
Abstract
This paper discusses directed energy deposition of 15-5 PH, which was successfully tailored with precipitation hardening (PH) to achieve the desired properties. Parametric analysis of solution annealing and aging at various time and temperature combinations was performed. Material characterisation was done in the as-deposited, solution annealed, and PH states. Investigations included microscopy, SEM/EDS, fractography, hardness, tensile, and impact toughness test. The as-deposited microstructure was composed of martensite laths along with delta ferrite. Optimisation of solution annealing was mandatory to achieve homogeneous austenite, which allowed PH. PH resulted in similar properties compared to conventionally produced steel. Peak aging resulted in 450 HV10 and an Rm of 1350 MPa, while the over-aged condition resulted in an impact toughness of over 77 J/cm2.
Introduction
Additive manufacturing (AM) continues to be an interesting topic in the manufacturing and engineering world due to its positive impact both on both the global economy and the environment [Citation1]. AM potentially decreases global energy demand by up to 25% in addition to substantial raw materials savings [Citation2]. Wire arc additive manufacturing (WAAM) is a directed energy deposition (DED) technology that uses an electric arc as a heat source and a solid metal wire as a feedstock material [Citation3]. WAAM offers advantages such as low system investment cost [Citation4], virtually unlimited part size [Citation5], wide availability of feedstock and deposition rates up to several kilograms per hour [Citation6].
An important question for additively manufactured materials remains to be whether their performance is comparable to that of their conventionally manufactured counterparts [Citation7]. Therefore, a clear understanding of the mechanical properties and behaviour of additively manufactured components is essential.
Gas metal arc-based AM is one of the most productive AM solutions in WAAM [Citation8] Generally, any welding filler wire may be used for WAAM, such as structural steels [Citation9], stainless steels [Citation10], aluminium alloys [Citation11], titanium [Citation12], and others. One of the most promising candidates for WAAM are precipitation hardening (PH) stainless steels as they can provide a good combination of strength and corrosion resistance [Citation7]. Furthermore, PH steels remain a fine candidate in the aerospace and marine sector [Citation13]. These steels provide the ability of tailoring the material properties by post deposition precipitation hardening (solution annealing + aging), which is especially interesting given the flexible nature of AM.
Solution annealing results in a homogeneous austenite throughout the microstructure. This allows hardening during aging which is achieved by the precipitation of homogenously dispersed submicroscopic phases within the martensitic matrix [Citation14]. Depending on the alloy, precipitation hardening in steels involves most classically Cu precipitates, such as in 17-4 PH (1.4542) and 15-5 PH (1.4545) or NiAl such as in the 13-8 PH (1.4548) alloy. The precipitation of Cu in conventionally produced 15-5 PH and 17-4 PH steel has been extensively studied in recent years and the last decade [Citation15–17] as these materials are commonly used in AM. Bajaj et al. [Citation7] named 15-5 PH and 17-4 PH as the two PH steels most suitable for use in AM today. There has been some research work addressing the behaviour of 17-4 PH in the context of AM, but little attention has been paid to the relatively newer 15-5 PH [Citation18,Citation19].
It should be emphasised that special phenomena occur during WAAM, and therefore resulting material properties vary greatly from both: conventionally manufactured parts and parts made with other AM technologies [Citation20]. Solution heat treatment parameters for 15-5 PH are known for traditionally manufactured PH steels [Citation21], however WAAM-specific microstructure typically requires different heat treatment parameters [Citation22]. Guo et al. [Citation23] investigated the effect of solution heat treatment of 15-5 PH WAAM samples on hardness, microstructure and tensile strength. However, they investigated solution heat treatment at one temperature and time and did not investigate precipitation hardening of the material. Bajaj et al. [Citation7] reviewed special phenomena that occur in PH steels during AM. The phases in the as-deposited microstructure differ greatly from the intended in-use microstructure. This is not only due to the high cooling rates during AM, which may change the primary solidification phase, but also because microsegregation upon solidification leads to chemical inhomogeneity in the microstructure. Furthermore, resulting phases differ greatly between various AM processes. Additionally, the intrinsic heat treatment during the deposition can trigger precipitation reactions. Xu et al. [Citation24] found that WAAM of maraging steel causes partial aging during the deposition and non-uniform formation of intermetallic compounds along the building direction. Authors confirmed that tailored heat treatment cycle for WAAM maraging steel is essential in further technology development.
In this paper GMA-based WAAM 15-5 PH material was solution annealed, followed by aging heat treatment. Both heat treatments were done at various time and temperature combinations. Material characterisation was done in as-deposited condition, solutionised condition and precipitation hardened condition. The need for AM components to have comparable properties to their conventionally produced counterparts is increasing. Therefore, this work made an important step in the optimisation of precipitation hardening for WAAM 15–5 PH. This is essential for achieving desired properties of the material since conventional heat treatments have been proved to be less than optimal for WAAM.
Materials and methods
Materials and process parameters
A schematic presentation of the WAAM system is shown in Figure (a). A commercially available filler wire 3D Print AM 15-5PH (1.4545) with diameter of 1.2 mm was used with the chemical composition (0.04% C, 0.3% Si, 0.6% Mn, 5.1% Ni, 14.9% Cr, 3.3% Cu, 0.3% Nb, bal: Fe) [Citation25]. Each multi-pass, multi-layer wall was deposited on a 304 stainless steel (1.4301) base plate with dimensions 200 mm × 120 mm × 10 mm.
Figure 1. (a) WAAM system with the deposition strategy, (b) the design of precipitation hardening consisting of solution annealing and aging and (c) samples location and dimensions for material characterisation.
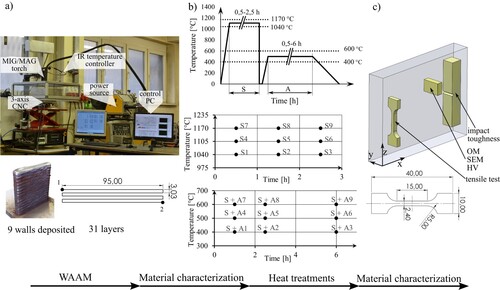
Each layer consisted of five passes with 55% overlap and 31 layers in total for each wall. Arc start and end point were alternated in each layer. Deposition toolpath is shown in Figure (a). Nine walls in total were deposited. Heat treatment was done on as-deposited (AD) walls, according to experimental plan shown in Figure (b).
A gas metal arc welding power source (GMAW) Daihen Welbee P500L inverter with welding programme Stainless Steel – DC Pulse – MIG 2,5 CO2 was used for experimental wall deposition. Shielding gas was a mixture of 98% Ar and 2% CO2, with flow rate of 12 L/min. Shielding gas nozzle had a diameter of 21 mm. Arc current was 120 A, arc voltage 19.9 V and torch travel speed 500 mm/min. Interpass temperature between layers was controlled with previously developed IR temperature controller and was set at 120°C [Citation26].
Heat treatment
Precipitation hardening consisted of solution annealing, quenching and aging (Figure (b)). Conventional solution annealing for this type of steel is typically done at 1038°C/1 h [Citation14], however it has been reported that WAAM-specific microstructure requires custom heat treatment parameters [Citation22]. Therefore, to find the optimal parameters for WAAM, solution annealing was done at three different temperatures (1040°C; 1105°C; 1170°C) and three different times (0,5 h; 1,5 h; 2,5 h). Each sample was water quenched to 20°C. Optimal solution treatment parameters were determined based on OM, SEM and hardness measurement results with consideration on minimum time and temperature required to homogenise the microstructure. Next was aging, followed by air cooling to 20°C which was done on material that was solution annealed at optimal parameters. Aging was done at three different temperatures (400°C; 500°C; 600°C) and three different times (1 h; 2,5 h; 6 h).
Macrographs, microstructure and chemical composition
Optical digital microscope Keyence VHX-6000 and SEM (Thermo Scientific Quattro S FEG SEM) was done on 15 mm × 10 mm × 5 mm samples, in the Z-Y plane (Figure (c)). Samples were grinded and polished. As-deposited and solution annealed samples were etched with Vilela (100 ml ethanol, 5 ml HCl, 1 g picric acid), while aged samples were etched with Aqua regia (1 part HNO3 and 3 parts HCl). Chemical composition was examined using Energy-dispersive X-ray spectroscopy (EDS) analysis with SDD Ultim® Max 65 mm2 detector from Oxford Instruments. Finally, fracture surfaces of tensile and Charpy impact toughness were 3D scanned using digital OM and analysed with SEM.
Hardness
Hardness was measured using a ZWICK ZHU Z2,5 Vickers indenter with force 98.1 N (10 kg), on the same samples that were beforehand used for optical microscopy (Figure (c)). Hardness measurement in each condition (AD, S, S + A) was done five times with distance between indentations >1.5 mm.
Tensile test
Tensile tests were done in AD and S + A conditions. Location, geometry and dimensions of sub-size tensile specimens are shown in Figure (c). Tensile tests were done on Instron 8802 servohydraulic testing system, equipped with an extensometer. Each condition was tested three times.
Instrumented charpy impact test
Charpy impact toughness tests according to EN ISO 148-1 and ASTM E2290-15 standards were done in AD and S + A conditions. Specimens were produced from the walls as shown in Figure (c). Each condition was tested three times. Testing was done on an instrumented testing rig, where force vs. time (F-t) and energy vs. time diagrams (E-t) were recorded. Energy for fracture was divided into the energy for initiation and the energy for propagation of the crack from V-notch stress concentrator.
Results and discussion
Microstructure
Figure shows micrographs of samples taken from the produced WAAM walls. The over-all macrostructure of 15-5 PH material in AD condition is shown in Figure (a). The deposited material is without defects, such as lack of fusion or porosities. This indicates a fully dense material of AD WAAM part. Heat-affected zone (HAZ) can be observed with evident melt pool track and large columnar grains. Columnar grains at the edges of the wall grow at an angle of 45° to the Z-axis in the Z–Y plane. This is a result of the direction of heat sink during solidification. Higher magnification of the AD condition (Figure (b)) shows a predominantly lath martensite microstructure with laths of a secondary phase (dark laths) present in the matrix. Lathy secondary phase in the AD condition was investigated using line EDS, as depicted in Figure (a). EDS results reveal an increased share of alpha-stabilising elements (Cr an Si) and decreased wt-% of gamma-stabilising elements such as Ni in the secondary phase. It was concluded that the secondary phase is lathy delta ferrite. This is in good agreement with the findings of Li et al. [Citation27], who found skeletal and lathy delta-ferrite in the WAAM part. Li et al. [Citation28] showed that steels with high delta ferrite content have undesirable impact properties- mainly anisotropy of the impact toughness. Therefore, it is crucial to minimise the amount of this phase in the microstructure by optimising solution annealing heat treatment.
Figure 2. Optical micrographs at two magnifications in AD and S condition: (a, b) AD condition (c), (d); S1 0,5 h; 1040°C, (e), (f) S5 1,5 h; 1105°C, (g), (h): S9 2,5 h; 1170°C.
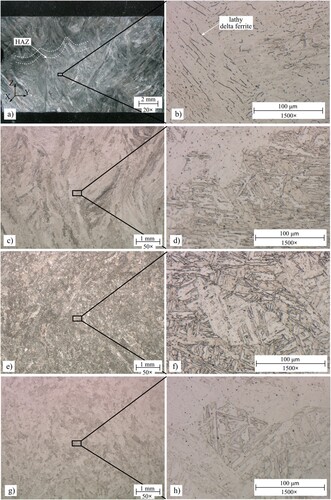
Figure (d) shows that delta ferrite was dissolved even at shortest time and lowest temperature of solution annealing S1 (0.5 h; 1040°C). However, it is evident that a large columnar-grained crystal structure remains (Figure (c)) and should be further solution annealed to remove the effects of WAAM process and achieve microstructure with equiaxed grains. A complete homogenisation of the microstructure is achieved at solution annealing S5 (1.5 h; 1105°C), where crystal grains have an equiaxed microstructure (Figure (e,f). Figure (g,h) show microstructure obtained at solution annealing S9 (2.5 h; 1170°C). It is evident that longer times and higher temperatures than S5 promote grain growth which is typically an undesired effect in room temperature mechanical properties due to Hall–Petch relationship [Citation29] This makes solution annealing S5 (1.5 h; 1105°C) an optimal solution heat treatment on which further aging heat treatment was done.
Furthermore, SEM shows the presence of two different types of small, globular microstructural constituents. The first type (black dots in Figure (b)) was present in AD, S and S + PH conditions. Second, smaller, and light colour features were found in S condition. An EDS analysis revealed the first type to be complex Fe-Mn-Cr-Si metal oxide (MO) inclusions. They are uniformly dispersed throughout the microstructure with an approximate diameter of 1 µm. They originate from oxide layer that forms on the part surface during WAAM, while a particular layer is at elevated temperature without completely inert ambient atmosphere. They incorporate in the microstructure when oxide layer remelts during subsequent layer deposition. It is found that, due to their very high reactivity with oxygen, the formation of these oxides is difficult to avoid. Thus, despite using protective shielding gas to protect the melt pool, finding these kinds of oxides is not surprising. However, it should be noted that their detrimental effect on the components produced via DED with respect to the conventional steelmaking processes is relatively low, mainly owing to their reduced size and spherical shape [Citation30]. The second type (Figure (c)) was revealed to be clustered segregations of niobium carbonitride (Nb(CN)) and niobium carbide (NbC), present in martensite. Independent of aging treatment, these precipitates exist before aging. Their approximate diameter is 200 nm. Furthermore, their volume fraction is low, and they are not expected to have a significant effect on the mechanical properties. Furthermore, Nb(CN) and NbC inhibit austenite grain growth at elevated temperatures due to their low solubility in austenite. Therefore, the window for achieving optimal microstructure during solution annealing is bigger which is in agreement with the findings of Habibi Bajguirani et al. [Citation31].
Figure 3. WAAM as-deposited SEM image of (a) δ-ferrite with linear EDS results, (b) Fe-Mn-Cr-Si metal oxide inclusions and (c) clustered NbC segregation.
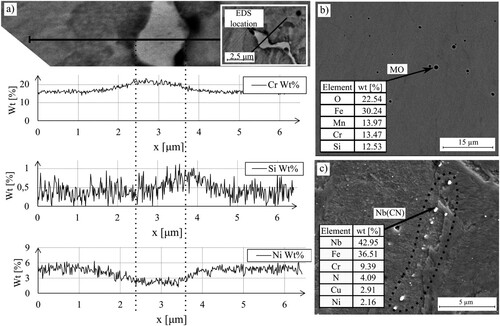
Figure 4. Optical micrographs of WAAM 15-5 PH in S + A conditions: (a–c): 600°C, (d–f): 500°C and (g–i): 400°C.
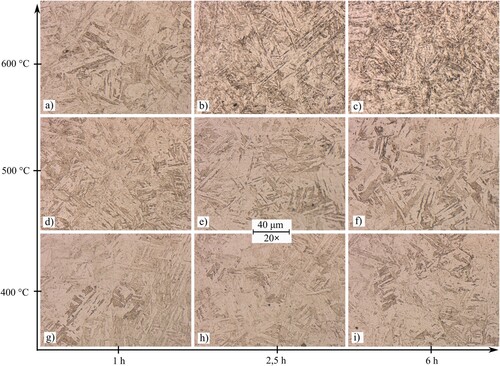
Figure shows the representative microstructure of samples after optimal solution annealing and after nine different precipitation hardening conditions (S + A). Martensite transforms from lath shape to needle shape during aging. This transformation can be observed when aging for at least 2.5 h at 600°C (Figure (b)). The finest martensite needles were obtained when aging for 6 h at 600°C (Figure (c)). Peng et al. [Citation32] observed similar behaviour of 15-5 PH in wrought form. In that case, martensite laths started to resolve when aging for 4 h at 580°C.
Vickers hardness results
Vickers hardness HV10 was measured in the Z–Y plane (Figure (c)), on the same samples that were previously used for optical/SEM microscopy. HV10 was measured in AD, S and S + A conditions. The average hardness in the AD condition was 352 HV10 with a standard deviation of 9 HV10. Hardness in S condition is shown in Figure (a). In comparison to AD condition, hardness after solution heat treatment decreases even at the lowest time and temperature of the treatment 0.5 h; 1040°C (S1). This occurs due to dissolving of secondary phases which precipitate during transient-thermal cycling caused by layered nature of WAAM deposition (Figure (b)). This effect was also found at WAAM of maraging steel by Xu et al [Citation24]. Evidently, with increasing temperature and time of solution treatment there is no significant change in hardness. Therefore, when developing solution heat treatment of WAAM 15-5 PH, hardness values should be considered in addition to microstructure data.
Figure 5. (a): Hardness after solution annealing and (b): hardness evolution after S5 solution annealing followed by different aging conditions.
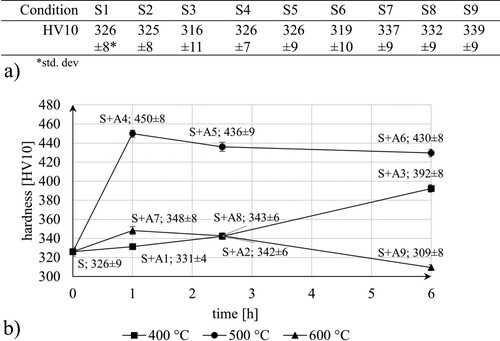
Vickers hardness in S + A condition is shown in Figure (b). A significant increase in hardness after aging at 400°C is seen only after 6 h (S + A3). These results are in good agreement with Viswanathan et al. [Citation33,Citation34], who made an in-depth analysis of kinetics of precipitation in 17-4 PH steel. However, after 6 h of aging at 400°C the peak hardness is not yet achieved. Peak hardness (450 HV10) was achieved when aging for 1 h at 500°C (S + A4). WAAM peak hardness is comparable to conventionally produced and precipitation hardened wrought 15-5 PH which was measured at approximately 455 HV by Peng et al. [Citation32]. Lower hardness after this point (S + A5 and S + A6) is attributed mainly to precipitate coarsening i.e. over-aging. Both conditions S + A2 and S + A8 result in comparable hardness to AD condition (352 HV). However, due to changes in the microstructure, shown in Figures and (i.e. prior solution annealing, copper precipitation, reverted austenite and transformation of martensite to needle shape), there are important differences in tensile and impact toughness properties, which are discussed in the following section.
Tensile test results
Figure (b) shows representative stress–strain curve of as-deposited (AD), under-aged (S + A1), peak-aged (S + A4) and over-aged (S + A9) conditions. Ultimate tensile strength (Rm), yield strength (Rp0.2), elongation at break, and reduction in area (RA) is shown in Figure (a).
Figure 6. (a) Tensile and impact properties of the samples. (b) Under-aged, peak-aged and over-aged stress–strain and (c) force-deflection and energy-deflection diagrams with impact toughness evolution through aging.
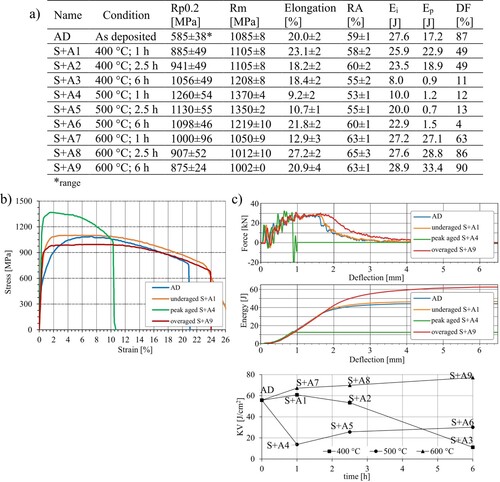
In the AD condition, the following average values were obtained: Rm 1085 MPa, Rp0.2 585 MPa, contraction 19.6% and RA 59%. Under-aged material (S + A1) has a higher Rp0.2 (885 MPa) with only a slight increase in Rm (1105 MPa). Additionally, ductility is higher in the S + A1 (23.1%) than in the AD condition. The peak Rp0.2 (1260 MPa), Rm (1370 MPa), the shortest elongation (9.2%) and the highest RA (52.8%) were recorded in S + A4 (500°C; 1 h). This is at the same condition that yielded the highest hardness. During further aging at 500°C, the tensile strength decreases and the ductility is restored. Kumar et al. [Citation35] aged conventionally produced wrought 15-5 PH and found similar results with Rm 1360 MPa and elongation 17% when aging or 4 h at 450°C.
In the S + A9 (600°C; 6 h) condition, the tensile strength dropped considerably (Rp0.2 875 MPa; Rm 1002 MPa) and total elongation increased (20.9%). In this temperature range the metallurgic processes are superimposed. On one hand, coarsening of copper precipitates takes place, while the formation of reverted austenite plays a dominant role in material softening [Citation32].
Furthermore, S + A1 and S + A8 conditions have similar Rm when compared to AD condition (1105 and 1012 MPa, respectively) – the same point was noted when analysing hardness measurements. However, S + A1 and S + A8 exhibit a significant increase in Rp0.2 (885 and 907 MPa, respectively), when compared to the AD condition (585 MPa). Additionally, S + A1 and S + A have a higher elongation than AD condition.
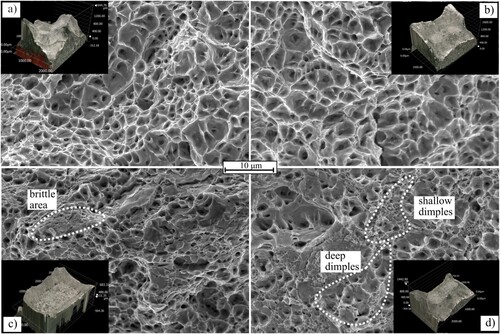
In the final portion of the study fractographical features of the samples after tensile tests were examined using optical and SEM microscopy, respectively. Figure shows representative SEM area of the central region of the fracture surfaces of tensile specimens in the AD (Figure (a)), under-aged (S + A1, Figure (b)), peak-aged (S + A4, Figure (c)) and over-aged conditions (S + A9, Figure (d)). All specimens exhibit transgranular ductile fracture with microvoid coalescence. Macro image of fracture in the AD condition (Figure (a)) shows irregular fracture surface, due to large-grained columnar crystals of the WAAM microstructure. While peak-aged specimen shows fracture surface covered with dimples, there are some small areas of brittle-type fracture. Fracture surface in the over-aged condition (Figure (d)) exhibits two different sizes of microvoids. The first type is the same size as in other samples and can be explained by the presence of small, globular oxide inclusions in the material. Possibly, the presence of oxides in these samples plays a role in loss of ductility of DED 15-5 PH. However, the second type of microvoids is smaller and shallower. They can be explained by Cu precipitates coarsening in the over-aged condition and acting as a nucleating site for the microvoid coalescence.
Figure 7. SEM images and macrographs of tensile fracture surfaces in (a) as-deposited and (b) under-aged S + A1, (c) peak-aged S + A4 and (d) over-aged S + A9 condition.
Impact toughness results
Representative F-s and E-s diagrams of the impact toughness test for the AD, under-aged (S + A1), peak-aged (S + A4) and over-aged (S + A9) conditions are shown in Figure (c), respectively. Resulting average values of impact properties are illustrated in Figure (a). AD condition had an average impact toughness of 56 J/cm2, Ei 27.6 J, Ep 17.2 J and DF 87%. When aging at 400°C for 1 h (S + A1) impact toughness reached 61 J/cm2. The lowest recorded impact toughness 11 J/cm2 was recorded when aging for 6 h at 400°C (S + A3).
Furthermore, a significant drop in impact toughness is evident when aging for 1 h at 500°C (S + A4). When precipitation hardening continues at 500°C the impact toughness increases. The significant drop in KV for S + A3 and S + A4 is accredited to a very low energy for crack initiation (Figure (a)), which drops to 8 and 10 J, respectively. Energy for crack initiation Ei in all other conditions (including AD) stays constant at approximately 25 J. Furthermore, conditions S + A5 and S + A6 have similar energy for crack propagation Ep when compared to S + A3 and S + A4 (approximately 1 J). When compared to the S + A3 and S + A4, Ei is significantly higher in those two conditions (20 and 22.9 J, respectively). This in turn leads to higher overall KV of S + A5 and S + A6 compared to the S + A3 and S + A4. However, the main driver for impact toughness is Ep which increases significantly when aging at 600°C. When aging at 600°C, a constant increase in impact toughness is recorded with a maximum of 77 J/cm2 when aging for 6 h (S + A9).
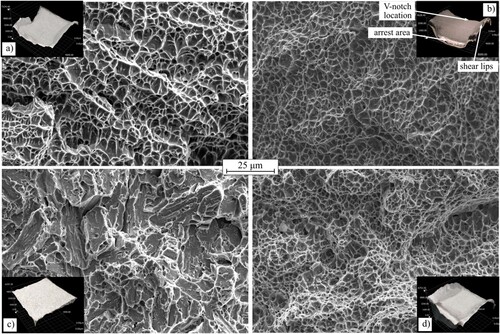
Figure (a–d) show representative 3D macrographs and SEM images of Charpy impact fracture surfaces in AD, under-aged (S + A1), peak-aged (S + A4) and over-aged (S + A9) conditions. Fracture surface of impact toughness specimen in AD condition (Figure (a)) exhibits transgranular ductile fracture with small, deep dimples. However, shear lips appear irregular, possibly to large-grained columnar crystal of WAAM-specific microstructure (Figure (a)). Similar fracture surface has been found in coarse-grained austenitic stainless steel by Wang et al [Citation36]. Macroscopic fracture surface of peak-aged (Figure (c)) condition is straight, without any indication of ductile fracture. However, micro fractography shows some areas of ductile fracture covered with shallow dimples and a significant amount of quasi-cleavage fracture. In contrast, quasi-cleavage fracture was not observed in tensile fracture surface of the peak-aged condition (Figure (c)) due to material experiencing embrittlement at increasing load rate. The fracture surfaces of under-aged and over-aged material (Figure (b,d), respectively) have prominent shear lips, which indicate a ductile fracture. Additionally, prominent arrest area can be seen, which clearly indicates the point at which the transition to ductile crack growth begins.
Figure 8. Fractured surfaces SEM and macrographs of impact test specimens in (a) as-deposited and (b) under-aged S + A1, (c) peak-aged S + A4 and (d) over-aged S + A9 condition.
Conclusions
A post-process precipitation hardening of 15-5 PH steel was optimised for WAAM. The developed solution heat treatment allows aging with resulting material properties comparable to those of conventionally produced wrought material. The research results allowed the following conclusions to be drawn:
As-deposited microstructure revealed martensite laths and dispersed lathy delta ferrite phase. In addition, small spherical oxide inclusions and dispersed clusters of Nb(CN) precipitates were present in the microstructure.
Although delta ferrite dissolved during solution annealing at 1040°C for 0.5 h, typical WAAM microstructure was retained. Hence, the material should be solution annealed for at least 1.5 h at 1105°C.
A peak precipitation hardening effect was confirmed with aging temperature of 500°C for 1 h.
A significant decrease in crack initiation energy during impact test was confirmed in peak hardening condition. The results showed a 60% reduction in Ei compared to all other conditions.
In contrast, comparable hardness and tensile properties were obtained during aging at 500°C for 2.5 h. However, only a 20% decrease in crack initiation energy was observed.
Fracture surface of peak-aged specimen after dynamic impact tests exhibited significant amount of quasi-cleavage with some transgranular ductile fracture areas, consisting of shallow dimples. In contrast, fracture surface of the peak-aged condition after static tensile tests exhibited distinctly deeper dimples and significantly less area that indicated brittle-type fracture.
Acknowledgements
This work was also supported by the CELSA project ‘Fundamental Study on Next Generation Multi-Material Wire-Arc Additive Manufacturing’ and the Daihen Corporation.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Shrinivas R, Shamanth V, Hemanth K, et al. Materials today: proceedings processes and applications of metal additive manufacturing. Mater Today Proc. 2021;54:2–7.
- Verhoef LA, Budde BW, Chockalingam C, et al. The effect of additive manufacturing on global energy demand: an assessment using a bottom-up approach. Energy Policy. 2018;112:349–360.
- Dickens PM, Pridham MS, Cobb RC, et al. Rapid prototyping using 3-D welding. Solid Freeform Fabrication Proc. 1992: 280–290.
- Singh SR, Khanna P. Wire arc additive manufacturing (WAAM): a new process to shape engineering materials. Mater Today Proc. 2020. doi:10.1016/j.matpr.2020.08.030.
- Martina F, Ding J, Williams S, et al. Tandem metal inert gas process for high productivity wire arc additive manufacturing in stainless steel. Addit Manuf. 2019;25:545–550.
- Ivántabernero PA, Álvarez P, et al. Study on arc welding processes for high deposition rate additive manufacturing. Procedia CIRP. 2018;68:358–362. doi:10.1016/j.procir.2017.12.095.
- Bajaj P, Hariharan A, Kini A, et al. Steels in additive manufacturing: a review of their microstructure and properties. Mater Sci Eng A. 2020;772:138633.
- Anzalone GC, Zhang C, Wijnen BAS, et al. A low-cost open-source metal 3-D printer. IEEE Access. 2013;1:803–810.
- Xin H, Berto F, De JA. Probabilistic strain-fatigue life performance based on stochastic analysis of structural and WAAM-stainless steels. Eng Fail Anal. 2021;127:1–20.
- Belotti LP, Van Dommelen JAW, Geers MGD, et al. Microstructural characterisation of thick-walled wire arc additively manufactured stainless steel. J Mater Process Technol. 2022;299:1–13.
- Geng H, Li J, Xiong J, et al. Optimisation of interpass temperature and heat input for wire and arc additive manufacturing 5A06 aluminium alloy. Sci Technol Weld Joining. 2016;22:472–483.
- Tian Y, Shen J, Hu S, et al. Effect of deposition layer on microstructure of Ti–Al bimetallic structures fabricated by wire and arc additive manufacturing. Sci Technol Weld Joining. 2021;27:22–32.
- Khanna N, Shah P, Chetan. Comparative analysis of dry, flood, MQL and cryogenic CO2 techniques during the machining of 15-5-PH SS alloy. Tribol Int. 2020;146:106196. doi:10.1016/j.triboint.2020.106196.
- Bhaduri AK, Gill TPS, Srinivasan G, et al. Optimised post-weld heat treatment procedures and heat input for welding 17–4PH stainless steel. Sci Technol Weld Joining. 2013;4:295–301.
- Yadollahi A, Shamsaei N, Thompson SM, et al. Effects of building orientation and heat treatment on fatigue behavior of selective laser melted 17-4 PH stainless steel. Int J Fatigue. 2017;94:218–235.
- Hsu KC, Lin CK. High-temperature fatigue crack growth behavior of 17-4 PH stainless steels. 11th International Conference on Fracture 2005, ICF11. 2005;4:2581–2586.
- LeBrun T, Nakamoto T, Horikawa K, et al. Effect of retained austenite on subsequent thermal processing and resultant mechanical properties of selective laser melted 17-4 PH stainless steel. Mater Des. 2015;81:44–53.
- Sarkar S, Kumar CS, Nath AK. Effects of heat treatment and build orientations on the fatigue life of selective laser melted 15-5 PH stainless steel. Mater Sci Eng A. 2019;755:235–245.
- Stoudt MR, Ricker RE, Lass EA, et al. Influence of postbuild microstructure on the electrochemical behavior of additively manufactured 17-4 PH stainless steel. Jom. 2017;69:506–515.
- Thapliyal S. Challenges associated with the wire arc additive manufacturing (WAAM) of aluminum alloys. Mater Res Express. 2019;6:112006.
- Sowa R, Kowal A, Roga E, et al. Influence of double solution treatment on hardness in 17-4 PH steel. Zaštita Materijala. 2015;56:261–268.
- Arana M, Ukar E, Rodriguez I, et al. Influence of deposition strategy and heat treatment on mechanical properties and microstructure of 2319 aluminium WAAM components. Mater Des. 2022;221:110974.
- Guo C, Hu R, Chen F. Microstructure and performances for 15-5 PH stainless steel fabricated through the wire-arc additive manufacturing technology. Mater Technol. 2021;36:831–842.
- Xu X, Ganguly S, Ding J, et al. Microstructural evolution and mechanical properties of maraging steel produced by wire + arc additive manufacture process. Mater Charact. 2018;143:152–162.
- Voestalpine. The future of productivity: wire Arc additive manufacturing (WAAM) [Internet]. Kapfenberg: Voestalpine Böhler Erdstahl GmbH & Co KG; 2018; Available from: https://www.voestalpine.com/welding/mx.
- Kozamernik N, Bračun D, Klobčar D. WAAM system with interpass temperature control and forced cooling for near-net-shape printing of small metal components. Int J Adv Manuf Technol. 2020;110:1955–1968.
- Li Y, Luo Y, Li J, et al. Ferrite formation and its effect on deformation mechanism of wire arc additive manufactured 308L stainless steel. J Nucl Mater. 2021;550:152933.
- Li J, Cheng L, Zhang P, et al. Effect of delta ferrites on the anisotropy of impact toughness in martensitic heat-resistant steel. JMater Res Technol. 2019;8:1781–1788.
- Wei F, Cheng B, Chew LT, et al. Grain distribution characteristics and effect of diverse size distribution on the Hall-Petch relationship for additively manufactured metal alloys. J Mater Res Technol. 2022;20:4130–4136.
- Saboori A, Aversa A, Bosio F, et al. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by directed energy deposition. Mater Sci Eng A. 2019;766:138360. Available from: doi:10.1016/j.msea.2019.138360.
- Habibi Bajguirani HR. The effect of ageing upon the microstructure and mechanical properties of type 15-5 PH stainless steel. Mater Sci Eng A. 2002;338:142–159.
- Peng Xy, Zhou Xl, Hua Xz, et al. Effect of aging on hardening behavior of 15-5 PH stainless steel. J Iron Steel Res Int. 2015;22:607–614.
- Viswanathan UK, Banerjee S, Krishnan R. Effects of aging on the microstructure of 17-4 PH stainless steel. Mater Sci Eng. 1988;104:181–189.
- Viswanathan UK, Nayar PKK, Krishnan R. Kinetics of precipitation in 17-4 PH stainless steel. Mater Sci Technol. 1989;5:346–349.
- Kumar VA, Karthikeyan MK, Gupta RK, et al. Aging behavior in 15-5 PH precipitation hardening martensitic stainless steel. Mater Sci Forum. 2012;710:483–488.
- Wang Y, Zhang Y, Godfrey A, et al. Cryogenic toughness in a low-cost austenitic steel. Commun Mater. 2021;2:1–10. Available from: doi:10.1038/s43246-021-00149-8.