
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Co-cure of honeycomb core sandwich structures combines the consolidation of composite prepreg facesheets with bonding of facesheets to a low-density core in a single thermal cycle for efficient manufacturing. The coupling of multiple process phenomena and the complex geometry of honeycomb cores, however, can lead to defects in cured parts. Effects of co-cure on void formation at the tool-side facesheet surface remain unclear. We employ autoclave processing and an in situ visualization technique to elucidate physical mechanisms by which surface porosity forms, and the effects of pressure on this formation. Results displayed a multi-stage development, including evacuation of entrapped air, followed by evolution and subsequent entrapment of dissolved volatiles in the prepreg resin, and demonstrated the utility of elevated pressure in reducing porosity. These findings describe the physics underlying porosity formation at the tool-facesheet interface, and provide insight into potential mitigation strategies to produce sandwich panels with defect-free facesheet surfaces.
Graphical Abstract
1. Introduction
Honeycomb core sandwich structures consist of composite facesheets bonded to a low-density core (metallic or organic) using a polymer adhesive. The inclusion of the honeycomb core increases flexural properties with minimal increase in weight compared to monolithic composite laminates, and such structures are thus widely used in weight-critical applications including aerospace [Citation1]. To increase manufacturing efficiency, these parts can be co-cured, a process in which facesheets are cured and bonded to the core in a single thermal cycle. While sandwich panels are typically cured in autoclaves, the honeycomb geometry interferes with pressure transfer through the part and can lead to manufacturing defects. Defects in the adhesive bond-line, including porosity and poor wetting, can inhibit mechanical performance and have been studied previously (e.g. [Citation2–4]). However, the effects of honeycomb geometry and processing parameters on the quality of the tool-side facesheet surface are not well-understood.
For sandwich panels in aerospace applications, smooth surfaces are required for aerodynamic and aesthetic purposes. Often, remedying surface porosity requires either adding resin to the tool-side surface (thus adding parasitic weight to the part) or filling porosity after cure (requiring additional time and resources) [Citation5]. Literature specific to the causes and mitigation of surface porosity in honeycomb core sandwich panels, however, is limited. A challenge in processing sandwich panels is the non-uniform compaction pressure applied to facesheets, which depends on the gas pressure within the core [Citation6, Citation7]. Darrow, Poropatic, and Brayden observed that difficulty in pressure transfer to the tool-side facesheet led to surface porosity, with void-free laminates produced under the same conditions as porous sandwich panels, but none of the parameters investigated besides the presence of the core was found to be significant [Citation5]. The inclusion of a permeable layer between the tool and facesheet improved surface quality, indicating entrapped gases as the void source. Brayden and Darrow, in modifying a cure cycle to avoid core crush, reported that continued application of vacuum (rather than venting the bag prior to heating) yielded a more uniform surface [Citation8].
Previous studies have investigated the effect of processing parameters on surface quality. For example, Jouin, Pollock, and Rudisill assessed the effect of various processing and material parameters on surface quality and other metrics in autoclave-cured sandwich panels [Citation9]. Adding an intermediate temperature dwell to the baseline cure cycle and imposing super-ambient pressure in the bag reportedly improved tool-side surface quality based on a qualitative scale. Similarly, Alteneder et al. reported improved tool-side surface quality when imposing super-ambient pressure in the bag, but quantitative measures were not included [Citation10]. Yuan et al. investigated the effect of heating rate, applied pressure, and timing of applied pressure on sandwich panels fabricated using a hot press [Citation11]. They reported (but did not quantify) improved surface quality with increasing pressure and delayed pressure application. Results of this study, however, are not necessarily transferrable to autoclave processing. Additionally, the above studies were limited to post-cure analysis to select optimal processing conditions.
Although not fully representative of sandwich structures, surface defects in composite laminates have also been studied. In autoclave processes, both surface and internal porosity can be mitigated by maintaining sufficiently high resin pressure through increased autoclave pressure and avoiding resin loss [Citation12, Citation13]. For out-of-autoclave prepregs using vacuum bag-only oven cure, Hamill et al. attributed surface porosity to air entrapped between the tool and the surface ply during layup [Citation14]. Porosity was reduced by increasing air evacuation (e.g. by increasing vacuum hold time or perforating plies) or reducing air entrapment (by reducing resin tack). Bloom et al. also reported that air entrapment was a primary cause of surface porosity, investigating the effects of parameters such as debulk time and surface topology on air entrapment [Citation15]. Hu et al. employed an in situ technique to simulate inter-ply conditions and observe void formation in a resin-rich region on a glass tool, identifying stages of air evacuation, void expansion during heating, and subsequent void shrinkage [Citation16, Citation17].
A key difference between sandwich panels and laminates, in addition to the honeycomb core that supports the facesheets, is the presence of a second resin in the adhesive film. Such films undergo flow during co-cure to form fillets and the overall bond-line. Previously, an in situ visualization technique was employed to analyze defect formation in the adhesive bond-line during co-cure, identifying interactions between the prepreg resin and adhesive as one cause of bond-line porosity [Citation4, Citation18]. The effect of the adhesive film on facesheet surface quality, however, has not been addressed in literature.
1.1. Objectives and approach
This work aims to clarify the causes and mechanisms of defect formation at the tool-side facesheet surface during autoclave co-cure of honeycomb core sandwich panels, specifically addressing 1) the effect of varying pressure and temperature cycle conditions on surface quality and 2) the time-dependent behavior of voids at the surface. Both autoclave fabrication and an in situ visualization technique are employed to assess the development of surface porosity during cure, as well as the cured surface morphology.
Lab-scale sandwich panels were fabricated in an autoclave under varying pressure conditions to determine the effect of pressure on surface porosity. Surface void area content of cured samples was measured and correlated to processing pressure. Imposing elevated pressure in the bag has been shown to improve surface quality (e.g. [Citation9, Citation10]), but a relationship between pressure and a metric of surface quality has not been established. Shearing of the surface tows was observed in cured samples and was quantified. Samples were also sectioned so relationships between internal and surface facesheet quality metrics were established.
Samples were then cured in a set-up enabling in situ visualization of the tool-facesheet interface to directly observe dynamic growth and transport of voids during co-cure. The technique required out-of-autoclave cure, so pressure conditions could not be altered. Instead, two different temperature cycles were used to assess the development of voids at the surface. During cure, both temperature and time-lapse images of the surface ply were recorded so that time-dependent void behavior could be correlated to temperature, as well as to modeled resin properties. Insights from in situ tests were applied to autoclave-cured samples to provide physical descriptions of relationships between surface quality and process parameters. Altogether, results elucidated physical mechanisms by which facesheet surface porosity forms and provided guidance for designing mitigation strategies for surface porosity in sandwich panels.
2. Materials and methodology
2.1. Materials
A prepreg designed for structural aerospace applications, consisting of a plain-weave carbon fiber fabric and a toughened epoxy (Hexcel HexPly 8552S), was used for facesheets in the sandwich structures. The ‘S’ variant of the prepreg used in this study was manufactured using a solvent-based method, and residual solvent was present in the prepreg [Citation19]. Models for thermal properties, including cure kinetics and viscosity, of the standard resin (8552) have been previously reported [Citation20, Citation21]. Models used in this study were adapted from Hubert et. al [Citation20] based on non-solvated 8552-1 resin film, which exhibits similar kinetic and rheological behaviors of 8552S prepreg.
The adhesive selected was a modified epoxy (Henkel Loctite EA 9658 AERO) supplied as a film with a non-woven glass fiber (NWG) support, with an area weight of 320 g/m2. Thermal properties of the material, including cure kinetics and viscosity, were characterized and reported previously [Citation22].
A phenolic-coated Nomex honeycomb core was selected (Gill Corporation HD142), with 3.2 mm (1/8 in) width hexagonal cells, 12.7 mm (1/2 in) thickness, and a density of 64 kg/m3 (4 pcf).
2.2. Part layup
A schematic of the sample layup, including part geometry and consumables used, is shown in . Samples were assembled using a prepreg facesheet and adhesive layer on either side of a chamfered core insert (larger face 114 mm × 114 mm, 45° chamfer angle). Each facesheet (152 mm × 152 mm) consisted of 4 plies of prepreg ([0°/90°]2s). Layup consisted of assembling the tool-side facesheet and applying a layer of adhesive film (152 mm × 152 mm), placing the larger face of the core centered on the adhesive, then laying the bag-side layer of adhesive and facesheet over the core ply-by-ply. The facesheet flanges were trimmed so plies would be flush, leaving final part dimensions approximately 140 mm × 140 mm.
Figure 1. Schematic of sandwich panel layup. Laminates were fabricated using the same layup procedure, including consumables, but omitting the adhesive and core insert.

2.3. Autoclave processing
The selected sample size enabled two parts to be cured simultaneously during autoclave processing trials. A non-perforated release film was used between the tool plate and sandwich panel, and breathing dams were placed around the edges of the sample. The bagging was completed using a perforated release film, cloth breather, and vacuum bag on top of the sandwich panels. When laminates were produced for comparison, layups consisted of 4 plies of prepreg only ([0°/90°]2s, 152 mm × 152 mm). Otherwise, the layup procedure including consumables followed the procedure for sandwich panel samples. The baseline temperature cycle used was adapted from manufacturer recommendations for the prepreg, and consisted of a 60 min dwell at 110 °C, followed by a 120 min dwell at 177 °C, with a 2 °C/min heating rate. Prior to heating, samples were held under vacuum at room temperature for 60 min. Prescribed vacuum bag and autoclave pressures () were imposed at the beginning of the first temperature ramp and held constant throughout the rest of the cure cycle.
Table 1. Testing conditions for autoclave processing. All pressures are absolute. For each testing condition, two sandwich panel samples were fabricated. Additionally, a comparison laminate was made for the baseline and vented bag conditions.
Autoclave processing trials focused on the effect of pressure on surface quality, with tests conducted at vacuum (< 5 kPa), ambient (101.3 kPa), and elevated (239.2) pressures applied to the vacuum bag. Ambient pressure in the bag was achieved by disconnecting the vacuum hose from the vacuum pump and leaving it vented. Elevated pressure in the bag was supplied by connecting the bag to a dry nitrogen tank in place of a vacuum pump. The autoclave pressure was adjusted to keep the compaction pressure (defined as autoclave pressure minus vacuum bag pressure) constant between tests. Other test variations included increasing the length of the room temperature vacuum hold and removing the intermediate dwell. For each testing condition, two sandwich panel samples were fabricated. Additionally, laminates were produced for the baseline vacuum and vented bag conditions for comparison to sandwich samples.
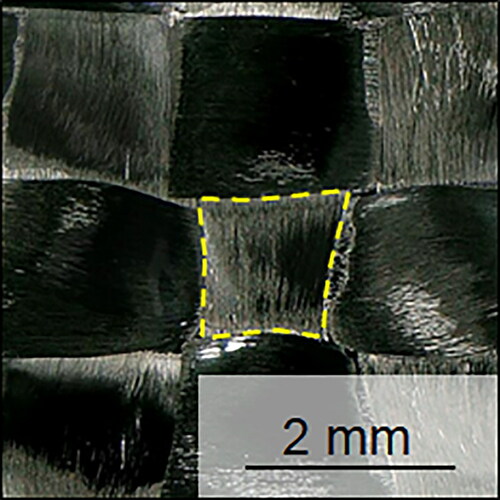
Following fabrication, samples were imaged using a video microscope (Keyence VHX-5000). For each sample, a section (25 mm × 25 mm) of the tool-side surface was imaged at both the center of the sandwich panel and at the flange. Panels were then cross-sectioned, polished, and imaged to assess the internal quality of the tool-side facesheet. Surface porosity was measured using image processing software (Adobe Photoshop CC) and reported as percent of void area content to total area. Additionally, shearing of the tows observed in the surface ply was quantified by the circularity ( where A is area and p is perimeter, as used by Adobe Photoshop CC, so that circularity of a circle is 1) of individual ‘sections’ of the tows (). The average circularity of the vacuum laminate part – which qualitatively displayed minimal deviation from rectangular sections – was used as a baseline. Shearing was reported as deviation (as percent error) from the baseline, computed for each individual tow section and then averaged for the entire part to eliminate effects of direction of deviation (i.e. becoming more convex or more concave). Internal quality was reported as facesheet porosity (as percent of void area content) and facesheet pillowing (as thickness of facesheet at the cell center).
Figure 2. Sample measurements of tow shearing. To measure tow shearing, individual sections created by the fabric weave were outlined and the circularity measured. Values were then compared to a baseline established using the vacuum laminate sample.
2.4. Oven window cure
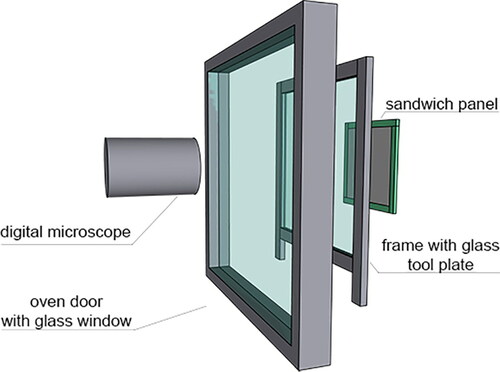
To assess the time-dependent development of porosity at the tool-side facesheet surface, sandwich panels were cured on a glass tool plate in a windowed oven to enable direct visualization of the facesheet surface. The test set-up is detailed in . A single sample was placed on the glass tool plate with a non-permeable release film. Bagging was completed following the same procedure as in the autoclave processing trials, including the use of edge breathing dams. The glass tool plate and frame were then placed in the door of the oven, and a digital microscope (Dino-Lite Edge AM7815MZTL) was placed outside the oven to record time-lapse videos of the tool-side facesheet during cure. The frame was used to enable air circulation at the tool surface and decrease thermal gradients (compared to curing the sample directly on the oven window).
Figure 3. Diagram of oven cure set-up for in situ visualization of the tool-side surface. The use of the framed glass tool plate reduced thermal gradients (compared to placing samples directly on the oven window). A digital microscope is placed outside the oven to observe the tool-side facesheet through the oven window and glass tool plate.
Possible pressure conditions for oven cure were limited to vacuum-bag only, so the effect of varying pressure on surface quality could not be studied. The baseline case used was identical to the baseline vacuum case in the autoclave processing trials, excepting the absence of autoclave pressure. A second test was conducted with an altered temperature cycle, removing the room-temperature vacuum hold and the intermediate dwell. These adjustments are expected to change the development of core pressure during cure primarily by reducing time for gas to evacuate from the core. While the material used was not intended for VBO cure, the different pressure conditions experienced in the oven window cure tests were expected to affect the rate and extent of void development, but not factors including void source, gas flow and evacuation direction, etc.
During cure, thermocouples were used to measure and record temperature at the bag-side facesheet and on the tool surface. The digital microscope recorded images every 30 s, and time-lapse videos were assembled tracking the development of surface morphology along with temperature and modeled degree of cure and viscosity for both the adhesive and prepreg resin. Cured samples were processed and imaged as in the autoclave processing trials to assess both surface and internal facesheet quality.
3. Results and discussion
3.1. Autoclave processing
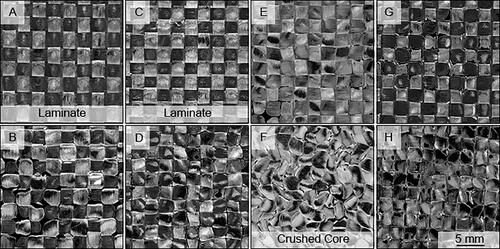
Imaged tool-side surfaces are presented in . For the baseline vacuum and vented vacuum bag cases, a laminate is shown for comparison to the sandwich panel. In each case, the laminate surface was void-free, while there were voids present in the sandwich panel surfaces. Additionally, tow shearing was more pronounced in the vented bag sandwich compared to the vacuum sandwich, while laminates did not display any significant shearing, regardless of pressure.
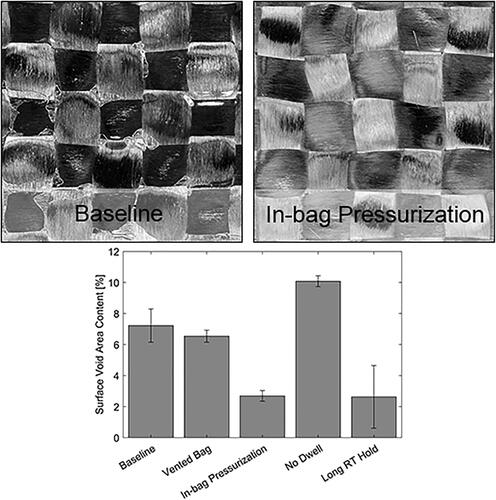
Figure 4. Surface images of autoclave-cured samples: A, baseline vacuum laminate; B, baseline vacuum sandwich; C, vented bag laminate; D, vented bag sandwich; E, in-bag pressurization sandwich; F, in-bag pressurization sandwich with crushed core; G, long room-temperature vacuum hold sandwich; H, no intermediate dwell sandwich. Voids were overlaid with black for better visibility.
Two different sandwich panel samples are shown for the in-bag pressurization case. In the top row image (), porosity is visible, indicating that the increased pressure was not sufficient to pressurize the core enough to completely suppress voids. In the second sample (), core crush was observed on the bag side of the sample, along with severe shearing on the tool-side surface. Core crush has been linked to insufficient inter-ply friction to overcome lateral pressure on the core (e.g. [Citation23, Citation24]), so the extreme shearing coupled with core crush indicates that the shearing can be attributed to facesheet plies slipping and shifting laterally.
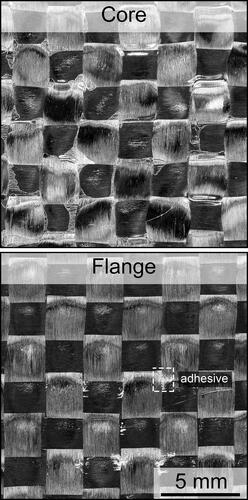
Flange surfaces were imaged to compare to surfaces under the core insert, and representative images for the baseline vacuum case are presented in . Regardless of processing conditions, flange surfaces were comparable to laminates – void-free and with minimal tow shearing. In contrast, within the same parts, sections under core displayed both porosity and shearing. Some adhesive was present in the flange surfaces (visible as bright flecks clustered around pinholes in the fabric weave, due to aluminum powder in the adhesive). Adhesive was not observed at the surface under the core, regardless of processing conditions.
Figure 5. Surface images of baseline vacuum panel under the honeycomb core (top) and in the flange (bottom).
Measurements of surface porosity and circularity (as deviation from baseline laminate) are presented in . The three tests at varying bag pressure displayed a nonlinear relationship between surface porosity and pressure. Increasing bag pressure by venting the bag had no statistically significant effect on surface porosity. However, increasing pressure further through in-bag pressurization yielded a reduction in porosity of more than half compared to the baseline and vented bag samples. In a previous study with the same materials, the relationship between bond-line porosity was non-monotonic: vacuum pressure in the core led to reduced porosity via gas evacuation, in-bag pressurization led to reduced porosity through volatilization suppression, and vented conditions yielded the greatest porosity [Citation4]. The comparatively high surface porosity under vacuum indicates that gas evacuation is not as effective at the tool-facesheet interface as it is for the bag-side adhesive bond-line. Any gases located at the tool-side facesheet surface must migrate through the facesheet and bond-line, into the core gas pocket, and through the bag-side bond-line and facesheet before being evacuated into the breathing cloth. In contrast, the pathway for gases in the bag-side bond-line and facesheet have a relatively direct evacuation pathway.
Figure 6. Surface void area content (top) and circularity (as deviation from the baseline laminate average, bottom) for autoclave-cured samples.

Although gas evacuation was insufficient to mitigate porosity in the baseline case, increasing the duration of the room-temperature vacuum hold reportedly decreases surface porosity in laminates (e.g. [Citation14]), and this same trend was observed for sandwich panels. Average surface void area content for the long room-temperature hold samples was comparable to the in-bag pressurization samples (respectively, 2.6% and 2.7%). However, in-bag pressurization yielded greater consistency in surface quality, with individual tests ranging from ± 12.9% of the average value, compared to ± 76.7% for the long room-temperature hold samples. The range in the long room-temperature hold values was attributed to inconsistencies in core gas evacuation during room-temperature vacuum holds, as reported by Kratz and Hubert [Citation25]. When using facesheets consisting of plain-weave fabric, the onset of core gas evacuation varied from ∼ 60 min to 1020 min, and the core pressure did not always equilibrate to the applied vacuum pressure. Thus, for a vacuum hold of 960 min, a range of post-vacuum-hold core pressures was expected, with pressure also varying from cell to cell within the same part. In contrast, evacuation during the 60-min hold used for the baseline condition was likely minimal, with core pressures post-vacuum-hold relatively high (near ambient) but uniform.
In contrast to the increased gas evacuation during the long room-temperature hold case, eliminating the intermediate temperature dwell reduced the time spent under vacuum with reduced viscosity (of both prepreg resin and adhesive). A competing effect of increased core (and, therefore, resin) pressure, however, is also expected with the reduced time to evacuate gas in the core. The no-dwell samples resulted in the greatest surface porosity of 10.1%, indicating that the decreased evacuation had a greater effect on surface quality than any potential suppression of voids through increased core pressure.
Circularity showed no statistically significant trends regardless of processing conditions, due primarily to large variation within certain cases. For samples subjected to in-bag pressurization, shearing of the surface ply was linked to core crush, as one sandwich exhibited distinctive crushing around the chamfered region of the core. This crushed sample also had the greatest deviation of circularity from the baseline (17.6%, compared to 3.8% measured for the un-crushed sample produced under identical conditions). Otherwise, circularity deviation from the baseline for individual sandwich panels ranged from 1.3% to 6.4% regardless of conditions, and no core crush was observed for any of these samples. These results indicate that surface ply shearing is not directly related to any of the tested parameters, but may be indirectly related through other phenomena (e.g. increased bag pressure leading to core crush, which leads to shearing).
Cross-sections of samples are shown in . Internal porosity was observed in every sample, regardless of processing conditions. Within each sample, voids were concentrated at cell centers (where compaction pressure was dependent on gas pressure within the core), while no porosity occurred under cell walls (where autoclave pressure could be transferred to the tool-side facesheet). Compaction variations were observed in every sample, due to the non-uniform pressure applied to the facesheet, but pillowing was most extensive in the crushed sample ().
Figure 7. Cross-sections showing internal structure of tool-side facesheet and bond-line of autoclave-cured samples: A, baseline vacuum; B, vented bag; C, in-bag pressurization; D, in-bag pressurization with crushed core; E, long room-temperature vacuum hold; F, no intermediate dwell.

Internal porosity and pillowing (as maximum facesheet thickness) were correlated to surface quality metrics, as shown in . Variability in internal void area content made it impossible to identify any direct relationship between internal and surface porosity. Notably, despite relatively low variation in surface porosity (± 5.93% from the average), the vented bag case exhibited the greatest variation in internal porosity (± 85.2% from the average) and average internal porosity values for all other testing conditions fell within this range. The absence of correlation between internal and surface porosity indicates a possible difference in the development of these two defects, either in mechanism or timing.
Figure 8. Surface vs. internal porosity (top) and circularity (as deviation from baseline laminate) vs. maximum facesheet thickness (bottom).
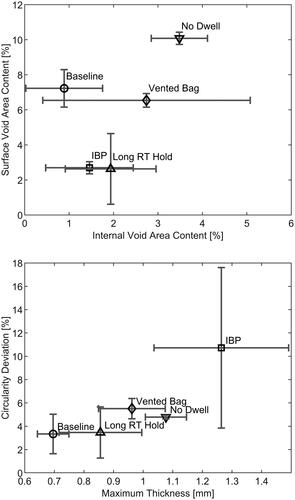
Comparing circularity (as deviation from the baseline laminate) to pillowing (as maximum facesheet thickness), excluding the in-bag pressurization data, showed circularity to be constant across a range of facesheet thicknesses. When considered separately, the uncrushed in-bag pressurization sample fell within the range of other testing conditions (3.83% circularity deviation, 1.04 mm maximum facesheet thickness), while the crushed sample was at the extremes of the plot range (17.6% circularity deviation, 1.49 mm maximum facesheet thickness). These results demonstrate a link between surface ply shearing, facesheet pillowing, and core crush: as the core crushes, facesheet plies are pinched into the cell pockets, and the resulting ply slippage causes shearing at the surface ply. In cases in which the core was not crushed, a moderate degree of shearing was observed and was attributed to the presence of the honeycomb core, as supported by the consistent deviation in circularity from the baseline laminate. A potential cause of this shearing is the non-uniform compaction applied to the tool-side facesheet by the core walls and gas pressure within the core cells.
3.2. Oven window cure
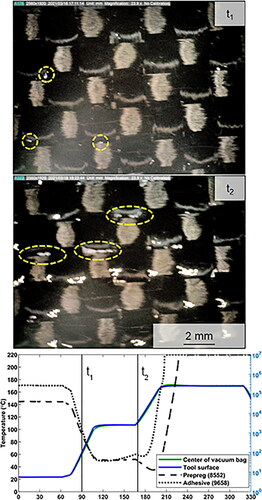
Time-lapse videos of oven window cure tests are provided as supplemental material (Supplementary Video 1, Supplementary Video 2), and select frames for the baseline test are shown in . Some air bubbles initially entrapped between the tool and facesheet were observed in the initial state (Supplementary Video 1). As resin viscosity decreased during the first temperature ramp, resin flowed to fill gaps at the surface, and bubbles of gas were observed migrating toward pinholes in the fabric and disappearing from view (Supplementary Video 1 and , t1). These bubbles are presumed to evacuate through the facesheet and into the core. Then, toward the end of the intermediate dwell and into the second temperature ramp, new voids formed (Supplementary Video 1 and , t2). In contrast to the initial bubbles due to air, which were relatively small and spherical, voids forming later in the cure cycle were larger (on the scale of fiber tows) and elongated to fit within the surface contours of the fabric weave. As in the first temperature ramp, these gases moved toward pinholes and evacuated into the core. However, as the adhesive viscosity increased, gas transfer into the core was blocked, and porosity existing at the surface or developed after adhesive gelation remained trapped at the surface. The voids forming during the intermediate dwell and second temperature ramp were attributed to volatilization of residual solvent, as observed previously for porosity in the bond-line using the same materials [Citation4].
Figure 9. Frames from time-lapse video for baseline oven window cure test, with times marked along with measured temperature and modeled viscosity. At t1, entrapped air was observed moving toward pinholes in the surface ply and disappearing from view. At t2, new voids began forming, with some remaining trapped in the surface after cure.
Because varying pressure conditions could not be imposed in the oven, a test was conducted in which the room-temperature vacuum hold and the intermediate dwell were removed to deliberately increase core pressure during cure by reducing time for core gas to evacuate (Supplementary Video 2). However, any increase in the core pressure that occurred did not have an observable effect on void suppression. Instead, the behavior observed at the tool surface was comparable to the baseline case, excepting that the reduced time spent at low resin viscosity (resulting from eliminating the intermediate dwell) led to increase surface porosity.
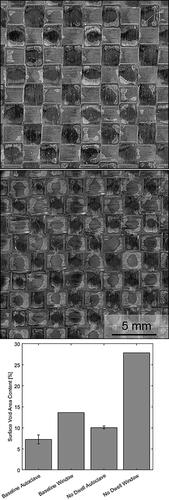
Surface images for the two oven-window-cure parts are shown in , along with surface void area content compared to the respective autoclave-cured parts. Within the same fabrication method, the baseline vacuum case showed lower porosity than the no-dwell case, a finding attributed to the difference in times spent at low viscosity to evacuate gases trapped at the tool surface. In general, the autoclave-cured parts exhibited lower surface porosity compared to the respective oven-cured samples. This trend is attributed to the increased compaction pressure enabled by the autoclave, which is expected to decrease facesheet permeability and therefore increase average core pressure during cure, thus suppressing some void growth. Note that the no-dwell case for autoclave cure still underwent a room-temperature vacuum hold that was not included for oven window cure.
Figure 10. Surfaces of oven window cure parts: baseline vacuum (top) and no room-temperature vacuum hold/no intermediate dwell (bottom). Surface void area content for oven window cure parts compared to autoclave-cured equivalents. Note that, for the autoclave-cured sample, the no-dwell case did include a room-temperature vacuum hold.
In situ observations clarify results of autoclave processing tests and provide valuable insight. One result of note was the comparable levels of surface porosity in the baseline and vented bag cases, despite the increased time under vacuum in the baseline cure cycle, which provided more time to evacuate entrapped gas. Oven-cure window tests demonstrated that the baseline cure cycle was effective in removing initially-entrapped air at the facesheet surface during the first temperature ramp. Porosity remaining in the surface after cure, however, was due to residual solvent and did not form until later in the cure cycle (during the intermediate dwell and second temperature ramp, consistent with solvent-based voids observed previously [Citation4, Citation19]). There was, therefore, insufficient time following the growth of these voids to evacuate the gas while adhesive viscosity remained relatively low (adhesive viscosity, as modeled, reached a local minimum ∼ 15 min. after the second temperature ramp begins and increases until gelation after that point). Porosity arising from solvent volatilization presented as oblong voids (∼ 1-2 mm in length) that tended to elongate in fiber tow directions. This porosity accounted for most of the void content observed in both autoclave and oven window samples. Thus, porosity arising from entrapped air was negligible.
Although the baseline case was ineffective in evacuating volatilized solvent, increasing the duration of the room-temperature vacuum hold resulted in decreased surface porosity. As revealed by in situ videos, the baseline cure cycle evacuated initially-entrapped air. Thus, the reduction in surface porosity was attributed to a greater mass of solvent volatilized and evacuated prior to the adhesive viscosity increasing with the increased vacuum hold duration compared to the baseline. Per Henry’s law, volatilization of the residual solvent in the prepreg resin is dictated by both temperature and the gas pressure in the core. Increasing the duration of the vacuum hold decreased the core pressure at the beginning of the temperature cycle, causing the solvent to volatilize at a lower temperature than in the baseline case, and therefore increased time under sufficiently low adhesive viscosity to evacuate evolved gases. Conversely, increasing the core pressure through in-bag pressurization reduced surface porosity by increasing the temperature at which the solvent volatilized, keeping more solvent mass in solution prior to the gelation of the prepreg resin.
No significant shearing was observed in either of the oven-cured samples, indicating that shearing is caused by autoclave pressure. This finding is consistent with the observed link between surface ply shearing, facesheet pillowing, and core crush. The vacuum bag-only curing conditions used for oven cure was not sufficient to crush the core, regardless of the temperature cycle used.
4. Conclusions
Causes of surface porosity at the tool-side facesheet in honeycomb core sandwich structures were investigated using both autoclave fabrication and an in situ oven cure technique. Direct observation of the tool-facesheet interface during co-cure revealed voids were caused primarily by the volatilization of residual solvent in the prepreg resin, rather than entrapped air. Laminates produced under the same conditions were void-free, indicating that porosity in sandwich panels was due to non-uniform compaction pressure applied to the facesheet, making it difficult to maintain sufficient resin pressure. Increasing the core pressure (and therefore resin pressure) by imposing super-ambient pressure in the vacuum bag was shown to be the most effective and reliable strategy to reduce surface porosity.
Evacuation of evolved volatiles was ineffective, as surface porosity in samples with vacuum pressure applied in the bag continuously was comparable to samples fabricated under a vented bag. Challenges in gas evacuation were attributed to two main sources:
Gases at the tool-side facesheet surface had a tortuous path to escape, having first to flow through the tool-side bond-line and core gas pocket, then through the bag-side bond-line and facesheet.
Because surface porosity was due to residual solvent in the prepreg that evolved at elevated temperature, there was a limited time window during which these gases could evacuate while adhesive viscosity was sufficiently low. As adhesive viscosity increased, gas flow through the bond-line was occluded, trapping any gas existing at or evolved after that point at the facesheet surface.
Solvent removal was facilitated by increasing the duration of the room-temperature vacuum hold, which reduced surface porosity compared to the baseline. These conditions reduced the core pressure at the start of the temperature cycle and therefore the effective core pressure throughout processing, reducing the temperature at which solvent volatilized, while increasing the time to evacuate before adhesive viscosity increased. However, while resulting surface porosity was comparable to levels for in-bag pressurization, greater variability was observed and attributed to inconsistencies in room-temperature air evacuation in sandwich panels (e.g. [Citation25]). For surface porosity caused by volatiles dissolved in resin, maintaining resin pressure to keep volatiles in solution was more reliable and effective at mitigating void growth than removing volatile mass through vacuum application.
Although in-bag pressurization consistently yielded lowest surface porosity, the increased pressure introduced the risk of core crush. In a sample with core crush, shearing of the surface facesheet ply was observed. Comparing this shearing to facesheet pillowing showed that shearing in the surface ply occurred because plies nearest the core were pinched and slid into the core cells as they crushed. Core crush, however, had no impact on void formation, as the crushed sample exhibited surface porosity comparable to the uncrushed in-bag pressurization sample. To a lesser degree, shearing was observed in other sandwich panels fabricated under autoclave conditions, but not in laminates nor in oven-cured sandwich panels. This finding was ascribed to the non-uniform compaction pressure imposed on the facesheet by the honeycomb core (and exacerbated by the autoclave pressure that was not applied in oven-cured samples). Full compaction pressure is transferred at the cell walls, with reduced compaction pressure elsewhere that is dependent on core gas pressure.
The results here indicate that surface porosity for the selected material set is due primarily to residual solvent. Entrapped air had a negligible impact, as in situ visualization of the surface morphology during cure showed effective evacuation of air prior to the volatilization of solvent. Additionally, voids attributed to entrapped air were smaller and more spherical than the large and oblong voids caused by solvent. These smaller voids were negligible compared to larger solvent-based voids, or were absent entirely in cured surfaces. However, a non-solvated variant of the prepreg was not available, so the effects of entrapped air and solvent on surface quality could not be fully decoupled. In situ visualization results indicate, however, that entrapped air is relatively easy to remove, as it is present in the initial layup and can therefore be evacuated at any point prior to adhesive gelation (as opposed to solvent that must be first evolved and then evacuated). Using a non-solvated prepreg in sandwich structures, therefore, is expected to alleviate surface porosity without the need for elevated bag pressure that can crush the core.
This study focused on the tool-side facesheet surface quality, providing new insights into the dependence of defects on process parameters. The bag-side facesheet has a unique set of boundary conditions. Compared to the tool-side facesheet, the bag side has a more direct path to evacuate gases into the breather. However, more complex compaction conditions arise from the lack of rigid tool plate on the external surface (unless a caul plate is used). Additionally, basic internal facesheet quality was assessed for correlations to surface quality, but bond-line quality was not addressed in this study. Understanding the mechanisms of tool-side surface defect formation and developing strategies to mitigate porosity is an important step in the robust manufacture of honeycomb core sandwich panels, although these insights must be integrated with other aspects of co-cure to guide processing decisions for co-cure of sandwich panels.
Supplemental Material
Download Zip (107.7 MB)Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
References
- Campbell FC. Manufacturing technology for aerospace structural materials. London: Elsevier; 2006.
- Grimes GC. The Adhesive-Honeycomb relationship. Appl Polym Symp. 1965;3:154–190.
- Hayes BS, Seferis JC, Edwards RR. Self-adhesive honeycomb prepreg systems for secondary structural applications. Polym Compos. 1998;19(1):54–64. https://doi.org/https://doi.org/10.1002/pc.10075
- Zebrine D, Anders M, Centea T, et al. Path-dependent bond-line evolution in equilibrated core honeycomb sandwich structures. Adv Manuf Polym Compos Sci. 2020;6(3):127–141. https://doi.org/https://doi.org/10.1080/20550340.2020.1800194
- Darrow DC, Propatic PA, Brayden TH. Elimination of mold surface porosity on composite parts. J Adv Mater. 1995;27:41–46.
- Kratz J, Hubert P. Evaluation of core material on skin quality for out-of-autoclave honeycomb panels. In: Proc SAMPE 2012; 2012.
- Tavares SS, Caillet-Bois N, Michaud V, et al. Vacuum-bag processing of sandwich structures: role of honeycomb pressure level on skin–core adhesion and skin quality. Compos Sci Technol. 2010;70(5):797–803. https://doi.org/https://doi.org/10.1016/j.compscitech.2010.01.015
- Brayden TH. Darrow DC. Effect of cure cycle parameters on 350 °F cocured epoxy honeycomb core panels. In Proceeding of the 34th International SAMPE Symposium; 1989.
- Jouin P, Pollock D, Rudisill E. Effects of processing variables on the quality of co-cured sandwich panels. Compos Mater: Test Desi. 1992:283–307. https://doi.org/https://doi.org/10.1520/stp20164s
- Alteneder AW, Renn D, Seferis JC, Curran RN. Processing and characterization studies of honeycomb composite structures. In; 38th Internatonal SAMPE Symposium; 1993.
- Yuan C, Li M, Zhang Z, et al. Experimental investigation on the co-cure processing of honeycomb structure with self-adhesive prepreg. Appl Compos Mater. 2008;15(1):47–59. https://doi.org/https://doi.org/10.1007/s10443-008-9056-4
- Kardos J, Duduković M, Dave R. Void growth and resin transport during processing of thermosetting - matrix composites. Adv Polym Sci. 1986;80:101–123. https://doi.org/https://doi.org/10.1007/3-540-16423-5_13.
- Tang JM, Lee WI, Springer GS. Effects of cure pressure on resin flow, voids, and mechanical properties. J Compos Mater. 1987;21(5):421–440. https://doi.org/https://doi.org/10.1177/002199838702100502
- Hamill L, Centea T, Nutt S. Surface porosity during vacuum bag-only prepreg processing: Causes and mitigation strategies. Compos Part A Appl Sci Manuf. 2015;75:1–10. https://doi.org/https://doi.org/10.1016/j.compositesa.2015.04.009
- Bloom LD, Napper MA, Ward C, et al. On the evolution of the distribution of entrapped air at the tool/first ply interf‘ace during lay-up and debulk. Adv Manuf Polym Compos Sci. 2015;1(1):36–43. https://doi.org/https://doi.org/10.1179/2055035914Y.0000000005
- Hu W, Grunenfelder LK, Centea T, et al. In situ monitoring and analysis of void evolution in unidirectional prepreg. J Compos Mater. 2018;52(21):2847–2858. https://doi.org/https://doi.org/10.1177/0021998318759183
- Hu W, Centea T, Nutt S. Mechanisms of inter-ply void formation during vacuum bag-only cure of woven prepregs. Polym Compos. 2020;41(5):1785–1795. https://doi.org/https://doi.org/10.1002/pc.25497
- Anders M, Zebrine D, Centea T, et al. Process diagnostics for co-cure of sandwich structures using in situ visualization. Compos Part A Appl Sci Manuf. 2018;116:24–35. https://doi.org/https://doi.org/10.1016/j.compositesa.2018.09.029.
- Lo J, Nutt S. Method for in situ analysis of volatiles generated during cure of composites. Compos Part A Appl Sci Manuf. 2019;123:141–148. https://doi.org/https://doi.org/10.1016/j.compositesa.2019.05.013.
- Hubert P, Johnston A, Poursartip A, et al. Cure kinetics and viscosity models for hexcel 8552 epoxy resin. In: International SAMPE Symposium and Exhibition; 2001. p. 2341–2354.
- Van Ee D, Poursartip A. NCAMP hexply material properties database for use with COMPRO CCA and raven. Wichita, KS: National Center for Advanced Materials Performance (NCAMP); 2009, p. 141.
- Centea T, Zebrine D, Anders M, et al. Manufacturing of honeycomb core sandwich structures: Film adhesive behavior versus cure pressure and temperature. Proceedings of the Composites and Advanced Materials Expo, 2016.
- Martin J, Putnam JW, Hayes BS, et al. Effect of impregnation conditions on prepreg properties and honeycomb core crush. Polym Compos. 1997;18:90–99.
- Hsiao H-M, Lee S, Buyny R. Core crush problem in the manufacturing of composite sandwich structures: mechanisms and solutions. Aiaa J. 2006;44(4):901–907. https://doi.org/https://doi.org/10.2514/1.18067
- Kratz J, Hubert P. Processing out-of-autoclave honeycomb structures: internal core pressure measurements. Compos Part A Appl Sci Manuf. 2011;42(8):1060–1065. https://doi.org/https://doi.org/10.1016/j.compositesa.2011.04.009