
ABSTRACT
Ten batter formulations were made with different chickpea flour:corn starch (CF:CS) ratios (0:0, 100:0, 75:25, 50:50, and 25:75), with or without partial replacement of whole egg with egg white (EW). EW in control gluten batter (0:0 ratio) and batters made with CS resulted in weaker structured systems. CF-based batters had more viscous behaviour than gluten ones. All batters showed time-dependence which was reduced after shearing. Batter with CF alone (100:0 ratio) without EW had the highest d43, d90, and span values. The 100:0 ratio batters were much more complex structured systems than gluten batters because of their higher protein content.
Introduction
The demand for gluten-free products (containing less than 20 ppm of gluten protein) is increasing because about 1% of the world population is suffering from gluten intolerance.[Citation1–Citation4] Moreover, the authors just cited point out that there is also an increasing number of people interested in wheat-free foods motivated only by the desire to avoid wheat in the diet. However, many gluten-free products available on the market, in which the principal ingredient is rice flour,[Citation5] are often of poor technological quality, exhibiting low volume, poor colour, and crumbling crumb, as well as low protein content[Citation1] and dietary fibre,[Citation6] and high fat contents.
The 68th United Nations General Assembly declared 2016 the International Year of Pulses (IYP 2016). The hope of IYP 2016 is to position pulses as primary sources of protein and other essential nutrients, leading to dietary uptake.[Citation6–Citation8] Chickpea (Cicer arietinum L.) is a legume rich in protein, dietary fibre, carbohydrates, folate, and trace minerals (Fe, Mo, Mn).[Citation9] Flatus production is considered to be the most important factor that dissuades people from eating this grain legume, but recent research shows that α-galactosides may also have a beneficial effect by increasing the bifidobacteria population in the colon.[Citation10] Therefore, the use of chickpea flour (CF) would be a big challenge as an alternative to wheat flour (WF) in the production of high-quality gluten-free bakery products.
Among baked goods, muffins are a popular breakfast or afternoon snack food, highly appreciated by consumers because of their good taste and soft texture.[Citation1,Citation11,Citation12] A muffin batter may well be defined as a ‘cellular system’,[Citation13] in which the continuous semisolid matrix formed by a complex fat-in-water emulsion could be considered a multiphase system containing ungelatinised starch granules, oil droplets, proteins, sucrose, and so forth.[Citation8] The authors just cited studied the effect on muffin batter rheological properties of replacing WF with CF and then studied the addition of biopolymers (whey protein, xanthan gum, and inulin) to CF-based muffin formulations, either alone or blended, to evaluate their suitability as a substitute for WF in muffins.[Citation7] Wheat-free muffin batter had the lowest viscoelasticity and the highest viscosity because of higher intermolecular aggregation interactions due to higher protein content. The addition of xanthan gum to CF-based batters increased the elastic character of the batters at 25°C and during non-isothermal heating in comparison with control wheat muffin batters. However, these results showed that more research was needed to improve baking performance and baked muffin technological characteristics. CF with starch and protein contents closer to the levels of WF could reduce differences in rheological properties of muffin batters.[Citation8] On the other hand, Matos et al.[Citation1] studied the effect of various proteins on the quality of rice muffins; egg white (EW) protein and casein increased specific volume in comparison with their wheat counterparts. Therefore, the aim of this work was to study the suitability of corn starch (CS) with CF and/or the partial replacement effect of whole egg with egg white to improve the functionality of the batter as a further step towards making gluten-free muffins with better quality and sensory characteristics.
Materials and methods
Material
The materials used in this study were WF (Triticum spp. with moisture content 13.5 g 100 g–1, protein 10.2 g 100 g–1, crude fibre 2.49 g 100 g–1, total fat 1.47 g 100 g–1, total carbohydrate 85.0 g 100 g–1), CF (C. arietinum, cv. Castellano) (moisture content 14.0 g 100 g–1, protein 19.4 g 100 g–1, crude fibre 15 g 100 g–1, total fat 5 g 100 g–1, total carbohydrate 55 g 100 g–1), compositions provided by García del Valle flour milling company (Soria, Spain), CS (MAIZENA®, crude fibre 1 g 100 g–1, total fat < 0.5 g 100 g–1, protein < 0.5 g 100 g–1, total carbohydrate 86 g 100 g–1, composition provided by Unilever España, S.A. (Barcelona, Spain), pasteurised liquid EW and pasteurised liquid whole egg (Ovopack®, Seville, Spain), ultra-high temperature whole milk (Pascual, Burgos, Spain), refined sunflower oil (Koipesol, Madrid, Spain), sucrose (AB Azucarera Iberia S.L., Madrid, Spain), and baking powder (Royal®, Madrid, Spain).
Batter preparation
Ten muffin batter formulations were prepared with different CF:CS ratios, made with and without incorporation of EW (). Samples with added EW contained both EW and whole egg in a ratio of 70:30, whereas samples without added EW contained whole egg alone (0:100 ratio). There were two control formulations with WF alone (0:0 CF:CS ratio), two formulations prepared by replacing all of the WF with CF (100:0 ratio), and six CF-based muffin formulations prepared by partially replacing CF with CS, with CF:CS ratios of 75:25, 50:50, and 25:75. Individual codes and CF:CS ratios of the muffin formulations are summarised in .
Table 1. Codes of batter formulations made at different CF:CS ratios with and without added EW.
The batters were prepared in a KPM5 professional mixer (Kitchen Aid, St. Joseph, Michigan, USA). When added, the EW was first of all whisked for 4 min at top speed (speed 10, 220 rpm). After that, the sucrose and the whole egg were added and mixed in for 3 min more at top speed. Then the milk and the oil were added and mixed in for 2 min more at top speed. Finally, the WF, CF, and CS (depending on the formulation) were added together with the baking powder and mixed in for 4 min more at top speed. Each formulation was prepared at least six times (six batches) on different days. The batters were all kept at 25°C for 60 min before instrumental measurements.
Rheological measurements
Small-amplitude oscillatory shear (SAOS) tests were carried out with a Kinexus pro rotational rheometer (Malvern Instruments Ltd., Worcestershire, UK), whereas steady shear tests were performed using a Bohlin CVR 50 controlled stress rheometer (Bohlin Instruments Ltd., Cirencester, UK). With both rheometers, the measurements were obtained using parallel-plate geometry (40 mm diameter and 1 mm gap). Samples were allowed to rest for 15 min before analysis to ensure both thermal and mechanical equilibrium. Temperature was controlled to within 0.1°C by Peltier elements in the lower plates kept at 25°C. Three replicates of each test were run with batters prepared on three different days.
SAOS measurements
Stress sweep test
To determine the linear viscoelastic (LVE) region, stress sweep tests were run at 1 Hz with the shear stress of the input signal varying from 0.01 to 100 Pa. Critical (maximum) values of shear stress (σmax), shear strain (γmax), complex modulus (G*max), and loss factor (tan δ = G”/G’) were obtained to limit the LVE range.
Frequency sweep test
Frequency sweeps were run, subjecting the samples to stress (σ) that varied harmonically with time at frequencies (ω) from 0.06 to 62.8 rad s–1. The stress amplitude was set at σ ranging between 0.013 and 0.101 Pa (depending on formulation), always within the LVE range.
Steady shear measurements
Flow time dependence and flow behaviour
To study flow time dependence, the hysteresis loop was obtained by recording shear stress at shear rates increasing from 0.1 to 100 s–1 in 5 min and decreasing from 0.1 to 100 s–1 in 5 min. Areas under the upstream data points (Aup) and under the downstream data points (Adown) as well as the hysteresis area (Aup—Adown) were obtained using Bohlin CVR 50 software (v. 06.40).
Before analysing flow behaviour, the structure responsible for flow time dependence was first destroyed by shearing. A pre-shearing at 300 s–1 for 5 min was selected to obtain a considerably reduced hysteresis area for the greater part of the batters. Then sample flow was again measured by recording the shear stress values at shear rates increasing from 0.1 to 100 s–1 in 5 min and decreasing in 5 min. The data obtained were fitted to the power law model. Apparent viscosity values at 50 s–1 (η50) were also obtained from the flow curves. This value would represent the approximate viscosity felt in the mouth.[Citation14]
Three-step shear rate tests
For viscometry rebuild analysis, the samples were subjected to a shear rate of 0.1 s–1 for 30 s in the first stage. Then, in the second stage, a shear rate of 100 s–1 was applied for 30 s in order to imitate breakdown of the sample’s structure. In the third stage, the shear rate was again dropped to 0.1 s–1, and the viscosity recovery was monitored for 600 s. Then the percentage of viscosity recovery at the end of the test was calculated from the original (η0) and final (ηf) apparent viscosity values as (ηf × 100)/η0.
Particle size distribution
Particle size and distribution of the batters were determined immediately, after 10-fold dilution with water, with a Malvern Mastersizer S laser diffraction particle size analyser (Malvern Instruments Ltd., Worcestershire, UK) equipped with a He-Ne laser (λ = 633 nm). The refractive index used was 1.53. The measurement range was 0.05–900 μm. Obscuration was in the range of 10–14%. Particle size calculations were based on the Mie scattering theory. Particle size measurements are reported as the surface-weighted mean diameter, d32 (μm), the volume-weighted mean diameter, d43 (μm), the d10, d50, and d90 (μm) diameters at 10%, 50%, and 90% cumulative volume, and the dispersion index (span) = (d90—d10)/d50, defined according to Kuhn and Cunha.[Citation15] Measurements were done in triplicate.
Flour functional properties
Various functional properties of flours (WF and CF) and CS were analysed, that is, water absorption capacity (WAC, mL g–1), water-holding capacity (WHC, mL g–1), emulsion activity (EA, %), emulsion stability (ES, %), foam capacity (FC, %), foam stability (FS, %), and least gelation concentration (LGC, %). WAC, WHC, EA, ES, FC, and FS were determined by the methods described by Chau and Huang,[Citation16] with slight modifications described in Aguilera et al.[Citation17] LGC was evaluated using the method of Chau and Cheung.[Citation18] All determinations were carried out in triplicate.
Optical microscopy
Batter samples were imaged using an Optiphot SMZ microscope (Nikon, Japan) with a magnification of 10 × in clear field mode. Micrographs were taken with an Optika (Model Optikam B5) colour digital camera coupled to Optika Vision Lite software. Three replicates of each batter from one batch were photographed.
Statistical analysis
Two-way mixed-analysis of variance (ANOVA) was performed to study separately the main effects (EW presence and CF:CS ratio) and the interaction effect (EW × CF:CS ratio) on the instrumental measurements. As a significant interaction effect was observed in most of the variables, one-way ANOVAs were performed, comparing the means within the same EW level (with and without EW) for the different CF:CS ratios (0:0, 100:0, 75:25, 50:50, and 25:75) and within the same CF:CS ratio for the two EW levels. Minimum significant differences were calculated using Fisher’s least significant difference (LSD) tests with a 99% confidence interval for comparison of instrumental parameters. All statistical analyses were performed with the Statgraphics Plus 5.1 programme (Statistical Graphics Corporation, Inc., Rockville, MD, USA).
Results and discussion
Dynamic rheometry measurements
Stress sweep tests
Stress sweeps were carried out to determine the influence of both EW and CF:CS ratio on rheological stability[Citation19] within the limits of the LVE range. The two-way mixed-model ANOVA showed a significant (P < 0.01) influence of both EW and CF:CS ratio main effects and of the interaction between them on the four viscoelastic parameters (σmax, γmax, G*max, and tan δ) (). Both factors had a more significant effect on the G*max values (higher F values). Consequently, the effect of EW was dependent on the CF:CS ratio.
Table 2. Two-way mixed-analyses of variance on the oscillatory and steady rheological properties, and on the particle size statistics of gluten-free muffin batters at 25°C (main effects: egg white (EW) and chickpea flour:corn starch (CF:CS) ratio. F and P values.
shows the CF:CS ratio and the EW effects on the limit rheological properties. There were significant differences between the critical σmax and γmax values of all the batters made with and without incorporated EW ( and ). In general, in the gluten batter (0:0 ratio) and those made with CS (75:25, 50:50, and 25:75 ratios) without incorporated EW, there was a very significant increase in the σmax and γmax values with respect to their counterparts made with EW, except for 75:25, which showed lower γmax values than the batter made without EW. That means that the presence of EW in these batters caused lower conformational stability and flexibility, resulting in weaker structured systems (lower σmax and γmax values), making for a diluting effect. This result could be ascribed to the fact that EW is an aqueous (88%) and protein (11%) solution without lipids, whereas egg yolk consists of an emulsion of water (49%) and lipoprotein (16%) with high lipid content (32.5%). On the other hand, the whisked EW was foam (dispersed medium), consisting of a liquid or continuous phase in which a gas phase or air bubbles were dispersed.[Citation20] Consequently, during batter making, a high number of air bubbles were incorporated and mixed with the rest of the ingredients in the systems with EW, resulting in a reduction of the batter’s density, which is reflected in the lower G*max values of all the batters with EW with respect to their counterparts without EW (data not shown). This decrease was associated with a reduction in elasticity (G’), as also indicated by their generally significantly higher loss tangent values (data not shown). The lower consistency of all the batters with EW is a consequence of the higher and lower water and lipid contents, respectively, in comparison with those with whole egg alone.
Figure 1. Effect of egg white (EW) and chickpea flour:corn starch (CF:CS) ratio on the limit values of linear viscoelastic (LVE) range of the gluten-free muffin batters as compared to gluten wheat flour (WF) muffin batter at 25°C; (a) σmax: critical stress amplitude, (b) γmax: critical strain amplitude. a,bFor each rheological property and for the same CF:CS ratio mean values without the same letter between batters with and without incorporated EW are significantly different (P < 0.01). A–EFor each rheological property and the same EW level mean values without the same letter are significantly different (P < 0.01). Values are given as mean (n = 9) ± SD.
In contrast, in the batters made with CF alone (100:0 ratio), both σmax and γmax values were significantly higher in the presence of EW, indicating a different rheological behaviour of this CF-based batter.[Citation8] This singular behaviour is attributed to its higher protein content but is also probably associated with intermolecular interactions between CF and EW proteins. However, the 75CF25CS-EW batter also had a significantly higher γmax value than its 75CF25CS counterpart ().
With regard to the effect of the CF:CS ratio, in general, in both CF-based batters, with and without EW, the σmax values tended to decrease significantly (P < 0.01) with increase in CF replacement level (), producing less stable batters with lower consistency (lower G*max and higher tan δ values, data not shown). In the particular case of the γmax values (), batters with EW followed the same behaviour, but in batters without EW and with higher CS content, the γmax values increased and were similar to those of the gluten 100WF. However, the control gluten batter with added EW showed the highest G*max and the lowest tan δ, reflecting both higher density and higher viscoelasticity. In the case of absence of EW, the differences between the maximum overall stiffness (data not shown) of 100WF, 100CF, and 75CF25CS batters were non-significant.
Frequency sweep tests
With regard to the rheological properties (G’, G”, and tan δ at 1 rad s–1) derived from mechanical spectra (), both EW and CF:CS ratio main effects were significant for either G’ or G”, whereas EW did have not influence on the viscoelasticity of the batter (tan δ). EW × CF:CS ratio interaction was also significant for all three viscoelastic parameters at 1 rad s–1. However, main effects and interaction had a more significant effect on the viscous component (G”) of the batter.
shows the evolution of G’ and G” with frequency for batter samples formulated with and without added EW at each of the five selected CF:CS ratios separately. Control gluten batters (0:0 ratio) showed typical gel-like behaviour, with G’ values higher than G” in the entire frequency range studied (). Consequently, in 100WF-EW and 100WF batters, both viscoelastic functions could be described by power law models. However, for CF-based batters formulated at any CF:CS ratio, a power law evolution (with approximate constant slope in log-log plots) with frequency was found for G”, whereas a tendency to decrease at low frequencies was detected for G’, which was especially noticeable for batters containing either EW or CS (–). At low frequency, G’ decreased, and G” overtook G’. This result reflects that in these batters, the behaviour was predominantly more viscous at low frequency (long time scale). Therefore, especially in CF-based batters with presence of EW, neither these viscoelastic functions nor G* can be described by power law models as previously proposed by Díaz-Ocampo et al.[Citation21]
Figure 2. Elastic (G’) and viscous (G”) moduli as a function of frequency for the muffin batters formulated with the different selected CF:CS ratios at 25°C; (a) 0:0 ratio, (b) 100:0 ratio, (c) 75:25 ratio, (d) 50:50 ratio, and (e) 25:75 ratio (closed symbols: G’, opened symbols: G”). For all graphs, triangles represented batters with egg white (EW) and squares batters without EW. Values are given as mean (n = 9) ± SD.
shows mean values of G’, G”, and tan δ at 1 rad s–1. In all the batters, partial replacement of whole egg with EW decreased both G’ and G” values in comparison with counterparts prepared with whole egg alone, although with practically no effect of EW incorporation on viscoelasticity (tan δ). In principle, lower G’ and G” values reveal a lower complexity of the system structure as part of the egg was replaced by EW, because more air was incorporated and retained during mixing of the raw batter containing EW. EW is a foaming reagent providing coagulation, foaming ability, and foaming stability.[Citation22] In this study, in batters with incorporated EW, first of all foam was formed when air was incorporated into the liquid EW phase upon agitation, which occurred during beating and mixing (4 min). Then the larger air cells incorporated into the batter matrix were broken up further during mixing, reducing the mean bubble size and increasing the number of air cells.[Citation12] In rice flour-based muffin batters, incorporation of EW also led to structures with less solid-like character than rice batter alone.[Citation1] The authors just cited found that batters in presence of EW protein had lower specific gravity, reflecting that more air was incorporated and retained during mixing. Differences observed in the specific gravity of batters containing EW and casein proteins were attributed to functional properties of these proteins, such as emulsifying activity or foam stability.
Table 3. Effect of egg white (EW) and chickpea flour:corn starch (CF:CS) ratio on the mechanical spectra of the gluten-free muffin batters as compared to gluten wheat flour (WF) muffin batter at 25°C.
With regard to CF:CS ratio effect, in general the two control batters with gluten (100WF-EW and 100WF, 0:0 ratio) showed the highest G’ and G” values and the lowest tan δ, resulting in the highest viscoelasticity. Tan δ values lower than 1 have also been reported in cake batters made with WF.[Citation23] Viscoelasticity plays a central role in the malleability of batter formulations, and gluten is an important component to incorporate elasticity and adhesiveness into the batter microstructure.[Citation24] Total replacement of WF by CF without added EW (100CF) produced a significant decrease in G’ and G” values and increase in tan δ. In contrast, in 100CF-EW, the two viscoelastic moduli were similar to those of the control 100WF-EW.
On the other hand, for batters either with or without incorporated EW, both G’ and G” values decreased, whereas tan δ values increased significantly as a result of increasing the CS content in the batter in comparison with the batter made with CF alone (100:0 ratio), which could only be attributed to their lower and higher protein and starch contents, respectively. Reducing the protein content by addition of starch significantly lowered the viscosity of gluten cake batters.[Citation6] In our study, the effect of the reduction of the consistency of the batter by decreasing CF and increasing CS contents is probably due to a decrease of interactions between chickpea protein and lipids in the batter.
Steady rheometry measurements
Time dependence and flow behaviour
Two-way ANOVA also showed that both EW and CF:CS ratio main effects were significant (P < 0.01) sources of variation for the rheological properties derived from steady shear tests, with two exceptions, as presence of EW had a non-significant effect for the hysteresis area determined before shearing the batter and for the viscosity recovery values from three-step shear rate tests (). For all three viscosities derived from either flow behaviour curves or three-step shear rate tests, the EW protein had a more significant effect than the CF:CS ratio, whereas the opposite was true for the rest of the steady shear rheological properties. Main EW effect was dependent on the CF:CS ratio in all cases (EW × CF:CS ratio interaction was always significant).
– show the flow curves of batters with and without incorporated EW at each selected CF:CS ratio obtained without previous shearing. All the batters showed quantifiable hysteresis when sheared at increasing and then at decreasing shear rates. The presence of hysteresis loops indicates time dependence of the muffin batters studied.[Citation25,Citation26] Nevertheless, differences in either the rheological behaviour or in the magnitude of the hysteresis loop were observed among the batters.
Figure 3. Flow behaviour for the muffin batters formulated with the different selected CF:CS ratios at 25°C; (a, f) 0:0 ratio, (b, g) 100:0 ratio, (c, h) 75:25 ratio, (d, i) 50:50 ratio, and (e, j) 25:75 ratio; (a-e) flow behaviour before shearing; (f-j) flow behaviour after shearing; (closed symbols: upstream data points, opened symbols: downstream data points). For all graphs, triangles represented batters with egg white (EW) and squares batters without EW. Values are given as mean (n = 9) ± SD.
Before shearing, both control batters, 100WF-EW and 100WF (), showed thixotropic behaviour and the largest loop areas (). On the other hand, in comparison with batters made with CF alone, the initial hysteresis loop area increased as the level of CF replacement with CS in the batter increased (). Therefore, in CF-based batters, higher starch content is related to higher time dependence; hence, bearing in mind that this area is related to the energy needed to destroy the structure of the materials,[Citation26] 100CF-EW batter was the sample that would suffer the lowest level of rheodestruction. In spite of this, there were no significant differences at 0.01 level in the hysteresis before shearing determined in all the gluten-free batters with incorporated EW protein ().
Table 4. Effect of egg white (EW) and chickpea flour:corn starch (CF:CS) ratio on the steady rheological properties of the gluten-free muffin batters as compared to gluten wheat flour (WF) muffin batter at 25°C.
In addition, the 100CF batter exhibited a slightly antithixotropic behaviour (thixotropic area value—1559 Pa s–1) that has previously been described for CF-based batters as being a result of shear-induced structure formation.[Citation8] It is possible that greater protein content in CF samples could induce and reinforce new intermolecular attractions, resulting in a dilatant system. In the present case, this may result from a rearrangement of the chickpea proteins, enhanced by shearing. The 100CF sample also presented the highest shear stress values over the entire shear rate range studied (). Similarly, batters prepared from whole navy bean flour had higher viscosity than those prepared with WF.[Citation6] However, reducing the protein content with the addition of corn starch significantly lowered the shear stress and viscosity of the muffin batters (Figs. 3c–3e). In addition, all batter samples with incorporated EW were also less viscous, again indicating that the presence of EW protein caused a diluting effect.
On the basis of the above results, before characterising flow behaviour, a previous shearing of 5 min at 300 s–1 was applied to all the batters. Yet again, all the samples had quantifiable hysteresis (–3j, ). However, the highest percentages of eliminated hysteresis loop were almost 90% in both control gluten batters, and the percentage increased as a result of increasing the level of CF replacement with CS, reaching 80 and 67% in the 25CF75CS-EW and 25CF75CS batters, respectively. Therefore, the thixotropic behaviour of batters made with both CF and CS was similar to that of the control gluten ones as the starch levels increased. Note that both batters made with CF alone and the 75CF25CS batter had higher viscosity and hysteresis areas than their counterparts without previous shearing, and the 100CF sample lost its antithixotropy after shearing. This result corroborates the existence of shear-induced structure formation in gluten-free muffin batters made with CF alone.
After shearing, all the systems exhibited a shear-thinning flow behaviour (n < 1), which is mostly governed by the volume fraction and the deformability of starch granules, depending on the concentration.[Citation27] Fitting the flow curves to the power law model gave the consistency index (K) and flow index (n) (). Apparent viscosities at 50 s–1 (η50), which have been defined as a possible instrumental index of perceived thickness in the mouth,[Citation28] and therefore related to satiating effect, were also obtained from the same flow curves. Batters made with CF alone, either with or without incorporated EW, presented significantly (P < 0.01) higher consistency indexes and η50 values than the other batters, revealing a more complex structure with less nearly Newtonian behaviour (lower n values). Both K and n values were significantly affected by CS incorporation: as the level of CF replacement rose, a decrease in K and an increase in n were found. Gluten batters had lower K values than batters made with CF alone, but higher than those of batters made with CS at any level. However, in batters without EW, there were no significant differences between the η50 values of 100WF, 50CF50CS, and 25CF75CS batters. Moreover, at each CF:CS ratio, the presence of EW significantly (P < 0.01) decreased the K and η50 values of the batters and tended to increase their n values.
Therefore, it seems that under steady shear, and in the presence of higher chickpea protein level, the lower stability (denoted by oscillatory measurements) of batters made with CF alone tends to disappear and a thickening effect appears, showing that these systems are much more complex structured systems than gluten-only batters. Similarly, Singh et al.[Citation6] also found that protein content had a significant effect on the viscosity of cake batters made with whole navy bean flour and that as the protein content was decreased by the addition of navy bean starch, the viscosity of the cake batters was also reduced. In this study, during shearing, the emulsifying activity of CF was probably higher than that of WF. In fact, CF flour showed a higher emulsifying activity and emulsifying stability and lower gelation concentration than WF and CS, as discussed below. Proteins from CF were possibly more active owing to their great proportion of vicilins and legumins, which were reported to possess high emulsifying properties.[Citation2] The surface activity of CF proteins could be associated with the formation of an interfacial layer, causing higher viscosity.[Citation29]
Three-step shear rate tests
also shows the viscosities derived from three-step shear rate tests. With regard to the EW effect, at all the CF:CS ratios studied, batters with EW had significantly lower η0 and ηf values than those made without EW, corroborating the diluting effect of EW discussed above. According to CF:CS ratio effect, 100WF-EW and 100WF batters had the highest η0 and ηf values, agreeing with their more solid-like behaviour denoted by the oscillatory shear measurements. In turn, 100CF-EW and 100CF batters showed significantly (P < 0.01) lower η0 and ηf values than the gluten wheat batters, and both viscosities also decreased significantly as the level of CF replacement with CS increased. Batters prepared from navy bean flour and its fractions had higher viscosity than cake flour.[Citation6] Similarly, reducing the protein content by addition of starch significantly lowered the viscosity of cake batters. Therefore, it would seem that the presence of chickpea protein and/or corn starch played a stronger role in the steady shear measurements of all the CF-based batters. This could be attributed to the functional properties of CF proteins, such as emulsifying and foam stability[Citation3] discussed below.
Batter particle size distribution
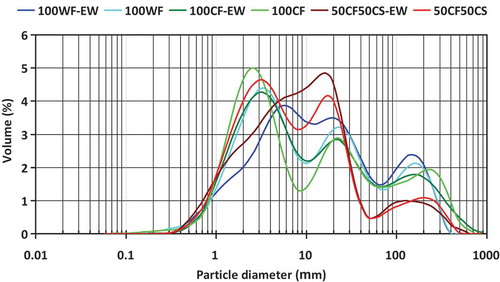
Rheological properties of batters can also be determined by the size of solid-phase particles. The particle size distributions of the batters formulated with either WF or CF alone, as well as the 50:50 CF:CS ratio, with and without incorporated EW, are shown in . The volume percent of particles as a function of particle diameter is represented. Regardless of the formulation, the batters displayed multimodal distributions, although with certain differences. The 100CF batter showed a main major population around 2.5 μm, an intermediate population around 11.5 μm, and a small population around 250 μm. In comparison with the 100CF batter, both 50CF50CS and 100WF batters showed a slight shift to the right particle size distribution, with the higher volume percentage found in a particle diameter around 3.5 μm; the 50CF50CS batter also showed a substantial increase in the intermediate population, which was around 10.5 μm, whereas the 100WF batter had only a slight increase in the intermediate population, although it was around 11.5 μm, as found for the 100CF batter. Also, in particular, the 50CF50CS had a decrease in the small population, which was around 200 μm. The effect of EW incorporation also denotes differences among the batters. Batter with CF alone was more stable in relation to the incorporation of EW, with scarcely any change in particle size distribution. The control 100WF-EW batter was slightly more affected, which is reflected by a lower major population shifting to the right particle size distribution around 5 μm. Finally, 50CF50CS-EW was the batter most affected, with an almost bimodal distribution with the main major population around 10.5 μm.
Figure 4. Particle size distribution of the muffin batters formulated with different selected CF:CS ratios (0:0, 100:0, and 50:50) with and without incorporated egg white (EW).
The two-way mixed-model ANOVA also showed significant (P < 0.01) EW main effect only for the values of d32, d10, and span (), whereas CF:CS ratio had a significant effect on all the particle size statistics. On the other hand, EW × CF:CS ratio interaction was not significant for the values of d10 and d50. EW had a more significant effect than CF:CS ratio on the d32 values, but for the other statistics, the effect of the CF:CS ratio was much more significant (higher F values).
Mean values of the particle size statistics are shown in . There were remarkable and significant differences between the particle sizes of the batters. With regard to the effect of the CF:CS ratio, the two batters made with CF alone (at 100:0 ratio) had the highest particle sizes, which is shown mainly by their higher d43, d90, and span values. The d43 values of the batters made with 100:0 ratio were more than twice those obtained for batters made with 50:50 ratio. In contrast, batters made with CF and CS at 50:50 ratio had the smallest particles, as evidenced by their lower d43, d50, d90, and span values. Therefore, the incorporation of CS did affect particle size statistics in the muffin batters. The control gluten batters (0:0 ratio) had intermediate values of d43, d90, and span, ranging between those corresponding to the batters made with 100:0 and 50:50 ratios. However, the 100WF-EW batter had significantly higher d32, d10, and d50 values than the 100CF-EW and 50CF50CS-EW batters. Indeed, d43 is known to be more affected than d32 by the 90% volume percentile,[Citation30] and in fact, the d90 values showed the same tendency in the batters as the d43 values. It has been reported that in systems with a broader particle size distribution, the volume-based particle size parameter d43 is highly influenced by large particles, whereas the presence of small particles is reflected in a lower d32.[Citation31] With regard to EW effect, the 100WF-EW and 100CF-EW batters had significantly higher d32 values than their 100WF and 100CF counterparts. The d43 and d90 values for both batters made with CF alone showed greater variability, which could explain why these measurements did not differ as a result of the incorporation of EW. In this study, batters made with CF and CS, with the smallest spans, were less structured systems with lower viscoelasticity than those made without CS, as explained by the lower G′ and G″ values derived from their mechanical spectra (), and with lower steady shear measurements (). In contrast, gluten batters with intermediate spans were the most viscoelastic ones.
Table 5. Effect of egg white (EW) and chickpea flour:corn starch (CF:CS) ratio on the particle size statistics of the gluten-free muffin batter as compared to control wheat flour (WF) batter at 25°C.
Flour functional properties
The flour type (WF, CF, and CS) had a significant (P < 0.01) effect on all the functional properties. The highest WAC and WHC were observed for CF, while WF and CS showed lower values (). This could be due either to the molecular structure of corn starch or to the lower availability of polar amino acids in composite flours.[Citation28] Protein is both hydrophilic and hydrophobic by nature, and therefore it can interact with water in foods. The higher values of WAC and WHC observed in CF as compared to both WF and CS may be due to higher protein concentration, and there was no correlation between moisture content and WAC and WHC of the flours (13, 10, and 9% for WF, CF, and CS, respectively).
Table 6. Effect of type flour on functional properties.
With regard to EA and ES, both properties were significantly higher in CF, whereas the lowest EA and ES were observed for control WF (). Similarly, the EA and ES of composite flours were found to increase significantly as the proportion of WF decreased from 100% to 55%.[Citation29] The authors just cited stated that ES can increase greatly when highly cohesive films are formed by the absorption of rigid globular protein molecules that are more resistant to mechanical deformation. On the other hand, increases in EA, ES, and fat binding during processing are primary functional properties of protein. In this study, CF showed higher EA and ES capacities than those reported for two kabuli chickpea varieties (Pedro and Sierra), ranging between 51.3 and 53.3%.[Citation32] FC of protein refers to the amount of interfacial area that can be created by the protein, which was significantly higher in CF (2-fold) than in WF. FS refers to the ability of protein to stabilise against gravitational and mechanical stresses,[Citation28] and it was similarly significantly higher in CF. This result confirms that FC and FS are important functional properties of protein-rich legume flour.[Citation31] As could be expected, CS without protein had no foaming properties. The data for LGC of the various flours are also given in . CS formed a gel at a significantly higher concentration (12%), whereas CF formed a gel quickly at the lowest concentration (4%). The intermediate LGC of WF (8%) was similar to that reported by Chandra et al.[Citation29] Pulse/legume flours contain high protein and lower starch content, and the gelation capacity of flours is influenced by physical competition for water between protein gelation and starch gelatinisation.[Citation33] Therefore, the lower the LGC, the better the protein gelling ability.
Optical microscopy
Optical microscopy images for the control gluten WF batters (0:0 ratio), 100CF batters (100:0 ratio), and 50CF50CS batters (50:50 ratio), all with and without incorporated EW, are shown in . All muffin-batters with and without added EW had a multiphase structure with immobile gas cells entrapped in the fat phase and the remaining ingredients dissolved in the aqueous phase. Sugar and egg proteins were also present in the aqueous phase, and the flour particles were suspended in it. However, there were obvious differences between the batters in terms of fat distribution and particle size, as well as in the number of gas cells incorporated and retained in the lipid phase. EW had an effect on the batter’s air-holding capacity, mainly in the case of the control WF batter. 100WF-EW showed an increase in bubble size in comparison with its counterpart without incorporated EW (100WF). Air entrapment and subsequent bubble stabilisation against coalescence, drainage, and/or disproportionation are functions mainly performed by the EW proteins.[Citation34] When WF was replaced by CF alone (100CF-EW and 100CF batters), a change in both oil droplet size and incorporated gas cells was observed: the number of larger-diameter oil droplets tended to decrease, and generally the number of gas cells adsorbed to their surface seemed to decrease. Under identical mixing conditions, probably either the higher CF particle size or higher viscosity due to high chickpea protein content hindered adequate aeration and air entrapment in the 100CF-EW and 100CF batters. Chickpea protein could affect interfacial tension at oil-air interfaces. The breakdown of large fat particles into smaller ones is important for the formation of a stable batter emulsion and is enhanced by lowering interfacial tension.[Citation35] In the case of the 100CF-EW and 100CF muffin batters, chickpea proteins may also antagonise the egg proteins, leading eventually to their expulsion from the interface.[Citation34]
Figure 5. Optical images of the muffin batters formulated with different selected CF:CS ratios (0:0, 100:0, and 50:50) with and without incorporated egg white (EW).
Conclusion
The incorporation of EW in all the batters produced a diluting effect resulting in a reduction in batter density, as shown by both dynamic oscillatory (lower values of G*max values and higher tan δ) and steady shear rheological parameters (lower K, η0, and ηf values), probably due to their higher lipid content and foam nature with respect to those made with whole egg alone. Control gluten batters with or without EW were the most viscoelastic and time-stable batters, showing typical gel-like behaviour, unlike the CF-based batters formulated with any CF:CS ratio, which presented a more viscous behaviour at low frequencies. Steady shear tests showed that batter made with CF alone without added EW presented a slightly antithixotropic behaviour, probably due to shear-induced structure formation in this sample. Moreover, batters made with CF alone, either with or without incorporated EW, were the most complex structured systems, as a consequence of a thickening effect probably due to their higher protein content and type of protein, which showed higher WAC, WHC, EA, ES, FC, and FS values and better protein gelling ability (lower LGC value) than WF. All the batters displayed multimodal distributions, and the batters made with CF alone showed the highest d43, d90, and span values. On the other hand, batters made with a combination of CF and CS were less structured systems, with lower viscoelasticity and consistency and higher flow behaviour indexes than those without CS, and with smaller d43, d90, and span values. Therefore, it seems that the presence of chickpea protein (alone or combined with corn starch) increases the rheological stability of the batters. However, replacement of whole egg by egg white does not seem to be a suitable strategy to increase batter functionality. More research is needed to prove the effect of combining CF with CS at different CF:CS ratios and of EW on the technological characteristic and the sensory properties of these gluten-free muffins.
Funding
The authors acknowledge the financial support of the Spanish Ministry of Economy and Competitiveness (AGL2011-28569).
Additional information
Funding
Related Research Data
References
- Matos, M.E.; Sanz, T.; Rosell, C.M. Establishing the Function of Proteins on the Rheological and Quality Properties of Rice Based Gluten Free Muffins. Food Hydrocolloids 2014, 35, 150–158.
- Shevkani, K.; Kaur, A.; Kumar, S.; Singh, N. Cowpea Protein Isolates: Functional Properties and Application in Gluten-free Rice Muffins. LWT - Food Science and Technology 2015, 63, 927–933.
- Singh, J.P.; Kaur, A.; Shevkani, K.; Singh, N. Influence of Jambolan (Syzygium cumini) and Xanthan Gum Incorporation on the Physicochemical and Sensory Properties of Gluten-free Eggless Rice Muffins. International Journal of Food Science and Technology 2015, 50, 1190–1197.
- Singh, J.P.; Kaur, A.; Singh, N. Development of Eggless Gluten-free Rice Muffins Utilizing Black Carrot Dietary Fibre Concentrate and Xanthan Gum. Journal of Food Science and Technology 2016, 53, 1269–1278.
- Gularte, M.A.; De La Hera, E.; Gómez, M.; Rosell, C.M. Effect of Different Fibers on Batter and Gluten-free Layer Cake Properties. LWT - Food Science and Technology 2012, 48, 209–214.
- Singh, M.; Byars, J.A.; Liu, S.X. Navy Bean Flour Particle Size and Protein Content Affect Cake Baking and Batter Quality. Journal of Food Science 2015, 80, E1229–E1234.
- Herranz, B.; Canet, W.; Jiménez, M.J.; Fuentes, R.; Alvarez, M.D. Characterisation of Chickpea Flour-based Gluten-free Batters and Muffins with Added Biopolymers: Rheological, Physical and Sensory Properties. International Journal of Food Science and Technology 2016, 5, 1087–1098.
- Alvarez, M.D.; Herranz, B.; Fuentes, R.; Cuesta, F.J.; Canet, W. Replacement of Wheat Flour by Chickpea Flour in Muffin Batter: Effect on Rheological Properties. Journal of Food Process Engineering 2016, 00. doi: 10.1111/jfpe.12372.
- Aguilar, N.; Albanell, E.; Miñarro, B.; Capellas, M. Chickpea and Tiger Nut Flours as Alternatives to Emulsifier and Shortening in Gluten-Free Bread. LWT - Food Science and Technology 2015, 62, 225–232.
- Aguilera, Y.; Martín-Cabrejas, M.A.; Benítez, V.; Mollá, E.; López-Andréu, F.J.; Esteban, R.M. Changes in Carbohydrate Fraction during Dehydration Process of Common Legumes. Journal of Food Composition and Analysis 2009, 22, 678–683.
- Martínez-Cervera, S.; Salvador, A.; Muguerza, B.; Moulay, B.; Fiszman, S.M. Cocoa Fibre and its Application as a Fat Replacer in Chocolate Muffins. LWT - Food Science and Technology 2011, 44, 729–736.
- Martínez-Cervera, S.; Sanz, T.; Salvador, A.; Fiszman, S.M. Rheological, Textural and Sensorial Properties of Low-sucrose Muffins Reformulated with Sucralose/Polydextrose. LWT - Food Science and Technology 2012, 45, 213–220.
- Walstra, P. Soft Solids. In Physical Chemistry of Foods; CRC Press; Eds.; Marcel Dekker, Inc.: New York, 2003; 701–789.
- Bourne, M.C. Food Texture and Viscosity: Concept and Measurement; Academic Press: New York, 2002.
- Kuhn, K.R.; Cunha, R.L. Flaxseed Oil – Whey Protein Isolate Emulsions: Effect of High Pressure Homogenization. Journal of Food Engineering 2012, 111, 449–457.
- Chau, C.F.; Huang, Y.-L. Comparison of the Chemical Composition and Physicochemical Properties of Different Fibers Prepared from the Peel of Citrus sinensis L. Cv. Liucheng. Journal of Agricultural and Food Chemistry 2003, 51, 2615–2618.
- Aguilera, Y.; Esteban, R.S.; Benítez, V.; Mollá, E.; Martín-Cabrejas, M.A. Starch, Functional Properties, and Microstructural Characteristics in Chickpea and Lentil as Affected by Thermal Processing. Journal of Agricultural and Food Chemistry 2009, 57, 10682–10688.
- Chau, C.F.; Cheung, P.C.K. Functional Properties of Flour Prepared from Three Chinese Indigenous Legume Seeds. Food Chemistry 1998, 61, 429–433.
- Mezger, T.G. Oscillatory Tests. In The Rheology Handbook; Vincentz Network GmbH & Co.; Eds.; KG, Hannover, 2011; 135–210.
- Ptaszek, P.; Kabziński, M.; Ptaszek, A.; Kaczmarczyk, K.; Kruk, J.; Bieńczak, A. The Analysis of the Influence of Xanthan Gum and Apple Pectins on Egg White Protein Foams Using the Large Amplitude Oscillatory Shear Method. Food Hydrocolloids 2016, 54, 293–301.
- Díaz-Ocampo, R.; Sánchez, R.; Franco, J.M. Rheology of Commercial and Model Borojó Jam Formulations. International Journal of Food Properties 2014, 17, 791–805.
- Shao, -Y.-Y.; Lin, K.-H.; Chen, Y.-H. Batter and Product Quality of Eggless Cakes Made of Different Types of Flours and Gums. Journal of Food Processing and Preservation 2015, 39, 2959–2968.
- Baixauli, R.; Sanz, T.; Salvador, A.; Fiszman, S.M. Influence of the Dosing Process on Rheological and Microstructural Properties of a Bakery Product. Food Hydrocolloids 2007, 21, 230–236.
- Guadarrama-Lezama, A.Y.; Carrillo-Navas, H.; Pérez-Alonso, C.; Vernon-Carter, E.J.; Alvarez-Ramirez, J. Thermal and Rheological Properties of Sponge Cake Batters and Texture and Microstructural Characteristics of Sponge Cake Made with Native Corn Starch in Partial or Total Replacement of Wheat Flour. LWT - Food Science and Technology 2016, 70, 46–54.
- Abu-Jdayil, B.;. Modelling the Time-dependent Rheological Behaviour of Semisolid Foodstuffs. Journal of Food Engineering 2003, 57, 97–102.
- Tárrega, A.; Durán, L.; Costell, E. Flour Behaviour of Semi-Solid Dairy Desserts. Effect of Temperature. International Dairy Journal 2004, 14, 345–353.
- Nayouf, M.; Loisel, C.; Doublier, J.L. Effect of Thermomechanical Treatment on the Rheological Properties of Crosslinked Waxy Corn Starch. Journal of Food Engineering 2003, 59, 209–219.
- Morell, P.; Hernando, I.; Llorca, E.; Fiszman, S. Yogurts with an Increased Protein Content and Physically Modified Starch: Rheological, Oral Digestion and Sensory Properties Related to Enhanced Satiating Capacity. Food Research International 2015, 70, 64–73.
- Chandra, S.; Singh, S.; Kumari, D. Evaluation of Functional Properties of Composite Flours and Sensorial Attributes of Composite Flour Biscuits. Journal of Food Science and Technology 2015, 52, 3681–3688.
- Bou, R.; Cofrades, S.; Jiménez-Colmenero, F. Influence of High Pressure and Heating Treatments on Physical Parameters of Water-in-oil-in-water Emulsions. Innovative Food Science and Emerging Technologies 2014, 23, 1–9.
- Lopez-Sanchez, P.; Chapara, V.; Schumm, S.; Farr, R. Shear Elastic Deformation and Particle Packing in Plant Cell Dispersions. Food Biophysics 2012, 7, 1–14.
- Xu, Y.; Thomas, M.; Bhardwaj, H.L. Chemical Composition, Functional Properties and Microstructural Characteristics of Three Kabuli Chickpea (Cicer arietinum L.) as Affected by Different Cooking Methods. International Journal of Food Science and Technology 2014, 49, 12–15.
- Kaushal, P.; Kumar, V.; Sharma, H.K. Comparative Study of Physicochemical, Functional, Antinutritional and Pasting Properties of Taro (Colocasia esculenta), Rice (Oryza sativa), Pigeonpea (Cajanus cajan) Flour and Their Blends. LWT - Food Science and Technology 2012, 48, 59–68.
- Paraskevopoulou, A.; Donsouzi, S.; Nikiforidis, C.V.; Kiosseoglou, V. Quality Characteristics of Egg-reduced Pound Cakes following WPI and Emulsifier Incorporation. Food Research International 2015, 69, 72–79.
- Wilderjans, E.; Luyts, A.; Brijs, K.; Delcour, J.A. Ingredient Functionality in Batter Type Cake Making. Trends in Food Science and Technology 2013, 30, 6–15.