
ABSTRACT
The influence of spray-drying conditions on functional and reconstitution properties of sweetened yogurt powder was studied. Twenty experiments with different spray-drying conditions (140–180°C inlet air temperature, 0.3–0.6 L/h feed rate and 500–1000 kPa atomization pressure) were performed according to central composite experimental design. Analysis of experimental data of solubility and dispersibility of yogurt powder revealed negative correlation with inlet air temperature and atomization pressure. Solubility of powder was significantly (p < 0.05) affected by feed rate. Wetting time of powder increased significantly (p < 0.001) with the increase of spray-drying temperature. The bulk, tapped, and particle densities were in the range of 344.8–475.7, 551.7–782.5, and 1187.5–1666.7 kg/m3, respectively. A significant quadratic effect (p < 0.001) of inlet air temperature and atomization pressure was observed on bulk density. Particle density increased with the increase in inlet air temperature and atomization pressure (p < 0.001). The results of the present investigation has the credible evidence to support that the processing conditions viz. inlet air temperature and atomization pressure decreased the water activity and flow property of the sweetened yogurt powder, whereas feed rate showed positive effect.
Introduction
Fermented milk consumption in India is reported way back since the Vedic era. Eastern India has a rich tradition of consuming caramelized sweet curd, popularly known as “Misti dahi” or sweetened yogurt, characterized by its pleasant aroma, slightly cooked flavor, and thick consistency.[Citation1] Commercial production has not been able to push the yogurt market due to its shorter shelf life. Many attempts have been made to increase the shelf life of yogurt in the past.[Citation2–Citation4] One of the common techniques of reducing moisture content of food materials causing minimal structural and functional changes in the product is spray-drying.[Citation5] This technique is advantageous because it is a continuous process, possesses faster drying rate and large throughput.[Citation6] Nevertheless, compared with other drying methods (freeze-drying), spray-drying of fermented products has been less developed. The reason for this is mainly the quality changes like texture, flavor, aroma, loss of vitamins, etc., induced by higher drying temperature.[Citation7] In addition, powder stickiness is an inherent phenomenon occurs due to low glass transition temperature (Tg) of the low molecular weight sugars present in such products, essentially sucrose, glucose, and fructose.[Citation8] Use of career agents like maltodextrin during drying rises the glass transition temperature of the dried product and, hence, increases the yield of the drying process.[Citation9,Citation10]
One of the important properties of any food powder is its ability to reconstitution in aqueous solution. The acceptability of powders for various formulations in food depends on their reconstitution property. The reconstitution phenomenon is characterized by wetting, dispersing, sinking, and dissolving action of powder particles. Wettability is the ability of powder to absorb water on the surface. Sinkability is the dipping of powder particles inside the water surface. Dispersing is the dislodging and separation of particles with little stirring and solubility is the dissolving of soluble particles in water.[Citation11] Influence of spray-drying process conditions on reconstitution has been established for various food powders.[Citation7,Citation12–Citation14]
The effect of drying conditions on reconstitution property of yogurt powder has been studied by Koc et al.[Citation15] However, no studies have been reported to evaluate the effect of spray-drying conditions on sweetened yogurt powder (SYP) in terms of particle size, different densities, wettability, dispersibility, solubility, water activity, and microstructures. The aim of the present study was to evaluate the influence of spray-drying processing conditions (inlet air temperature, feed rate, and atomization pressure) on the functional and reconstitution properties of SYP.
Materials and methods
Spray-drying of sweetened yogurt
Sweetened yogurt was prepared by standard method given by Raju and Pal.[Citation1] The yogurt was tempered for 2 h prior to drying. In order to reduce stickiness of the product, maltodextrin (DE 20) was added with sweetened yogurt and mixed well in a hand blender. A lab-scale spray-dryer (LSD 01, Advance Drying Systems, Mumbai, India) was used and fitted with a 20 cm diameter and 40 cm height toughened glass chamber supplied with a two fluid nozzle of 0.5 mm diameter. The feed temperature was kept constant at 40°C and the experiments were carried out taking various combinations of process parameters viz., air inlet temperature, feed rate and atomization pressure, developed by central composite rotatable design ().
Table 1. Reconstitution properties of sweetened yogurt powder of 20 different spray-drying conditions generated according to CCRD experimental design.
Analysis of functional properties
Water activity
The water activity of the powder was measured at 25°C using an electronic dew point water activity meter (Aqualab Series 4TE, Decagon Devices Inc., Washington, USA).
Particle size
A particle size analyzer (NanoPlus zeta potential and particle size analyzer, Particulate Systems, Atlanta, GA) was used to determine particle size distribution. The particles under the Brownian motion scattered lights of different intensity when laser beams were irradiated to it. The fluctuation of scattered light was observed using a pinhole type photon detector, from which particle size and its distributions were calculated. One gram of powder sample was suspended in water and analyzed at 25°C. The particle size (µm) was calculated based on its intensity (%) which indicates a mean volumetric diameter and particle size distribution was represented by span and calculated using the Eq. (1).[Citation16,Citation17]
where, ,
, and
are the diameters of sample at the 10th, 50th, and 90th percentile.
Bulk, tapped, and particle densities
A known quantity of yogurt powder was taken in a 10 mL graduated cylinder and volume occupied was observed to calculate the bulk density (; w/v). The same sample was tapped for 5 min (32 taps per min approximately) and final volume was recorded and tapped density (
; w/v) was calculated. Particle density was measured using the method described by Jinapong et al.,[Citation18] wherein 1 g of spray dried yogurt powder was transferred to a 10 mL graduated cylinder. A total of 5 mL petroleum ether was then added to the sample and shaken for some time so as to ensure the suspension of all the particles. Finally, the wall of the cylinder was rinsed with 1 mL of petroleum ether to mix the attached lumps of powder if any to the sample. The final reading of the volume was taken and the tapped density was calculated as follows:
Flowability and cohesiveness
The spray dried SYP was evaluated for its flowability and cohesiveness in terms of Carr’s Index (CI) and Hausner ratio (HR), respectively. According to the method suggested by Jinapong et al.,[Citation18] both the CI and HR were calculated from the bulk and tapped densities.
Analysis of reconstitution properties
Solubility
One gram of yogurt powder was mixed with 100 mL distilled water and blended in a hand blender. The solution was transferred to 50 mL centrifuge tubes and centrifuged at 3000 rpm for 5 min. It was allowed to settle for 30 min and 25 mL of the supernatant was transferred to preweighed petri plates which was oven dried at 105°C for 5 h. The solubility (%) was calculated as the weight difference.
Dispersibility
Distilled water (10 mL at 25°C) was taken in a 50 mL beaker and 1 g sample was added. The sample was stirred vigorously for 15 s making 25 complete movements back and forth across the whole diameter of the beaker. The reconstituted powder was poured through a 212 µm sieve into a preweighed aluminum pan. The pan with sieved sample was dried at 105°C for 4 h. The dispersibility was calculated according to the formula given by Jinapong et al.[Citation18] as given in Eq. (5).
where, a is amount of yogurt powder (g) taken, b is moisture content in the powder, and %TS is dry matter in percentage in the reconstituted powder after it has been passed through the sieve.
Wettability
Wettability of spray dried SYP was evaluated according to the method described by Jinapong et al.[Citation18] Wettability is the time required for 1 g of powder deposited on the liquid surface to completely submerge in 400 mL of distilled water at 25°C.
Statistical analysis
The experiments were carried out in triplicate and results are presented as mean values. The analysis of variance (ANOVA) was performed to find the correlation between process variables and experimental results. The results were analyzed using the software Design Expert, version 7.0.0 (Statease Inc., Mineapolis, USA).
Results and discussion
Functional properties of SYP
Water activity
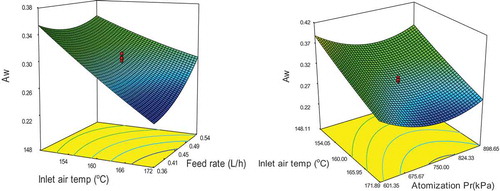
Water activity is one of the important properties which influences the shelf life of powder. The water activity of SYP varied from 0.23 to 0.45. The results () revealed that the water activity decreased significantly (p < 0.001) with the increase in inlet air temperature, whereas it increased with feed rate (p < 0.01).[Citation13] Koc et al.[Citation15] reported the water activity of yogurt powder in the range of 0.096–0.166 and are less than that of SYP of the present study. The higher level of water activity in SYP might be attributed to the amorphous nature of sugar present.[Citation9] It was mentioned that higher inlet air temperature and high atomization pressure make the drying faster and reduces the moisture content of powder.[Citation12] The reduced water activity with increase in atomization pressure is attributed to the faster drying rate of smaller diameter particles.
Figure 1. Three-dimensional plots of the effect of spray drying conditions on water activity of SYP.
Particle size
The reconstitution and flow properties of powder depend on the particle size to a greater extent.[Citation11] Nath and Satpathy[Citation19] reported that the particle size of powder increased with feed pumping rate and decreased with compressed air flow rate. A similar trend was observed in our findings (). The atomization pressure evinced a significant negative effect (p < 0.001) and feed rate a positive effect (p < 0.001) on particle size. However, a clear conclusion on the effect of inlet air temperature on particle size could not be drawn in this study. In general, the increase in inlet air temperature results in larger particle due to higher swelling caused by higher temperature.[Citation11] The average particle size of SYP in terms of span value varied from 2.13 to 5.15 µm. The higher viscosity of sweetened yogurt produced larger size particles of SYP compared to normal yogurt (2.48–3.05 µm).[Citation15] The particle size distribution pattern is illustrated in . It was observed that SYP had a narrow particle size range with a relatively uniform distribution.
Bulk, tapped, and particle densities
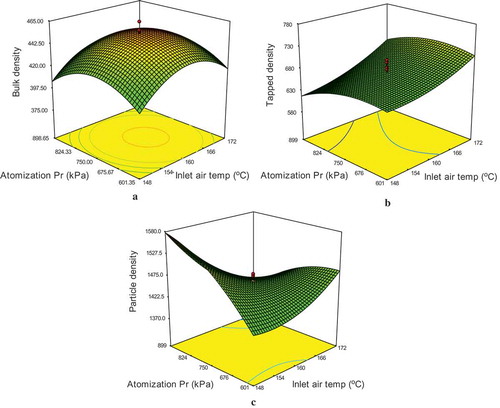
The bulk density of SYP varied from 344.80 to 475.41 kg/m3 in the present study and was significantly influenced by inlet air temperature and atomization pressure. The bulk density increased with increase in inlet air temperature to certain extent and then decreased (a). Masters[Citation20] explained the positive effect of temperature on bulk density by correlating slurry density as a function of temperature. Lower the slurry density, better is the atomization and as a result smaller particle size is achieved. It was consistent with the fact that powder characteristics such as particle size may affect bulk density and porosity significantly.[Citation21] Tonon et al.[Citation22] reported similar findings while drying acai juice powder. However, Reddy et al.[Citation13] found a negative effect of air temperature on bulk density. They explained the formation of vapor impermeable film on the drop surface followed by bubble formation and expansion of droplets. The decrease in bulk density with increased air temperature could be due to faster evaporation rate and more porous and fragmented structure of the product.[Citation8] “Ballooning or puffing” effect at high temperature is common in skin forming material which causes increased particle size and lower bulk density.[Citation23] Moreover, at higher temperature, the glassy state of powder hinders the free flowing nature and produces more porous powder. Increased atomization pressure yielded a positive effect on bulk density. This could again be explained by smaller diameter particle formation at higher pressure. A negative relationship of bulk density with feed rate was established in the present study (p < 0.05). Tapped density of SYP varied from 551.72 to 782.50 kg/m3 and it revealed similar trend as bulk density. The effect of drying parameters were found significant (p < 0.01) on tapped density (). The range of particle density of SYP was between 1187.50 and 1666.67 kg/m3. An increase in inlet air temperature resulted in a decreased particle density (). The findings are in line with the work carried out by Walton.[Citation23] Generally bulk density and particle density result are expected to follow a common trend as influenced by many processing parameters.
Figure 2a. Three dimensional plot of the effect of spray drying conditions on particle size of SYP and b) Particle size distribution of SYP.
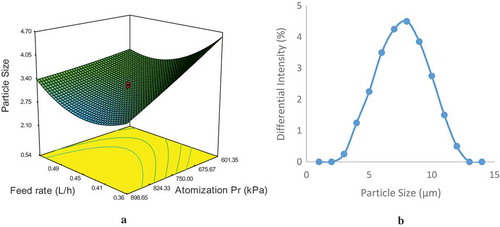
Figure 3. Three dimensional plots of the effect of spray drying conditions on a) bulk density, b) tapped density and c) particle density of SYP.
Flowability and cohesiveness
Flow characteristics of powder were judged by the free flowing, semi-free flowing, and cohesive flow. Cohesive flow is considered as the more severe resistance to flow. Factors which influence the flow behavior of powder include, particle size, particle distribution, morphology, hygroscopic nature, and moisture content of material.[Citation23] The flowability and cohesion in terms of CI and HR of SYP were in the range of 25.74–47.60% and 1.39–1.90, respectively. As per the categorization of flowability by Lebrun et al.[Citation24] powder with CI greater than 38 and HR greater than 1.6 is treated as very poor. Hence, SYP falls in the category of lower flowability. The presence of crystalline structure in sugar and maltodextrin in SYP can be ascribed to less flowability of powder. Increase in inlet air temperature resulted in a dramatic increase in both CI and HR values (p < 0.01). This finding can be justified by relating the size of particles formed with inlet air temperature and atomization pressure.
Reconstitution properties of SYP
Solubility
Solubility represents the complete dissolution of the soluble components like lactose, un-denatured whey protein, salts, as well as the dispersion components like casein.[Citation25] The rate of insoluble material formation in dairy products depends on the temperature treatment before and during drying. Drying of sugar rich product significantly affects water solubility of powder due to structural change of sugar from crystalline to amorphous state.[Citation26] In the present study the solubility of SYP varied from 72 to 88%. Koc et al.,[Citation15] however, found the solubility in the range of 65.0–72.5%. Higher solubility value could be attributed to the presence of hydrophilic components like sucrose and maltodextrin in SYP.[Citation7,Citation27] The results revealed that the solubility of SYP significantly (p < 0.05) decreased with the increase of inlet air temperature. The higher inlet temperature might have contributed to higher degree of protein denaturation and hence affected solubility. The decrease of solubility with increase of atomization pressure is attributed to small particle formation and hence slow dissolution[Citation8] but it increased with feed rate.
Wettability
The wettability has a direct relationship with the dissolution of powder components. Powder with increased solubility takes less time to wet their surface, as a consequence lower wetting time or wettability. The wetting time of SYP varied from 132 to 378 s. The ANOVA evinced a positive effect of inlet air temperature vis-a-vis wettability (p < 0.001). It is evident that at higher temperature, powder components are susceptible to structural damage and thus, take a long time to wet.[Citation15] Reddy et al.[Citation13] reported similar findings in their study and explained the lower wetting in terms of reduced residual moisture in goat milk powder at higher inlet air temperature. Kim et al.[Citation28] stated that the wettability and dispersibility depend on the particle size, density, porosity, surface charge, surface area, the presence of amphipathic substances, and surface activity of the particles. A significant quadratic effect of atomization pressure on wetting time (p < 0.01) was obtained in the present study and concluded that smaller particle formation at higher atomization pressure might lower the wetting tendency of powder.[Citation8]
Dispersibility
The results of dispersibility of SYP showed a variation in the range of 70.62–88.74%. The ANOVA revealed a negative effect of atomization pressure on dispersibility (p < 0.001). It has been noted that dispersibility decreased with decreasing particle size. Small particles possibly formed visible lumps and hence lowered dispersibility[Citation25] and can be ascribed to less porous nature of SYP at high atomization pressure. Dispersibility of SYP was affected by inlet air temperature quadratically (p < 0.001). Lower dispersibility at higher temperature could be attributed higher denaturation rate of casein protein which possibly crosslink the molecules.[Citation21] Koc et al.,[Citation15] however, did not find any specific trend of dispersibility in yogurt powder.
Conclusion
Spray-drying process parameters have shown significant effect on functional and reconstitution properties of yogurt powder. Air inlet temperature was found to be critical process parameter affecting the functional properties. Results indicate that reconstitution properties are affected by atomization pressure and inlet air temperature mostly. Evaluating reconstitution behavior by correlating with process conditions helped to determine optimum spray-drying conditions for better consumer acceptability. Further, understanding the effect of sugar on reconstitution and functional properties of SYP will help us to improve the quality.
Acknowledgment
This article was first presented in the Second International Conference on Food Properties (iCFP 2) held in Bangkok, Thailand on May 31–June 2, 2016 and it received one of the best papers recognitions.
Funding
The first author thankfully acknowledges the financial assistance provided by the Ministry of Food Processing Industries (MoFPI), New Delhi in the form of R&D Project to carry out this work.
Additional information
Funding
References
- Raju, P.N.; Pal, D. The Physicochemical, Sensory, and Textural Properties of Misti Dahi Prepared from Reduced Fat Buffalo Milk. Food and Bioprocess Technology 2009, 2, 101–108.
- Baisya, R.K.; Chattoraj, D.K.; Bose, A.N. Studies on the Physico-Chemical Characteristics of Fresh Curd (Dahi) and Rehydrated Freeze Dried Curd Powder Gels. Journal of Food Science and Technology 1978, 15, 71–75.
- Shiby, V.K.; Mishra, H.N. Thin Layer Modelling of Recirculatory Convective Air Drying of Curd (Indian Yoghurt). Food and Bioproducts Processing 2007, 85, 193–201.
- Koc, B.; Yilmazer, M.S.; Balkır, P.; Ertekin, F.K. Spray Drying of Yogurt: Optimization of Process Conditions for Improving Viability and Other Quality Attributes. Drying Technology 2010, 28, 495–507.
- Gabites, J.R.; Abrahamson, J.; Winchester, J.A. Air Flow Patterns in an Industrial Milk Powder Spray Dryer. Chemical Engineering Research and Design 2010, 88, 89–910.
- Kim, S.S.; Bhowmik, S.R. Survival of Lactic Acid Bacteria during Spray Drying of Plain Yogurt. Journal of Food Science 1990, 55, 1008–1010.
- Caparino, O.; Tang, A.; Nindo, J.; Sablani, C.I.; Powers, S.S.; Fellman, J.R.J.K. Effect of Drying Methods on the Physical Properties and Microstructures of Mango (Philippine “Carabao” var.) Powder. Journal of Food Engineering 2012, 111, 135–148.
- Goula, A.M.; Adamopoulos, K.G. Spray Drying Performance of a Laboratory Spray Dryer for Tomato Powder Preparation. Drying Technology 2003, 21, 1273–1289.
- Bhandari, B.R.; Datta, N.; Howes, T. Problems Associated with Spray Drying of Sugar-Rich Foods. Drying Technology 1997, 15, 671–684.
- Shrestha, A.K.; Ua-arak, T.; Adhikari, B.P.; Howes, T.; Bhandari, B.R. Glass Transition Behavior of Spray Dried Orange Juice Powder Measured by Differential Scanning Calorimetry (DSC) and Thermal Mechanical Compression Test (TMCT). International Journal of Food Properties 2007, 10, 661–673.
- Kurozawa, L.E.; Morassi, A.G.; Vanzo, A.A.; Park, K.J.; Hubinger, M.D. Influence of Spray Drying Conditions on Physicochemical Properties of Chicken Meat Powder. Drying Technology 2009, 27, 1248–1257.
- Rodriguez-Hernandez, G.R.; Gonzalez-Garcia, A.; Grajales-Lagunes, A.; Ruiz-Cabrera, M.A. Spray Drying of Cactus Pear Juice (Opuntia Streptacantha): Effect on the Physicochemical Properties of Powder and Reconstituted Product. Drying Technology 2005, 23, 955–973.
- Reddy, R.S.; Ramachandra, C.T.; Hiregoudar, S.; Nidoni, U.; Ram, J.; Kammar, M. Influence of Processing Conditions on Functional and Reconstitution Properties of Milk Powder Made from Osmanabadi Goat Milk by Spray Drying. Small Ruminant Research 2014, 119, 130–137.
- Cynthia, S.J.; Don-Bosco, J.; Bhol, S. Physical and Structural Properties of Spray Dried Tamarind (Tamarindus Indica L.) Pulp Extract Powder with Encapsulating Hydrocolloids. International Journal of Food Properties 2015, 18, 1793–1800.
- Koc, B.; Yilmazer, M.S.; Ertekin, F.K.; Balkir, P. Physical Properties of Yoghurt Powder Produced by Spray Drying. Journal of Food Science and Technology 2014, 51, 1377–1383.
- Saikia, S.; Mahnot, N.K.; Mahanta, C.L. Optimisation of Phenolic Extraction from Averrhoa Carambola Pomace by Response Surface Methodology and its Microencapsulation by Spray and Freeze Drying. Food Chemistry 2015, 171, 144–152.
- Ahmed, J.; Taher, A. Effect of Drying on Rheological, Thermal, and Structural Properties of Desert Truffles (Terfezia Claveryi) Powder Dispersions. International Journal of Food Properties 2016, 19, 395–408.
- Jinapong, N.; Suphantharika, M.; Jamnong, P. Production of Instant Soy Milk Powders by Ultrafiltration, Spray Drying and Fluidized Bed Agglomeration. Journal of Food Engineering 2008, 84, 194–205.
- Nath, S.; Satpathy, G.R. A Systematic Approach for Investigation of Spray Drying Processes. Drying Technology 1998, 16, 1173–1193.
- Masters, K. Spray Drying Handbook, 4th Ed; John Wiley and Sons: New York, NY, 1985; p. 696.
- Barbosa-Canovas, G.V.; Ortega-Rivas, E.; Juliano, P.; Yan, H. Food Powders: Physical Properties, Processing, and Functionality. Kluwer Academic/Plenum Publishers: New York, NY, 2005.
- Tonon, V.R.; Brabet, C.; Hubinger, M. Influence of Process Conditions on the Physicochemical Properties of Acai Powder Produced by Spray Drying. Journal of Food Engineering 2008, 88, 411–418.
- Walton, D.E. The Morphology of Spray-Dried Particles A Qualitative View. Drying Technology 2000, 18, 1943–1986.
- Lebrun, P.; Krier, F.; Mantanus, J.; Grohganz, H.; Yang, M.; Rozet, E.; Boulanger, B.; Evrard, B.; Rantanen, J.; Hubert, P. Design Space Approach in the Optimization of the Spray-Drying Process. European Journal of Pharmaceutics and Biopharmaceutics 2012, 80, 226–234.
- Fang, Y.; Selomulya, C.; Chen, X.D. On Measurement of Food Powder Reconstitution Properties. Drying Technology 2008, 26, 3–14.
- Jaya, S. Microstructure Analysis of Dried Yogurt: Effect of Different Drying Methods. International Journal of Food Properties, 2009, 12(3), 469–481.
- Cano-Chauca, M.; Stringheta, P. C.; Ramos, A.M.; Cal-Vidal, J. Effect of the Carriers on the Microstructure of Mango Powder Obtained by Spray Drying and Its Functional Characterization. Innovative Food Science and Emerging Technologies, 2005, 6(4), 420–428.
- Kim, E.H.J.; Chen, X.D.; Pearce, D. Surface Characterization of Four Industrial Spray-Dried Powders in Relation to Chemical Composition, Structure and Wetting Property. Colloid and Surfaces B: Biointerfaces 2002, 26, 197–212.