrid laser-arc welding of Al alloys, introducing a laser led to an increase in the electron density in the arc and improved the plasma conductivity. In addition, the radiative cooling coefficient of the plasma increased and the plasma temperature decreased [Citation14]. Shinn et al. used a hybrid laser–GMAW technology to weld Ti6Al4 V alloy and found that the laser generated a thermionic emission zone on the surface of the molten pool, stabilising the cathode jet and reducing the spatter and arc drift [Citation15]. Lee et al. regulated cathode spots in GMAW-based DED of Ti6Al4 V alloy by adding a laser or oxides. The laser can suppress the fluctuation of cathode spot positions, whereas oxides can form multiple small cathode spots on the surface of the molten pool [Citation16]. However, some previous studies demonstrated that introducing a laser led to high-frequency oscillation of arc plasma and electrical signals [Citation17]. Through experiment and numerical simulation, Mu et al. concluded that the laser-induced metal vapour in hybrid laser–arc welding of stainless steel reduced the plasma temperature, leading to decreases of the ionisation and electrical conductivity of arc plasma above the laser keyhole. Besides, the oscillated laser-induced metal vapour flow caused a violent oscillation of the arc plasma [Citation18,Citation19]. Previous studies showed that the effect of a laser on droplet transfer was highly depended on the laser power [Citation20,Citation21] Liu et al. investigated the hybrid laser–GMAW welding of 316 L and found that the laser promoted droplet transfer within a certain power range; however, when the laser power exceeded this threshold, it inhibited droplet transfer [Citation20]. Li et al. found that during hybrid laser–GMAW welding of an Al alloy, a low-power laser can promote droplet transfer and improve its stability, whereas a high-power laser inhibited droplet transfer and caused the droplet to deviate from the wire axis [Citation21]. As discussed above, the influences of a laser on the arc stability are controversial. When processing Ti alloys with the hybrid laser–GMAW technology, the interactions between the laser, arc, and droplet differs significantly from these with steel and Al, with the physical mechanisms behind these differences not yet elucidated. Furthermore, metal vapours contain both metal atoms and ions, and the effects of a laser on the metal atoms and ions remain relatively unexplored.
In this study, the physical characteristics of the arc plasma and dynamic behaviours of droplet transfer in the GMAW-based DED and hybrid-laser–GMAW-based DED of Ti6Al4 V alloy were investigated using high-speed photography, spectroscopic diagnostic, theoretical calculation, and numerical simulation to reveal the mechanism of cathode jet formation, effect of the laser on the arc temperature, metal vapour distribution, and droplet transfer behaviour.
2 Experimental methods and materials
The experiment utilised an OEM fibre laser (output power range of 180–6000 W, output wavelength of 1080 nm, and output bandwidth of <3 nm). A Fronius TPS400i digital welding machine was used as the arc welding source. As shown in (a), during the hybrid-laser–GMAW-based DED of Ti alloy, the laser was leading, and the power was 1700 W. The laser spot diameter was 2 mm, and the defocusing distance was 0 mm. During GMAW-based DED, the laser power was set to 0 W. The pulsed mode was adopted for the GMAW, and the average arc current and voltage were 117 A and 18.8 V, respectively. The wire diameter was 1.2 mm, and the wire feeding rate was 7.5 m.min−1. The distance from the wire to the laser centre was 4.2 mm. Pure Ar was used as the shielding gas at a flow rate of 18 L.min−1. The scanning speed was set to 300 mm/min. A high-temperature-resistant composite plate was placed to the right of the workpiece to prevent spatter from escaping the worktable during the DED processes. The base material was Ti6Al4 V alloy plate with a thickness of 4 mm and the wire was also made of Ti6Al4 V alloy. The chemical compositions of the base material and wire are listed in .
Figure 1. (a) Diagram of hybrid laser–GMAW-based DED; (b) High-speed photography system; (c) Spectral information acquisition system.
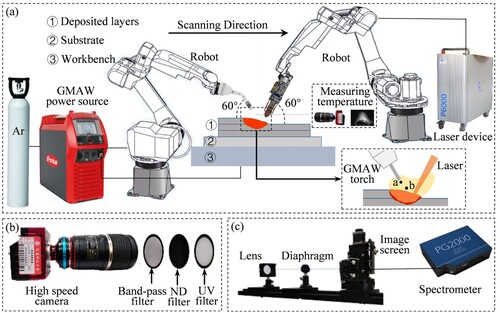
Table 1. Chemical compositions of Ti6Al4 V base metal and wire.
Both hybrid-laser–GMAW-based DED and hot-wire laser-based DED exhibit high deposition efficiency and have extensive applications [Citation22,Citation23]. However, compared with hybrid-laser–GMAW-based DED, hot-wire laser-based DED requires higher assembly precision and more strict control of wire feeding rate. Some defects such as spatters and wire remnants [Citation23], and very large columnar grains [Citation24] occur in hot-wire laser-based DED. In hybrid-laser–GMAW-based DED, the molten pool convection is enhanced by the synergistic interaction of laser and arc, thereby having the potential to reduce the grain size and element segregation, and suppress the columnar grain formation. In the future study, we will investigate the columnar grain suppressing mechanism by the hybrid-laser–GMAW-based DED.
During the DED processes, a high-speed photography system (Acuteye V4.0) comprising a UV plate, neutral dimer plates, a narrow band-pass filter, and a CMOS image sensor, was used to observe dynamic behaviours of the cathode jet and droplet, and particle distribution, as shown in (b). The capture frequency was 1500 fps, and the exposure time was 20 μs. The UV plate was used to prevent dust and spatter from contaminating the neutral dimer plates and narrow band-pass filter. Neutral dimmer plates reduced the intensity of the arc light, whereas narrow band-pass filters only allowed light of specific wavelengths to pass through. The relative density distributions of Ti I and Ti II particles were obtained separately for the GMAW-based and hybrid-laser–GMAW-based DED processes at the peak current stage.
A spectral information acquisition system (PG2000) consisting primarily of a spectrometer, a display screen, an optical aperture, and lens, was used to measure the arc spectral information, as shown in (c). This system was capable of measuring wavelengths ranging from 300 to 820 nm. The continuous acquisition mode was adopted and the integration time was set to 2 ms. The arc light passed through a convex lens and an aperture sequentially, producing a twice-magnified inverted real image on the imaging screen. The fibre optic probe located on the imaging screen can move in both vertical and horizontal directions. The spectral information of the arc was transmitted to the spectrometer through the fibre-optic probe and then to the PC via a data cable. The locations for measuring the arc spectral information are shown in (a), with point a near the end of the wire and point b above the pool surface.
After the DED processes, the spatters were collected, and the average spatter number per layer was calculated.
Previous study on wire-arc DED indicated that the width and height of the deposited layers stabilised when the number of layers exceeded five [Citation25]. In this study, ten layers were deposited in both GMAW-based DED and hybrid-laser–GMAW-based DED. The current and voltage waveforms, high-speed photographs of the arc and droplets, and relative density distributions of Ti I and Ti II particles in the tenth layer were collected. The macroscopic images of the deposited layers are shown in .
Figure 2. The macroscopic images of: (a) GMAW-based DED; (b) Hybrid-laser–GMAW-based DED.
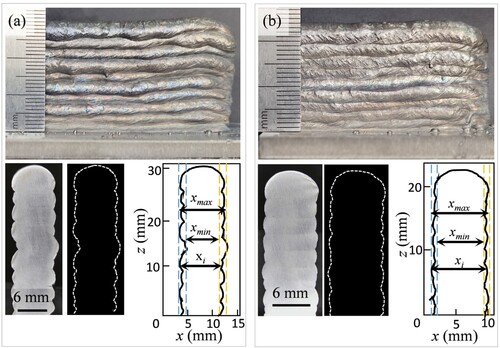
The effective width coefficient (K) and standard deviation of the width () can be calculated by:
(1)
(1)
(2)
(2) where xmin is the minimum width, xmax is the maximum width,
is the average width,
is the width of a contour line, and n is the number of contour lines. The grayscale value and coordinate of each pixel in the macroscopic images were obtained using the MATLAB software, and
and n can be calculated.
As shown in , the effective width coefficient (K) and standard deviation of the width () in GMAW-based DED are 69% and 0.32 mm respectively, while their values are 80% and 0.29 mm respectively in hybrid-laser–GMAW-based DED. The forming quality of deposited layers can be improved in hybrid-laser–GMAW-based DED.
Table 2. Statistical results of forming quality.
3 Calculation of plasma temperature and equilibrium composition
3.1 Calculation of arc plasma temperature
In GMAW-based and hybrid-laser GMAW-based DED, assuming that the arc during the peak current stage is in local thermodynamic equilibrium (LTE), the arc plasma temperature can be calculated using the Fowler–Milne method [Citation26].
The emission coefficient as a function of temperature is as follows [Citation27]:
(3)
(3) where
is the emission coefficient,
is the transition probability,
is the statistical weight of energy level u, v is the frequency, n is the particle number density,
is the partition function, k is the Boltzmann constant, and T is the electron temperature of arc plasma.
,
,
, and Z(T) were obtained by querying the NIST database. The spectral line of 794.8 nm Ar I had high intensity and good discrete, and was chosen to calculate the emission coefficient and temperature.
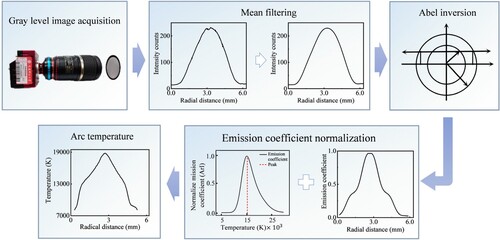
The calculation process for the Fowler–Milne method is illustrated in . On the right side of the deposition layer ((a)), symmetric arc images were captured using a high-speed photography system equipped with a narrow band-pass filter with a central wavelength of 794.8 nm. The grayscale values of the arc images were obtained. The noise of the arc images was removed through mean filtering, with the grayscale values converted to emission coefficients using the Abel inverse transformation. The arc plasma temperature was calculated using the Fowler–Milne method. The arc temperature calculated using the Boltzmann plot method [Citation28] was used to validate the Fowler–Milne method. The temperature obtained by the Boltzmann plot method was the average value of five repeated experiments.
Figure 3. Process flow for calculating arc temperature using the Fowler–Milne method.
3.2 Calculation of equilibrium composition
To establish the equilibrium composition, the sole species property required is the molar standard (Gibbs) free-energy function, . Where
is the standard free energy, R is the gas constant, T is temperature. This function can be directly acquired from tables or readily derived from the more commonly tabulated function
[Citation29], where
is the chemical energy. The free energy of a mixture comprising n chemical species with xi moles of the ith species can be formulated as follows:
(4)
(4) where
(5)
(5)
(6)
(6)
(7)
(7) where P is total pressure in atmospheres.
(8)
(8) Determining the equilibrium composition is equivalent to identifying the nonnegative set of values xi that minimises Eq. 4 while adhering to the inherent mass-balance constraint
(9)
(9)
In Eq. 9, m represents the distinct types of atoms, whereas aij signifies the stoichiometric coefficients denoting the number of atoms of element j in a molecule of species i. Additionally, bj represents the total atomic weight of element j initially present in the mixture.
4 Results
4.1 Dynamic arc behaviours in DED processes
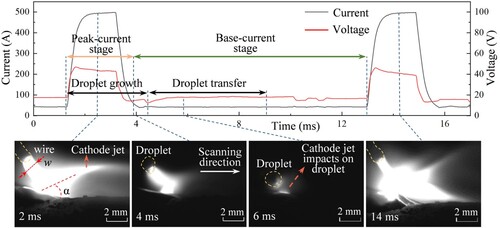
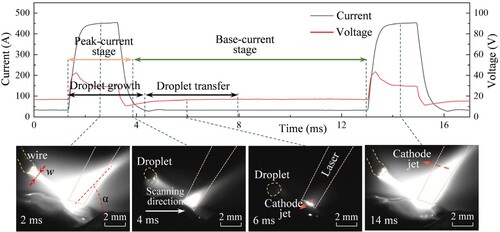
shows the measured electrical signals and the arc shapes of the GMAW-based DED process. During the peak-current stage, the average arc current and voltage were 388 A and 37.6 V, respectively, with arc widths (w) of approximately 1.4 mm near the wire. The melting of the wire increased, and a strong cathode jet ejected from the molten pool surface with an angle (α) of 25° relative to the scanning direction. At the end of the peak current stage, the droplet detaches from the wire. During the base-current stage, the average arc current and voltage were 42 A and 16.8 V, respectively, and the droplet diameter was approximately 1.5 mm. The intensity of the cathode jet weakened but affected the droplet and hindered droplet transfer. In the next peak current stage, while a similar intense cathode jet was produced, its ejected position moved by 0.6 mm, with an angle of approximately 28°.
Figure 4. Electrical signal waveform and arc image of GMAW-based DED.
shows the measured electrical signals and arc shapes of the hybrid-laser–GMAW-based DED. The laser reduced the current and voltage during both the peak and base phases and caused arc constriction near the wire. During the peak current stage, the average arc current and voltage are 351 A and 27.6 V, respectively, with an arc width of approximately 0.7 mm near the wire. A strong cathode jet was produced in the laser-irradiated region at an angle of 47°. The cathode jet was triangular and deflected towards the laser beam. At the end of the peak current stage, the droplet grew and detached with a diameter of approximately 1.5 mm. During the base-current stage, the average arc current and voltage were 32 A and 16.4 V, respectively. Both the arc and cathode jet intensities decreased. The cathode jets were all produced in the laser-irradiated zone with small fluctuations.
Figure 5. Electrical signal waveform and arc image of hybrid laser–GMAW-based DED.
4.2 Spatial distributions of Ti particles
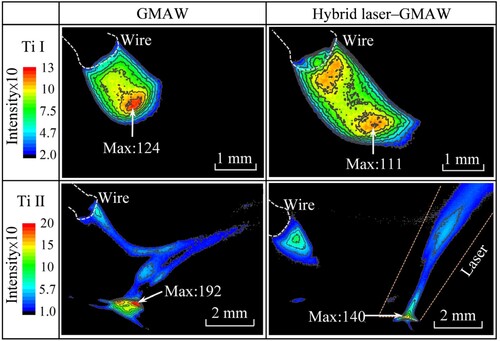
shows the spatial distribution of Ti I and Ti II during the GMAW-based and hybrid-laser–GMAW-based DED processes. During the GMAW-based DED process, the Ti I particles are primarily located beneath the wire, covering a distribution area of 2.6 mm². The Ti II particles were mainly situated beneath the wire and within the cathode jet region, spanning an area of 6.8 mm². The highest concentration of Ti II particles was observed near the cathode spot. In the hybrid-laser–GMAW-based DED, Ti Ⅰ particles were primarily found beneath the wire, with a distribution area of 4.8 mm². The Ti II particles were mainly situated beneath the wire and within the cathode jet area, covering a distribution area of 9.1 mm². The distribution areas of Ti I and Ti II particles expanded in the hybrid-laser–GMAW-based DED.
Figure 6. Spatial distributions of Ti Ⅰ and Ti Ⅱ particles.
4.3 Dynamic droplet transfer behaviours
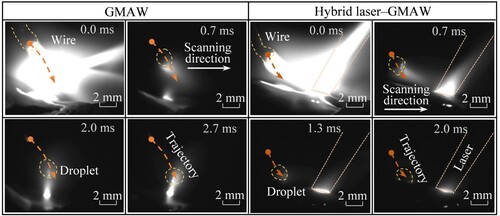
shows the dynamic droplet transfer behaviours during GMAW-based and hybrid-laser–GMAW-based DED processes. In the GMAW-based DED process, the droplet detached from the wire at the end of the peak current stage. The droplet diameter was approximately 2.1 mm, with a velocity of approximately 2.1 m.s−1. The cathode jet fluctuated, moving approximately 1.3 mm within 0.7–2.0 ms. When the cathode jet was positioned below the droplet, it impeded droplet transfer. In the hybrid-laser–GMAW-based DED process, the droplet detached from the wire with a diameter of approximately 2.0 mm and a velocity of approximately 2.3 m.s−1. The cathode jet originated from the laser-irradiated zone, resulting in a longer distance from the droplet. Consequently, the cathode jet force had a minor impact on droplet transfer.
Figure 7. Dynamic droplet transfer behaviours.
5 Discussion
5.1 Influencing mechanism of the laser on plasma characteristics
In the GMAW-based DED of Ti6Al4 V alloy, the arc formed between the anode (wire) and cathode (base material) serves as a conductive channel for charged particles. On the cathode, positive ions impact the surface while electrons are emitted. Electron emissions can be classified into thermal, photoelectric, particle-impact, and field emissions. When the thermal emission predominates in a material, the material is referred as a thermionic cathode material [Citation30]. The thermionic emission current densities of different materials can be calculated using Eq. 10.
(10)
(10) where J represents the current density, T represents temperature, A is the Richardson constant and its value is
, k is the Boltzmann constant (k =
), and ∅ represents the work function of the cathode material (
[Citation31],
[Citation32],
[Citation31]). When the material reaches a sufficiently high temperature (below the boiling point) and the current density is higher than 106 Am−2 [Citation33], the current density generated by the thermionic emission meets the current density requirement of arc processes. The work functions and boiling points of various pure metals are shown in (a) [Citation33]. The thermionic emission current densities of Ti6Al4 V alloy, pure Al, and 316 L as functions of the temperature are shown in (b). For Al and steel, even when the temperature reach the boiling point (TTi6Al4V = 3315 K [Citation34], TAl = 2861 K [Citation35], T316L = 3086 K [Citation36]), the current densities generated by the thermionic emission remain below 106 A/m². Therefore, Al and steel are considered as cold cathode materials, with no cathode jets generated during the GMAW-based DED. When the temperature of Ti6Al4 V alloy exceeds 3100 K, the thermionic emission meets the current density requirement of GMAW-based DED. Therefore, the Al content is too low to affect the thermionic emission property of Ti6Al4 V alloy which can serve as a thermionic cathode material.
Figure 8. (a) Temperatures for thermionic emission at various current density levels [Citation33]; (b) Current density of thermionic emission varies with temperature for various materials
![Figure 8. (a) Temperatures for thermionic emission at various current density levels [Citation33]; (b) Current density of thermionic emission varies with temperature for various materials](/cms/asset/e9e2b300-cc27-4666-9b4a-41c148088d2f/nvpp_a_2384659_f0008_oc.jpg)
A three-dimensional molten pool model was developed to investigate the temperature distribution and fluid flow in hybrid-laser–GMAW-based DED. Gaussian-distributed heat source models were adopted to approximate the laser [Citation37] and GMAW [Citation38] heat fluxes on the molten pool surface. The arc pressure and shear stress of GMAW [Citation38], recoil force [Citation37], and Marangoni stress [Citation34] can be found in our previous studies [Citation39]. Spherical droplets with specific heights, diameters, temperatures, velocities, and frequencies were introduced [Citation40]. As shown in (a), at t = 0.146 s, the maximum melt temperature (2880 K) is located at the laser-irradiated zone. Under the influence of recoil pressure, the molten metal flows downward and inward below the laser. On the molten-pool surface, the Marangoni stress is the dominant force for the melt flow, which causes the molten metal to flow from the high-temperature region to the low-temperature region. Inside the molten pool, the molten metal mainly flows from the GMAW region to the laser region (forward flow). At t = 0.147 s, a droplet contacts the molten pool and causes strong downward and forward flows inside the pool. The maximum melt temperature below the laser is 2836 K. At t = 0.149 s, a large surface deformation occurs under the impact of the droplet, whereas the maximum melt temperature remains almost unchanged. When surface deformation decreases at t = 0.15 s, the surface deformation becomes small, the strong downward flow inside the GMAW region almost disappears, and the molten metal flows forward.
Figure 9. Numerical result of the molten pool in hybrid-laser–GMAW-based DED.
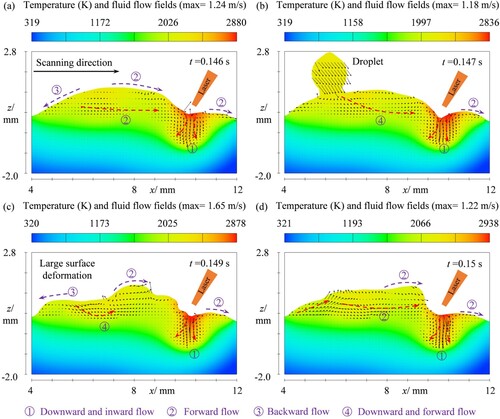
During the hybrid-laser–GMAW-based DED process, the droplets cause strong fluctuations in the molten pool surface and temperature in the GMAW region. However, owing to the higher energy density of the laser, the maximum melt temperature is always located in the laser-irradiated zone.
The instability mechanism of the cathode jet and the stabilising mechanism by the laser are revealed. As shown in , during the GMAW-based DED process of Ti6Al4 V alloy, intense evaporation occurs in the highest-temperature region of the molten pool, resulting in a strong cathode jet. During the peak current stage, the arc exhibits a higher energy density. The position with the highest surface temperature is located near the centre of the arc, and the cathode jet is emitted perpendicular to the surface of the molten pool. During the base-current stage, the arc energy density was low and the temperature of the droplet was higher than that of the molten pool surface. When a droplet impacts the molten pool, the temperature of the molten metal in the impact area increases, enhancing evaporation and causing the cathode jet to shift to the droplet impact position. In the GMAW-based DED process of Ti6Al4 V alloy, the intense fluctuation and rapid movement of the cathode jet can lead to arc instability.
Figure 10. Schematic of cathode jet generation.
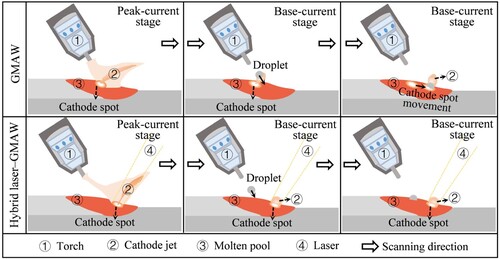
In the hybrid-laser–GMAW-based DED process of Ti6Al4 V alloy, the laser power is set to 1700 W. The melt temperature was the highest in the laser irradiation zone. Within this highest-temperature zone, a stable cathode jet was generated, which enhanced the stability of the arc.
The temperature distribution of the arc plasma during GMAW-based DED was calculated using the Fowler–Milne method, as shown in (a). The concentration of metal vapour near the wire increases owing to the intense evaporation at the wire tip. Metal vapour has a higher radiation coefficient [Citation41], which increases the radiative heat dissipation of the plasma. Therefore, along line 1, the temperature of the arc plasma gradually increases. The temperatures at points a and b are shown in (b). During the GMAW-based DED process, the results of the Boltzmann plot method are consistent with those obtained using the Fowler–Milne method. Introducing the laser leads to a slight increase in the temperature of the arc plasma near the wire (point a); however, at a position away from the wire (point b), the temperature of the arc plasma decreases significantly.
Figure 11. Plasma temperature: (a) calculated arc temperature in GMAW-based DED using the Fowler–Milne method; (b) validation using the Boltzmann plot method.
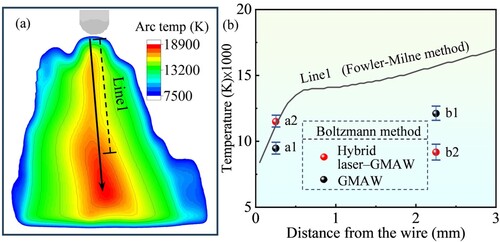
In the hybrid-laser–GMAW-based DED of Ti6Al4 V alloy, the stabilised cathode jet formed by the laser generates a stable electrically conductive pathway. The significant contraction of the arc below the wire (as shown in high-speed photography results) increases the current density, thereby increasing the temperature of the arc plasma at point a. However, the cathode jet leads to a high concentration of metal vapour above the molten pool, thereby increasing the radiative heat dissipation of the plasma [Citation41] and decreasing the temperature of the arc plasma at point b. Mu et al. also observed that considerable metal vapour was generated in the laser-irradiated zone. The metal vapour enhanced the convective and radiative cooling, which significantly reduced the temperature of the arc plasma above the laser keyhole [Citation18]. In contrast, the wire is far from the laser-irradiated zone; therefore, the convective and radiative cooling caused by the laser-induced metal vapour has a minor impact on the temperature of the arc plasma near the wire.
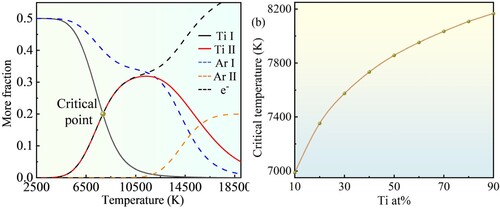
(a) shows the variation in the equilibrium compositions of the Ar-50 at%Ti with temperature. As the temperature rises, Ti Ⅰ is more prone to ionise into Ti Ⅱ. When the temperature reaches 7857 K (critical temperature), the molar fractions of Ti I and Ti II are equal (critical points). (b) shows that with an increase in the Ti content, the critical temperature of the Ar-x at%Ti slightly increases. During the peak-current stage, the cathode jet positions of the GMAW-based and hybrid-laser–GMAW-based DED are both close to the centre of the arc, with plasma temperatures of b1 = 12111 K and b2 = 9177 K (as shown in (b)) both exceeding the critical temperature. A large amount of Ti I in the cathode jet ionises into Ti II; therefore, the cathode jet is primarily composed of Ti II. Below the wire, introducing the laser causes an increase in the plasma temperature, enhancing wire evaporation and generating more metal vapour. A large amount of Ti I ionises into Ti Ⅱ; thus, introducing the laser expands the distribution areas of Ti Ⅰ and Ti Ⅱ below the wire.
Figure 12. (a) Equilibrium composition of Ar-50 at%Ti; (b) Relationship curve between critical temperature and equilibrium composition.
5.2 Mechanism of laser-controlled dynamics of droplet transfer
When different metals are processed using the hybrid laser–GMAW method, the influence of the laser on droplet transfer shows significant differences. Sun et al. reported that in the hybrid laser–GMAW welding of steel, the influence of the electromagnetic force and jet force of metal vapour on droplet transfer was most significant [Citation42]. Liu et al. indicated that introducing a laser increased both the electromagnetic and jet forces of the metal vapour. Within the range of 0–3 kW laser power, as the laser power increased, the increase in the electromagnetic force exceeded that of the jet force of the metal vapour, thereby promoting droplet transfer. However, when the laser power exceeded 3 kW, an increase in the jet force of the metal vapour became dominant, inhibiting droplet transfer, and spatter started to occur [Citation20].
Introducing the laser alters the arc morphology, thereby changing the force state of the droplet [Citation43]. Li et al. found that in the hybrid laser–GMAW welding of an Al alloy, a low-power laser (1 kW) caused a reduction in the arc length, thereby increasing the component of the electromagnetic force along the wire axis while moderately increasing the jet force of the metal vapour. This process helped the droplet fall along the wire axis, promoting droplet transfer. In contrast, a high-power laser (5 kW) led to increases in the arc length and jet force of the metal vapour, and caused a deviation of the electromagnetic force from the wire axis, inhibiting the detachment of the droplet from the wire, and increasing the transfer time of the droplet [Citation21].
The droplet growth time refers to the duration from the beginning of the peak-current stage to the droplet falling off from the wire and the droplet transfer time refers to the duration from the droplet falling to the droplet entering the molten pool, as shown in and . The droplet growth time, droplet transfer time, and the angle between the cathode jet and the scanning direction are statistically analyzed, as shown in (a). The droplet growth times of in GMAW-based and hybrid-laser–GMAW-based DED are 3.4 and 3.3 ms, with standard deviations of 0.32 and 0.30 ms, respectively. Introducing the laser has a minimal impact on the droplet growth time because the position irradiated by the laser is far from the wire; moreover, introducing the laser has a minimal influence on the force state of the molten metal at the wire. The droplet transfer times of GMAW-based and hybrid-laser–GMAW-based DED are 4.8 and 3.6 ms, with standard deviations of 1.48 and 0.51 ms, respectively. Hence, introducing the laser reduces the droplet transfer time and standard deviation. Additionally, the angles between the cathode jet and scanning direction in the GMAW-based and hybrid-laser–GMAW-based DED are 27° and 49°, with standard deviations of 15.8° and 6.9°, respectively.
Figure 13. (a) Statistics of droplet growth time, droplet transfer time and cathode jet angle; (b) Statistics of spatter number per layer in DED; (c) Schematic diagram of force analysis.
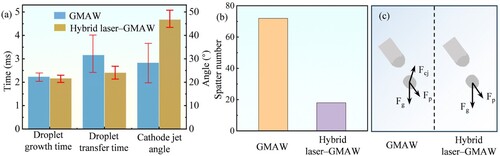
(b) shows the statistically analyzed spatter numbers per layer in the DED processes. The spatter numbers produced by the GMAW-based and hybrid-laser–GMAW-based lasers are 72 and 18, respectively. Compared with the GMAW-based DED of Ti6Al4 V alloy, the hybrid-laser–GMAW-based DED significantly reduces the amount of spatter.
An analysis of the forces acting on the droplet during the transfer process in GMAW-based DED is shown in (c). When the droplet is above the cathode jet, the main forces acting on the droplet are gravity , plasma drag force
, and cathode jet force
. Assuming the droplet to be a standard sphere, the gravity
can be calculated using Eq. 11
(11)
(11) where d is the diameter of the droplet and its value is 2.1 mm, ρ is the density of Ti6Al4 V alloy and its value is 4.42 g·cm−3 [Citation44], g is the gravitational acceleration.
The plasma drag force can be calculated using Eq. 12 [Citation45]
(12)
(12) where
is a dimensionless drag coefficient and its value is 0.44 [Citation46],
is the projected area perpendicular to fluid flow and its value is
,
is the density of arc plasma and its value is
[Citation47],
is the velocity of arc plasma around the droplet and its value is proportional to the varying current within a single pulse cycle [Citation48].
The cathode jet force can be calculated using Eq. 13 [Citation45]
(13)
(13) where
is the permeability of free space and its value is
.
During the base-current stage, the average arc current is 42 A. Through calculation, the value of plasma drag force is
, and the value of cathode jet force
is
. The cathode jet force is much higher than the gravity and plasma drag force. Therefore, in the droplet transfer stage, when the cathode jet impacts on the droplet, it will significantly inhibit droplet transfer.
In hybrid-laser–GMAW-based DED, a stable highest-temperature region is formed at the laser-irradiated zone, generating a stable cathode jet. The cathode jet is far from the droplet, as shown in the high-speed photography and spectroscopic results, and the cathode jet force does not act on the droplet, suggesting that introducing the laser facilitates droplet transfer.
5.3 Summarisation of the laser effects
The laser effects in hybrid-laser–GMAW-based DED of Ti6AlV alloy are summarised in . The numerical simulation shows that the laser stabilises the highest-temperature region of the molten pool. Therefore a stable cathode jet is generated, and the droplet transfer is promoted, as shown in the high-speed photography results. The spectroscopic result shows that the plasma arc temperature is high in the peak-current stage and the theoretical calculation suggests that Ti Ⅰ easily ionises into Ti Ⅱ at a high temperature, therefore the cathode jet primarily composes of Ti Ⅱ. The laser causes stronger metal evaporation, and more Ti Ⅰ ionises into Ti Ⅱ. A larger number of charged particles caused by the laser irradiation can provide a stable conductive channel for the arc plasma. Therefore the laser-induced metal vapour attracts and contracts the arc, causing an increase in the arc temperature near the wire during the peak-current stage, as shown in the high-speed photography and spectroscopic results.
Figure 14. Summarisation of the laser effects.
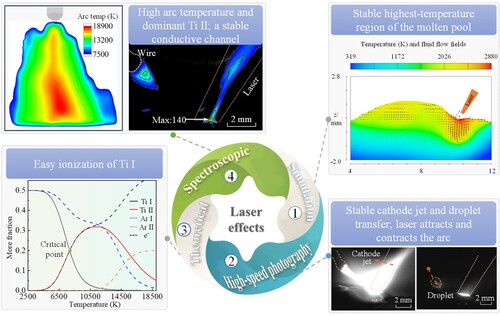
The first ionisation energies of Ti [Citation49] and Fe [Citation50] are 658.8 and 762.5 kJ.mol−1 respectively. Both Ti and Fe vapours can enhance the radiative and convective cooling of the arc plasma, thereby reducing the arc temperature. However Fe I is more difficult to ionise into Fe II, and fewer charged particles generate. Therefore in previous study, the laser-induced metal vapour in hybrid laser–arc welding of stainless steel decreased the ionisation and electrical conductivity of arc plasma above the laser keyhole [Citation19].
6 Conclusion
In this study, a laser was introduced to stabilise the cathode jet and droplet transfer in the wire-arc DED of Ti6Al4 V alloy. High-speed photography, spectral diagnostic, theoretical calculation, and numerical simulation were used to study the effects of the laser on the cathode jet and droplet transfer. The following conclusions were drawn:
| (1) | The Ti6Al4 V alloy is thermionic. During the GMAW-based DED of Ti6Al4 V alloy, the location of the highest melt temperature at the peak and base current stages changes owing to the combined heat effects of the arc and droplet, causing position movement and intense fluctuation of the cathode jet. | ||||
| (2) | The laser stabilises the highest-temperature region of the molten pool, and causes a stable cathode jet formation. At high-temperature conditions, Ti Ⅰ easily ionises into Ti Ⅱ; therefore, the cathode jet primarily composes of Ti Ⅱ. | ||||
| (3) | The laser-induced metal vapour decreases the plasma temperature in the cathode jet region. The laser-induced metal vapour attracts and contracts the arc, causing an increase in the arc temperature near the wire during the peak-current stage and enlarging the distribution areas of Ti I and Ti II. | ||||
| (4) | Introducing the laser has a minimal effect on droplet growth but suppresses the obstructive effect of the cathode jet on the droplet, reduces the transfer time and enhances the stability of droplet transfer. | ||||
Supplemental Material
Download Zip (133.9 KB)Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The data that support the findings of this study are available from the corresponding author, [Dongshen Wu], upon reasonable request.
Additional information
Funding
References
- Veiga C, Davim JP, Loureiro AJR. Properties and applications of titanium alloys: a brief review. Rev Adv Mater Sci. 2012;32(2):133–148.
- Xiong Y, Tang Y, Zhou Q, et al. Intelligent additive manufacturing and design state of the art and future perspectives. Addit Manuf (PA). 2022;59:103139–103151. doi:10.1016/j.addma.2022.103139.
- Yi H, Jia L, Ding J, et al. Achieving material diversity in wire arc additive manufacturing: Leaping from alloys to composites via wire innovation. Int J Mach Tools Manuf. 2024;194:104103–104155. doi:10.1016/j.ijmachtools.2023.104103
- Ford S, Despeisse M. Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J Clean Prod. 2016;137:1573–1587. doi:10.1016/j.jclepro.2016.04.150
- Bandyopadhyay A, Traxel KD, Lang M, et al. Alloy design via additive manufacturing: Advantages, challenges, applications and perspectives. Mater Today. 2022;52:207–224. doi:10.1016/j.mattod.2021.11.026
- Szost BA, Terzi S, Martina F, et al. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater Des. 2016;89:559–567. doi:10.1016/j.matdes.2015.09.115
- Biswal R, Zhang X, Syed AK, et al. Criticality of porosity defects on the fatigue performance of wire + arc additive manufactured titanium alloy. Int J Fatigue. 2019;122:208–217. doi:10.1016/j.ijfatigue.2019.01.017
- Lee TH, Kam DH, Oh JH, et al. Ti–6Al–4V alloy deposition characteristics at electrode-negative polarity in the cold metal transfer–gas metal arc process. J Mater Res Technol. 2022;19:685–696. doi:10.1016/j.jmrt.2022.05.030
- Choudhury SS, Marya SK, Amirthalingam M. Improving arc stability during wire arc additive manufacturing of thin-walled titanium components. J Manuf Process. 2021;66:53–69. doi:10.1016/j.jmapro.2021.03.033
- Lee TH, Kang M, Oh JH, et al. Deposition quality and efficiency improvement method for additive manufacturing of Ti–6Al–4V using gas metal arc with CMT. J Mater Process Technol. 2022;308:117720. doi:10.1016/j.jmatprotec.2022.117720
- Zhiyong L, Srivatsan TS, Yan LI, et al. Coupling of laser with plasma arc to facilitate hybrid welding of metallic materials: a review. J Mater Eng Perform. 2013;22:384–395. doi:10.1007/s11665-012-0280-6
- Meng Y, Gao M, Zeng X. Quantitative analysis of synergic effects during laser-arc hybrid welding of AZ31 magnesium alloy. Opt Lasers Eng. 2018;111:183–192. doi:10.1016/j.optlaseng.2018.08.013
- Meng Y, Gao M, Zeng X. Effects of arc types on the laser-arc synergic effects of hybrid welding. Opt Express. 2018;26(11):14775–14785. doi:10.1364/OE.26.014775
- Chen YB, Zhao YB, Lei ZL, et al. Effects of laser induced metal vapour on arc plasma during laser arc double sided welding of 5A06 aluminium alloy. Sci Technol Weld Joining. 2012;17(1):69–76. doi:10.1179/1362171811Y.0000000078
- Shinn BW, Farson DF, Denney PE. Laser stabilisation of arc cathode spots in titanium welding. Sci Technol Weld Joining. 2005;10(4):475–481. doi:10.1179/174329305X46673
- Lee TH, Kim C, Oh JH, et al. Visualization of cathode spot control using laser irradiation and oxide addition in wire arc additive manufacturing of titanium alloys. J Laser Appl. 2022;34(4):042024–042032. doi:10.2351/7.0000738.
- Reisgen U, Krivtsun I, Gerhards B, et al. Experimental research of hybrid welding processes in combination of gas tungsten arc with CO2-or Yb: YAG-laser beam. J Laser Appl. 2016;28(2):022402–022406. doi:10.2351/1.4944096.
- Mu Z, Chen X, Zheng Z, et al. Laser cooling arc plasma effect in laser-arc hybrid welding of 316L stainless steel. Int J Heat Mass Transf. 2019;132:861–870. doi:10.1016/j.ijheatmasstransfer.2018.12.050
- Mu Z, Chen X, Hu R, et al. Laser induced arc dynamics destabilization in laser-arc hybrid welding. J Phys D Appl Phys. 2020;53(7):075202. doi:10.1088/1361-6463/ab5758
- Liu F, Yang B, Sun H, et al. Mechanism investigation for the influence of laser power on droplet transfer behaviors in laser-MIG hybrid welding. Opt Laser Technol. 2023;157:108750. doi:10.1016/j.optlastec.2022.108750
- Li F, Tao W, Peng G, et al. Behavior and stability of droplet transfer under laser-MIG hybrid welding with synchronized pulse modulations. J Manuf Process. 2020;54:70–79. doi:10.1016/j.jmapro.2020.02.017
- Liu D, Lee B, Babkin A, et al. Research progress of arc additive manufacture technology. Materials (Basel). 2021;14(6):1415. doi:10.3390/ma14061415
- Controls and process planning strategies for 5-axis laser directed energy deposition of Ti-6al-4v using an 8-axis industrial robot and rotary motion. Addit Manuf. 2022;58:103048.
- Halder R, Pistorius PC, Blazanin S, et al. The effect of interlayer delay on the heat accumulation, microstructures, and properties in laser hot wire directed energy deposition of Ti-6Al-4V single-wall. Materials. 2024;17(13):3307. doi:10.3390/ma17133307
- Wu B, Ding D, Pan Z, et al. Effects of heat accumulation on the arc characteristics and metal transfer behavior in Wire Arc additive manufacturing of Ti6Al4V. J Mater Process Technol. 2017;250:304–312. doi:10.1016/j.jmatprotec.2017.07.037
- Olsen HN. Thermal and electrical properties of an argon plasma. Phys Fluids. 1959;2(6):614.
- Nomura K, Kishi T, Shirai K, et al. 3D temperature measurement of tandem TIG arc plasma, Weld. World. 2013;57:649–656.
- Xiao X, Hua X, Wu Y. Comparison of temperature and composition measurement by spectroscopic methods for argon–helium arc plasma. Laser Technol. 2015;66:138–145. doi:10.1016/j.optlastec.2014.08.017
- White WB, Johnson SM, Dantzig GB. Chemical equilibrium in complex mixtures. J Chem Phys. 1958;28(5):751–755. doi:10.1063/1.1744264
- USHIO M. Arc discharge and its application. Tetsu-to-Hagane. 1987;73(10):1309–1315. doi:10.2355/tetsutohagane1955.73.10_1309
- Wilson RG. Vacuum thermionic work functions of polycrystalline Be, Ti, Cr, Fe, Ni, Cu, Pt, and type 304 stainless steel. J Appl Phys. 1966;37(6):2261–2267. doi:10.1063/1.1708797
- Uda M, Nakamura A, Yamamoto T, et al. Work function of polycrystalline Ag, Au and Al. J Electron Spectrosc Relat Phenom. 1998;88:643–648.
- Guile AE. Arc-electrode phenomena. In Proceedings of the Institution of Electrical Engineers (Vol. 118, No. 9R). IET Digital Library; 1971. pp. 1131–1154.
- Xiao X, Wu D, Komen H, et al. Influencing mechanisms of melt behavior on metal vapor characteristic and columnar grain formation in wire-arc directed energy deposition of titanium alloy. Addit Manuf. 2024;82:104029–104042. doi:10.1016/j.addma.2024.104029.
- Kim DM, Kim J, Park SS, et al. Surface modification of the patterned Al6061/SUS304 metal plates using the large electron beam. Appl Surf Sci. 2012;261:458–463. doi:10.1016/j.apsusc.2012.08.032
- Khairallah SA, Anderson AT, Rubenchik A, et al. Laser powder-bed fusion additive manufacturing: physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016;108:36–45. doi:10.1016/j.actamat.2016.02.014
- Wu D, Sun J, Li Z, et al. Dynamic vapor and keyhole behavior, and equiaxed dendrite formation in blue laser processing of copper. Int J Heat Mass Transf. 2023;209:124102. doi:10.1016/j.ijheatmasstransfer.2023.124102
- Wu D, Tashiro S, Wu Z, et al. Analysis of heat transfer and material flow in hybrid KPAW-GMAW process based on the novel three dimensional CFD simulation. Int J Heat Mass Transf. 2020;147:118921. doi:10.1016/j.ijheatmasstransfer.2019.118921
- Kodama N, Tanaka Y, Kita K, et al. Fundamental study of Ti feedstock evaporation and the precursor formation process in inductively coupled thermal plasmas during TiO2 nanopowder synthesis. J Phys D Appl Phys. 2016;49(30):305501. doi:10.1088/0022-3727/49/30/305501
- Wu D, Ishida K, Tashiro S, et al. Dynamic keyhole behaviors and element mixing in paraxial hybrid plasma-MIG welding with a gap. Int J Heat Mass Transf. 2023;200:123551. doi:10.1016/j.ijheatmasstransfer.2022.123551
- Murphy AB. Influence of metal vapour on arc temperatures in gas–metal arc welding: convection versus radiation. J Phys D Appl Phys. 2013;46(22):224004. doi:10.1088/0022-3727/46/22/224004
- Sun W, Liu S, Guo F, et al. Investigation on droplet transfer behavior during fiber laser-flux cored arc hybrid welding. Opt Laser Technol. 2022;148:107781. doi:10.1016/j.optlastec.2021.107781
- Moradi M, Ghoreishi M, Frostevarg J, et al. An investigation on stability of laser hybrid arc welding. Opt Lasers Eng. 2013;51(4):481–487. doi:10.1016/j.optlaseng.2012.10.016
- Boivineau M, Cagran C, Doytier D, et al. Thermophysical properties of solid and liquid Ti-6Al-4 V (TA6 V) alloy. Int J Thermophys. 2006;27:507–529. doi:10.1007/PL00021868
- Kim YS, Eagar TW. Analysis of metal transfer in gas metal arc welding. Weld J. 1993;72:269–278.
- Zhang X, Gao H, Li Z. Forces analysis of droplets and accurate control of metal transfer in GMAW by utilizing droplet resonance. J Manuf Process. 2021;70:121–131. doi:10.1016/j.jmapro.2021.08.028
- Eickhoff ST, Eagar TW. Characterization of spatter in low-current GMAW of titanium alloy plate. Weld J. 1990;69(10):382.
- Li K, Wu Z, Liu C. Measurement and calculation of plasma drag force in arc welding based on high-speed photography technology and particle dynamics. Mater Des. 2015;85:97–101. doi:10.1016/j.matdes.2015.06.156
- Matsuoka L, Hasegawa S. Two-color resonance ionization spectroscopy of highly excited titanium atoms. JOSA B. 2007;24(10):2562–2579. doi:10.1364/JOSAB.24.002562
- Schoenfeld WG, Chang ES, Geller M, et al. High excitation Rydberg levels of Fe I from the ATMOS solar spectrum at 2.5 and 7 mum. Astron Astrophys. 1995;301:593.