
ABSTRACT
Modular construction offers benefits such as high quality, low cost, and short durations owing to the high productivity of repetitive production. To maximize productivity, modular construction involves repetitive schedules; however, the scheduling methods exhibit limitations when applied to on-site work. These methods are optimized by adjusting the production rate of activities; however, the bounds of the production rates of modular construction on-site work are limited because of workspace limitations in the units and varying amounts of work between activities. This results in idling time in the scheduling methods. Thus, in this research, the parallel station method (PSM) was employed to ensure a flexible production rate. A discrete event simulation model was developed and employed to estimate the number of workers and work duration. The results demonstrated the following: 1) The developed scheduling method exhibits better results than the method for stick-built construction. 2) When applying the PSM, the line-of-balance method is cost-effective, while the TACT method is time-effective, implying that scheduling methods should be selected based on the primary objectives of modular projects. The findings of this research will contribute toward improving the accuracy and applicability of repetitive scheduling methods and reduce the labor cost and duration of on-site work.
1. Introduction
In developed areas such as the United States, Australia, and Singapore, the construction industry suffers from labor shortages, resulting in project schedule and cost overruns (Arif, Espinal, and Broadway Citation2002; Lu Citation2009). To overcome these problems, modular construction has attracted attention. This method comprises manufacturing and on-site work and offers benefits such as improved productivity, short construction periods, better quality, and safety due to controlled factory work environments of repetitive production tasks (Eastman and Sacks Citation2008; Mullens Citation2011; Shaked and Warszawski Citation1992). After production, units are transported to construction sites and on-site work is done. The proportion of on-site work is estimated to range from 30% in fully modular buildings to more than 50%; thus, work should be planned based on the required on-site work (Lawson, Ogden, and Bergin Citation2011). On-site work comprises repetitive work activities such as assembling equivalent units having similar specifications. Thus, in modular construction on-site work, repetitiveness is important as in other construction projects (e.g., highways, high-rise buildings, and railroad) to improve productivity. Toward this objective, repetitive scheduling methods are used (El-Rayes and Moselhi Citation2001; Ioannou and Yang Citation2016).
With repetitive scheduling methods, activity duration is set by adjusting the production rates. Production rate refers to the productivity of a particular crew and can be adjusted through crew size and crew allocation strategies (Moselhi and El-Rayes Citation1993; Fan, Sun, and Wang Citation2012). This adjustment helps optimize the work schedule (Altuwaim and El-Rayes Citation2018; Carr and Meyer Citation1974; Chrzanowski and Johnston Citation1986; Ioannou and Yang Citation2016; Ipsilandis Citation2006; Lee et al. Citation2015; Nassar Citation2011; Reda Citation1990; Salama and Moselhi Citation2019; Zou et al. Citation2016). These studies used a single work zone is used for repetitive work, also called a work unit. The space and number of work zones are equally applied to repetitive activities. However, to improve the efficiency of modular on-site work scheduling, a multiple work zone strategy is required. The need for such a strategy stems from the nature of modular on-site work such as workspace limitations in the units and different amounts of work for different activities, which causes limitations in assigning more workers or reducing the number of workers allocated to activities. These constrain the bounds of the production rate and, in turn, affect the efficiency of work schedule optimization. For example, when interference between activities is predicted in repetitive scheduling using a single zone strategy, the production rate of the preceding activity is accelerated to alleviate this interference. However, in modular on-site work, workspace in the modular unit is limited and more workers cannot be assigned to the unit. Moreover, it is difficult to allocate workers to other units to increase the production rate without interfering with unit assembly and on-site work because during finishing work, units are being assembled simultaneously, making it difficult to use a single work zone strategy for multiple units. These constraints limit the production rate. Moreover, the required man-hours for each activity are significantly different because some building components require little on-site work, which affects the production rate. The limited bounds decrease scheduling efficiency. Therefore, to manage different man-hour requirements without workspace interference, the size of or the number of units in the work zone should be individually allocated for each activity. Using different work zone strategies, interference and total activity duration in scheduling can be reduced. To overcome these limitations, the parallel station method (PSM) has been used to improve assembly line flexibility by allocating different numbers of work zones to each activity (Askin and Zhou Citation1997; Becker and Scholl Citation2006; Pinto, Dannenbring, and Khumawala Citation1981). By applying PSM to modular on-site work, the production rate can be adjusted and on-site work schedule efficiency can be improved.
Therefore, the objective of this study was to develop a repetitive scheduling method for modular construction on-site work by applying PSM. Initially, constraints on the production rate were analyzed, and then repetitive scheduling methods were analyzed through a literature review. To validate the application of PSM, a simulation model was developed using the discrete event simulation (DES) method, and simulation results were analyzed. Finally, to improve the efficiency of the schedule, repetitive schedules applying the PSM were modified according to project characteristics. The scope of this research is as follows: 1) It focused on on-site work processes in modular construction. 2) It only considered labor resources because modular construction is labor intensive and suffers from labor shortages. Moreover, one of the benefits for project managers is the reduced labor resource requirement (Blismas et al. Citation2005; Blismas and Wakefield Citation2009). Thus, this research specifically focused on labor resources.
2. Literature review
To apply the repetitive scheduling method to modular construction, previous studies were reviewed. First, studies to understand the principle of scheduling methods were studied, identifying constraints of repetitive scheduling for modular construction. Then, previous studies related to PSM were reviewed. Based on this, a method for applying PSM to repetitive scheduling methods for modular construction on-site work was derived. shows the organization of the literature review.
Figure 1. Organization of literature review
2.1. Repetitive scheduling for modular construction on-site work
Modular construction on-site work comprises repetitive work in that equivalent units having analogous specifications are assembled; thus, a single unit is used as a work zone for this repetitive work. Such work is conducted in a tightly planned schedule and work activities are concurrently conducted with unit assembly, increasing the complexity of on-site work schedules. To prevent schedule overruns and interruptions, on-site work should be scheduled based on this repetitiveness (Mohsen et al. Citation2008).
To increase productivity, repetitive scheduling methods are employed for repetitive projects. In repetitive scheduling methods, the project schedule is adjusted using the production rate of the activities. According to previous studies, the production rate refers to the productivity of a particular crew and can be adjusted using the crew size and accelerated through crew allocation strategies. In these studies, different terms are used to represent the production rate, such as production rate, output rate, and production output (Moselhi and El-Rayes Citation1993; Kaming et al. Citation1997; Fan, Sun, and Wang Citation2012). To optimize the project schedule by adjusting the production rate, a number of studies have been conducted to optimize project schedules by adjusting production rates (Carr and Meyer Citation1974; Chrzanowski and Johnston Citation1986; Ioannou and Yang Citation2016; Ipsilandis Citation2006; Lee et al. Citation2015; Reda Citation1990). In terms of line-based scheduling methods, repetitive activities are represented as lines with constant and varying slopes, where the slope indicates the production rate. Line-of-balance (LOB) is a line-based scheduling method derived from the manufacturing industry. LOB graphically presents any imbalance that suggests a deviation from the plan and enables the project manager to quantitatively assess the deviation (Suhail and Neale Citation1994). When scheduling construction projects use LOB, to prevent interference between activities, idling time is allocated for work continuity, which affects the total duration of the project (Reda Citation1990). Arditi, Tokdemir, and Suh (Citation2002) suggested basic principles that can be used for planning repetitive schedules and noted that optimal repetitive schedules can be achieved by adjusting production rate and crew size using strategies to accelerate the production rate using LOB to adjust crew sizes. To reduce idle time while maintaining work continuity in a line-based scheduling method, several studies were conducted (Altuwaim and El-Rayes Citation2018; Ipsilandis Citation2007; Nassar Citation2011; Salama and Moselhi Citation2019; Zou et al. Citation2016). Ipsilandis (Citation2007) developed a multi-objective linear programming model for repetitive projects considering trade-offs in project schedules, where project duration, idle times, cost elements, and work unit completion duration are optimization objectives. Nassar (Citation2011) presented a model using genetic algorithms to minimize project duration and the number of interruption days for repetitive projects. This is a trade-off problem. In other words, maintaining work continuity can result in a reduced idle time of each crew; however, increasing interruptions up to a specific limit can reduce the project duration. Fan, Sun, and Wang (Citation2012) presented an optimization model for repetitive projects and the soft logic of activity sequences was applied to this model. They suggested a time–cost optimal result by changing the work activity sequence. Zou et al. (Citation2016) developed formal mathematical models and a model to generate approximate solutions. These models are used to minimize project cost without exceeding a given duration; this is a time–cost trade-off problem. In these models, to increase production rate, if two activities are not related they are conducted concurrently in a work unit and multiple crew allocation is considered. Altuwaim and El-Rayes (Citation2018) presented an optimization model to minimize project duration, crew work interruption, and interruption costs. In this optimization model, the work continuity constraint is relaxed by enabling work interruption because the project duration and indirect cost can be reduced. Salama and Moselhi (Citation2019) presented a multi-objective optimization model to minimize project costs, duration, and work interruptions where work interruption is also enabled to reduce the project duration. These studies focused on reducing the idle time between activities and optimizing interruption days by adjusting production rates. However, line-based scheduling methods allocate idle time to prevent or optimize work interruption in the schedule, and this increases the project duration. To reduce the idle time represented in ), the TACT scheduling method based on line-based scheduling methods is used. In the TACT method, a building is divided into equivalent work zones in which the same work activities are repeated. The activities for one work zone are completed in the cycle time. The cycle time is equivalently divided and equivalent durations are assigned to each activity. To complete the activities in the cycle time, different amounts of resources are allocated depending on the characteristics of each activity (Lee et al. Citation2015). In the TACT method, idle time between activities can be reduced; thus, the project duration can be reduced. However, the production rate of each activity cannot be exactly fitted to the assigned duration; thus, the work continuity of each activity in the TACT method may be lower than that in other line-based scheduling methods. Therefore, when optimizing a project schedule using the TACT method, the cycle time and production rate of each activity are adjusted to improve work continuity by reducing the idle time [)].
Figure 2. Idling time in repetitive scheduling methods: (a) LOB method and (b) TACT method
In previous studies, the production rate of activities was adjusted to reduce idle time, project duration, cost, and interruptions in project schedules. Production rate is increased by allocating more resources to a work unit or by concurrently conducting multiple activities in the unit. In terms of the work zone strategy, these studies used a single work zone and adjusted the size of the work zone by integrating multiple work units into a single work zone. However, there are constraints in scheduling on-site work when using repetitive scheduling methods adopting a single work zone. Constraints such as workspace limitations and different amounts of on-site work limit the production rates. The constraint for regulating the upper bound of the production rate is the workspace limitation in modular units because a unit is used as a work zone. For example, when the approved upper limit of the number of workers is already allocated for an activity, the production rate cannot be increased because more workers cannot be added to the unit because of space interference. The workers cannot be added to several units because the units are assembled simultaneously, which regulates the production rate. The other constraint regulating the lower production rate limit is the difference in work amounts, which means different man-hours are required for different activities. In on-site work, there are activities that require little on-site work because some components are basically assembled in the factory and just connected on site. When reducing the production rate of the activities where one is allocated, the number of workers cannot be reduced, resulting in idling time and loss of productivity. To summarize, the upper or lower bound of the production rate decreases scheduling efficiency; thus, the benefits of modular construction, such as short durations and reduced labor resource requirements, cannot be fully achieved. Considering these factors, to increase the production rate without workspace interference, a multiple work zone strategy is required. Using this strategy, the constraints on the production rate can be alleviated and idle time can be reduced; thus, the project duration can be reduced. Therefore, when applying this strategy, the limitations of existing scheduling methods using single work zones can be overcome.
2.2. Parallel station method
The production lines of manufacturing industries comprise a sequence of stations through which a set of activities is processed. The stations are linked and products are generally moved by transportation mechanisms such as conveyor belts. To balance the production line, equivalent task times are assigned to each station, and the products are moved after the assigned time elapses. The production rate of the production line is related to the output because the assigned duration can be reduced by increasing the production rate. However, due to limitations in resource allocation, there is also an upper bound of the production rate of each activity, which also limits the output of a production line. In the manufacturing industry, the upper bound must be extended (Ege, Azizoglu, and Ozdemirel Citation2009). To this end, PSM has been used (Alghazi and Kurz Citation2018; Askin and Zhou Citation1997; Becker and Scholl Citation2006; Ege, Azizoglu, and Ozdemirel Citation2009; Özcan Citation2019; Pinto, Dannenbring, and Khumawala Citation1981). PSM can increase the production rate by enabling activities that extend the cycle time to be conducted in a two-sided (parallel) line such that workers simultaneously conduct the activity. For example, twice the number of workers can be allocated to the same station for producing big products such as cars and household appliances because of the relatively large parts and space. Hence, the activity can be completed within the allocated cycling time as the activity time is reduced by half. When paralleling work stations, resources such as workers and equipment should be equally assigned to the paralleled stations, thus the cost is increased. Ege, Azizoglu, and Ozdemirel (Citation2009) proposed production line optimization algorithms to minimize stations on the assembly line and equipment cost. Work stations were paralleled to complete production in the assigned cycle time and work stations to be paralleled were selected using an algorithm. Alghazi and Kurz (Citation2018) developed a model for scheduling mixed model production lines to produce customized products that are not identical. For the production of customized products, work stations require different task times. Therefore, an average task time is assigned to each work station. However, the major drawback of this is that some tasks exceed the assigned time. To overcome this, stations requiring additional time are paralleled and the developed model was used to minimize allocated workers. Özcan (Citation2019) proposed a mathematical model and algorithm to schedule paralleled production lines that share resources and are called an interline workstation. This workstation is different in that the production line is paralleled to share resources. These previous studies focused on different objectives such as minimization of workers, cost, and number of stations; however, improvements were observed when PSM was employed to extend the bound of the production rate. PSM can be a solution to make the production rate more flexible and extend the bound of the production rate of activities in modular on-site work such that resources can be selectively allocated to increase the production rate of activities.
The on-site work schedule, established using conventional repetitive scheduling methods, is represented as a production line in manufacturing industries. During on-site work, workers cannot be allocated to two sides, as in production lines, because on-site work is generally conducted in units. Thus, the work amount of activities to be paralleled is doubled and double resources are assigned to each unit. For example, if the time taken for one or more activities is longer than the assigned cycle time in the TACT method, parallel stations can resolve this conflict, and the production rate in the LOB method can be adjusted without workspace interference, as shown in . When the assigned time is 1 h in the TACT method, the productivity of electrical work decreases because of workspace interference. To solve this problem, the activity cycle time of electrical work is modified to 2 h while not increasing the number of workers required to complete the activity in 1 h. The workers then conduct the activity for two modular units and the following plumbing connecting work for one unit is completed in 1 h.
Figure 3. Crew allocation in parallel station method
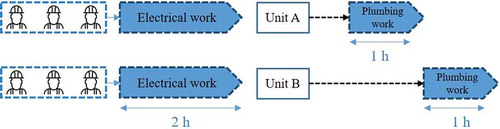
describes the application of PSM to on-site work. The figure shows that the electrical work for two modular units is finished with the same amount of resources and half the original number of workers assigned to each unit, reducing workspace interference. Moreover, the allocated time for plumbing connecting work can be maintained at 1 h such that idling time can be reduced. Therefore, the PSM allows a flexible production rate in modular on-site work to reduce idle time. In other words, repetitive scheduling methods in combination with the PSM can be used for modular on-site work without constraints on production rate adjustment. In this research, the PSM was applied to repetitive scheduling methods such as LOB and TACT to adjust on-site work production rates.
Figure 4. Parallel station method for modular construction on-site work

3. On-site work simulation model
3.1. Model development
To quantitatively validate scheduling methods applying the PSM and to estimate idle time, on-site work duration, and the number of workers needed, a simulation model was developed. The simulation method can deal with various scenarios and many studies have been conducted using simulation methods (Jung et al. Citation2017; Moghadam et al. Citation2012; Taghaddos et al. Citation2012). In the simulation environment, each scenario can be tested without impacting external factors and results depending on the parameters can be observed. Thus, the simulation method is suitable to test scheduling methods for on-site work. As a simulation methodology, DES was used. Modular construction on-site work can be represented as a sequence of activities. DES focuses on the process level based on queuing theory and has been used to model construction processes (AbouRizk, Halpin, and Lutz Citation1992; Alvanchi et al. Citation2011; Lee, Han, and Peña-Mora Citation2007; Mohsen et al. Citation2008). DES can provide information regarding activities and resources required to conduct work activities (Alvanchi et al. Citation2011). Thus, DES can be used to develop a simulation model for modular on-site work to monitor the results according to variations in parameters such as the production rate and cycling time. Further, it can help estimate the number of workers to be allocated (Jung et al. Citation2017). As a simulation modeling tool, AnyLogic 7.0 PLE, which provides a unified modeling methodology for DES, was used, making it possible to develop special-purpose models for on-site work process. The DES model represents the starting point of on-site work activities with a start event and various conditions such as resource availability and dependency relationship of activities. The completion of on-site work is represented as a finished event, and the finished event is triggered depending on the time of each activity (Jung Citation2016). For model development, on-site work daily report of a military facility modular construction project was used as the case project. To consider the repetitiveness, repetitive work activities that are conducted in units are included as the project data and the one-time work activities such as earthwork which is not directly related to the completion of units were excluded. The facility comprises the same types of units; however, repetitiveness was not considered when planning the project schedule. Thus, this project was selected to compare the results derived from 1) schedules that consider repetitiveness 2) schedules that use PSM, and 3) real project data. Project information is presented in .
Table 1. Information on Modular Construction Project
The developed model describes on-site work processes, excluding transportation and unit assembly, as shown in . In this model, seven types of on-site work activities are described and workers are allocated to each activity as resources. A unit is considered completed when all activities in the process are completed. The on-site work in this model starts when the first unit is assembled, which is the starting event, and finishes when the last activity for the last unit is completed, which is the finish event. This model is based on the following assumptions: 1) The activities are not affected by other external conditions. 2) Only the labor resource is considered and other resources are not considered. 3) The units are supplied at a constant rate regardless of the production environment or schedule. The production rate is used as the input and adjusted based on the number of workers. The production rate is calculated by multiplying the productivity of the workers by the number of workers. The productivity of the workers is different depending on different activities; thus, the number of workers required to achieve the same production rate is also different. This is considered as the characteristic of each activity in the model. In the model, the unit has man-hour data for each activity. When applying PSM, the work amount is different for each activity. Using the production rate and work amount, the duration for each activity is estimated and each activity is considered completed after the estimated duration elapses. Buffers are placed between activities and the time spent in the buffers is considered idle time, which is the nonproductive part of the model. When an activity is completed, the units are stored in the buffer until the idling time has elapsed, which prevents interference between activities in the LOB method or cycle time in the TACT method. As output data, the total number of required workers, the duration of each activity, and the on-site work duration are presented.
Figure 5. Modular construction on-site work process in simulation model
3.2. Model verification
To validate the reliability of the developed simulation model, model verification was conducted. Mohsen et al. (Citation2008) verified the simulation model for on-site work of modular construction projects by comparing the results of the simulation model and real project data. If the derived results (e.g., the total number of workers, activity duration, and total on-site work duration) agree with the project case data under similar conditions, the model is considered reliable and appropriate for testing under other conditions such as repetitive scheduling methods applying PSMs. Accordingly, conditions similar to the project data are applied to verify the model. The numbers of workers required for activities listed in are the input values. These are rounded up based on the number of workers per day in the project data and the total on-site work amount is set to 30 units.
Table 2. Number of Workers Inputted to Model
The activities in the project were conducted at certain time intervals to increase the utilization rate of workers by maintaining work continuity. In the developed model, the intervals between activities are estimated based on the production rate of the previous activity. For example, the plumbing work starts after the fourth day of the electrical work. During these 4 days, electrical work for 13.2 units can be conducted. Thus, the plumbing work starts when electrical work for 14 units is completed and the idling time between the other activities is allocated in the same manner. The project data and verification results are compared in .
Table 3. Model Verification Results
The verification results demonstrate that the on-site duration estimation is 22 days and the duration is the same as the project data. However, there is a difference in the total number of workers because the allocated number of workers for each activity is rounded up and the difference between the actual and estimated durations of each activity is represented as a difference in input workers. This difference is attributable to the estimation of total number of workers multiplying the activity duration times by the input number of workers. Furthermore, some activities started in the afternoon as work starting time is not regulated in the simulation, thus, resulting in an additional difference in input workers. By comparing the project data and verification results, this model is deemed to be reliable as it represents on-site modular construction work and can be employed to test other scheduling conditions.
4. Simulation experiments
4.1. Simulation information
To estimate and compare the number of inputted workers and on-site work duration of repetitive scheduling methods for stick-build construction and repetitive scheduling applying PSM, simulation experiments were conducted. Individual experiments were conducted and the established production rates of each scheduling method were inputted by adjusting the number of workers in each experiment. Estimated idle times considering the production rate of each activity were allocated to prevent interference between activities. The maximum number of workers in each unit was limited to four workers because of limited workspace, and although the amount of work was small, which causes idling time, one worker was allocated for conducting an activity. summarizes the simulation experiment information and results.
Table 4. Simulation Information and Results of Scheduling Methods
In the first experiment, the LOB method was simulated and the production rate of activities was set to 2 h/unit to reduce idling time between activities. The production rate was set to 2 h/unit because finishing work requires the longest duration when inputting one worker, and by inputting four workers, the duration could be reduced by approximately 1.87 h, which is the maximum production rate in the LOB method. The production rate of each activity was set to 2 h/unit approximately and idle times between activities were allocated to prevent interference between activities. During the idle time, units are stored in the buffer of the model and the next activity begins when the idle time has elapsed. The TACT method was simulated and the cycle time was employed. The activity cycle time in the TACT method was set to 2 h/unit to compare the results of the LOB and TACT methods. After 2 h, the units proceeded to the next activity and the required number of workers was allocated to finish the activity in 2 h. Although the activities were completed within 2 h, the units did not proceed to the next activity, indicating idling time. Finally, the TACT method applying PSM was simulated. With this combination (), the cycle time was set to 1 h/unit, and PSM was applied to activities requiring more than four workers. To increase the production rate of electrical, tile, finishing, and equipment installation work, the number of workers was doubled and two units were inputted for the activities. For example, to conduct electrical work for two units, three workers were allocated to each unit who worked for 2 h. After 2 h, workers allocated to plumbing work conducted their work for one unit in 1 h. Thus, the production rate could be increased without workspace interference.
Figure 6. On-site work process for TACT applying parallel station method
4.2. Simulation results
The simulation results of the scheduling methods were obtained using the developed model and results are compared in . The simulation results demonstrate that to complete the modular project, LOB requires 15 days with 137 workers, TACT requires 13 days with 160 workers, and TACT using PSM requires 9 days with 161 workers. These results demonstrate an inverse relationship between the on-site work duration and the total number of workers needed. The LOB scheduling method required the longest on-site work duration because the idling time between activities was allocated to avoid interference between activities. Evidently, this idling time increased the total on-site work duration; however, work continuity between activities was maintained such that the total number of workers was reduced. The total number of workers and duration of the TACT method using PSM yielded more effective results than the TACT method because the PSM managed the production rate such that idle times of activities were reduced. The shorter an assigned time, the shorter is on-site work duration, thus reducing the idle time caused by different work amounts in different activities (e.g., when the cycle time is 1 h, the idling time is 1.126 h, and when the cycle time is 3 h, the idling time is 4.31 h when completing one unit). Therefore, the application of the PSM can reduce the on-site work duration by reducing the idle time in work schedules.
5. Modification of scheduling methods
To improve the LOB and TACT methods using PSM, the scheduling methods were modified. First, the benefits of the PSM were applied to the LOB method (LOB+P). For example, when twice as many workers conduct activities for two units, the production rate can be doubled. By adjusting the production rate in the LOB method, the activity rates become relatively uniform and this could reduce idle times between activities and on-site work duration ().
Figure 7. Production rate modification in LOB+P
Moreover, by applying the benefit of work continuity in the LOB method to the TACT method using PSM, the buffer can be used to reduce the idling time (P+ LOB). With a buffer, work on a unit need not be postponed until the cycle time has elapsed when the previous activity is completed. Instead, workers can proceed to the next unit. The completed unit goes to the buffer until workers complete the activity. When workers have completed the activity for a unit, they conduct the activity for the unit in the buffer. To test the effectiveness of the modified scheduling methods, namely, the LOB+P and P+ LOB methods, the number of units in the simulation model was increased from 30 to 300 units, while other experimental conditions were the same. The results are summarized in . The results of the experiment are difficult to directly compare but can be indirectly compared through relative comparisons. represents the results of the experiments. LOB+P outperforms TACT and LOB in terms of required labor resources and duration. P+ LOB shows better results than TACT using PSM. Therefore, comparative results show that only LOB+P and P+ LOB remain and show relatively better results than other scheduling methods. However, the results also show an inverse relationship between on-site work duration and the total number of workers. Thus, it can be said that the LOB+P method is cost-oriented while the P+ LOB method is time-oriented. Although the PSM can improve the efficiency of on-site work scheduling, the project manager should choose an appropriate on-site scheduling method in accordance with the purpose of the modular construction project.
Table 5. Simulation Results of LOB+P and P+ LOB
Figure 8. Relative comparison of experiment results
6. Discussions
In this model, it is assumed that 8 units are transported and assembled on-site per day. The reduced 4 days of TACT using PSM compared to TACT means the total project duration can be reduced by 4 days because unit production and on-site work can be conducted concurrently and on-site work can start 4 days earlier using PSM and inputting one more worker. This means that the reduced cost with reduced duration may be greater than the cost of one more worker. Therefore, it is expected that by using the suggested method, project cost also can be reduced. It is also expected that from the perspective of modular projects, the storage cost required to meet the production rate of both unit production and on-site work can be reduced because the on-site work production rate can be adjusted if the resource can be supplied on-site.
In terms of the scheduling objectives, when the production rates of activities in P+ LOB are set to fit the cycle time, there is no idling time in the schedule and the P+ LOB is similar to LOB+P. However, in practical situations, there is idling, and this implies that the project manager should choose an optimal scheduling method for ensuring project efficiency. The project manager can use the modified scheduling methods to plan, estimate, and predict the on-site work schedule. It is important to consider the on-site work schedule before conducting projects because during on-site work, activities are simultaneously conducted in a tight schedule and in the later phase of the project. Therefore, the schedule overrun of on-site work is directly related to the project schedule overrun; thus, this research focuses on on-site work. The scheduling method and model suggested in this research are based on the assumption that labor resources are used to adjust production rate and other resources are not considered. The experimental results showed that the scheduling methods requiring more labor resources, such as the TACT method and TACT method using the PSM, had shorter durations than those in the LOB method. However, TACT or LOB methods using PSM showed better results than scheduling methods without PSM. This is achieved by uniformly adjusting the production rate of each activity. Therefore, the suggested method indicates that the efficiency of existing TACT and LOB methods can be improved using PSM. However, the availability of labor resources at construction sites should be considered before using the suggested scheduling method, although modular construction on-site work requires fewer resources than those required for stick-built techniques. Moreover, the shorter duration does not guarantee the same project quality and the quality may even be lower than that in projects using existing scheduling methods. Therefore, quality management also should be considered during project scheduling. To improve this research and estimate the project duration, the relationship between manufacturing schedules and those of other on-site work activities such as foundation work should be included. To improve the reliability of the simulation model and use its results for modular projects, model verification using other project data is required to obtain quantitative verification results. However, the model developed in this research and the simulation results can be used to compare scheduling methods and test the effectiveness of the suggested scheduling methods.
7. Conclusions
On-site work in modular construction comprises repetitive work activities. To improve the efficiency of this work, repetitive scheduling methods have been used. However, when applying these methods intended for stick-built construction to modular on-site work, idling time occurs because of the limited bounds of production rates caused by workspace limitations and differences in the work amounts of each activity. To address these limitations, the constraints of on-site modular construction work were investigated and the reasons for idling time were analyzed. Using PSM, the idling time in repetitive scheduling methods could be reduced. Then, the scheduling methods were modified to improve the efficiency of the LOB and TACT methods using the PSM. The suggested scheduling methods, namely the LOB+P and P+ LOB methods, yielded better results than the modified LOB and TACT using PSM. The results also revealed that the LOB+P method is cost-effective, while the P+ LOB method is time effective, implying that the primary objective of a modular project should be identified when choosing the scheduling method. The practical contributions of this research are as follows: 1) The idling time in repetitive scheduling methods can be reduced by using the suggested scheduling methods. 2) On-site work duration can be predicted more accurately compared to existing methods. 3) On-site work can be tightly scheduled. 4) The improved schedule efficiency can alleviate the labor shortage problem faced by the construction industry. 5) In addition to reducing on-site work duration, project cost also can be reduced by reduced project duration and unit storage cost. The academic contributions are as follows: 1) Applying the concept of multiple work zones in the PSM to existing repetitive scheduling methods can overcome the limited bounds of production rates. 2) Alternatives for work scheduling can be tested in controlled simulation environments. 3) The effectiveness of the PSM can be tested without other external influences. However, this research has limitations because although workspace limitations differ depending on the types of activities and projects, this research uniformly applies workspace limitations. To apply the suggested method to on-site work, the workspace required for each activity must be evaluated to regulate the number of workers in each unit. Further, many resources affect scheduling, This research only considered labor resources. In the future research, the estimated workspace and other major factors affecting the on-site work duration such as materials and modular unit manufacturing schedules will be included.
Acknowledgments
This research was supported by Gant No. 20RERP–B082884-07 from Housing Environment Research Program funded by the Ministry of Land, Infrastructure and Transport of Korean government.
Data availability statements
Data generated or analyzed during the study are available from the corresponding author by request.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
Notes on contributors
Hosang Hyun
Hosang Hyun received a doctorate degree at Seoul National University in 2019, and he has been dedicated to research at Seoul National University as a postdoctoral researcher. His main research area is construction engineering and management.
Minhyuk Jung
Minhyuk Jung received a doctorate degree at Seoul National University, and he has taught and researched at Seoul National University as a research professor. His main research area is smart construction.
Inseok Yoon
Inseok Yoon is a Ph. D Course at the Department of Architecture and a researcher at the Institute of Construction and Environmental Engineering, Seoul National University, Seoul, South Korea. His main research area is construction schedule optimization in construction management.
Hyun-Soo Lee
Hyun-Soo Lee received a bachelor’s degree in 1983 and a master’s degree in 1985 at the Department of Architecture of Seoul National University. He has studied Construction Engineering & Management at the University of Michigan since 1988 and finished doctor’s degree in 1992. And he worked for the Dept. of Architecture Engineering at Inha University as a professor. Since 1997, he has been working as a professor at the Department of Architecture and Architectural Engineering of Seoul National University. His main research area is Construction Engineering and Management.
Jeonghoon Lee
Jeonghoon Lee is an assistant professor of architectural engineering at Gyeongnam National University of Science and Technology.
References
- AbouRizk, S. M., D. W. Halpin, and J. D. Lutz. 1992. “State of the Art in Construction Simulation.” In Proceedings of the 24th Conference on Winter Simulation, 1271–1277. New York, NY: Association for Computing Machinery.
- Alghazi, A., and M. E. Kurz. 2018. “Mixed Model Line Balancing with Parallel Stations, Zoning Constraints, and Ergonomics.” Constraints 23 (1): 123–153. doi:10.1007/s10601-017-9279-9.
- Altuwaim, A., and K. El-Rayes. 2018. “Optimizing the Scheduling of Repetitive Construction to Minimize Interruption Cost.” Journal of Construction Engineering and Management 144 (7): 04018051. doi:10.1061/(ASCE)CO.1943-7862.0001510.
- Alvanchi, A., R. Azimi, S. Lee, S. M. AbouRizk, and P. Zubick. 2011. “Off-site Construction Planning Using Discrete Event Simulation.” Journal of Architectural Engineering 18 (2): 114–122. doi:10.1061/(ASCE)AE.1943-5568.0000055.
- Arditi, D., O. B. Tokdemir, and K. Suh. 2002. “Challenges in Line-of-Balance Scheduling.” Journal of Construction Engineering and Management 128 (6): 545–556. doi:10.1061/(ASCE)0733-9364(2002)128:6(545).
- Arif, M., M. A. Mullens, D. Espinal, and R. S. Broadway. 2002. “Estimating, Planning and Controlling Labor in the Industrialized Housing Factory.” In Proceedings of IIE Annual Conference, 1. Orlando, FL: Institute of Industrial Engineers-Publisher.
- Askin, R., and M. Zhou. 1997. “A Parallel Station Heuristic for the Mixed-Model Production Line Balancing Problem.” International Journal of Production Research 35 (11): 3095–3106. doi:10.1080/002075497194309.
- Becker, C., and A. Scholl. 2006. “A Survey on Problems and Methods in Generalized Assembly Line Balancing.” European Journal of Operational Research 168 (3): 694–715. doi:10.1016/j.ejor.2004.07.023.
- Blismas, N., and R. Wakefield. 2009. “Drivers, Constraints and the Future of Offsite Manufacture in Australia.” Construction Innovation 9 (1): 72–83. doi:10.1108/14714170910931552.
- Blismas, N. G., M. Pendelbury, A. Gibb, and C. Pasquire. 2005. “Constraints to the Use of Off-site Production on Construction Projects.” Architectural Engineering and Design Management 1 (3): 153–162. doi:10.1080/17452007.2005.9684590.
- Carr, R. I., and W. L. Meyer. 1974. “Planning Construction of Repetitive Building Units.” Journal of the Construction Division 100 (3): 403–412.
- Chrzanowski, E. N., Jr, and D. W. Johnston. 1986. “Application of Linear Scheduling.” Journal of Construction Engineering and Management 112 (4): 476–491. doi:10.1061/(ASCE)0733-9364(1986)112:4(476).
- Eastman, C. M., and R. Sacks. 2008. “Relative Productivity in the AEC Industries in the United States for On-site and Off-site Activities.” Journal of Construction Engineering and Management 134 (7): 517–526. doi:10.1061/(ASCE)0733-9364(2008)134:7(517).
- Ege, Y., M. Azizoglu, and N. E. Ozdemirel. 2009. “Assembly Line Balancing with Station Paralleling.” Computers & Industrial Engineering 57 (4): 1218–1225. doi:10.1016/j.cie.2009.05.014.
- El-Rayes, K., and O. Moselhi. 2001. “Optimizing Resource Utilization for Repetitive Construction Projects.” Journal of Construction Engineering and Management 127 (1): 18–27. doi:10.1061/(ASCE)0733-9364(2001)127:1(18).
- Fan, S.-L., K.-S. Sun, and Y.-R. Wang. 2012. “GA Optimization Model for Repetitive Projects with Soft Logic.” Automation in Construction 21: 253–261. doi:10.1016/j.autcon.2011.06.009.
- Flapper, S. D. P., J. C. Fransoo, R. A. Broekmeulen, and K. Inderfurth. 2002. “Planning and Control of Rework in the Process Industries: A Review.” Production Planning & Control 13 (1): 26–34. doi:10.1080/09537280110061548.
- Ioannou, P. G., and I.-T. Yang. 2016. “Repetitive Scheduling Method: Requirements, Modeling, and Implementation.” Journal of Construction Engineering and Management 142 (5): 04016002. doi:10.1061/(ASCE)CO.1943-7862.0001107.
- Ipsilandis, P. G. 2006. “Multiobjective Optimization in Linear Repetitive Project Scheduling.” Operational Research 6 (3): 255–269. doi:10.1007/BF02941255.
- Ipsilandis, P. G. 2007. “Multiobjective Linear Programming Model for Scheduling Linear Repetitive Projects.” Journal of Construction Engineering and Management 133 (6): 417–424. doi:10.1061/(ASCE)0733-9364(2007)133:6(417).
- Jung, M. 2016. “Complexity of Construction Supply Chain Management: Agent-Based Simulation of High-Rise Building Construction Project.” PhD diss., Seoul National University.
- Jung, M., J. Moon, M. Park, H.-S. Lee, S. U. Joo, and K.-P. Lee. 2017. “Construction Worker Hoisting Simulation for Sky-Lobby Lifting System.” Automation in Construction 73: 166–174. doi:10.1016/j.autcon.2016.10.002.
- Kaming, P. F., P. O. Olomolaiye, G. D. Hold, and F. C. Harris. 1997. “Factors Influencing Construction Time and Cost Overruns on High-Rise Projects in Indonesia.” Construction Management and Economics 15 (1): 83–94. doi:10.1080/014461997373132.
- Lawson, R. M., R. G. Ogden, and R. Bergin. 2011. “Application of Modular Construction in High-Rise Buildings.” Journal of Architectural Engineering 18 (2): 148–154. doi:10.1061/(ASCE)AE.1943-5568.0000057.
- Lee, D., D.-S. Kim, G.-H. Kim, and S. Kim. 2015. “Time Reduction Effect of the Enhanced TACT Method for High-Rise Residential Buildings.” Journal of Civil Engineering and Management 22 (7): 944–953. doi:10.3846/13923730.2014.945949.
- Lee, S., S. Han, and F. Peña-Mora. 2007. “Hybrid System Dynamics and Discrete Event Simulation for Construction Management.” In Proceeding of the 2007 ASCE International Workshop on Computing in Civil Engineering, 232–239. Reston, VA: ASCE.
- Lu, N. 2009. “The Current Use of Offsite Construction Techniques in the United States Construction Industry.” In Proceedings of the Construction Research Congress: Building a Sustainable Future, 946–955. Reston, VA: ASCE.
- Moghadam, M., M. Al-Hussein, S. Al-Jibouri, and A. Telyas. 2012. “Post Simulation Visualization Model for Effective Scheduling of Modular Building Construction.” Canadian Journal of Civil Engineering 39 (9): 1053–1061. doi:10.1139/l2012-077.
- Mohsen, O. M., P. J. Knytl, B. Abdulaal, J. Olearczyk, and M. Al-Hussein. 2008. “Simulation of Modular Building Construction.” In Proceedings of the 40th Conference on Winter Simulation, Winter Simulation Conference, 2471–2478. Winter Simulation Conference.
- Moselhi, O., and K. El-Rayes. 1993. “Scheduling of Repetitive Projects with Cost Optimization.” Journal of Construction Engineering and Management 119 (4): 681–697. doi:10.1061/(ASCE)0733-9364(1993)119:4(681).
- Mullens, M. A. 2011. Factory Design for Modular Homebuilding: Equipping the Modular Factory for Success. Winter Park, FL: Constructability Press.
- Nassar, K. 2011. “Evolutionary Optimization of Resource Allocation in Repetitive Construction Schedules.” Journal of Information Technology in Construction (ITcon) 10 (18): 265–273.
- Özcan, U. 2019. “Balancing and Scheduling Tasks in Parallel Assembly Lines with Sequence-Dependent Setup Times.” International Journal of Production Economics 213: 81–96. doi:10.1016/j.ijpe.2019.02.023.
- Pinto, P. A., D. G. Dannenbring, and B. M. Khumawala. 1981. “Branch and Bound and Heuristic Procedures for Assembly Line Balancing with Paralleling of Stations.” The International Journal of Production Research 19 (5): 565–576. doi:10.1080/00207548108956687.
- Reda, R. M. 1990. “RPM: Repetitive Project Modeling.” Journal of Construction Engineering and Management 116 (2): 316–330. doi:10.1061/(ASCE)0733-9364(1990)116:2(316).
- Salama, T., and O. Moselhi. 2019. “Multi-Objective Optimization for Repetitive Scheduling under Uncertainty.” Engineering, Construction and Architectural Management 26 (7): 1294–1320. doi:10.1108/ECAM-05-2018-0217.
- Shaked, O., and A. Warszawski. 1992. “CONSCHED: Expert System for Scheduling of Modular Construction Projects.” Journal of Construction Engineering and Management 118 (3): 488–506. doi:10.1061/(ASCE)0733-9364(1992)118:3(488).
- Suhail, S. A., and R. H. Neale. 1994. “CPM/LOB: New Methodology to Integrate CPM and Line of Balance.” Journal of Construction Engineering and Management 120 (3): 667–684. doi:10.1061/(ASCE)0733-9364(1994)120:3(667).
- Taghaddos, H., U. Hermann, S. AbouRizk, and Y. Mohamed. 2012. “Simulation-Based Multiagent Approach for Scheduling Modular Construction.” Journal of Computing in Civil Engineering 28 (2): 263–274. doi:10.1061/(ASCE)CP.1943-5487.0000262.
- Zou, X., Fang, S.-C., Huang, Y.-S., and Zhang, L.-H. 2016. “Mixed-Integer Linear Programming Approach for Scheduling Repetitive Projects with Time-Cost Trade-Off Consideration”. Journal of Computing in Civil Engineering 31(3): 06016003https://doi.org/10.1061/(ASCE)CP.1943-5487.0000641.