
ABSTRACT
In this study, sugar-free dark chocolate was produced from isomalt and maltitol by βV seeding technique as an alternative to conventional tempering process. The effect of βV seed concentrations on the particle size distribution (PSD), textural, rheological and melting properties of the final products were examined and the results were compared with those of conventional sugar-free dark chocolates. For this aim, conched dark chocolates were melted and crystallised with βV seeds which were added at different concentrations (0.5, 0.6, 0.7, 0.8, 0.9 and 1.0%, m/m). According to the results PSD, hardness, rheological and melting properties were not influenced by seeding technique compared to conventional tempering method. On the other hand, inverse relation was observed between largest particle size and specific surface area of the samples. Hardness values of isomalt and maltitol including samples were found to change between 15.33–18.79 N. Casson model best described the flow behaviour of the sugar-free chocolates. As a result, seeding technique can be used as an alternative method in sugar-free dark chocolate production in terms of quality and physical properties.
Introduction
At the conventional approach,chocolate undergoes a tempering procedure to improve texture, quality, and appearance.[Citation1] Properties of cocoa butter significantly affected the main qualities of solid chocolate, which make it a desirable confection.[Citation2] Pre-crystallisation by tempering is the most important step during the crystallisation of chocolate. This process involves pre-crystallisation of a small proportion of triglycerides (TAGs), with crystals forming nuclei (1–3%, w/w) for the remaining lipid to set in the correct form.[Citation3]
One aim of this study is to produce a pre-crystallised mass with a low viscosity by tempering. This process is important in the moulding and coating steps which follow pre-crystallisation.[Citation4] Temper is a measure of the quality of stable cocoa butter crystals that are present in the chocolate.[Citation2] If more than 3.0% (w/w) of the cocoa butter is in solid state, the chocolate becomes over-tempered. This means that a two large fraction of the chocolate is solid prior to moulding which makes the de-moulding very difficult, as the chocolate does not contract sufficiently. An over-tempered chocolate is also associated with higher fat bloom potential.[Citation5] For over tempered chocolate, high amounts of crystal nuclei are produced during pre-crystallisation which induces crystallisation already at high temperatures >30°C.[Citation6] On the other hand if less than 1.0% (w/w) of the cocoa butter is in solid state the chocolate becomes under-tempered.[Citation7] Under-tempered chocolates were reported to possess the greatest hardness (texture) attributable to the re-crystallisation process undergone by the fat resulting in intense hardening of products.[Citation8]
Tempering (or controlled crystallisation) is a thermal regime carried out under shear. It involves heating of the chocolate between 50 and 60°C to melt all crystalline material, cooling to between 22 and 24°C to initiate crystallisation, reheating to between 26 and 28°C to melt all but β2 before cooling to allow complete crystallisation into form V. Any process employed must ensure that this crystal form is achieved.[Citation9] Seeding technique was used as a novel pre-crystallisation method by Zeng (Citation2000)[Citation10] to produce well-tempered chocolate by adding 0.2–2.0% (w/w) the most stable form β-VI crystals of cocoa butter to the pre-cooled chocolate and then homogenously mixing.[Citation11] The seeding pre-crystallisation process results in a large number of well-defined nuclei, which provide the basis from which fat crystals grow.[Citation12]
There are limited studies on the using of seeding technique during chocolate production and its effect on the quality parameters.[Citation5,Citation6,Citation12–Citation17] Also, testing of the particular products produced by using novel ingredients, such as alternative bulk sweeteners, and seeding technology may be needed. Because, various ingredients of chocolate has also impact on the pre-crystallisation.[Citation17] Dhonsi and Stapley (Citation2006)[Citation18] noted that the presence of the sugar promotes the formation of the lower melting polymorphs, by possibly acting as an aid to heterogeneous nucleation on the sugar crystals. In this study, we aimed to determine the effect of seeding technique with βV seed crystals, which were produced by using cocoa butter, on textural, rheological and melting properties of dark chocolates including isomalt and maltitol.
Materials and methods
Materials
For the preparation of dark chocolate samples using βv seeds, cocoa butter, cocoa mass (Altinmarka, Istanbul Turkey), soy lecithin (Brenntag Chemistry, Istanbul, Turkey), polyglycerol polyricinalate (PGPR) (Palsgaard, Zierikzee, the Netherlands), vanillin (Ekin Chemistry, Istanbul, Turkey), cocoa butter originated βV seed crystals (SEED, Uelzena, Uelzen, Germany), maltitol (Roquette Frenes, Lestres, France) and isomalt (Beneo Palatinit, Mannheim, Germany) were used in the formulation.
Sample preparation and optimisation of seeding conditions
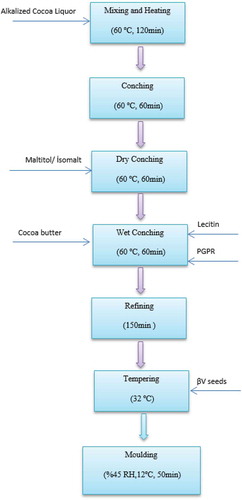
Dark chocolate samples that were not tempered and pre-crystallised were produced in a confectionery factory by using a pilot plant (Elvan, İstanbul, Turkey). Dark chocolate production comprised of different steps as shown in . Compositions of the chocolate samples produced were presented in . The alkalised cocoa liquor (cocoa mass) were weighed and stirred at 60°C for 120 min in the mixer (Netzsch, Selb, Germany). In the next step of the process, the chocolate mass was conhced at 60°C for 60 min after the addition of bulk sweetener. At the end of the dry conching, cocoa butter, lecithin and PGPR were added and the conching process was performed again at 60°C for 120 min. The mixed ingredients were refined until particle size of the samples ranged between 19 and 25 μm using refiner (Netzsch, Selb, Germany). The conched samples were kept in sealed plastic containers at ambient temperature (20 ± 2°C) for the next step of the production.
Table 1. Formulation of maltitol and isomalt containing samples.
Figure 1. Production process of sugar-free dark chocolates.
Conventional tempering for production of the control sample
In this study, control samples were produced by conventional tempering. For this aim, temper machine (Aasted, Farum, Denmark) was employed for the tempering of the conched samples. A temperature regime for the conventional tempered dark chocolate was used as a template. The molten chocolate was mixed and kept at 47°C for 10 min. Samples were then quenched to 27°C and held at that temperature level for 5 min, and then the samples were heated to 32°C and kept at that temperature for 10 min. Throughout the entire conventional tempering process, all the samples were stirred automatically. Finally, after depositing the freshly tempered chocolates (32°C) to a plastic mould (1*5*9 mm), they were stored at 12°C and 45% RH for 50 min to improve crystal growth. Then demolded samples were maintained at 18°C until the analyses.
βv-seeding process
The untempered sugar-free dark chocolates (1500 g) were heated to 47°C in temper machine (Aasted, Farum, Denmark) and maintained at this temperature for 10 min. The molten chocolate was continuously stirred by a wall-scraping mixer and then quenched to 32°C before seeds were added. βV seed crystals were added at different concentrations (0.5, 0.6, 0.7, 0.8, 0.9 and 1.0%, w/w). Then the maltitol dark chocolate samples were stirred for 20 minutes at 32°C while isomalt containing samples were stirred for 10 min. The mixing times were determined based on temper index values of the preliminary tests and completing of dispersion of the seeds in the continuous phase. Finally, the sugar-free chocolate samples tempered with βV seeds were molded to a plastic container (1*5*9 mm) and then allowed to solidify for 50 min in a temperature controlled cooling chamber at 12°C and 45% RH. The produced samples were stored at 18°C until the analyses.
Determination of temper index values
Temper index values representing the degree of tempering were determined using a MultiTherm Tempermeter (Bühler, Germany). For this aim, molten chocolates were put into container of the equipment and temper index value was measured.
Particle size distribution (PSD) analysis
A method used for determining the particle size distribution (PSD) of the samples was adapted from the study carried out by Afoakwa et al.[Citation19] A LA-300 Laser- Scattering PSD Analyser (Horiba, USA) was used for the particle size measurements. Approximately 0.20 g of chocolate sample was dispersed in vegetable oil (refractive index, RI: 1.45) at ambient temperature (20 ± 2°C) until an obscuration of 0.20 was obtained. Ultrasonic dispersion was performed by stirring for 2 min to ensure that the particles were freely dispersed in the oil phase. The size distribution was quantified as the relative volume of particles in different size bands and presented as size distribution curves. Data were analysed based on Mie theory. The obtained PSD parameters were the following: D3/2 (μm), mean; D50 (μm), median; D90 (μm), diameter for which 90% of particles were smaller in size; specific surface area (cm2/cm3); D10 (μm), diameter for which 10% of particles were smaller in size.
Instrumental texture analysis
The textural property of the chocolates, hardness, was measured using a texture analyser (TA-TX Plus, Stable Micro Systems, UK). The force provided by 5 kg load cell necessary for breaking the sugar-free chocolates was determined using the software. 3 point bend ring was employed in the analyses. Pre-test, test and post-test speeds were set to be 1 mm/sec, 1 mm/sec and 10 mm/sec, respectively. Results for the hardness (N) were expressed as the mean value of 5 replicates conducted on different samples of the same lot of each chocolate.
Melting properties of the samples
Melting properties of chocolate samples were determined using DSC (Differential scanning calorimeter) (TA Q20, USA) for this aim. Samples (approximately 5 mg) were loaded into 40 ml capacity pans and sealed with hermetic lid using a sample press. The corresponding parameters representing melting profile of the samples, onset temperature (Tonset where melting of the samples started), peak temperature (Tpeak where highest rate of the melting was observed), end temperature (Tend where the samples melted completely) and ΔH (energy required for complete melting of the samples) were calculated from the thermograms obtained after heating the pans from 0 to 60°C at 10°C/min heating rate performed by N2 stream.[Citation20]
Rheological properties
Stress or strain controlled rheometer (MCR 302, Anton Paar, Australia) was used to determine rheological properties of the molten chocolate samples. The heating of the system was employed by Peltier system supplied with water bath. Cylindrical probe (CC27, Anton Paar, Australia) was used during rheological measurements. By using the system mentioned above, steady shear rheological properties of chocolate samples melted at 40°C prior to the analysis were determined depending on the method suggested by International Confectionery Association (ICA). The following four steps constitute the method:
1st Step: The samples were homogenised by 5 s−1 shear rate applied for 500 s and the temperature was equilibrated to 40°C.
2nd Step: Increasing shear rate from 2 s−1 to 50 s−1 was applied within 180 s.
3rd Step: Constant shear of 50 s−1 was performed for 60.
4th Step: The samples were sheared with decreasing shear rates changed between descending 50 s−1 and 2 s−1 and this step also lasted 180 s.
The data attained at 2nd and 4th periods were fitted to Casson model as described at Eq. 1 and the model parameters, yield stress (τ0) and plastic viscosity (ηpl) were calculated using the software.
where τ and symbols represent shear stress and shear rate values, respectively (Rao, 1999).
Statistical analyses
All of the analyses mentioned above were conducted three times. ANOVA was conducted using SPSS (17.0) (SPSS Statistics 17.0, Armonk, NY, USA) to determine if the seeding level used in the formulation affected the quality parameters of the sugar-free chocolates significantly or insignificantly (p < 0.05).
Results and discussion
Temper index values of the sugar-free dark chocolates
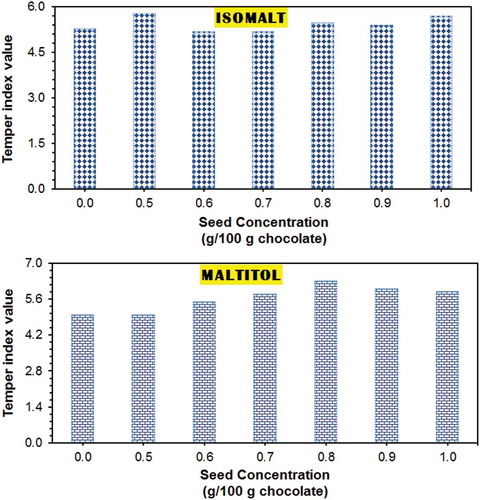
Temper index values of the sugar-free dark chocolates are presented in . Temper index value of chocolate where isomalt was used as a sweetener instead of sucrose in the formulation changed between 5.2 and 5.8 CTU. The temper index value of the conventional-tempered dark chocolate including isomalt was found to be 5.3 CTU. As seen, temper index values of the chocolates were very close to each other. In respect of maltitol-containing samples, their temper index value varied between 5.0 and 6.3 CTU. As known, temper index value gives information about tempering degree of the chocolates. In other words, succeeding of the tempering process is detected considering temper index value. Temper index value changing between 4 and 7 CTU is desired for the production of well-tempered chocolate. As under-tempered chocolates have temper index value between 1 and 3 CTU, it is greater than seven for over-tempered samples.[Citation21] According to this classification, all of the sugar-free dark chocolates produced in the present study by tempering with βv seeds can be included in well-tempered chocolate class where the chocolates have required characteristics in terms of appearance, colour, demoulding process, melting resistance and stability during the shelf life.[Citation22] The findings showed that it is possible to produce sugar-free chocolates without depending on the sweetener type with βv seeds instead of conventional tempering process; however, the amount of βv seeds and mixing time can differ. The results indicated that no direct proportion was observed between temper index value of the chocolates and βv seed concentration present in the formulation for both of the isomalt- and maltitol-including chocolates. The main difference between the chocolates is βv seed concentration and sweetener type, which can result in the variation in the temper index values. In addition, mixing time after addition of βv differed from each other and this shearing also can induce differences between temper index values of maltitol- and isomalt-including samples. Added βv crystals were found adequate for crystallizing of the fat phase to the desired form, which can be concluded from temper index values.
Figure 2. Temper index values of the sugar-free dark chocolates tempered with βv seeds and conventional method.
Particle size distribution
shows the particle size distribution (PSD) obtained for each of the 2 of the sugar-free dark chocolates with βV seeds. It was observed that the sweetener type had a direct influence on PSD. Specific surface area of the samples changed between 5,096.1 and 5,339.4 cm2/cm3 for maltitol containing chocolates and 4,569.3 and 4,787.4 cm2/cm3 for isomalt containing samples. Therefore, using isomalt caused significant reduction in specific surface area of the samples compared to maltitol. However, mean diameter size of particles in dark chocolate did not change with maltitol and isomalt usage although largest and smallest particle sizes were affected by bulk sweetener type. For the samples prepared by both sweeteners, when largest particle size value (D90) increased, smallest particle size value (D10), mean particle diameter (D[Citation3,Citation4]) and Sauter mean (D[Citation2,Citation3]) also increased and specific surface area decreased. Since PSD was not affected by seeding technique, it could be concluded that there is no adverse effect expected in terms of coarseness, textural character, and desirable flow properties as these parameters had a key role in chocolate production.[Citation23]
Table 2. Particle size distribution of sugar-free dark chocolates.
Textural properties
Textural properties of dark chocolate samples are shown in . Texture parameter, hardness is important for evaluating conventionally tempered and βV-seeded pre-crystallised sugar-free dark chocolates. Hardness value of isomalt and maltitol including sugar-free chocolates were found to be in the range of 15.33–18.79 N and 15.49–18.26 N, respectively. Regarding the effect of seeding, hardness value was not influenced by pre-crystallisation technique. For isomalt containing sample, seeding concentration at 0.9% and control sample showed similar hardness values as 15.37 N and 15.33 N, respectively. Likewise, similar results were found for samples having seeding concentration higher than 0.7% and control sample for maltitol containing samples. Previously it was found that chocolate composition, tempering, seeding rate and activity may affect the texture properties.[Citation22] However, observations at this study showed that alternative pre-crystallisation seeding technique did not affect the textural properties of dark chocolates including maltitol or isomalt.
Table 3. Hardness value of sugar-free dark chocolates.
Considering the effect of using sucrose-free formulations on hardness of chocolate samples, maltitol and isomalt including samples showed similar results and could be a good alternative to produce low calorie chocolate samples. Similarly, Sokmen and Gunes (Citation2006)[Citation24] reported comparable rheological behaviours for maltitol and sucrose containing chocolates.
Melting properties
DSC evaluate the structure density, homogeneity, crystal network and tempering of dark chocolate. Melting characteristic investigated by DSC is important quality parameter relating to flavour release and oral epithelial sensations. Melting properties (Tonset, Tpeak, Tend and ΔH) of the sugar-free chocolates tempered with βV seeds are presented in . For isomalt including dark chocolates, Tonset, Tpeak and Tend values were found between 13.90–14.60°C, 19.39–19.89°C and 28.66–29.99°C, respectively and ΔH values changed between 19.67 and 21.96 J/g. On the other hand, regarding maltitol including chocolates Tonset, Tpeak and Tend values ranged between 14.31–14.60°C, 19.39–19.66°C and 28.25–29.88°C, respectively. Concerning ΔH parameter, it varied from 20.01 to 20.93 J/g. Neither sweetener type nor seeding did not change melting properties of the dark chocolate samples significantly (p > 0.05). However, low melting temperatures around 27–29°C implied that thus low-melting polymorphic forms occured during production of the samples.[Citation22]
Table 4. Melting characteristics of sugar-free dark chocolates.
Rheological properties
depicts the flow curves where shear stress of the sugar-free chocolates as a function of shear rate for the samples tempered with conventional method and addition of βV seeds at different concentrations. As seen from the figures and mentioned at method part, increasing (upward) and decreasing (downward) shear rate procedures were applied during the measurement. Shear rate applied during measurement resulted in breakdown in the structure of the chocolates[Citation25] as well as alignment of the molecules,[Citation26] which could be reason of why chocolate samples showed shear thinning behaviour. Their shear rate versus apparent viscosity, not shown in the figure, indicated shear thinning behaviour of the samples. Flow behaviour of the both curves was described well by Casson model with R2 values changed between 0.9928–0.9988 for isomalt including samples and 0.9920–0.9998 for the ones containing maltitol as a sweetener and the calculated model parameters were tabulated in . The suitability of the Casson model to the flow behaviour of the chocolate was reported by several researchers.[Citation27–Citation30] However, in different researches, Bingham, Herschel Bulkey and Power law models were also determined as the best model describing flow behaviour of the chocolates.[Citation31–Citation33] This variation between flow behaviour of the chocolates can be mainly affected by two elements: i.) Formulation (Types and concentrations of the several ingredients present in the formulation such as fat, emulsifier, sugar) and ii.) Production process especially refining and conching process.[Citation8,Citation34–Citation36]
Table 5. Casson model parameters calculated for sugar-free dark chocolates tempered with βV seed crystals.
Figure 3. Flow curves of the sugar-free dark chocolates.
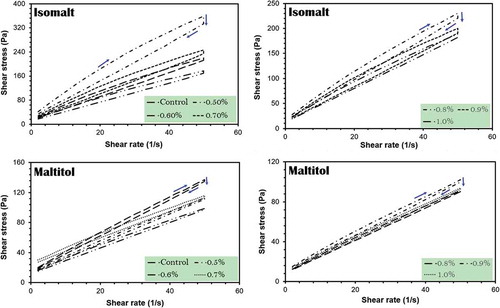
τ0 and ηpl values of the molten isomalt including sugar-free dark chocolates calculated using data of upward and downward curve were found to between 3.25–4.05 Pa and 1.91–2.47 Pa.s and 2.61–3.26 Pa and 1.80–2.26, respectively. Regarding maltitol including samples they were calculated as 2.59–4.40 Pa and 1.10–1.47 Pa.s and 2.39–4.05 Pa and 1.05–1.46 Pa.s, respectively. As seen, βV seed addition had slight impact on the rheological parameters of the chocolates, which can provide the advantages for producers since rheological properties of the chocolates should be taken into consideration during tempering, conching, molding, depositing and coating processes.
Conclusion
Reduced calorie foods have an increasing trend in the recent years due to the concerns of the consumers associated with overweight and obesity. Therefore, in the present study, maltitol or isomalt was used as a substitution of sucrose in the formulation of dark chocolate. Instead of conventional process, βV seeds at different concentrations (0.5, 0.6, 0.7, 0.8, 0.9 and 1.0% w/w) were used for pre-crystallisation process. Generally, βV seed amount added significantly affected temper index value and all produced samples had temper index values in desired range. Results of melting profile, texture and PSD showed that the quality attributes of the chocolates were not substantially affected by βV seed level, which is important for the consumer acceptability of the product. In addition, rheological properties, playing an important role in designating the production process, were affected by βV concentration added in reasonable range, which gain advantage to producers in terms of using of same production process necessary for the production of their conventional products. Similar quality characteristics of chocolates produced by using βV seed crystals with the one manufactured by conventional method showed that βV seed crystals can be used as an alternative to conventional tempering, which can provide advantage in rapid production and cost of the chocolates.
Additional information
Funding
References
- Khuda, S. E.; Jackson, L. S.; Fu, T.-J.; Williams, K. M. Effects of Processing on the Recovery of Food Allergens from a Model Dark Chocolate Matrix. Food Chemistry 2015, 168, 580–587.
- James, B. J.; Smith, B. G. Surface Structure and Composition of Fresh and Bloomed Chocolate Analysed Using X-Ray Photoelectron Spectroscopy, Cyro-Scanning Electron Microscopy and Environmental Scanning Electron Microscopy. LWT – Food Science and Technology 2009, 42, 929–937.
- Afaokwa, E. O.; Paterson, A.; Fowler, M.; Vieira, J. Modelling Tempering Behavior of Dark Chocolates from Varying Particle Size Distribution and Fat Content Using Response Surface Methodology. Innovative Food Science and Emerging Technologies 2008, 9, 527–533.
- Bolliger, S.; Breitschun, B.; Stranzinger, M.; Wagner, T.; Windhab, E. J. Comparision of Precrystallization of Chocolate. Journal of Food Engineering 1998, 35, 281–297.
- Lindecrantz, A.; Investigation of Seedpowder Technology for Pre-Crystallization Processing for Dark Chocolate- Effect on Fat Crystal Structure and Storage Stability. Master of Science Thesis in the Master Degree Program Biotechnology, Chalmers University of Technology, Gothenburg, Sweden, 2014.
- Svanberg, L.; Ahrne, L.; Loren, N.; Windhab, E. Impact of Pre-Crystallization Process on Structure and Product Properties in Dark Chocolate. Journal of Food Engineering 2013, 114, 90–98.
- Lechter, A.;. Tempering Chocolate – A Review. The Manufacturing Confectioner 2009, 89(1) 53–58.
- Afoakwa, E.; Paterson, A.; Fowler, M.; Vieira, J. Microstructure and Mechanical Properties Related to Particle Size Distribution and Composition in Dark Chocolate. International Journal of Food Science and Technology 2009, 44, 111–119.
- Norton, J. E.; Fryer, P. J. Investigation of Changes in Formulation and Processing Parameters on the Physical Properties of Cocoa Butter Emulsions. Journal of Food Engineering 2012, 113, 329–336.
- Zeng, Y.; Impf-Und Scherkristallisation Von Schokoladen. PhD Thesis, 2000 in Laboratorium fur Lebensmittelverfahrenstechnik. ETH-Eidgenössische Technische Hochshule Zurich.
- Svanberg, L.; Ahrne, L.; Loren, N.; Windhab, E. Effect of Pre-Crystallization Process and Solid Particle Addition on Cocoa Butter Crystallization and Resulting Microstructure in Chocolate Model Systems. Procedia Food Science 2011, 1, 1910–1917.
- Svanberg, L.; Ahrne, L.; Loren, N.; Windhab, E. Effcet of Pre-Crystallization Process and Solid Particle Addition on Microstructure in Chocolate Model Systems. Food Research International 2011, 44, 1339–1350.
- Dahlenborg, H.; Millqvist-Fureby, A.; Bergenstahl, B. Effect of Shell Microstructure on Oil Migration and Fat Bloom Development in Model Pralines. Food Structure 2015, 5, 51–65.
- Windhab, E.;. New Developments in Crystallization Processing. Journal of Thermal Analysis and Calorimetry 1999, 57, 171–180.
- Zeng, Y.; Braun, P.; Windhab, E. J. Tempering-Continous Pre-Crystallization of Chocolate with Seed Cocoa Butter Crystal Suspension. The Manufacturing Confectioner 2002, 82(4), 71–80.
- Padar, S.; Jeelani, S.; Windhab, E. Crystallization Kinetics of Cocoa Fat Systems: Experiments and Modeling. Journal of the American Oil Chemists’ Society 2008, 85(12), 1115–1126.
- Svanberg, L.; Ahrne, L.; Loren, N.; Windhab, E. Effect of Sugar, Cocoa Particles and Lecithin on Cocoa Butter Crystallization in Seeded and Non-Seeded Chocolate Model Systems. Journal of Food Engineering 2011, 104, 70–80.
- Dhonsi, D.; Stapley, A. G. F. The Effect of Shear Rate, Temperature, Sugar and Emulsifier on the Tempering of Cocoa Butter. Journal of Food Engineering 2006, 77, 936–942.
- Afoakwaa, E. O.; Patersona, A.; Fowlerb, M.; Vieira, J. Characterization of Melting Properties in Dark Chocolates from Varying Particle Size Distribution and Composition Using Differential Scanning Calorimetry. Food Research International 2008, 41, 751–757.
- Gloria, H.; Sievert, D. Changes in the Physical State of Sucrose during Dark Chocolate Processing. Journal of Agricultural Food Chemistry 2001, 49, 2433–2436.
- Afoakwa, E. O. Chocolate Science and Technology; John Wiley & Sons, UK, 2010.
- Afoakwa, E. O.; Paterson, A.; Fowler, M. Factors Influencing Rheological and Textural Qualities in Chocolate – A Review. Trends in Food Science and Technology 2007, 18, 290–298.
- Beckett, S. T. Industrial Chocolate Manufacture and Use (3rd); Blackwell Science: Oxford, 1999; 153–181, 201–230, 405–428, 460–465 pp.
- Sokmen, A.; Gunes, G. Influence of Some Bulk Sweeteners on Rheological Properties of Chocolate. LWT: Food Science and Technology 2006, 39(10), 1053–1058.
- Fernandes, V. A.; Müller, A. J.; Sandoval, A. J. Thermal, Structural and Rheological Characteristics of Dark Chocolate with Different Compositions. Journal of Food Engineering 2013, 116(1), 97–108.
- Izidoro, D. R.; Scheer, A. P.; Sierakowski, M.-R.; Haminiuk, C. W. I. Influence of Green Banana Pulp on the Rheological Behavior and Chemical Characteristics of Emulsions (Mayonnaises). LWT-Food Science and Technology 2008, 41(6), 1018–1028.
- Efraim, P.; Marson, G. C.; Jardim, D. C. P.; Garcia, A. O.; Yotsuynagı, K. Influence of Phytosterols Addition in the Rheology and Sensory Attributes of Dark Chocolate. Procedia Food Science 2011, 1, 1633–1637.
- Laličić-Petronijević, J.; Popov-Raljić, J.; Obradovic, D.; Radulović, Z.; Paunović, D.; Petrušić, M.; Lato, P. Viability of Probiotic Strains Lactobacillus Acidophilus NFCM® and Bifidobacterium Lactis HN019 and Their Impact on Sensory and Rheological Properties of Milk and Dark Chocolates during Storage for 180 Days. Journal of Functional Foods 2015, 15, 541–550.
- Glicerina, V.; Balestra, F.; Dalla Rosa, M.; Romani, S. Effect of Manufacturing Process on the Microstructural and Rheological Properties of Milk Chocolate. Journal of Food Engineering 2015, 145, 45–50.
- Wichchukit, S.; Mccarthy, M. J.; Mccarthy, K. L. Flow Behaviour of Milk Chocolate Melt and the Application to Coating Flow. Journal of Food Science 2004, 70, 165–171.
- Chevalley, J. Chocolate Flow Properties. In Industrial Chocolate Manufacture and Use; Beckett, S. T.; Ed.; Chapman & Hall: New York, 1999; 182–199.
- Servais, C.; Jones, R.; Roberts, I. The Influence of Particle Size Distribution on Processing of Food. Journal of Food Engineering 2002, 51, 201–208.
- Abbasi, S.; Farzanmehr, H. Optimization of the Formulation of Prebiotic Milk Chocolate Based on Rheological Properties. Food Technology and Biotechnology 2009, 47(4), 396–403.
- Vavreck, A. N.;. Flow of Molten Milk Chocolate from an Efflux Viscometer under Vibration at Various Frequencies and Displacements. International Journal of Food Science and Technology 2004, 39(4), 465–468.
- Schantz, B.; Rohm, H. Influence of lecithin-PGPR Blends on the Rheological Properties of Chocolate. LWT-Food Science and Technology 2005, 38, 41–45.
- Toker, O. S.; Sagdic, O.; Şener, D.; Konar, N.; Zorlucan, T.; Dağlıoğlu, O. The Influence of Particle Size on Some Physicochemical, Rheological and Melting Properties and Volatile Compound Profile of Compound Chocolate and Cocolin Samples. European Food Research and Technology 2016, 242, 1253–1266.