
Abstract
This paper investigates the relationships between product architectures and global operations networks and their impact on operational performance, based on survey data from 82 Swedish manufacturers. We find that modular and integral product architectures are associated with different characteristics of the global operations network, and that global operations network designs are characterised by three dimensions: network, plant and supply chain. The key aspects are network structure (configuration as well as coordination), plant focus (scale or scope) and the locus of supply chain capabilities (internal or external).
1. Introduction
While many firms are convinced of aligning their product offerings with customer requirements, these decisions tend to create a number of challenges to the performance of their operations (Salvador, Forza, and Rungtusanatham Citation2002). The management of the relationship between products, and specifically product architecture (PA) and global operations networks (GON) is important but not straightforward (Pashaei and Olhager Citation2015). Product architecture decisions are relevant for both the operational performance and product performance (Fixson and Park Citation2008) and it has commonly been suggested that the structure of the products should mirror its organization (Colfer Citation2007). Others have stated that the relationship is far more complex (Brusoni and Prencipe Citation2006; Ülkü and Schmidt Citation2011). Although it is widely accepted that design decisions of products and their associated supply chain are interrelated, it is not clear how they interact with each other (Zhang, Huang, and Rungtusanatham Citation2008). Research on the development of concurrent decision support models related to product design and supply chains has not been fully explored (Chiu and Okudan Citation2011) and more research has been warranted in identifying supply chain, market and product factors that are important for product architecture decisions in order to understand this relationship better (Chiu and Kremer Citation2014). In addition, future research should focus on companies that use different product architectures and investigate the effects on manufacturing processes (Piran et al. Citation2016).
The literature that discuss product architecture in the context of global operations offers some interesting perspectives on the design of global operation networks related to configuration and coordination (e.g. Fine Citation1998 and Ro, Liker, and Fixson Citation2007), plant focus (e.g. Pine Citation1993 and Ravasi and Stigliani Citation2012), internal capabilities (e.g. Novak and Eppinger Citation2001 and Ülkü and Schmidt Citation2011), supplier capabilities (e.g. Doran Citation2003 and Lau 2011), distances (e.g. Pashaei and Olhager Citation2017b) and markets (e.g. van Hoek and Weken Citation1998; Yu, Gonzalez-Zugasti, and Otto Citation1999). However, there are only a few previous survey studies that consider the whole product architecture spectrum from modular to integral, and the relationship with operations networks or supply chains. Novak and Eppinger (Citation2001), Takeishi and Fujimoto (Citation2001), and Hoetker, Swaminathan, and Mitchell (Citation2007) investigated relationships between product architecture and buyer–supplier aspects in the automotive industry, while Caridi, Pero, and Sianesi (Citation2012) studied the relationship between product modularity innovativeness and supply chain management in the furniture industry. Thus, previous surveys have focussed on particular industries and buyer–supplier relationships. In recent multiple-case studies at three manufacturers, Pashaei and Olhager (Citation2017a, Citation2017b) found that product architectures both affect the design of global operations networks and are affected by the existing network. They noted that further research is needed to fully understand the interrelationship, e.g. using survey research.
To respond to this research need, we employ exploratory survey research methodology to analyse empirical data concerning the relationship between product architectures, global operations networks, and operational performance. While the research literature suggests some relationships between product architectures and global operations network factors, we investigate if and how these factors tie in with each other for different architectures. We are also interested whether these aspects have an impact on operational performance, which has received very little attention in the literature. Thus, the research questions this paper addresses are:
RQ1: How are global operations networks designed for integral versus modular product architectures?
RQ2: How do product architectures and the related global operations networks impact operational performance?
We first discuss the related literature. Then, we present the research design and methodology. The main section is concerned with the results of the survey. Finally, we provide implications for research and managers and discuss limitations and further research.
2. Related literature
2.1. Product architecture
The architecture of complexity relates to the more philosophical discussion about complexity, hierarchies and decomposable systems in biological and physical systems (Simon Citation1962). This discussion has been extended to other areas, such as software programming in order to simplify and shorten programming lead times (Parnas Citation1972). For physical products, product architecture can be described from a functional perspective as the mapping between functions and physical components of the product (Ulrich Citation1995). An alternative view is the relationship between physical structures of the product and the degree by which the components can be separated or recombined (related to the tightness of coupling between components) and the degree to which the rules of the system architecture enable or prohibit the mixing and matching of components (Schilling Citation2000).
Product architecture can be classified into the typologies of modular and integral architectures (Ulrich Citation1995; Baldwin and Clark Citation2000). Modular products have one-to-one mappings between functional elements and physical components, and allow for separation of design tasks, while integral products exhibit complex mapping between functional elements and physical components, which requires tighter coordination of design tasks (Ulrich Citation1995).
In this paper, we define integral and modular architectures as stated by Fine (Citation1998) and Voordijk, Meijboom, and De Haan (Citation2006). Integral architectures have components that are highly synchronised, exhibit close proximity or close spatial relationship with each other, and show little or no interchangeability, i.e. change to a component will most likely require a change to the other components to have a correct functioning of the total product. For modular product architectures, components are autonomous and loosely coupled, interchangeable and individually upgradable, and exhibit standard interfaces.
2.2. Global operations networks
In this section, we discuss GON in general and the PA perspective on GON in particular. Early literature on manufacturing networks came from the factory management literature and tended to perceive the network as a number of individual factories (Shi and Gregory Citation1998). The classification of networks is often associated with configuration and coordination, i.e. the principal dimensions used by Porter (Citation1986a, Citation1986b). Configuration of activities is typically discussed in terms of geographical dispersion, and coordination of activities in terms of interrelationships within the network (Porter Citation1986a, Citation1986b, Shi and Gregory Citation1998). Ferdows (Citation1997) and Shi and Gregory (Citation1998) emphasised the role of individual plants in the manufacturing network and the interaction between plants. Cheng, Farooq, and Johansen (Citation2011, Citation2015) and Feldmann et al. (Citation2013) have investigated the interplay between the plant and network levels, and emphasised that different products are typically produced by different sets of plants. Zhang and Gregory (Citation2011) discussed the management of the global operations network along the engineering value chain, i.e. from idea generation and selection, design and development, production and delivery, to service and support, and found that modularisation is a key issue in design and development. An extended view of the global operations network includes not only the manufacturing plants that belong to the manufacturing firm but also R and D facilities, important customers and markets; cf. Feldmann et al. (Citation2013), Cheng and Johansen. (Citation2014) and Cheng, Farooq, and Johansen (Citation2015). A manufacturing company may well have a number of different global operations networks for different sets of products, or inversely, a product or product group is typically produced by a subset of the plants in the total global operations network of the company (Feldmann et al. Citation2013).
Products with different PAs tend to require different types of ideal global operations network designs, such that modular product designs are associated with certain characteristics of global operations networks, while integral product designs are associated with other characteristics (Pashaei and Olhager Citation2017a, Citation2017b). We performed a content analysis of the related literature and could identify six themes: (i) network structure, (ii) plant focus, (iii) internal capabilities, (iv) supplier capabilities, (v) distance, and (vi) market. summarises the relationships between PA and GON design factors and the corresponding sources in the literature. This table can be considered a sketchy framework along the lines in Forza (Citation2009), in that it gives an indication of the potential relationships between PA and GON factors. Overall, we find that modular PA can be related to 10 different factors and integral PA can be related to seven. The aspects of network configuration and coordination, as well as plant focus, are applicable to both modular and integral PA, while the other aspects are related to either modular PA or integral PA. All factors are discussed below.
Table 1. Aspects and factors of the global operations networks for modular and integral product architectures, with supporting literature sources.
2.2.1. Network structure
The literature that discusses the relationship between PA and GON design has advocated a matching of products and organisations of the same architectural type, i.e. modular–modular and integral–integral relationships are preferred; see e.g. Fine (Citation1998), Fine, Golany, and Naseraldin (Citation2005), and Press and Geipel (Citation2010). In particular, Sanchez and Mahoney (Citation1996) and Schilling and Steensma (Citation2001) emphasised the positive forces of modular architectures in creating disintegrated, loosely coupled, and flexible organisations. The organisational perspective can be extended to the supply chain or the manufacturing network (Voordijk, Meijboom, and De Haan Citation2006; Ro, Liker, and Fixson Citation2007). Voordijk, Meijboom, and De Haan (Citation2006) discussed centralised production versus dispersed locations, and tight versus loose coupling, and Ro, Liker, and Fixson (Citation2007) discussed modular organisations as loosely coupled companies or divisions, and integral organisations as collocated divisions or departments working in close conjunction.
It should be noted that the modular–modular and integral–integral relationships for network configuration and coordination have been questioned as too simplistic (Fixson Citation2005; Brusoni and Prencipe Citation2006; Colfer Citation2007). Some architectural features can be beneficial for some aspects, while creating penalties for others, such as inventory savings vs. additional manufacturing costs (Fixson Citation2005). In some cases, modular product architectures have not lead to modular organisations, rather to integral; cf. Brusoni and Prencipe (Citation2006) and Nepal, Monplaisir, and Famuyiwa (Citation2012). Thus, there is no consensus on the choice of network configuration and coordination, even though the matching of the same architectural type dominates.
2.2.2. Plant focus
Modularity enables flexible production systems and economies of scope for manufacturing (Pine Citation1993; Ravasi and Stigliani Citation2012) while integral products architectures can achieve low unit costs for high volume products through economies of scale (Ulrich Citation1995). Pashaei and Olhager (Citation2017a, Citation2017b) made a distinction between component and assembly plants, arguing that focus needs to be decided at both component and assembly plants (not necessarily the same), and Salvador, Rungtusanatham, and Forza (Citation2004) found that customers are product modularity is facilitated by the use of flexible mixed-model assembly lines.
2.2.3. Internal capabilities
Ülkü and Schmidt (Citation2011) found that firms with skilled product development teams could leverage integral architectures. Similarly, Novak and Eppinger (Citation2001) found that in-house production is more attractive for complex products due to the coordination aspects of managing new technologies and high component interaction. Pashaei and Olhager (Citation2017a, Citation2017b) found that modular products benefit from having many capable plants internally that can take on different responsibilities.
2.2.4. Supplier capabilities
Suppliers play a key role in the global operations network. If the first-tier suppliers want to position themselves as module suppliers, their operations strategy requires flexibility (Doran Citation2003). Modularity typically leads to collaboration of new product and process technologies when moving responsibility from OEMs to suppliers (Howard and Squire Citation2007), selecting technically competent suppliers with a long-term focus to prevent knowledge leakage (Lau Citation2011). When moving responsibilities to suppliers for modular products, it is advantageous if such key suppliers have many sites (Pashaei and Olhager Citation2017a). Consequently, the distribution of module responsibilities is a decision involving both internal and supplier capabilities in terms of product development, manufacturing and the availability of capable plants.
2.2.5. Distance
Short and direct distribution networks to the market, i.e. short distance between assembly plants and markets is important for modular products (Salvador, Rungtusanatham, and Forza Citation2004; Pashaei and Olhager Citation2017a). Pashaei and Olhager (Citation2017b) found that short distances between key suppliers and component plants are significantly more important for integral products than for modular products. Thus, a distinction is needed between the distance from suppliers to component plants and from assembly plants to the market (Pashaei and Olhager Citation2017a, Citation2017b). Also, when modules are outsourced to suppliers, there is a need for short distances between suppliers and the assembly plant (van Hoek and Weken Citation1998).
2.2.6. Market
The market view in terms of market segments and market size needs to be incorporated into the global operations network. In order to create new market segments, modular product architecture can be used with the purpose to create higher market-share or creating new market segments (Van Hoek and Weken Citation1998; Yu, Gonzalez-Zugasti, and Otto Citation1999). Ülkü and Schmidt (Citation2011) stated that with market size increase, the product architecture tends to drive towards an integral design.
2.3. Operational performance
The advantages gained from for example factory and network capabilities through superior resources and deployment of these resources can result in competitive advantages in operational performance (Colotla, Shi, and Gregory Citation2003). Manufacturing-related operational performance includes cost, quality, delivery and flexibility measures (Hayes and Wheelwright Citation1984; Boyer and Lewis Citation2002). These measures capture internal efficiency because such measures are directly affected by managerial decisions and organisational activities (Turkulainen and Ketokivi Citation2012). Most of these are multidimensional: quality in terms of conformance to specifications and product performance, delivery speed as well as delivery reliability, and product mix flexibility as well as volume flexibility, while cost is typically measured through unit cost of manufacturing.
2.4. Linking PA and GON to performance
There is very little empirical literature linking PA and GON to operational performance. Ro, Liker, and Fixson (Citation2007) and Lau (2011) focussed on modular product architectures, while Novak and Eppinger (Citation2001) included both modular and integral design aspects as well as related the product architecture to internal versus external production. Ro, Liker, and Fixson (Citation2007) interviewed automakers and suppliers between 2000–2003, and found that there appeared to be a greater emphasis on the cost and lead-time savings that modularity could bring to vehicle manufacture rather than on providing what the end-consumer really wanted. In a multiple-case study of six organizations, Lau (Citation2011) observed that manufacturers can improve conformance quality and delivery lead time for product modules that are standardized and interchangeable, and that it gains flexibility to scale the goods up and down for customization and product variety. Novak and Eppinger (Citation2001) explored a data set covering components in eight vehicles in 1980–1995, and found that complex systems produced in-house (for integral product designs) as well as simple systems outsourced (for modular product designs), were positively associated with conformance quality. In summary, effects on cost performance, conformance quality, delivery lead time, as well as volume flexibility have been observed for modular product designs, but only on conformance quality for integral products (if produced in-house). However, there are no effects reported on product performance (high-performing products), delivery reliability, or product-mix flexibility even for modular product architectures. The overall understanding of the impact of PA on operational performance in a broad sense is thus very limited, particularly in the context of GON, and an exploratory empirical study on such relationships can potentially provide some interesting insights.
3. Research design and methodology
We explore (i) the structure of PA, GON and operational performance measures (in the context of PA and GON), and (ii) the impact of PA and GON on operational performance. This study followed an exploratory survey research methodology, which is used in the early stages of studying a phenomenon when the objective is to become more familiar with a topic and to better understand and measure the concepts of interest (Malhotra and Grover Citation1998; Forza Citation2009). Exploratory research can use survey data to identify the concepts and the basis for measurement, gain new insights and explore associations between concepts or boundaries of validity in these associations (Malhotra and Grover Citation1998; Forza Citation2009). The survey was designed according to the general guidelines provided by Forza (Citation2002, Citation2009). The majority of the questions in the questionnaire use a seven-point Likert scale, while there are a few open-ended questions. The questionnaire was first pilot tested among two researchers and two practitioners in the field of operations and supply chain management. The final questionnaire is included in Appendix 1.
The survey was administrated through a web-based questionnaire system and sent to plants in Sweden with a global sales and manufacturing footprint. The questionnaire was available in both Swedish and English and the unit of analysis was the main product group and its corresponding global operations network. Using the Statistics Sweden (SCB) a sample of 409 plants were identified within the SI codes of 10-32. The researchers identified an individual at each plant with knowledge about the product, operations and supply chain practices and performance for the plant to reduce key informant bias (Kumar, Stern, and Anderson Citation1993). The survey was distributed in February 2016, and three reminders were sent out in February and March 2016. In total, 82 responses were collected, which yields a response rate of 20.0%. shows the distribution of responses with respect to size, industry, and respondent position and verifies that it is a good representation of the population and that the respondents assumingly have a good knowledge about products and global operations.
Table 2. Plant and respondent characteristics.
4. Results and analysis
Since previous research does not include survey studies on the interrelationships among PA, GON and operational performance, we perform an exploratory factor analysis (EFA). Exploratory survey research uses descriptive analysis rather than model-based analyses, e.g. it uses exploratory factor analysis instead of confirmatory factor analysis (Forza Citation2009). Even though previous research has suggested some relationships between PA, GON and operational performance, there are no previous survey results on the relationships, which also motives the use of EFA. Therefore, we develop an empirically driven structure for the relationships between product architecture and global operations networks. We tested for non-response bias by comparing early versus late responses, but no significant differences were found. We used Harman’s single-factor test to check for common method variance (Podsakoff and Organ Citation1986). This test was conducted using a measurement model, which loaded all items into one factor. The test checks if one single factor would emerge from factor analysis, which would point towards the presence of common method bias. The factor analysis indicated that less than 18.2% variance was extracted and more than half of the items suffered from poor factor loadings, well below 0.3. These results suggest that common method variance was not a problem in the data set. The item loadings suggest acceptable unidimensionality and convergent validity for the measures (Bollen Citation1989). We also checked the appropriateness of factor analysis by performing Bartlett’s test of sphericity, which provided the statistical significance that the correlation matrix has significant correlations among at least some of the variables (Hair et al. Citation2010).
4.1. Exploring product architecture
Based on the definition suggested by Fine (Citation1998) and Voordijk, Meijboom, and De Haan (Citation2006) that modular product designs include components that are interchangeable, individually upgradable and exhibit standard interfaces, the respondents were asked to answer related questions. The seven-point Likert scale ranged from 1 (fully disagree) to 7 (fully agree), where 4 indicates ‘neither disagree/agree’. exhibits the exploratory factor analysis of the PA items.
Table 3. Exploratory factor analysis for product architecture.
All three items load on the same component, which is representing a modular product architecture (fully in line with the definitions). This component explains 62.2% of the variance in the data. Two items have very strong factor loadings, i.e. around 0.85. The factor loading of the third item is 0.663, which is acceptable for a new item and new construct (Hair et al. Citation2010). Cronbach’s α is 0.69, which is larger than .60, the threshold value recommended by Nunnally (Citation1978) and Flynn et al. (Citation1990).
We perform a cluster analysis to verify that we have both modular and integral product architectures. The cluster analysis is based on the three items shown in , and the results from the cluster analysis and the corresponding t-test for equality of means of the two clusters is shown in . The cluster analysis results in 44 modular and 30 integral PA, which verifies that the sample includes both types of products. Furthermore, the t-test shows that the two clusters are significantly different in all three aspects (two factors at the 0.001, and one factor at 0.01). Thus, these three items are useful in characterising integral versus modular product design aspects and can be used by researchers in future survey studies on product architectures, wherefore this research contributes with a validation of these PA scales.
Table 4. Results from the cluster analysis and t-test for modular and integral PA clusters.
4.2. Exploring networks
The PA perspective on GON designs consists of six aspects, each consisting of two or more factors, as described in (which is based on the review of the related literature). The questionnaire items are specified in Appendix 1. There are ten factors for modular PA and seven factors for integral PA. In , these are separated into two columns – one for modular PA and one for integral PA, and in Appendix 1 these are identified by a superscript (M or I). It should be emphasised that the questionnaire did not identify the expected relationship between a factor and a particular PA. The identification in Appendix 1 is only included to facilitate the understanding of the different sets of items tested for modular versus integral product architectures. All 17 factors related to global operations networks have a seven-point Likert scale ranging from 1 (fully disagree) to 7 (fully agree), where 4 indicates ‘neither disagree/agree’. We perform exploratory factor analyses for modular and integral PA’s to investigate the interrelationships among factors, first modular and integral product architectures individually, and then a comparative analysis.
4.2.1. Exploring networks for modular product architectures
The 10 items that are tested for modular PAs are identified in Appendix 1 as GON3, 4, 5, 6, 10, 11, 12, 13, 15 and 16. The result of the exploratory factor analysis for modular PA is displayed in . The result of the exploratory factor analysis shows that three components are identifiable with two items each, explaining 72.2% of the variance in the data. It should be noted that four of the original 10 items did not load sufficiently on any of these components (numbers GON 10, 13, 15 and 16), and were therefore excluded from further analysis. The remaining factors can be interpreted as: (i) plant focus (scope/flexibility focus in both component and assembly plants), (ii) supplier capabilities (specialised product development as well as manufacturing capabilities), and (iii) network structure (geographically dispersed and loosely coupled plants). The factor loadings are generally very strong, except for one slightly below 0.7, which is acceptable for a new item and new construct (Hair et al. Citation2010). The Cronbach’s αs for plant focus and supplier capabilities are well above than 0.60, while the Cronbach’s α for network structure is 0.476, which indicates that the two items in the network structure construct are not perfectly aligned. It should be recognized that these two items represent two dimensions in the configuration-coordination matrix by Porter (Citation1986a, Citation1986b). These six factors, grouped into three constructs, provide the answer to research question 1 for modular products. also includes the mean values and standard deviations for all items. Plant focus and supplier capabilities receive scores that are considerably higher than 4.00 (the mid-point on the seven-point scale), indicating good characterisation for modular products. While the ‘loosely coupled plants’ item is just below this mid-value, the other network structure item – ‘geographically dispersed’ – is considerably above, providing acceptable interpretation of these items as characteristics of a network for modular products.
Table 5. Exploratory factor analysis for global operations network factors for modular product architectures.
Table 6. Exploratory factor analysis for global operations network factors for integral product architectures.
4.2.2. Exploring networks for integral product architectures
The seven items that are tested for integral PA are identified in Appendix 1 as GON1, 2, 7, 8, 9, 14 and 17. The result of the exploratory factor analysis for integral PA is displayed in . The result shows that three components are identifiable with two items each, explaining 73.9% of the variance in the data. Only one of the seven items that were tested did not load sufficiently on any of the components (GON14), and was therefore excluded from further analysis. The remaining factors can be interpreted as: (i) plant focus (scale focus at both component and assembly plants), (ii) network structure (geographically concentrated and tightly coupled plants), and (iii) internal capabilities and markets (key technologies available in-house and large market size). All factor loadings are very strong and above 0.70. The lowest Cronbach’s α is 0.592, which is very close to 0.60, the threshold value recommended by Nunnally (Citation1978) and Flynn et al. (Citation1990), wherefore the internal consistencies are acceptable. These six factors, grouped into three constructs, provide the answer to research question 1 for integral products. also includes the mean values and standard deviations for all items. The scores for the plant focus and supply chain aspects are considerably higher than 4.00, indicating good characterisation for integral products. The ‘tightly coupled plants’ item is below this mid-value, but the other network structure item – ‘geographically concentrated’ – is somewhat above. However, this result suggests that the network structure for integral products should be interpreted with caution, and that the reservation brought forward by some researchers concerning integral-integral and modular-modular relationships seems to be valid. Since the geographical distribution factor points in the direction of the expected relationship, we continue with the structural relationships in line with the majority of the literature that discuss this aspect.
4.2.3. Comparing networks for modular and integral product architectures
A comparison of the network factors for modular and integral products (cf. and ) shows that the general structure is similar, in that both modular and integral product architectures are related to network structure and plant focus. However, the third aspect shows some differences. To advance our understanding of the interrelationships among these factors, we analyse each aspect across both PA types to investigate if these are distinctly different, i.e. if modular products are associated with one type of GON and integral products with another type of GON. First, we investigate network structure, then plant focus, and finally the factors included in the remaining aspects.
4.2.3.1. Network structure
The items that are tested to capture the network structure are related to configuration and coordination. Since we used different items for configuration and coordination for modular versus integral products, we need to check if there are interrelationships among these or if they are indeed different factors. We therefore perform an EFA with the four different factors that make up the network structure (configuration and coordination); i.e. factors GON1-4 in Appendix 1. The result of the EFA is presented in .
Table 7. Exploratory factor analysis of network structure.
The first component in the EFA is concerned with network coordination, while the second is concerned with network configuration. It is notable that this is the distinguishing feature in the EFA, rather than the distinction between factors related to modular versus integral PA. The correlation between ‘our manufacturing network consists of tightly coupled plants’ and ‘our manufacturing network consists of loosely coupled plants’ is −0.541 (p = .001), which suggests that these two network coordination factors are significantly different. Similarly, the correlation between ‘our manufacturing network is geographically concentrated’ and ‘our manufacturing network is geographically dispersed’ is −0.535 (p = .001), which suggests that these two network configuration factors are significantly different. Not only are configuration and coordination different, but the factors associated with modularity are significantly different from those associated with integral products in these respects. This result, i.e. that the network structure as such has two sub-dimensions – configuration and coordination – is in line with the models provided by Porter (Citation1986a, Citationb) and Shi and Gregory (Citation1998).
4.2.3.2. Plant focus
Plant focus at component and assembly plants can be related to economies of scale or economies of scope. To investigate the interrelationships, we perform an EFA of the four related factors, i.e. GON5-8 in Appendix 1. The result in strongly suggests that the focus at component and assembly plants should be the same, i.e. either scale at both or scope at both, since a scale focus at both assembly and component plants load on one construct (relevant for integral products), while scope focus at both assembly and component plants load on another construct (relevant for modular products). The Cronbach’s α is acceptable but slightly lower than in and , which is expected since and includes modular and integral products separately, while they are combined here. Thus, having a scale focus at component plants and a scope focus at assembly plants (or the reverse) may be relevant for some networks in practice, but the general insight from this result is that plant focus at component and assembly plant typically is the same for a particular product architecture; i.e. scale focus for integral designs and scope focus for modular designs.
Table 8. Exploratory factor analysis of plant focus.
4.2.3.3. Supply chain aspects
Both modular and integral products indicate that there are some other factors that are structurally important for each respective product architecture. For modular products, the EFA indicated that supplier capabilities in both product development and manufacturing are the third dimension, while the third dimension was made up of internal capabilities (having key technologies in-house) and having a large market size for integral products. We perform an EFA of these four factors to investigate their interrelationships. The result in shows that ‘supplier capabilities’ and ‘internal capabilities and market’ are indeed two distinctly different components, since supplier capabilities in product development as well as in manufacturing load on one construct (relevant for modular products), while internal capabilities and market size load on another construct (relevant for integral products). The Cronbach’s α is slightly lower than in and , which is expected since and includes modular and integral products separately, while they are combined here. The Cronbach α is acceptable for supplier capabilities but slightly lower than acceptable for the combined construct of ‘internal capabilities and market’ which indicates that these two items are not aligned for modular products, since the Cronbach α drops from 0.592 (for integral products only, which is basically acceptable) to 0.492 when the full sample is included. The key difference between these two components is the locus of capabilities – at suppliers or internally. Having the required capabilities internally requires investments, which can help to explain the necessity to have a large overall market to offset the investment. The clear distinction between the two components suggests that there is a major choice between internal capabilities and supplier capabilities, rather than regarding these as complementary.
Table 9. Exploratory factor analysis of supply chain related aspects.
4.3. Linking PA and GON
The empirical results concerning network factors for modular and integral products suggest that these share a common structure. Both have three dimensions, which exhibit strong similarities. Two dimensions are identical, i.e. network structure (which consist of two sub-dimensions: configuration and coordination) and plant focus. These have mirroring aspects for modular versus integral PA. The third dimension exhibits some similarity between modular and integral PA in that it deals with where key capabilities or technologies are located – in-house or at suppliers, where integral products favour in-house capabilities while modular products favour to supplier capabilities. In addition, market size is included in the component for integral products. Thus, GON is not a one-dimensional construct that ranges along a spectrum from one extreme type to another. Instead, this analysis shows that there are three dimensions that are not aligned in a simple fashion, and that decisions have to be made concerning network structure (configuration and coordination) as well as plant focus (scale or scope) and supply chain relationships, particularly concerning the residence of key technologies – in-house or at suppliers.
Even though the factor analyses suggest that there are indeed three dimensions, the findings from this research suggest that the modular PA is associated with a dispersed and loosely coupled network, consisting of plants with a scope focus, and with extensive collaboration with external suppliers for product development and manufacturing. The complementary perspective on integral PA is that such products are associated with a concentrated and tightly controlled network, where plants have a scale focus and key technologies in-house, and where the market is large. Thus, even if there are three distinctly different dimensions, certain combinations seem to be related in the context of modular and integral PAs.
4.4. Impact on operational performance
The measure for operational performance comprises of four key competitive dimensions, i.e. quality, delivery, flexibility, and cost. Each of these dimensions is captured by two items, except cost, which is measured as the unit cost of manufacturing. We kept the operational performance measures at a disaggregated level because performance is invariably a multidimensional construct (see e.g. Ray, Barney, and Muhanna Citation2004; Hallgren and Olhager Citation2009; Turkulainen and Ketokivi Citation2012) and subsequently assessed the effect of strategic scope on several measures of operational performance. Quality is measured in terms of conformance to specifications and product performance, delivery in terms of speed and reliability, and flexibility in terms of product mix and volume. The respondents were asked to assess the performance of the main product group and its corresponding global operations network relative to the competitors in the market with the scale ranging from 1 (much worse) to 7 (much better), where 4 indicates ‘about the same’.
We first test if there are significant differences between the levels of performance for modular and integral products and their respective global operations networks. displays the descriptive statistics and the result of a t-test for significant differences between means. Even though integral products perform better than modular products for all performance dimensions except product mix flexibility, only delivery reliability is significantly higher. Another observation is that the performance on all dimensions for both modular and integral products is quite good; all values are considerably above the mid-point in the seven-point range, i.e. above 4.0. This indicates a generally good fit between product architecture and network characteristics since the products in each respective cluster have the characteristics of network structure, plant focus, and supply chain aspects as detailed in . Thus, it seems that the companies shape their networks reasonably well in line with the product architecture and consequently obtain high levels of performance.
Table 10. Performance measures: descriptive statistics and t-test for significant differences between mean values.
We also perform a number of regression analyses to test the potential impact of PA and GON aspects on each individual operational performance measure. This analysis tests whether certain aspects of a product and its related network are more important than others. For example, does the product architecture itself, the network structure, the plant focus, or the supply chain aspects significantly influence a certain performance dimension? The performance measures are the dependent variables (one at the time), and product architecture, network structure, plant focus, and other supply chain-related aspects are the independent variables. We also included plant size as a control variable. The results of the regression analyses are presented in ; the upper section concerns modular products and their related network, and the lower section concerns integral products and their related network.
Table 11. Regression analysis results for the impact of PA and GON on operational performance.
The results in provide the answer to research question 2, i.e. how product architectures and the related global operations networks affect operational performance. Generally, a modular product architecture does not per se have a statistically significant effect on any of the seven operational performance measures. A scope plant focus has a significant positive effect on quality conformance to specifications (p = .016). In contrast, a modular network structure has a significant, but negative effect (−0.310) on delivery speed (p = .026). This result implies that a modular network structure negatively affects delivery speed and that other measures must be implemented to offset the drawback of having a modular network structure.
A related result holds for integral products, in that integral product architectures per se do not have any statistically significant effect on any of the operational performance. However, an integral network structure has a significant positive effect on both delivery speed (p = .022) and volume flexibility (p = .005). Further, a scale plant focus has a significant positive effect on product performance (p = .009), and internal capabilities and markets have a significant positive effect on volume flexibility (p = .017). If the market expects a high level of product performance, it is more suitable to meet this goal with integral product architecture due to the trade-off and limitations given by modular product architectures (Fujimoto Citation2007).
If we take the perspective from the performance measures, we find that quality, delivery and flexibility are affected differently by modular and integral designs. A scope plant focus is positively related to quality conformance to specifications, which can be attributed to the design requirements of modular products in e.g. specifying standard interfaces. Scale plant focus is on the other hand positively related to high product performance, which is indicative of aiming for optimal designs for high performance of integral products. Thus, modular and integral products can achieve different types of product quality, but this research shows that this is dependent on applying the appropriate plant focus – which is the contributing factor that has a significant impact on quality performance (and not the PA per se). The result concerning modular products is partially related to the findings by Lau (Citation2011) and Novak and Eppinger (Citation2001). Lau (Citation2011) observed improved conformance quality for modular products, but suggested that this is dependent upon the product modularity per se (while we find that it is the plant focus that matter). Novak and Eppinger (Citation2001) found that simple systems that are outsourced for modular product designs correlated positively with conformance quality. If we assume that the module supplier focuses on scope, their finding relates to our results. Similarly, Novak and Eppinger (Citation2001) also found that complex systems produced in-house for integral product designs correlated positively with conformance quality. However, we found no such relationship, but a significant relationship between plant focus (scale) and product performance (i.e. high performing products, typical for integral, optimized product designs).
Delivery speed is positively affected by an integral network structure but negatively affected by a modular. This result can be attributed to the opposite characteristics of the network configuration and coordination aspects for modular and integral products that are found to have very different impacts on delivery speed. Both Ro, Liker, and Fixson (Citation2007) and Lau (2011) observed a positive relationship between modular designs and delivery lead-time, which is in stark contrast to our finding.
In addition, volume flexibility is positively related to an integral network structure, having key technologies in-house and having a large market size. Thus, concentrated and tightly coupled manufacturing with internal capabilities seem to facilitate volume flexibility on a large market. This result is in stark contrast to the finding by Lau (Citation2011) that flexibility can be gained for modular products. Since they did not specify the type of flexibility, the difference in findings may depend on our distinction between product mix and volume flexibility.
We found no significant differences or impacts on cost performance. This is in contrast to the finding in Ro, Liker, and Fixson (Citation2007), who observed a greater emphasis on cost savings for modularity. However, an emphasis on cost savings does not necessarily have to translate into actual cost reductions.
Overall, we found that the choice of a suitable GON with respect to the type of PA is important since it affects some operational performance measures. For integral PA, high product performance, delivery speed, and volume flexibility are found to be significantly impacted by various network aspects. However, for modular PA, the message is not as clear-cut. Even though quality conformance of specifications is found to be positively impacted by the appropriate plant focus – in line with the results in Lau (Citation2011) and Novak and Eppinger (Citation2001), the modular network structure seems to create problems for delivery speed. Most of our results differ from previous empirical findings. The main reason is most likely related to the level of detail provided in our research, in that we investigate four aspects (the PA itself, network structure, plant focus, and supply chain factors) instead of one (the PA). Consequently, more research is warranted to improve our understanding of the relationships among PA, GON, and performance.
5. Concluding remarks
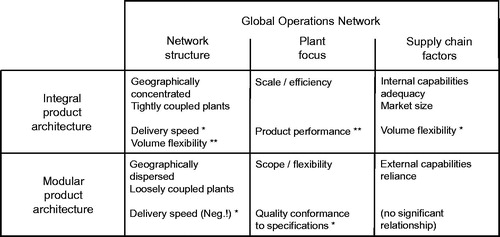
This research contributes to an empirical analysis of the relationship between product architecture and global operations networks, and investigate their impact on performance outcomes. The key findings are summarised in . The framework identifies three dimensions of the global operations network and different key options for integral versus modular products in these dimensions. also includes significant relationships with operational performance measures.
Figure 1. Framework for global operation network design from a product architecture perspective, including significant relationships with performance variables.
Notes: *, ** significant at p<.05, and p<.01, respectively.
In particular, this research contributes in the following respects. First, we find that modular and integral products are distinctly different. The cluster analysis and accompanying t-test reveal that modular and integral products differ significantly in terms of (i) interchangeable components, (ii) individually upgradable components, and (iii) standard interfaces. Thus, this research contributes to a validation of these PA scales, which are useful in characterising integral versus modular product design aspects, and that can be used by researchers in future survey studies.
Second, we find that GON is a three-dimensional construct, consisting of (i) network structure (geographically concentrated or dispersed configuration, and tightly or loosely coupled coordination), (ii) plant focus (scale or scope), and (iii) supply chain aspects (supplier capabilities, in-house technologies, and market). Modular and integral PA share the same structural approach for GON design, i.e. these three dimensions, but the particular design for modular PA is distinctly different from that for integral PA.
Third, we find some significant results concerning the impact of product architecture and GON designs on operational performance. It should be emphasised that the PA per se does not lead to better performance. However, some aspects of the global operations network for a certain product architecture lead to better performance. While network structure for integral products (geographical concentration and tightly coupled plants) has a significant positive relationship with delivery speed, the network structure for modular products (geographically dispersed and loosely coupled plants) has a significant negative relationship with delivery speed. This finding suggests that geographically concentrated networks with tightly coupled plants are favourable irrespective of product architecture type. Plant focus is significantly associated with quality performance: plants with a focus on scope and flexibility for modular products affect conformance to specifications, while plants that focus on scale and efficiency for integral products affect product performance, i.e. high-performing products. Finally, network structure and supply chain aspects for integral products significantly supports volume flexibility. Thus, depending on which performance measures that are desirable, this research suggests that certain PA and GON characteristics are preferable.
For practitioners, the results indicate that modular or integral product designs per se do not automatically lead to better cost, quality, delivery, or flexibility performance. It becomes important to design the global operations network relationships to match the choice of product architecture. Modular products are associated with certain GON properties and integral products with other properties concerning network structure, plant focus, and the relationships with suppliers and markets. Irrespective of product architecture type, geographically concentrated networks with tightly coupled plants seem to be beneficial for delivery speed. Having integral products in such network structures is also beneficial for volume flexibility, which is further enhanced by internal capabilities. In addition, a scope plant focus for modular products is beneficial for higher levels of quality conformance to specifications, while scale plant focus for integral product leads to higher levels of product performance. Finally, it should be noted that PA or GON design do not affect unit cost of manufacturing, delivery reliability or product mix flexibility. Thus, these three performance measures do not suggest any preference as to the PA type or global operations network characteristics.
For researchers, this research shows that the global operations network consists of three dimensions. The results indicate that these three dimensions cannot be reduced to a single dimension. Instead, the network has to be carefully designed in each dimension to support the PA and the competitive priorities of the product in the marketplace. With respect to the limited knowledge hitherto on effective relationships between production architecture and global operations network, this research contributes to better understanding, but more research is needed.
A limitation of this study is the number of responses. Even though a 20.0% response rate is good, 82 responses restrict to some extent the types of statistical analysis that can be performed. Future survey studies should strive for more responses to allow for other types of statistical analyses. Another limitation is the geographical focus of Swedish manufacturing firms, and surveys in other countries are welcome. The negative relationship between dispersed and loosely coupled networks for modular products and delivery speed deserves further attention. This contradicts previous research wherefore additional research is required. We conclude by acknowledging that more research is needed to better understand the multi-dimensional character of global operations networks.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Notes on contributors

Sebastian Pashaei
Sebastian Pashaei holds a PhD in Industrial Engineering and Management from Lund University, Sweden. He has working experience in supply chain management with A.P. Moller-Maersk Group and Amazon Europe. His research interests are supply chain management, with a particular focus on the interrelationship between product design and global supply chains. His research has been published in International Journal of Operations and Production Management, International Journal of Physical Distribution and Logistics Management, Journal of Manufacturing Technology Management, and Supply Chain Management – An International Journal.

Jan Olhager
Jan Olhager is Professor in Operations and Supply Chain Strategy at Lund University. He received an M.Eng. in Industrial Engineering and Operations Research from University of California at Berkeley, and a Ph.D. in Production Economics from Linköping University. He is co-Editor-in-Chief of Operations Management Research, Associate Editor of Decision Sciences and IJOPM and serves on the editorial boards of IJPR, POM, and PPC. He has published more than 60 papers in international scientific journals and a couple of books. His research interests include global operations networks, operations strategy, supply chain integration, operations planning and control, decoupling points, and flexibility.
References
- Baldwin, C. Y., and K. B. Clark. 2000. Design Rules: The Power of Modularity. Cambridge: MIT Press.
- Bollen, K. A. 1989. Structural Equations With Latent Variables. New York: Wiley.
- Boyer, K., and M. W. Lewis. 2002. “Competitive Priorities: Investigating the Need for Trade-Offs in Operations Strategy.” Production and Operations Management 11 (1): 9–20.
- Brusoni, S., and A. Prencipe. 2006. “Making Design Rules: A Multidomain Perspective.” Organization Science 17 (2): 179–189.
- Caridi, M., M. Pero, and A. Sianesi. 2012. “Linking Product Modularity and Innovativeness to Supply Chain Management in the Italian Furniture Industry.” International Journal of Production Economics 136 (1): 207–217.
- Cheng, Y., S. Farooq, and J. Johansen. 2011. “Manufacturing Network Evolution: A Manufacturing Plant Perspective.” International Journal of Operations and Production Management 31 (12): 1311–1331.
- Cheng, Y., S. Farooq, and J. Johansen. 2015. “International Manufacturing Network: Past, Present, and Future.” International Journal of Operations and Production Management 35 (3): 392–429.
- Cheng, Y., and J. Johansen. 2014. “Operations Network Development: Internationalization and Externalization of Value Chain Activities.” Production Planning and Control: The Management of Operations 25 (16): 1351–1369.
- Chiu, M. C., and G. E. O. Kremer. 2014. “An Investigation on Centralized and Decentralized Supply Chain Scenarios at the Product Design Stage to Increase Performance.” IEEE Transactions on Engineering Management 61 (1): 114–128.
- Chiu, M. C., and G. Okudan. 2011. “An Integrative Methodology for Product and Supply Chain Design Decisions at the Product Design Stage.” Journal of Mechanical Design 133 (2): 021008–021023.
- Colfer, L. 2007. “The Mirroring Hypothesis: Theory and Evidence on the Correspondence between the Structure of Products and Organizations.” Working paper, Harvard Business School, Boston, MA.
- Colotla, I., Y. Shi, and M. J. Gregory. 2003. “Operation and Performance of International Manufacturing Networks.” International Journal of Operations and Production Management 23 (10): 1184–1206.
- Doran, D. 2003. “Supply Chain Implications of Modularization.” International Journal of Operations and Production Management 23 (3): 316–326.
- Feldmann, A., J. Olhager, D. Fleet, and Y. Shi. 2013. “Linking Networks and Plant Roles: The Impact of Changing a Plant Role.” International Journal of Production Research 51 (19): 5696–5710.
- Ferdows, K. 1997. “Making the Most of Foreign Factories.” Harvard Business Review 75 (2): 73–88.
- Fine, C. H., B. Golany, and H. Naseraldin. 2005. “Modeling Tradeoffs in Three-Dimensional Concurrent Engineering: A Goal Programming Approach.” Journal of Operations Management 23 (3-4): 389–403.
- Fine, C. H. 1998. Clockspeed: Winning Industry Control in the Age of Temporary Advantage. Reading: Perseus Books.
- Fixson, S. K. 2005. “Product Architecture Assessment: A Tool to Link Product, Process and Supply Chain Design Decisions.” Journal of Operations Management 23 (3-4): 345–369.
- Fixson, S. K., and J. K. Park. 2008. “The Power of Integrality: Linkages between Product Architecture, Innovation, and Industry Structure.” Research Policy 37 (8): 1296–1316.
- Flynn, B. B., S. Sakakibara, R. G. Schroeder, K. A. Bates, and E. J. Flynn. 1990. “Empirical Research Methods in Operations Management.” Journal of Operations Management 9 (2): 250–284.
- Forza, C. 2002. “Survey Research in Operations Management: A Process-Based Perspective.” International Journal of Operations and Production Management 22 (2): 152–194.
- Forza, C. 2009. “Surveys”. In Researching Operations Management, edited by C. Karlsson, 84–161. London: Routledge.
- Fujimoto, T. 2007. “Architecture-Based Comparative Advantage – A Design Information View of Manufacturing.” Evolutionary and Institutional Economics Review 4 (1): 55–112.
- Hair, J. F., W. C. Black, B. J. Babin, R. E. Anderson, and T. L. Tatham. 2010. Multivariate Data Analysis. 7 ed. Upper Saddle River, NJ: Pearson, Prentice Hall.
- Hallgren, M., and J. Olhager. 2009. “Lean and Agile Manufacturing: External and Internal Drivers and Performance Outcomes.” International Journal of Operations and Production Management 29 (10): 976–999.
- Hayes, R. H., and S. C. Wheelwright. 1984. Restoring Our Competitive Edge: Competing Through Manufacturing. New York, NY: Wiley.
- Hoetker, G., A. Swaminathan, and W. Mitchell. 2007. “Modularity and the Impact of Buyer-Supplier Relationships on the Survival of Suppliers.” Management Science 53 (2): 178–191.
- Howard, M., and B. Squire. 2007. “Modularization and the Impact on Supply Relationships.” International Journal of Operations and Production Management 27 (11): 1192–1212.
- Kumar, N., L. W. Stern, and J. A. Anderson. 1993. “Conducting Inter-Organizational Research Using Key Informants.” Academy of Management Journal 36 (6): 1633–1651.
- Lau, A. K. W. 2011. “Critical Success Factors in Managing Modular Production Design: Six Company Case Studies in Hong Kong, China, and Singapore.” Journal of Engineering and Technology Management 28 (3): 168–183.
- Malhotra, M. K., and V. Grover. 1998. “An Assessment of Survey Research in POM: From Constructs to Theory.” Journal of Operations Management 16 (4): 407–425.
- Nepal, B., L. Monplaisir, and O. Famuyiwa. 2012. “Matching Product Architecture with Supply Chain Design.” European Journal of Operational Research 216 (2): 312–325.
- Novak, S., and S. D. Eppinger. 2001. “Sourcing by Design: Product Complexity and the Supply Chain.” Management Science 47 (1): 189–204.
- Nunnally, J. 1978. Psychometric Theory. New York, NY: McGraw-Hill.
- Parnas, D. L. 1972. “On the Criteria to Be Used in Decomposing Systems into Modules.” Communications of the ACM 15 (12):1053–1058.
- Pashaei, S., and J. Olhager. 2017a. “The Impact of Product Architecture on Global Operations Network Design.” Journal of Manufacturing Technology Management 28 (3): 353–370.
- Pashaei, S., and J. Olhager. 2017b. “The Impact of Global Operations on Product Architecture: An Exploratory Study.” International Journal of Operations and Production Management 37 (10): 1304–1326.
- Pashaei, S., and J. Olhager. 2015. “Product Architecture and Supply Chain Design: A Systematic Review and Research Agenda.” Supply Chain Management: An International Journal 20 (1): 98–112.
- Pine, J. 1993. Mass Customization – The New Frontier in Business Competition. Boston, MA: Harvard Business School Press.
- Piran, F. A. S., D. P. Lacerda, L. F. R. Camargo, C. F. Viero, A. Dresch, and P. A. Cauchick-Miguel. 2016. “Product Modularization and Effects on Efficiency: An Analysis of a Bus Manufacturer Using Data Envelopment Analysis (DEA).” International Journal of Production Economics 182: 1–13.
- Podsakoff, P. M., and D. Organ. 1986. “Self-Reports in Organizational Research.” Journal of Management 12 (4): 531–544.
- Porter, M. E. 1986a. “Changing Patterns of International Competition.” California Management Review 28 (2): 9–40.
- Porter, M. E. 1986b. “Competition in Global Industries: A Conceptual Framework.” In Competition in Global Industries, edited by M. E. Porter, 15–60. Boston, MA: Harvard Business School Press.
- Press, K., and M. M. Geipel. 2010. “Vanishing Hands? On the Link between Product and Organization Architecture.” Industrial and Corporate Change 19 (5): 1493–1514.
- Ravasi, D., and I. Stigliani. 2012. “Product Design: A Review and Research Agenda for Management Studies.” International Journal of Management Reviews 14 (4): 464–488.
- Ray, G., J. B. Barney, and W. A. Muhanna. 2004. “Capabilities, Business Processes, and Competitive Advantage: Choosing the Dependent Variable in Empirical Tests of the Resource-Based View.” Strategic Management Journal 25 (1): 23–37.
- Ro, Y. K., J. K. Liker, and S. K. Fixson. 2007. “Modularity as a Strategy for Supply Chain Coordination: The Case of U.S. Auto.” IEEE Transactions on Engineering Management 54 (1): 172–189.
- Salvador, F., C. Forza, and M. Rungtusanatham. 2002. “Modularity, Product Variety, Production Volume, and Component Sourcing: Theorizing beyond Generic Prescriptions.” Journal of Operations Management 20 (5): 549–575.
- Salvador, F., M. Rungtusanatham, and C. Forza. 2004. “Supply-Chain Configurations for Mass Customization.” Production Planning and Control 15 (4): 381–397.
- Sanchez, R., and J. T. Mahoney. 1996. “Modularity, Flexibility, and Knowledge Management in Product and Organization Design.” Strategic Management Journal 17 (S2): 63–76.
- Schilling, M. A. 2000. “Toward a General Modular Systems Theory and Its Application to Intercompany Product Modularity.” Academy of Management Review 25 (2): 312–334.
- Schilling, M. A., and H. K. Steensma. 2001. “The Use of Modular Organizational Forms: An Industry-Level Analysis.” Academy of Management Journal 44 (6):1149–1168.
- Shi, Y., and M. Gregory. 1998. “International Manufacturing Networks – To Develop Global Competitive Capabilities.” Journal of Operations Management 16 (2-3): 195–214.
- Simon, H. A. 1962. “The Architecture of Complexity.” Proceedings of the American Philosophical Society 106 (6): 467–482.
- Takeishi, A., and T. Fujimoto. 2001. “Modularisation in the Auto Industry: Interlinked Multiple Hierarchies of Product, Production and Supplier Systems.” International Journal of Automotive Technology and Management 1 (4): 379–396.
- Turkulainen, V., and M. Ketokivi. 2012. “Cross-Functional Integration and Performance: What Are the Real Benefits?” International Journal of Operations and Production Management 32 (4): 447–467.
- Ülkü, S., and G. M. Schmidt. 2011. “Matching Product Architecture and Supply Chain Configuration.” Production and Operations Management 20 (1): 16–31.
- Ulrich, K. T. 1995. “The Role of Product Architecture in the Manufacturing Company.” Research Policy 24 (3): 419–440.
- Van Hoek, R. I., and H. A. M. Weken. 1998. “The Impact of Modular Production on the Dynamics of Supply Chains.” The International Journal of Logistics Management 9 (2): 35–50.
- Voordijk, H., B. Meijboom, and J. De Haan. 2006. “Modularity in Supply Chains: A Multiple Case Study in the Construction Industry.” International Journal of Operations and Production Management 26 (6): 600–618.
- Yu, J. S., J. P. Gonzalez-Zugasti, and K. N. Otto. 1999. “Product Architecture Definition Based upon Customer Demands.” Journal of Mechanical Design 121 (3): 329–335.
- Zhang, Y., and M. Gregory. 2011. “Managing Global Network Operations along the Engineering Value Chain.” International Journal of Operations and Production Management 31 (7): 736–764.
- Zhang, X., G. Q. Huang, and M. J. Rungtusanatham. 2008. “Simultaneous Configuration of Platform Products and Manufacturing Supply Chains.” International Journal of Production Research 46 (21): 6137–6162.
Appendix 1. Questionnaire
Product architecture
On a scale of 1 = Fully disagree to 4 = Neither agree or disagree to 7 = Fully agree, how would you describe your main selected product?
Global operations network
On a scale of 1 = Fully disagree to 4 = Neither agree or disagree to 7 = Fully agree, how would you describe the global operations network of your main selected product?
Operational performance
On a scale of 1 = Much worse to 4 = At par to 7 = Much better, how do you rate the operational performance of your main selected product and the corresponding global operations network compared to competitors?