
Figures & data
Figure 1. Flow chart for the evaluation of the RGS&BPM.
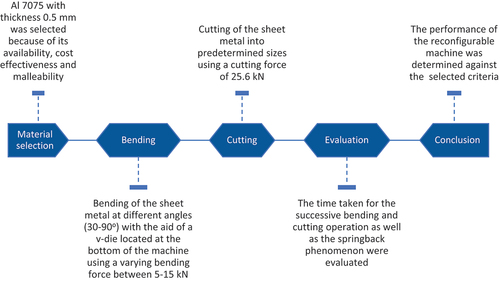
Figure 2. The reconfigurable guillotine shear and bending press machine for cutting and bending operations.

Figure 3. Cutting operation of aluminium sheet fig. 3b: Bending operation of the aluminium sheet.
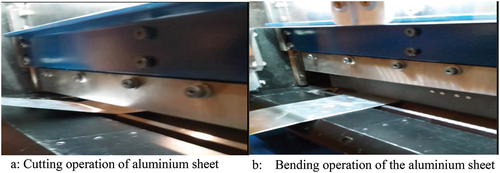
Figure 4. The bent aluminium sheet at different angles (30–90°) (a): 30° (b): 45° (c): 60° (d): 90°.
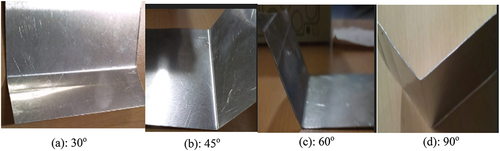
Table 1. Properties of the aluminium 7075 T7 (Surya, Citation2023)
Table 2. Bending and cutting angles with the corresponding time taken for the operations
Table 3. The springback factor for bending operations
Figure 5. Average time taken for the bending and cutting operations.
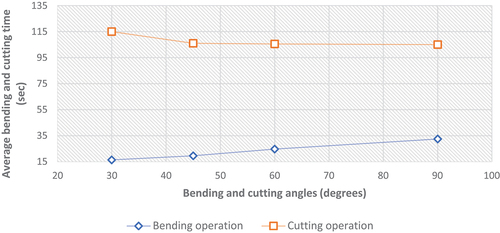
Figure 6. The effect of the variation in the bending angles on the final bent angles and the springback.
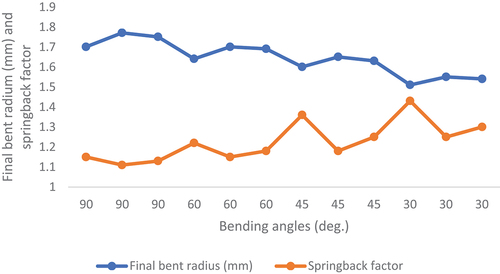
Figure 7. The effect of the variation in the bending forces on the final bent angles and the springback.
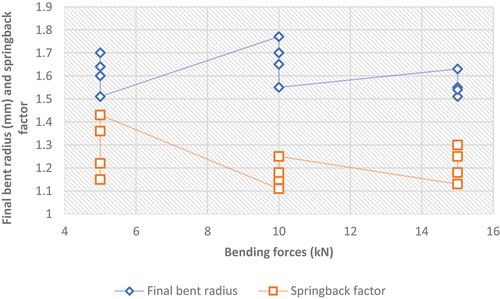
Table 4. Comparative analysis of the total time taken for the cutting and bending operations of the RGS&BPM and the traditional machines
Table 5. Effect of the backgauges on the time for the cutting operation for the RGS&BPM