
ABSTRACT
Two-stage dehydration method of flue-cured tobacco in rotary dryer was experimentally evaluated and compared to the single-stage dehydration process. The characteristic flavor components in dried cut tobacco, including major Maillard reaction compounds and carotenoid degradation products, as well as drying rate were analyzed for different two-stage dehydration operations. The results showed that both the pre-drying temperature and intermediate moisture content had a significant effect on the overall drying rate of cut tobacco during two-stage drying. On the other hand, the retention of characteristic flavor components in tobacco, especially Maillard reaction compounds retention, was influenced significantly by the final drying temperature as well as intermediate moisture content. The 10°C increase in the final drying temperature from 100 to 110°C reduced the retentions of Maillard reaction compounds and carotenoid degradation products by 14.5 and 9.4%, respectively. Change of intermediate moisture contents from 19 to 15% reduced the Maillard reaction compounds retention by 14.7%. Given the consideration of characteristic flavor components’ retention and drying process efficiency, two-stage dehydration of cut tobacco in rotary dryer could reach a better performance as compared with the single-stage dehydration. The cylinder-wall temperature combination of 140/100°C with the 17% intermediate moisture content could be used as the optimal two-stage condition for the investigated flue-cured tobacco.
Introduction
Rotary cylinders are widely used in industrial processes such as drying, heating, humidifying, mixing, and calcining,[Citation1] which is attributed to its treatment flexibility for various particulate solids and its ability to handle large volumes of material continuously.[Citation2,Citation3] In the field of drying operations, the rotary dryer has been used as one of the main dehydration methods for processing food and agriculture products, such as sugar, corn, seeds, and pasture.[Citation4–Citation7] Due to its more uniform processing quality compared with fluidized drying, rotary drying is also the most popular way of flue-cured tobacco dehydration in tobacco primary processing. Both high drying efficiency and product quality are desired during the drying of flue-cured tobacco. One of key factors affecting product quality is the retention of characteristic flavor components in tobacco materials.
Characteristic flavor components in tobacco leaf mainly include the carotenoid degradation products and Maillard reaction compounds. The post-harvest tobacco leaves need to undergo a preprocessing procedure before tobacco primary processing, namely, curing and aging, which is the main stage of tobacco flavor components forming and accumulating.[Citation8] At this stage, the carotenoid in tobacco leaf, mainly carotenes and xanthophyll, will be degraded and produce the aroma components with floral scent, such as damascenone and megastigmatrienone.[Citation9] On the other hand, Maillard reactions between amino acid and carbohydrate in tobacco will produce aroma components with baking and caramel scent in this stage, such as some heterocyclic and carbonyl compounds.[Citation10] However, during drying in tobacco primary processing, flue-cured tobacco as heat-sensitive materials are easily subjected to loss of some chemical components, including some characteristic flavor components.[Citation11,Citation12] This could be caused by volatilization, oxidation of some components, as well as the possible cracking of some macromolecules, which leads to quality degradation in dried tobacco materials.[Citation13,Citation14]
Nowadays, multi-stage drying method is being developed to enhance the drying efficiency and improve the physical as well as biochemical properties of the dried products. During the dehydration of food and agriculture products, two-stage drying has been recommended to maximize the retention of flavor components, nutrients, or functional and active ingredients.[Citation15,Citation16] Different drying conditions or methods, including freeze, vacuum, adsorption, microwave as well as heat lump drying, have been combined during two-stage drying.[Citation17–Citation21] Meda[Citation22] reported the two-stage drying of berries with combined microwave-vacuum, hot-air drying, and freeze-drying technologies, which better retained the nutritional properties of products. The two-stage drying with the combination of convective pre-drying and vacuum-microwave finish drying was investigated for the dehydration of beetroot cubes.[Citation23] The results showed the dried products had better rehydration potential and higher antioxidant activity than those dehydrated by traditional convection drying. Different two-stage drying strategies were also investigated by Chin and Law[Citation24] for the dehydration of Ganoderma lucidum. The results showed that the two-stage drying methods, including vacuum drying followed by heat pump drying for fruiting bodies and heat pump drying followed by oven drying for slices, greatly enhanced the overall drying rate and maximized the retention of ganoderic acids and water-soluble polysaccharides compared to single-stage drying methods. The effect of multi-stage drying on the retention of bioactive ingredients was attributed to fast drying rate and low intensity of heat treatment, which were also proven to be beneficial for the improvement of physical properties such as color and texture.[Citation25,Citation26]
However, very little work has been reported on the two-stage drying of flue-cured tobacco. The current rotary drying of flue-cured tobacco is still the single-stage drying process. Indirect rotary dryer with steam- or oil-heated cylinder surfaces (jacket heating) is mainly used in tobacco primary processing. The drying process of cut tobacco occurs in an atmosphere of some less entrained hot air and slightly superheated steam from the moisture vaporization of wet solid particles. Both the heated cylinder surface and hot air supplied the dehydration energy for tobacco. However, the main calories of tobacco dehydration come from the heat conductivity from heated cylinder surface. For the single-stage drying of tobacco, constant cylinder temperature as well as hot air temperature was always used during the whole process of dehydration. It brings difficulties for reaching a compromise between high retention of characteristic flavor components and efficient drying process by optimizing key drying operation parameters such as cylinder temperature.
Although two-stage drying strategy has been presented for dehydration of flue-cured tobacco by analyzing heat and mass transfer during two-stage convective drying in our previous work,[Citation27] the effect of two-stage drying on the retention of characteristic flavor components in tobacco has not been investigated thoroughly. Therefore, two-stage rotary drying of flue-cured tobacco was performed in the present study, and characteristic flavor components retentions of dehydrated products for different two-stage drying conditions were investigated and compared with the single-stage drying.
Materials and methods
Sample preparation
A kind of flue-cured tobacco from Sichuan province of China was chosen as experimental materials. Tobacco leaves were pretreated into cut tobacco by a cutter. The length of cut tobacco particles had a distribution from 1.5 mm to 3 mm, and its width was about 0.8 mm. According to actual conditions in tobacco primary processing, the initial moisture content of materials was adjusted to 23% (on the wet basis) in the isothermal and constant humidity equipment.
Experimental platform
Experiments of cut tobacco dehydration were conducted in a laboratory-scale rotary dryer, which is a batch processing device. The detailed diagram of this dryer is shown in . The cylinder was made of stainless steel and had a diameter of 0.6 m and a length of 0.5 m. The inner wall of the cylinder is a jacket structure heated by oil bath, and its temperature could be adjusted in the range of 60–200°C. Four lifters, equally distributed around the circumference, are vertically bolted to the internal surface of the cylinder. Compressed air goes through mass meter, air heater, and air distribute plate located in one of the cylinder ends in turn and then gets introduced into the dryer. Air temperature and flow rate could be controlled respectively with mass meter and air heater. The speed of rotation of the cylinder could be changed over a wide range of values but were kept constant at 9.0 rpm. Tobacco samples could be added and removed from the outlet of cylinder before and after drying.
Figure 1. Scheme of rotary dryer in (a) overall composition (b) cylinder structure. 1. Mass flow controller for compressed air, 2. Air heater, 3. Temperature controller for air heater, 4. Temperature controller for drying air, 5. Rotary joint, 6. Cylinder, 7. Cylinder motor, 8. Air distribute plate, 9. Jacket, 10. Lifter, 11. Oil bath, 12. Heating rod, 13. Outlet, 14. Temperature controller for cylinder.
Drying experiment
For all the single- and two-stage drying experiments, the air temperature and velocity through cylinder were identical, which were set to 100°C and 0.1 m/s (S.T.P.). Single-stage drying experiments were carried out with consistent cylinder temperature during the whole drying process, and the investigated cylinder temperature conditions included 100, 130, 140, and 150°C. As seen in , different cylinder temperatures at the pre-drying stage and final drying stage were combined for two-stage drying experiments, that is, 130/100, 140/100, 150/100, 130/110, and 140/110°C. In addition, intermediate moisture content at the end of pre-drying during two-stage drying was also changed at the temperature combination condition of 140/100°C, that is, 19, 17, and 15% (on the wet basis). During single- and two-stage drying processes, cut tobacco was sampled at the drying time interval of 40 s and moisture content of samples was measured by weight loss method.
Table 1. Two-stage drying conditions.
The drying rates of samples were calculated using the following Eq. (1)[Citation24]:
Analysis of characteristic flavor components
Dried samples were ground into powder and then 2 g of powder was subjected to simultaneous distillation extraction with methylene chloride at 60°C for 2 h. The extracted solution was condensed to 1 mL by rotary evaporation instrument. Then the condensed solution was analyzed by GC–MS to quantify the characteristic flavor components. The concentrations of different flavor components were determined by a GC–MS analyzer (Trace GC Ultra-ISQ, Thermo Fisher Scientific, USA) using phenylethyl acetate as internal standard. Samples were separated on a HP-FFAP capillary column (50 m × 0.22 mm id, 0.33 µm film thickness) with the injector temperature of 270°C. The column temperature was initially held at 60°C, then programmed to 240°C at a rate of 3°C/min with a final hold time of 30 min. Split mode was applied under the ratio of 20:1. The carrier gas was flowed at a rate of 1 mL/min. The parameters were set as follows for MS analysis. The ionization energy was 70 eV. The temperature of ion source and transfer line was 230 and 260°C, respectively. MS was recorded from 40 to 400 u.
Results and discussion
Drying characteristics
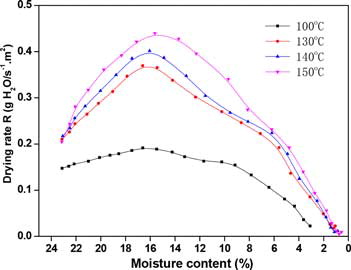
The drying-rate curves of two-stage drying of cut tobacco at different temperature combinations and different intermediate moisture contents are shown in and , respectively. For comparison, the drying-rate curves of single-stage drying of cut tobacco are also shown in . For both single- and two-stage drying of cut tobacco in rotary dryer, the drying period of constant rate does not exist. After the initial transient period, drying rate of cut tobacco reached the maximum and then undergone the first falling-rate period and the second falling-rate period. According to the description of drying curves by Mujumdar and Devahastin,[Citation28] the first critical moisture content in single-stage drying curves of cut tobacco was approximately 16% and the second critical moisture content was about 6%. During the two-stage drying shown in , the first and second critical moisture contents occurred in advance, which were 18 and 13–11%, respectively. As seen in , when intermediate moisture contents of two-stage drying changed from 19 to 15%, the first critical moisture contents also showed an increasing trend.
Figure 2. Drying-rate curves of two-stage drying by different temperature combinations.
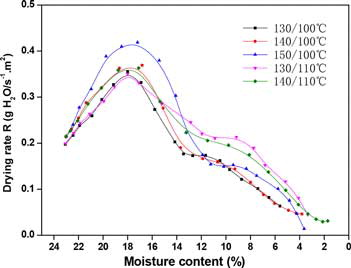
Figure 3. Drying-rate curves of two-stage drying by different intermediate moisture contents.
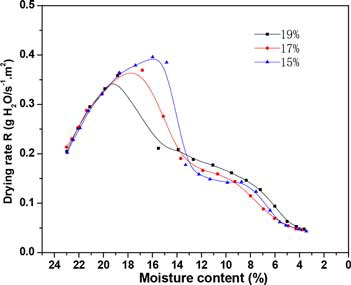
Figure 4. Drying-rate curves of single-stage drying.
During the actual tobacco primary processing, flue-cured tobacco only need to be dehydrated to the end moisture of 10–12% (on the wet basis) from the initial moisture content. Therefore, total drying time and average drying rate when moisture content of cut tobacco is reduced to less than 12% are calculated for the single- and two-stage drying experiments, as seen in . Compared to the single-stage drying at 100°C, two-stage drying with pre-drying temperatures of 130, 140, and 150°C followed by the final drying temperature of 100°C reduced the total drying time by 26, 32, and 42%, respectively. The intermediate moisture content also had a significant effect on the drying time and average drying rate. When intermediate moisture contents changed from 19 to 15%, the required drying time was reduced by 21% and average drying rate increased from 0.208 to 0.263 g H2O/s−1. The lower intermediate moisture content during the two-stage drying meant that more moisture in cut tobacco need to be removed in the pre-drying period, which enhanced the overall drying efficiency of cut tobacco due to the high pre-drying temperature.
Table 2. Drying time and average drying rate for different drying methods.
From , it can be seen that the pre-drying temperature and final drying temperature during the two-stage drying had different influences on the average drying rate of cut tobacco and its drying time. Compared to the two-stage drying at 140/100°C, 14% less drying time was required during the two-stage drying at 150/100°C by the 10°C increase in pre-drying temperature. The average drying rate also had a significant increase from 0.248 to 0.289 g H2O/s−1. For the two-stage drying at 140/110, the 10°C increase in the final drying temperature only increased the average drying rate of cut tobacco by 4%. When the drying result of 130/100°C was compared to those of 140/100 and 130/110°C, similar results could be seen. This revealed that the pre-drying temperature under the current two-stage drying method had a more significant effect on the drying efficiency of cut tobacco. According to description of the drying process by Mujumdar and Devahastin,[Citation28] before the first critical moisture content, boundary layer of water vaporizing during drying is located in the dried material surface. The resistance of moisture diffusion at this stage mainly comes from the external environment conditions of heat and mass transfer. So, for the two-stage drying of cut tobacco, an increase in cylinder temperature could improve the average drying rate more effectively at the pre-drying stage due to the strengthening of external heat transfer conditions.
In addition, energy consumption is always an important issue when optimizing single- or multi-stage drying processes.[Citation29,Citation30] Low- and medium-temperature drying are often proposed for heat-sensitive materials such as tobacco leaves. However, low-temperature drying often suffers from very low energy efficiency.[Citation31] Compared to the single-stage drying with low temperature (e.g., the 100°C cylinder temperature), the two-stage drying reduced the drying time by improving the pre-drying temperature and could decrease the consumption of required hot air and steam during cylinder drying, which would be beneficial for improving the drying energy efficiency. Furthermore, two-stage drying has the potential to improve efficiency by heat recovery between different drying stages. For example, zeolite drying systems have been recommended to improve the energy efficiency of multi-stage drying.[Citation31,Citation32] By this method, exhaust gas from the pre-drying stage could be dehumidified and reheated through zeolite adsorber and then reused in the final drying stage. As a result, the drying force at the final drying stage could be enhanced and the required energy could be reduced.
Analysis of characteristic flavor components
Effect of cylinder wall temperature
Typical Maillard reaction compounds in dried cut tobacco includes furfuralcohol, furfural, 4-cyclopentene-1,4-dione, 2-methyltetrahydrofuran-3-one, 2-acetyl, and 2-acetylpyrrole. Major carotenoid degradation products in cut tobacco mainly involve several ketones, geranyl linalool, and dihydroactinidiolide. The contents of main carotenoid degradation products and Maillard reaction compounds are shown in and , respectively. The total contents of two kinds of flavor components in single- and two-stage-dried cut tobacco were accounted for and are shown in and . From , it can be seen that the total contents of Maillard reaction compounds decreased from 6.55 to 4.37 µg/g when single-stage drying temperature increased from 100 to 150°C. It can be seen that the loss of Maillard reaction compounds mainly occurred within the temperature range of 100–130°C, which was associated with the possible volatilization, oxidation, and cracking reactions at this temperature stage.[Citation14] Compared to the single-stage drying at 130, 140, and 150°C, the two-stage drying at 130/100, 140/100, and 150/100°C promoted the contents of Maillard reaction compounds in dried cut tobacco by 19.9, 23.3, and 16%, respectively. Relatively high drying efficiency and Maillard reaction compounds retention could be obtained simultaneously by two-stage drying, especially for drying at 140/100°C.
Figure 5. Maillard reaction compounds contents in single-stage- and two-stage-dried cut tobacco.
Figure 6. Carotenoid degradation products contents in single-stage- and two-stage-dried cut tobacco.
Table 3. Maillard reaction compounds contents in dried cut tobacco for different drying processes (µg/g).
Table 4. Carotenoid degradation products contents in dried cut tobacco for different drying processes (µg/g).
From , it can be seen that though cylinder temperature had a relatively smaller effect on carotenoid degradation products contents, similar results could still be found. Carotenoid degradation products contents retained for two-stage drying of 130/100 and 140/100°C were 5.94 and 5.91 µg/g, which were even close to the level of single-stage drying at 100°C. A previous work[Citation27] has shown that the two-stage drying method, which used high air temperature for early period and low one for late period, could decrease the final temperature of the dried cut tobacco significantly. The reduced exposure to high temperature for tobacco due to low final temperature is beneficial for flavor components retention during drying. This caused the higher contents of Maillard reaction compounds and carotenoid degradation products in two-stage-dried cut tobacco when compared to the single-stage drying with the pre-drying temperature.
The effects of pre-drying temperature and final drying temperature on flavor components retention were further compared as shown in and . From , it can be seen that when the flavor components contents in tobacco dried at 130/100°C were taken as a base for comparison, a 10°C increase in the final drying temperature from 100 to 110°C reduced the retentions of Maillard reaction compounds and carotenoid degradation products by 14.5 and 9.4%, respectively. However, only a slight reduction of flavor component retention was caused by the 10°C increase in pre-drying temperature from 130 to 140°C. As also can be seen from , the increasing of pre-drying temperature from 140 to 150°C had a smaller influence on the loss of two kinds of flavor components in comparison to the increasing final drying temperature.
Figure 7. Comparison of pre-drying and final temperatures’ effect on Maillard reaction compounds retentions.
Figure 8. Comparison of pre-drying and final temperatures’ effect on carotenoid degradation product retentions.
It is clear that the final drying temperature under the current two-stage method has a more significant effect on the flavor components retention in dried cut tobacco. As mentioned before, dried materials, especially for heat-sensitive materials, were easy to suffer from the loss of flavor components due to the exposure to high drying temperature. At the initial transient drying period, cut tobacco temperature is relatively low. At the falling rate period, cut tobacco temperature will have an obvious rise with decreasing moisture content.[Citation27] The exposure of dried samples to high temperature occurs mainly at this drying stage. This could explain the greater influence of final drying temperature on the flavor component retention.
Effect of intermediate moisture contents
The two-stage drying at 140/100°C was performed with different intermediate moisture contents, and the retained contents of Maillard reaction compounds and carotenoid degradation products in dried samples were compared, as seen in and . The intermediate moisture content of 19% retained the highest content of Maillard reaction compounds, as were 6.089 µg/g. The change of intermediate moisture contents from 19 to 15% reduced the Maillard reaction compounds’ content by 14.7%. The effect of intermediate moisture contents on Maillard reaction compounds’ maintenance was associated with the prolonged exposure time of cut tobacco to high temperature. The dried sample with the intermediate moisture content of 19% experienced the shortest drying time at the high pre-drying temperature of 140°C, which resulted in the smallest loss of Maillard reaction compounds. However, for carotenoid degradation products in dried cut tobacco, the change of intermediate moisture contents from 19 to 15% only reduced its retention by 4.4%.
Figure 9. Effect of intermediate moisture content on Maillard reaction compounds retentions.
Figure 10. Effect of intermediate moisture content on carotenoid degradation product retentions.
As can be seen, both intermediate moisture contents and cylinder temperature had a significant influence on the retention of two kinds of flavor components. The increasing cylinder temperature as well as the decreasing intermediate moisture contents caused the exposure of cut tobacco to the higher drying temperature or undergoing prolonged drying time at the pre-drying stage and led to the lower retention of flavor components in tobacco. The loss of flavor components in tobacco due to heat treatment was also reported by Lai et al.,[Citation14] and the reason was related to volatilization, oxidation of some components, as well as the possible cracking of some macromolecules.
It also can be found from – that the retentions of Maillard reaction compounds have a more significant reduction than that of carotenoid degradation products with the decreasing intermediate moisture contents or the increasing cylinder temperature. Liao et al.[Citation13] has reported the retention ratios of different flavor substances during the tobacco primary processing. Their results showed that the flavor substances with low boiling point had suffered greater losses after entrained flow drying, which was attributed to the reason of high thermal volatility of low-boiling-point components. In our present work, the Maillard reaction compounds listed in , including furfuralcohol, furfural, 2-acetyl, and 2-acetylpyrrole, had lower boiling points than the major carotenoid degradation products listed in , such as geranyl linalool, damascone, and dihydroactinidiolide. As a consequence, the reason proposed by Liao et al.[Citation13] could be also used to explain the more significant reduction of Maillard reaction compounds retention.
Conclusion
It can be concluded that the two-stage dehydration of cut tobacco in rotary dryer, which used high cylinder temperature in pre-drying period of dehydration and low cylinder temperature at the later stage, could reach a better compromise between high retention of characteristic flavor components and efficient drying processes compared to single-stage dehydration. For the current two-stage dehydration method, pre-drying temperature had a more significant effect on the drying efficiency of cut tobacco than the final drying temperature. However, the retention of two kinds of characteristic flavor components in the tobacco, including Maillard reaction compounds and carotenoid degradation products, was influenced obviously by final drying temperature. The intermediate moisture content during the two-stage drying also had a significant effect on both drying efficiency and retention of two kinds of characteristic flavor components. Lower intermediate moisture content could enhance the overall drying efficiency of cut tobacco, but it led to a more significant loss of Maillard reaction compounds in tobacco. When the retention of characteristic flavor components and drying efficiency of tobacco were considered simultaneously, the cylinder-wall temperature combination of 140/100°C with 17% intermediate moisture content could be used as the optimal two-stage drying condition for the investigated flue-cured tobacco.
References
- Song, Y.; Thibault, J.; Kudra, T. Dynamic characteristics of solids transportation in rotary dryers . Drying Technology 2003, 21(5), 755–773.
- Sheehan, M.E.; Britton, P.F.; Schneider, P.A. A model for solids transport in flighted rotary dryers based on physical considerations . Chemical Engineering Science 2005, 60(15), 4171–4182.
- Kiranoudis, C.T.; Maroulis, Z.B.; Marinos-Kouris, D. Drying of solids: Selection of some continuous operation dryer types . Computers and Chemical Engineering 1996, 20(1), 177–182.
- Shahhosseini, S.; Cameron, I.T.; Wang, F.Y. A simple dynamic model for solid transport in rotary dryers . Drying Technology 2000, 18(4), 867–886.
- Xu, Q.X.; Pang, S.S. Mathematical modelling of rotary drying of woody biomass . Drying Technology 2008, 26(11), 1344–1350.
- Iguaz, A.; Esnoz, A.; Martinez, G.; Virseda, P. Mathematical modelling and simulation for the drying process of vegetable wholesale by-products in a rotary dryer . Journal of Food Engineering 2003, 59(2), 151–160.
- Renaud, M.; Thibault, J.; Alvarez, P.I. Influence of solids moisture content on the average residence time in a rotary dryer . Drying Technology 2001, 19(9), 2131–2150.
- Wahlberg, I.; Karlsson, K.; Austin, D.L.; Junker, N.; Roeraade, J.; Enzell, C.R.; Johnson, W.H. Effects of flue-curing and ageing on the volatile, neutral and acidic constituents of Virginia tobacco . Phytochemistry 1977, 16(8), 1217–1231.
- Song, Z.P.; Li, T.S.; Zhang, Y.G.; Cao, H.J.; Gong, C.R.; Zhang, W.J. The mechanism of carotenoid degradation in flue-cured tobacco and changes in the related enzyme activities at the leaf-drying stage during the bulk curing process . Journal of Integrative Agriculture 2010, 9(9), 1381–1388.
- Xi, Y.X.; Song, J.Z.; Yang, J.; Li, F.; Cai, X.J.; Wang, X.M.; Wei, C.Y. Analysis of flavor precursors and degradation products content in flue-cured tobacco of different color and maturity . Acta Tabacaria Sinica 2011, 17(4), 23–30.
- Zhao, H.N.; Lei, B.; Ding, F.Z.; Ren, Z.; Cai, K.; Pan, W.J. Effect of drying method on fresh flue-cured tobacco leaves morphology, colour and chemical components . Acta Tabacaria Sinica 2014, 20(4), 28–32.
- Wang, H.; Xin, H.R.; Liao, Z.K.; Li, J.; Xie, W.; Zeng, Q.; Li, Y.F.; Li, Q.L.; Chen, X.D. Study on the effect of cut tobacco drying on the pyrolysis and combustion properties . Drying Technology 2014, 32(2), 130–134.
- Liao, H.Y.; Liu, X.J.; Zhuang, Y.D.; Shi, H.B.; Cao, Y.; Shen, X.C.; Yao, X.J.; Qin, Y.H.; Liu, Q. Characterization of retention ratio of aroma substances from casing flavor during primary processing based on order relation method . Tobacco Science & Technology 2014, 47(suppl. 1), 125–131.
- Lai, W.L.; Liu, J.S.; Cai, G.H.; Lin, Y.; Li, Y.F.; Hong, W.L. Study on the variety of alkalis and neutral flavor components during key cigarette process . Journal of Instrumental Analysis 2004, 23(suppl. 1), 272–273.
- Ho, J.C.; Chou, S.K.; Mujumdar, A.S.; Hawlader, M.N.A.; Chua, K.J. An optimisation framework for drying of heat-sensitive products . Applied Thermal Engineering 2001, 21(17), 1779–1798.
- Kudra, T.; Mujumdar, A.S. Advanced Drying Technologies; Marcel Dekker : New York, 2002.
- Cui, Z.W.; Xu, S.Y.; Sun, D.W. Dehydration of garlic slices by combined microwave-vacuum and air drying . Drying Technology 2003, 21(7), 1173–1184.
- Djaeni, M.; Bartels, P.V.; van Asselt, C.J.; Sanders, J.P.M.; van Straten, G.; van Boxtel, A.J.B. Assessment of a two-stage zeolite dryer for energy-efficient drying . Drying Technology 2009, 27(11), 1205–1216.
- Yazdanpanah, N.; Langrish, A.G. Crystallization and drying of milk powder in a multiple-stage fluidized bed dryer . Drying Technology 2011, 29(9), 1046–1057.
- Hu, Q.G.; Zhang, M.; Mujumdar, A.S.; Xiao, G.N.; Sun, J.C. Drying of edamames by hot air and vacuum microwave combination . Journal of Food Engineering 2006, 77(4), 977–982.
- Pei, F.; Shi, Y.; Gao, X.Y.; Wu, F.N.; Mariga, A.M.; Yang, W.J.; Zhao, L.Y.; An, X.X.; Xin, Z.H.; Yang, F.M.; Hu, Q.H. Changes in non-volatile taste components of button mushroom (Agaricus bisporus) during different stages of freeze drying and freeze drying combined with microwave vacuum drying . Food Chemistry 2014, 165(24), 547–554.
- Meda, V. Drying kinetics and quality characteristics of microwave-vacuum dried Saskatoon berries . Journal of Microwave Power & Electromagnetic Energy 2008, 42(4), 4–12.
- Figiel, A. Drying kinetics and quality of beetroots dehydrated by combination of convective and vacuum-microwave methods . Journal of Food Engineering 2010, 98(4), 461–470.
- Chin, S.K.; Law, C.L. Maximizing the retention of ganoderic acids and water-soluble polysaccharides content of Ganoderma lucidum using two-stage dehydration method . Drying Technology 2014, 32(6), 644–656.
- Namsanguan, Y.; Tia, W.; Devahastin, S.; Soponronnarit, S. Drying kinetics and quality of shrimp undergoing different two-stage drying processes . Drying Technology 2004, 22(4), 759–778.
- Serghei, C. Effects of conventional and multistage drying processing on non-enzymatic browning in tomato . Journal of Food Engineering 2010, 96(1), 114–118.
- Zhu, W.K.; Wang, L.; Duan, K.; Chen, L.Y.; Li, B. Experimental and numerical investigation of the heat and mass transfer for cut tobacco during two-stage convective drying . Drying Technology 2015, 33(8), 907–914.
- Mujumdar, A.S.; Devahastin, S. Fundamental principles of drying. In Mujumdar's Practical Guide to Industrial Drying; Exergex Corporation : Montreal, 2000; 1–22.
- Holmberg, H.; Ahtila, P. Evaluation of energy efficiency in biofuel drying by means of energy and exergy analyses . Applied Thermal Engineering 2005, 25(17–18), 3115–3128.
- Holmberg, H.; Ahtila, P. Comparison of drying costs in biofuel drying between multi-stage and single-stage drying . Journal of Biomass and Bioenergy 2004, 26(6),515–530.
- Djaeni, M.; Bartels, P.; Sanders, J.; van Straten, G.; van Boxtel, A.J.B. Multistage zeolite drying for energy-efficient drying . Drying Technology 2007, 25(6), 1053–1067.
- Atuonwu, J.C.; van Straten, G.; van Deventer, H.C.; van Boxtel, A.J.B. Model-based energy efficiency optimization of a low-temperature adsorption dryer . Chemical Engineering & Technology 2011, 34(10), 1723–1732.