
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
This study aimed to estimate the effects of extrusion variables on extruded aquafeed water solubility using a starch gelatinization model. A new equation was derived from a classical starch gelatinization degree model to calculate aquafeed water solubility. After considering the data of five formulations, the average absolute deviation (AAD) of the new equation was 7.97% for the extrudate water solubility and 2.24% for the water solubility index. In the most cases, water solubility and water solubility index increased with an increase in the process screw speed and temperature but decreased with a decrease in water content. On the other hand, when the moisture content increased from 0.2 to 0.3 kg/kg, the water solubility increased from 4.91 to 5.22% (wt) for a typical recipe in the low moisture content extrusion process. The new equation established a way to quantitatively elaborate the relationship between the extrudate water solubility and extrusion process variables.
Introduction
The water solubility of extruded aquafeed is an important parameter for understanding aquatic animal digestion and managing water quality in aquaculture practices. In aquaculture practices, the discharge of soluble contents from aquafeed can lead to eutrophication and destruction of the natural ecosystem in the receiving water body.[Citation1] In recirculating aquaculture systems (RAS), the solubility or leaching of soluble nutrients from aquafeed is an important impact factor for RAS operation.[Citation2,Citation3] In the RAS, the soluble nutrient and dust either dissolved or dropped from the aquafeed directly affect water quality, bio-filter function, and lifespan of the RAS. Thus, understanding aquafeed water solubility and its correlation with aquafeed processing variables is essential in aquaculture practices and aquafeed production.
The extrusion cooking method is the most common way to produce aquafeeds. In the production, recipe formulation and extrusion process variables are the two important aspects of the physical qualities of aquafeed, such as bulk density, hardness, durability, and water solubility.[Citation4] The formulation of aquafeed is often composed of fishmeal, wheat/corn flour, soybean meal, etc., depending on the raw material supply and nutrition requirements for aquatic animals. Thus, many ingredient options may be available for a recipe in terms of a designed nutrition profile for a type of fish. The extrusion process is an experience/skill-based process. It is often difficult to set up a set of optimal extrusion process variables for frequently changing recipes. To address these challenges, it is necessary to search for a quantitative model to describe the effects of the extrusion process variables and the recipe formulations on the physical quality parameters of the aquafeed products, such as water solubility.
The effects of extrusion process variables on extrudate water solubility have been investigated by researchers. Oikonomou and Krokida (2011) collected the literature data for the water absorption index (WAI) and water solubility index (WSI) of different grain products.[Citation5] Later, they proposed an empirical power-law model to correlate the WAI and WSI based on their data collection.[Citation6] The standard deviations of the WSI model prediction are 1.2–27.3 for six products and two mixtures. Ganjyal et al. (2003) illustrated the relationship between WSI and process variables using a neural network method for waxy maize starch extrusion.[Citation7] However, the neural network model requires a large amount of data to train the model coefficients to predict the extrudate water solubility well. Lei et al. (2005) developed an SME-Arrhenius model to correlate the WSI and extrusion variables in a rice flour extrusion process.[Citation8] Independent variables were selected based on statistical significance from the experimental data.[Citation8] Polynomial models, such as response surface methodology (RSM), are often applied to correlate the extrudate water solubility and the extrusion process variables. These models typically have linear and quadratic terms to describe the effects of process parameters on water solubility. In practice, the correct selection of a polynomial model is challenging. The obtained polynomial model is only limited to that particular studied case.[Citation9]
In an extrusion process, recipe nutrients, such as protein, starch, non-starch polysaccharides, fat, fiber, minerals and water, undergo thermal and mechanical treatment (cooking). After cooking, the protein molecules (either soluble or insoluble) change their orientation and network, and are aggregated. The water solubility of protein molecules is often reduced.[Citation10] Meanwhile, starch is gelatinized in water and becomes partly soluble in cool water. At higher extrusion temperatures, the extent of gelatinization leads to an increase in starch water solubility.[Citation11] The water solubility of dietary fiber also increases to some extent.[Citation12,Citation13] The water solubility of fat does not change during the extrusion process. Some vitamins are degraded. The water solubility of processed materials changes based on the solubility of different nutrients. Among these changes, starch gelatinization and starch solubility are the most important. Therefore, we used the starch gelatinization model to estimate the effects of extrusion variables on extrudate water solubility.
This study aimed to estimate the effects of extrusion variables on extruded aquafeed water solubility using a starch gelatinization model. RSM was applied to evaluate the effects of extrusion process parameters (moisture content, screw speed) on the water solubility and WSI of the extruded feed. The starch gelatinization theory and model were considered as the baseline to calculate the extrudate water solubility behaviors under different extrusion process conditions.
Materials And Methods
Recipe formulation
Five commercial aquafeed recipes were used in this study. The ingredients and proximate nutritional information of the recipes are listed in . To prepare the recipes, five batches (100 kg each) of raw materials for each recipe were mixed for 10 min using a twin-shaft paddle mixer to ensure uniform mixing and finely ground (0.180 mm sieve).
Table 1. Recipe formulations and nutrient compositions (%, dry matter)
Table 2. Extrusion process variable and extrudate water solubility measurement results (means ± SEM)
Experimental design
The central composite design was used to investigate the effects of die temperature, moisture content, and screw speed on the water solubility and WSI of the five diets. There were a total of 20 test points, including eight cube points, six star points, and six repeated center points. For the CCD0 diet, the moisture content, screw speed and die temperature all varied between 22–32% (wt), 180–300 rpm, and 80–130°C, respectively. For CCD20 and CCD25 diets, the moisture content, screw speed and the die temperature varied between 22–32% (wt), 190–290 rpm, and 90–140°C, respectively. For the Ma-05 diet, the moisture content was set between 24–32% (wt), the screw speed varied between 190–290 rpm, and the die temperature varied between 110–150°C. For the Ma-01 diet, the moisture content was changed between 20–36% (wt), the screw speed was set between 180–300 rpm, and the die temperature varied between 100–150°C. The processing parameters are listed in . The experiments were conducted in a random order.
Table 3. Extrusion process variable and extrudate water solubility measurement results (means ± SEM)
Table 4. The equations in terms of coded factors and variance analysis results of the regression models (Recipe CCD0, CCD20 and CCD25)
Table 5. The equations in terms of coded factors and variance analysis results of the regression models (Recipe Ma-01 and Ma-05)
Extrusion
The extrusion trials were performed in a twin-screw extruder (MY 56 × 2, Muyang, Yangzhou, China), equipped with a pre-conditioner. The screw diameter of the extruder was 56 mm, and the length to diameter ratio was 20:1. The flow rate of the materials was kept constant at 70 kg/h using a screw feeder. The temperature in the pre-conditioner was greater than 95°C, and the moisture content of the materials was adjusted by adding steam and water. The barrel temperatures in the different zones were controlled by adding either water or steam. Two dies were used in the investigation. The processing parameters were set according to the experimental design shown in . When the processing parameters reached the set-up values and stabilized for 15 min, the samples were collected. Each treatment was repeated three times. The extruded feeds were air-dried at room temperature (25°C) for 48 h until the final moisture content was 4–6% (wt). The samples were stored at 4°C until further analysis.
Water solubility and water solubility index (WSI) of extrudates
The water solubility and WSI of the extruded feeds were determined following the methods of Ma et al. (2021) and Wang et al. (2021).[Citation14,Citation15]
Response surface methodology (RSM)
Experimental data for a central composite design were fit to a second-order polynomial (EquationEq. 1)(1)
(1) by multiple linear regression using the Design Expert (Version 8.0.6, STAT-EASE Inc., Minneapolis, USA). In the models, Yi is the estimated response, b0 is the intercept, bi,bii and bij are the regression coefficients for the linear, quadratic and interaction term, respectively, X is the predictor variable and ε is the residual (error).
Water solubility of extrudates
In an extrusion cooking process, the changes in water solubility for a processed recipe are determined by the recipe ingredients and extrusion process variables. In terms of the recipe, the water solubility changes of the recipe are the sum of the contributions of each ingredient or nutrient: protein, starch, non-starch polysaccharides, minerals, fat, and ash. In this process, the water solubility of the mixed materials is modified by thermal and mechanical energy, especially for proteins, starch, fiber, and vitamins. Native starch granules are insoluble in cold water. After cooking or heating with excess water, the starch granules start to absorb water, swell, and gelatinize.[Citation16] Subsequently, gelatinized starch is partly soluble in water. Meanwhile, protein molecules aggregate and form a new network. Thus, the water solubility of the protein decreased after extrusion.[Citation10,Citation17] The amount of insoluble dietary fiber in a recipe also decreases after extrusion. Thus, the water solubility of the extrudate is a combination of the solubility of protein, starch, and fiber. To simplify the description of the solubility development of the three nutrients individually, we assume that the overall solubility development of the processed recipe can be represented by starch gelatinization development. The theory and model of starch gelatinization represent the water solubility development of raw materials during the extrusion process; the water solubility development of a recipe in an extrusion process can be approximated by a starch gelatinization model.
Cai and Diosady (1993) investigated the kinetics of wheat starch gelatinization and proposed a pseudo-first-order rate equation to predict the degree of starch gelatinization in an extrusion process.[Citation18] Using the starch gelatinization degree equation, Cai and Diosady (1993) developed another equation to correlate the WSI of extrudates.[Citation19] In their work, the WSI was related to the residence time, mechanical and thermal energy input in an extrusion process through experimental data regression analysis. From the chemical reaction concept, we may develop a model to represent the water solubility of processed raw materials in an extrusion process.
Water solubility model
Based on the work of Cai and Diosady (1993)[Citation18,Citation19] and the assumptions discussed above, a new equation was derived as follows. The rate of disappearance of ungelatinized starch is described as:
where f is the degree of gelatinization, t is the residence time of the raw materials in the extrusion process, kg is the gelatinization rate constant, and m is the reaction order. Following the suggestion of Cai and Diosady (1993),[Citation18] we assume that starch gelatinization in the aquafeed extrusion process is a pseudo-first-order reaction. By setting m = 1, when t = 0, f = 0, and t = t, f = f, EquationEq. (2)(2)
(2) is derived as follows:
where ΔE is the thermal activation energy (kJ/mol), T is the temperature (K), R is the ideal gas constant. During the extrusion process, starch gelatinization occurs in a shearing environment. Cai and Diosady (1993) considered the effect of shear stress on gelatinization and proposed a method to calculate the thermal activation energy that takes into account both thermal and shear stress effects.[Citation18] Using this principle, a relationship between the extrudate water solubility and extrusion process variables can be established. The solubility degree (Sd) is defined as:
where S0 is the solubility of the raw materials before extrusion cooking, and S is the solubility after extrusion cooking. By replacing the degree of gelatinization f with Sd in EquationEq. (2)(2)
(2) –(Equation3
(3)
(3) ), we have:
Replacing the Sd in EquationEq. (7)(7)
(7) with EquationEq. (5
(5)
(5) ), we obtain:
EquationEq. (8)(8)
(8) can be used to correlate the extrudate water solubility and the extrusion process variables. However, we developed a method for calculating the initial water solubility (S0) of a recipe, gelatinization constant kg, and time t. S0 is the initial solubility of the raw materials before extrusion cooking. The main contribution to S0 is the soluble nutrients (protein, minerals, and non-starch polysaccharides) in a recipe. In practice, S0 can be measured using a specific recipe. Subsequently, the value of S0 can be estimated. Because the initial solubility, S0 is a constant for a specific recipe in an extrusion process, and thus it does not influence the calculation of solubility development in the extrusion process. Therefore, the value of S0 does not change the basic characteristics of the equation in terms of the description of the solubility development of a recipe during extrusion. In the application of the equation, the initial solubility measurement (S0) must be measured for every specific recipe. An alternative method is to estimate the initial solubility (S0) from the typical solubility values of various ingredients. However, the water solubility of a specific ingredient may have different values, as it may come from different agricultural areas or environmental conditions. As can be seen, Equationequation (8)
(8)
(8) can maintain its basic behavior for solubility development calculation if S0 is removed from the equation. To avoid the initial solubility measurements for every recipe and estimation errors for the initial water solubility of a recipe, S0 is neglected from the equation. Thus, we obtain:
where S is the extrudate water solubility. In the calculation of the gelatinization constant kg, Cai and Diosady (1993) split the thermal activation energy (ΔE) into thermal and mechanical contribution terms and developed methods to estimate them.[Citation18] In this study, we do not split the thermal activation energy (ΔE) into thermal and mechanical contribution terms. The thermal activation energy effect was calculated using the classical Arrhenius equation . In addition, the moisture content contribution or effect is added to calculate the kg because starch gelatinization is not an ideal first-order chemical reaction process. Therefore, the kg is calculated as:
where M is the moisture or water content in an extrusion process (kg/kg), T is the die temperature (K), and kf and k1 are the model coefficients. Furthermore, the residence time (t) in EquationEq. (9)(9)
(9) is estimated as follows:
where Ns is the screw speed of an extruder, rpm
Set then
where S represents the extrudate water solubility (kg/kg), Ns is the screw speed of an extruder (rpm), ΔE is the thermal activation energy (kJ/mol), T is the die temperature (K), R is the ideal gas constant, M is the moisture content in an extrusion process (kg/kg), and k0, α, ΔE, k1 are the experimental determined parameters. As shown in EquationEq. (12(12)
(12) ), the extrudate water solubility is an interaction of three parameters: shear stress (Ns), thermal-mechanical input (ΔE/RT) and moisture content (M). The WSI of a sample has a similar measurement to the water solubility, but a different value for the same sample. Therefore, we suggest that EquationEq. (12)
(12)
(12) can also be used to predict the WSI of extruded pellets.
Results
Water solubility and WSI measurement results
The experimental results of water solubility and WSI and the corresponding extrusion process variables for the five studied recipes are given in . The water solubility values of the five studied diets vary from 2.89–13.47% and the values of WSI data range from 13.03–18.65%. The extrusion process has an obvious impact on the water solubility of the extrudates for all the five recipes that were studied.
RSM model results
The RSM model could well fit the water solubility of the feeds, except for the Ma-01 diet (). The processing parameters had significant effects on the water solubility (P < .05). However, the RSM could not well correlate the WSI of the feeds ().
Model regression with experimental data
EquationEq. (12)(12)
(12) was used to fit the experimental water solubility and WSI data of different recipes. A Scipy optimization library in a free and open-source Python programming language (Python software foundation) was used to carry out the regression. In the regression, the objective function was set as
where obj. is the objective function of the regression, Si is the extrudate water solubility or the WSI, superscripts “exp” and “cal” represent the experimental and calculated values, respectively, n is the number of experimental runs. In the regression, the model coefficients were determined individually for each recipe. The absolute average deviations of the regression for the five recipes are presented in . The model coefficients are listed in . Comparisons between the experimental data and the fitted solubility data are shown in . In , the absolute average deviation AAD% is calculated as
Table 6. Absolute average deviation (AAD%) of experimental data fitting with Eq. (12)
Table 7. Model coefficients obtained from experimental water solubility data regression
Table 8. Model coefficients obtained from experimental WSI data regression
Figure 1. Comparison of experimental and fitted WSI data for 4 aquafeed recipes. The WSI data are missing for Ma-01 as they were not measured in the original work.
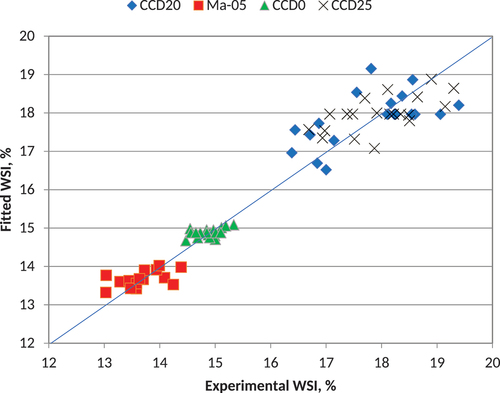
Figure 2. Comparison of experimental and fitted water solubility data for 5 aquafeed recipes.
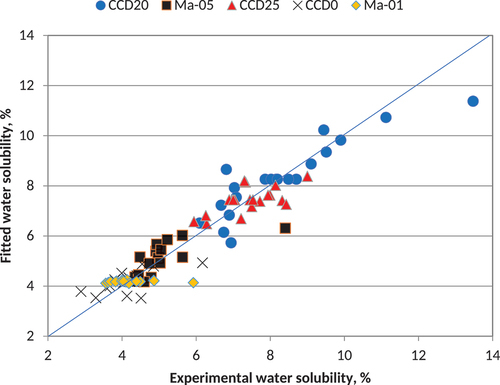
where Si is the extrudate water solubility or the WSI, superscripts “exp” and “cal” represent the experimental and calculated values, respectively, n is the number of experimental runs. The AAD % values of the water solubility data were all less than 10% for the studied 5 recipes (). The AAD % values of the WSIs were all less than 5%. These AAD % values can be used in engineering applications. shows that the deviations of the fitting are evenly distributed. The proposed EquationEq. (12)(12)
(12) can satisfactorily predict either the extrudate water solubility or the WSI data for the studied samples. Observing the water solubility value distributions in , we can see that the WSI data are split into group 1: recipe CCD0, group 2: recipe Ma-05, and group 3: recipe CCD20 and CCD25, which are mainly caused by the different formulations.
Effects of extrusion process variables on extrudate water solubility and WSI
Based on EquationEq. (12(12)
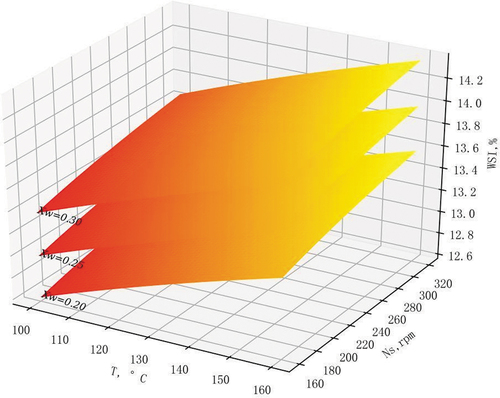
(12) ), the effects of the extrusion process variables on the extrudate water solubility can be numerically investigated for the five recipes. In this investigation, we only selected recipes CCD20 and Ma-05 to demonstrate the calculation because the two recipes represent the lower and the higher water solubility limits in the five diets. The study results are presented in . Other recipes can also be studied using the reported model coefficients in . The pellet water solubility and WSI values increased with an increase in screw speed (). The effects of water content (Xw) changes were calculated by the model at three different values, i.e., Xw = 0.20, 0.25, 0.30 kg/kg, respectively, which are marked at the left corner in . As shown in , when Xw increases from 0.2 to 0.3, the extrudate water solubility and WSI decrease. The calculation results show that when Xw increased from 0.2 to 0.3, the WSI increased in recipe Ma-05. For the recipe CCD20, an increase in the extrusion process temperature caused a decrease in the pellet water solubility () and an increase in the WSI (). For recipe Ma-05, the extrudate water solubility and WSI () increase with an increase in the process temperature.
Figure 3. Effects of extrusion process variables on extrudate water solubility, recipe CCD20. T: die temperature, °C, Ns: screw speed, rpm, Xw: moisture content, kg/kg.
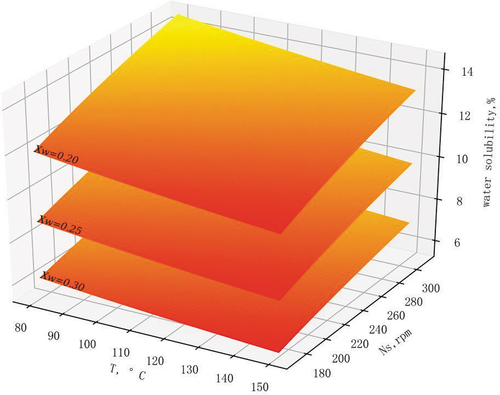
Figure 4. Effects of extrusion process variables on extrudate WSI, recipe CCD20. T: die temperature, °C, Ns: screw speed, rpm, Xw: moisture content, kg/kg.
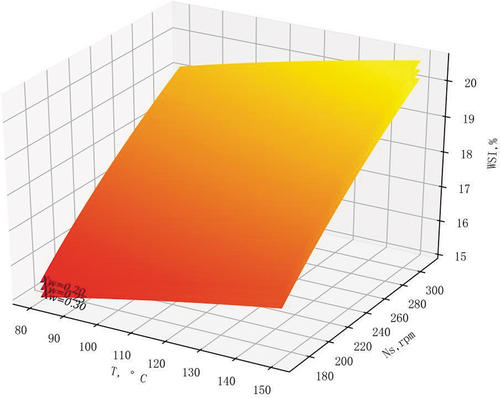
Figure 5. Effects of extrusion process variables on extrudate water solubility, recipe Ma-05. T: die temperature, °C, Ns: screw speed, rpm, Xw: moisture content, kg/kg.
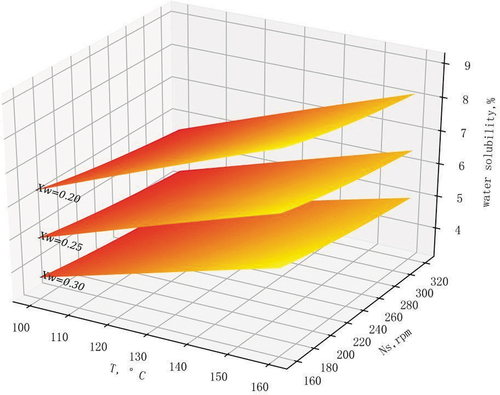
Figure 6. Effects of extrusion process variables on extrudate WSI, recipe Ma-05. T: die temperature, °C, Ns: screw speed, rpm, Xw: moisture content, kg/kg.
Discussion
In the aquafeed extrusion process, the recipe characteristics and extrusion process variables are the two impact factors on the variations of aquafeed pellet properties. In this study, we could not set a direct correlation between the data groups and the recipe ingredients and their content information. Through the recipe viscous property, we may find a relationship between the extrudate water solubility and the recipe characteristics in future investigations.
In this study, the pellet water solubility and WSI values of the two studied recipes increased with an increase in screw speed. A high screw speed could increase the heat input through viscous dissipation, thereby increasing starch gelatinization, further increasing the water solubility and WSI.[Citation20] We observed that the water solubility of the feeds decreased with the increase of moisture content. Consistent with a previous study, Umar et al. (2013)[Citation21] reported that the water solubility of extruded aquafeed decreased with an increase in moisture content from 20% to 40%. As water is a solvent, and the water-soluble components in the material can act as a binder to improve the water stability of feed. However, when Xw increased from 0.2 to 0.3, the WSI increased in recipe Ma-05 in this study, which may be due to the higher dextrinization of the starch.[Citation22] From the experimental data in , it can also be seen that when the water content increased from 28% (No. 13) to 32% (No. 10), the WSI increased from 13.47% to 14.38% for recipe Ma-05. The calculated WSI development for Ma-05 was mostly consistent with the trend of the experimental observations. The effects of temperature on the pellet water solubility and WSI were different for the recipes. The extrudate water solubility and WSI in Ma-05 increase with the die temperature. Ding et al. (2005)[Citation23] also found that soluble starch increased with an increase in extrusion temperature, which resulted from the increased degree of starch gelatinization. Thus, the increased WSI and water solubility with the increase in die temperature in this study were due to the improved starch gelatinization. However, the extrudate water solubility in CCD20 decreased with the increase in extrusion temperature, which may be related to the denser structure and resistance to immersion in water.
The model in EquationEq. (12)(12)
(12) is built from the chemical reaction kinetics theory based on the degree of starch gelatinization. Based on this development, the model builds its physical and chemical foundation and is independent of the studied extrusion process, recipes, and extruder mechanical geometric conditions. We observed that the model can fit the experimental water solubility of the five different recipes without changing its model expression, which was more reliable than RSM model. The model prediction results may be applied to explain the extrudate water solubility behaviors in different extrusion processes for the same or similar recipes. The proposed model may also be extended to predict the water solubility of other starch-based extrudates, such as breakfast extrudates. However, the water solubility of breakfast extrudates may not be critical from a consumer point of view. In the model development, the effects of starch differences (e.g., amylose and amylopectin ratio) on the trail results were not investigated. This may limit the model to computed water solubility in different cases.
Conclusion
A new model was developed to estimate aquafeed water solubility based on the starch gelatinization degree concept and a quantitative equation for its development in extrusion process. The results show that the established model can estimate the extrudate water solubility and WSI. In the experimental data regression, the total average AAD % values for the five studied recipes were 7.97% for the extrudate water solubility and 2.24% for the extrudate WSI. The effects of the extrusion process variables on extrudate water solubility and WSI were investigated. It was found that the extrudate water solubility and WSI tended to increase with an increase in the extrusion process screw speed. The new model can estimate the water solubility without changing its mathematical formulation. The model expression does not need to be changed when it is used to calculate the water solubility of different recipes in different trials. Thus, the mathematical format of the model is independent of recipe formulations.
Acknowledgments
This study was supported by the National Key R&D Program of China (2019YFD0900200 and 2018YFD0900400); National Natural Science Foundation of China (32172981 and 31902382); The Agricultural Science and Technology Innovation Program of CAAS, China (CAAS-ASTIP-2017-FRI-08); China Postdoctoral Science Foundation (2021M703544); Nordforsk project number (104310) and Norwegian Research council (327109).
The authors declare that they have no conflict of interest.
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- Verdegem, M. C. J. Nutrient Discharge from Aquaculture Operations in Function of System Design and Production Environment. Rev. Aquac. 2013, 53, 158–171. DOI:10.1111/raq.12011.
- Schumann, M.; Brinker, A. Understanding and Managing Suspended Solids in Intensive Salmonid Aquaculture: A Review. Rev. Aquac. 2020, 124, 2109–2139. DOI:10.1111/raq.12425.
- Kong, W.; Huang, S.; Yang, Z.; Shi, F.; Feng, Y.; Khatoon, Z. Fish Feed Quality Is a Key Factor in Impacting Aquaculture Water Environment: Evidence from Incubator Experiments. Sci. Rep. 2020, 10(1), 187. DOI: 10.1038/s41598-019-57063-w.
- Sørensen, M. A Review of the Effects of Ingredient Composition and Processing Conditions on the Physical Qualities of Extruded High‐energy Fish Feed as Measured by Prevailing Methods. Aquac. Nutr. 2012, 183, 233–248. DOI:10.1111/j.1365-2095.2011.00924.x.
- Oikonomou, N. A.; Krokida, M. K. Literature Data Compilation of WAI and WSI of Extrudate Food Products. Int. J. Food Prop. 2011, 14(1), 199–240. DOI: 10.1080/10942910903160422.
- Oikonomou, N. A.; Krokida, M. K. Water Absorption Index and Water Solubility Index Prediction for Extruded Food Products. Int. J. Food Prop. 2012, 15(1), 157–168. DOI: 10.1080/10942911003754718.
- Ganjyal, G. M.; Hanna, M. A.; Jones, D. D. Modeling Selected Properties of Extruded Waxy Maize Cross-Linked Starches with Neural Networks. J. Food Sci. 2003, 68(4), 1384–1388. DOI: 10.1111/j.1365-2621.2003.tb09654.x.
- Lei, H.; Fulcher, R. G.; Ruan, R.; van Lengerich, B. SME-Arrhenius Model for WSI of Rice Flour in a Twin-Screw Extruder. Cereal Chem. J. 2005, 825, 574–581. DOI:10.1094/CC-82-0574.
- Yolmeh, M.; Jafari, S. M. Applications of Response Surface Methodology in the Food Industry Processes. Food Bioprocess Technol. 2017, 10(3), 413–433. DOI: 10.1007/s11947-016-1855-2.
- Lin, D.; Lu, W.; Kelly, A. L.; Zhang, L.; Zheng, B.; Miao, S. Interactions of Vegetable Proteins with Other Polymers: Structure-Function Relationships and Applications in the Food Industry. Trends Food Sci. Technol. 2017, 68, 130–144. DOI: 10.1016/j.tifs.2017.08.006.
- Ali, S.; Singh, B.; Sharma, S. Effect of Processing Temperature on Morphology, Crystallinity, Functional Properties, and in Vitro Digestibility of Extruded Corn and Potato Starches. J. Food Process. Preserv. 2020, 44(7). DOI: 10.1111/jfpp.14531.
- Honců, I.; Sluková, M.; Vaculová, K.; Sedláčková, I.; Wiege, B.; Fehling, E. The Effects of Extrusion on the Content and Properties of Dietary Fibre Components in Various Barley Cultivars. J. Cereal Sci. 2016, 68, 132–139. DOI: 10.1016/j.jcs.2016.01.012.
- Naumann, S.; Schweiggert-Weisz, U.; Martin, A.; Schuster, M.; Eisner, P. Effects of Extrusion Processing on the Physiochemical and Functional Properties of Lupin Kernel Fibre. Food Hydrocoll. 2021, 111, 106222. DOI: 10.1016/j.foodhyd.2020.106222.
- Ma, S.; Wang, H.; Li, J.; Xue, M.; Cheng, H.; Qin, Y.; Blecker, C. Effect of the Ratio of Wheat Flour and Cassava and Process Parameters on the Pellet Qualities in Low Starch Feed Recipe Extrusion. Anim. Feed Sci. Technol. 2021, 271, 114714. DOI: 10.1016/j.anifeedsci.2020.114714.
- Wang, H.; Ma, S.; Yang, J.; Qin, Y.; Cheng, H.; Xue, M.; Li, J.; Li, J. Optimization of the Process Parameters for Extruded Commercial Sinking Fish Feed with Mixed Plant Protein Sources. J. Food Process. Eng. 2021, 44(1), e13599. DOI: 10.1111/jfpe.13599.
- Xiao, J.; Zhong, Q. Suppression of Retrogradation of Gelatinized Rice Starch by Anti-Listerial Grass Carp Protein Hydrolysate. Food Hydrocoll. 2017, 72, 338–345. DOI: 10.1016/j.foodhyd.2017.06.016.
- Guy, R.;, Ed. Extrusion Cooking Technologies and Applications. CRC Press., 2001.
- Cai, W.; Diosady, L. L. Model for Gelatinization of Wheat Starch in a Twin-Screw Extruder. J. Food Sci. 1993, 58(4), 872–875. DOI: 10.1111/j.1365-2621.1993.tb09380.x.
- Cai, W.; Diosady, L. L. Modeling of Expansion and Water Solubility Index of Wheat-Starch during Extrusion-Cooking. Acta Aliment. 1993, 22, 181–192.
- Guha, M.; Ali, S. Z.; Bhattacharya, S. Twin-Screw Extrusion of Rice Flour without a Die: Effect of Barrel Temperature and Screw Speed on Extrusion and Extrudate Characteristics. J. Food Eng. 1997, 32(3), 251–267. DOI: 10.1016/S0260-8774(97)00028-9.
- Umar, S.; Kamarudin, M. S.; Ramezani-Fard, E. Physical Properties of Extruded Aquafeed with a Combination of Sago and Tapioca Starches at Different Moisture Contents. Anim. Feed Sci. Technol. 2013, 183(1–2), 51–55. DOI: 10.1016/j.anifeedsci.2013.03.009.
- Williams, M. A.; Horn, R. E., and Rugala, R. P. Extrusion: An in-Depth Look at a Versatile Process. II.[Cooking Process and Its Effect upon Foods and Additives]. Food. Eng. 1977, 49(10), 87–89.
- Ding, Q.-B.; Ainsworth, P.; Tucker, G.; Marson, H. The Effect of Extrusion Conditions on the Physicochemical Properties and Sensory Characteristics of Rice-Based Expanded Snacks. J. Food Eng. 2005, 66(3), 283–289. DOI: 10.1016/j.jfoodeng.2004.03.019.