
ABSTRACT
With the recent rapid development of the additive manufacturing family of technologies, the interest in application potential of stereolithography on producing ceramic dental prostheses has aroused and been widely discussed. While someone claimed the birth of ‘stereolithography-fabricated ceramic dental prostheses’, an overall evaluation based on the clinical requirements is lacking, making the optimism a kind of unrealistic. In this article, the prototypes of ceramic dental prostheses and standard specimens produced by the ceramic stereolithography approach are compared with those made by the classic subtractive manufacturing method by following the critical clinical requirements. Concerns on the upcoming challenges and future improvement towards clinical applications are presented that include productivity, delivery time, dimensional tolerance, mechanical and aesthetic properties. It is concluded that it is far too early to call ‘stereolithography-fabricated ceramic dental prostheses’ as a success as usable and competitive products for clinical applications.
Introduction
With the production of industrial-level equipments and rapid expansion of the market in the last five years, ceramic stereolithography has become a hot topic in both fields of ceramic research and additive manufacturing [Citation1–4]. As the only approach currently commercialised for ceramic additive manufacturing, it offers the chance to fabricate the macrostructure of ceramic components free from geometric restriction in a material-saving manner [Citation5]. It thus is regarded as a promising production method for customised ceramic components. Among all potential application area of this technique, restorative dentistry is often considered to be a desirable one due to several reasons. Firstly, dental prostheses like crowns and bridges are highly customised that do meet additive manufacturing’s merits of adjusting virtual design easily with relatively lower cost. Secondly, because the current approach for customised production of dental prostheses through the computer-aided design and manufacturing (CAD/CAM) principle produces prostheses by removing extra material from a partially sintered ceramic blank, this subtractive approach causes an enormous material waste, manifested by only 5% of the total material consumption is taken up in the final products [Citation6]. This fact has made dentistry the largest consumer of zirconia in the world market. The additive manufacturing approaches thus are welcome to reduce significantly the amount of material waste and related production cost.
As a result, many research groups in the materials community have made great efforts in realising such potential in collaboration with manufacturers of stereolithography facilities. Today, it is possible to produce, based on clinical data, ceramic dental prostheses and achieve acceptable mechanical properties [Citation7–11]. While someone claimed the realisation of ‘stereolithography-fabricated ceramic dental prostheses’, it has to, however, be pointed out that a competitive product feasible for clinical use requires much more than just the general outlook and the level of strength achieved on standard specimens.
In order to evaluate the advantages and limitations of the additively-produced ceramic dental prostheses by strictly following the clinical requirements, standard test specimens and prototype dental prostheses were produced in this work by the stereolithography approach, which were then compared with those made by traditional subtractive approach based on CAD/CAM machining of partially sintered ceramic blanks. The aim of the work is clarifying the guidelines for the future development of ceramic dental prostheses by maximally using the advantages of the additive manufacturing principle.
Experimental
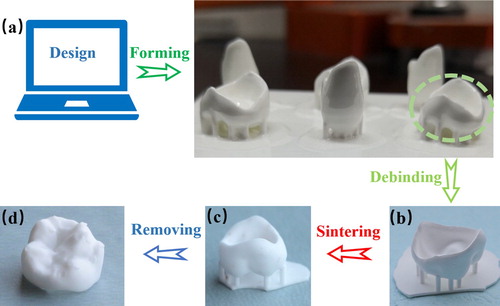
A total of 3 mol-% yttria stabilised zirconia (3Y-TZP)-based photocurable hybrid slurry was used for stereolithography experiment. Other ingredients used for hybrid slurry preparation were the same as described in a previous article [Citation12], including mainly multiple photocurable monomers, photoinitiator, dispersant agent and other additives. Hybrid slurry preparation steps were also nearly the same, except the extension of the final ball-milling process to 4 h. Green bodies of the standard test specimens, dental crowns were printed by selective photopolymerisation of hybrid slurry layer-by-layer. During the printing, the working platform with the already-printed part moved upwards while the rotation of wiper blade produced a fresh layer of hybrid slurry in the vat for exposure of the next layer. The layer thickness in this experiment was set to be 25 μm. By optimisation of the process, the previous observed delamination problem was avoided. This improvement assured that the printed prostheses survived as an integrated component without direct failure in macrostructure after a processing cycle illustrated in .
Figure 1. Printed ceramic crowns after: (a) printing, (b) debinding, (c) sintering and (d) cleaning & removal of support structure.
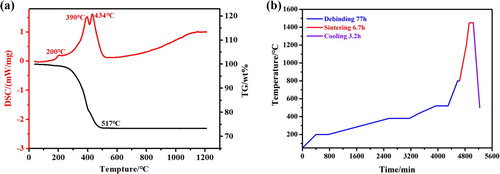
Thermogravimetry-differential scanning calorimetry (TG-DSC) analysis of the debinding was performed on a thermal analyser (NETZSCH, STA, 409 PC/PG, German) between room temperature and 1200°C, with the airflow of 20 mL min−1. Printed green bodies were debinded before sintering in a conventional furnace (KSL-1700X, Hefei Kejing Material Technology Co., Ltd.) by pyrolysis first up to 200°C them soaked at 390 and 434°C for 2 h, respectively. Thereafter, the sintering process involved a pre-sintering at 800°C for 2 h, and the final sintering at 1450°C for 2 h.
Dimensional changes (shrinkage) were calculated by measuring the actual size of six as-printed and sintered standard test specimens. The microstructure of all the samples were characterised by a scanning electron microscope (SEM) (MIRA 3LMH, TESCAN, Czech Republic). Cross-sections of selected samples were polished by argon ion beam (IB-09020CP, JEOL, Japan) before microscopy analysis.
Results and discussion
The success in producing integrated parts made it possible for characterising the performances of the printed dental prostheses that are representative of the current level of stereolithography. Discussed below are four issues of critical importance for achieving the clinical application of stereolithography-fabricated ceramic dental prostheses.
Productivity and delivery time
The ceramic stereolithography approach is based on photopolymerisation of photocurable monomers to form a cross-linking network with ceramic particles encapsulated. To ensure reasonable rheology in hybrid slurry and cross-linking performance, total organics content often takes up more than 20% in weight or 60% in volume of the hybrid slurry. These organics need to be decomposed and evaporated well below the sintering temperature by applying a heat treatment process called debinding in practice. Based on the TG-DSC analysis, the decomposition temperature and rate could be determined that, in turn, helps the optimisation of the debinding and sintering process by setting suitable heating rate, soaking temperature and time. As shown in , the whole debinding and sintering process takes about 87 h in the current case. This time duration is nearly one third shorter than that required by a typical process reported previously, yet it is still too long comparing with the delivery time for ordering zirconia prostheses produced by a well-established subtractive manufacturing process, which is overnight, i.e. 24 h only.
Figure 2. Optimisation of the debinding and sintering process. (a) TG-DSC curve of the hybrid slurry. (b) Scheme of an optimised debinding and sintering process.
Such a workflow that takes nearly four days including printing could hardly compete in productivity and delivery time with the well-established subtractive manufacturing workflow. The overwhelming advantage of the latter process is that green bodies or partially sintered ceramic blocks for machining would be delivered to clinics or factories in advance. Once the design is set, milling of blocks-in-stock and final sintering of the parts could be accomplished rather robotically within one day without that much worry of the distortion that may occur during the debinding step. On the contrary, during the much longer production session of the current workflow of ceramic stereolithography many manual operation steps are still involved, including the preparation of hybrid slurry (if not purchased), machine adjustment, regular checks during printing (to make sure the printed part does not fall off), cleaning and removal of the support structure by hand and regular checks during sintering (the going-on sequence and evaporation of organics).
Although the additive manufacturing methods are often recognised as ‘rapid manufacturing’ processes, in this particular case of the production of customised dental zirconia prostheses the ceramic stereolithography approach does not exhibit any superiority on productivity and delivery time yet in practice. Sufficient cut-down of the debinding and sintering time is a prerequisite for implementing this new technology in real practice.
Dimensional tolerance
Additive manufacturing is often referred as a ‘net-shaping forming’ technique, giving an impression that it would automatically produce parts with ‘exactly the same’ geometry as the proposed virtual design. This is misleading in most of the cases, particularly when drying, debinding and sintering are involved during and after printing, like in the current case of producing zirconia dental prostheses by the ceramic stereolithography approach. The accumulation of the dimensional distortions taking place during each processing steps would easily exceed the dimensional tolerance limit of 10 μm demanded for the production of dental prostheses if care is not taken for optimising the processing parameters.
To evaluate the dimensional tolerance, six-test specimens with defined dimensions (30.00 × 5.00 × 2.50 mm3) were printed. Their sizes were measured along three axes at the as-printed and sintered stage, respectively. The results summarised in reveal two issues to be considered.
Printing accuracy and repeatability
Table 1. Measured sizes along three axes of the as-printed and sintered specimens.
For the mean size along different directions, an acceptable result is observed along the Z-axis (the direction of layer stacking), but not alone the X-axis and Y-axis where a deviation more than 1% and 4%, respectively, to the standard values is noticed. While the current subtractive manufacturing process can already provide a solution with accuracy better than 70 μm, a deviation of 102 microns in 3D printed prostheses is not acceptable. Misfitting and microgaps brought in by the low dimensional tolerance achieved will cause micromotion and bacteria colonisation. Meanwhile, the standard size deviation also shows a larger value along X- and Y-axes, although the overall repeatability reaches a reasonable level within 50 μm. Such a direction-dependent accuracy might be ascribed to the non-ideal in-plane shrinkage caused by undesirable polymerisation of contours due to light scattering by nanoparticles within each layer, which could be a threat to the final accuracy and repeatability.
(2) Shrinkage anisotropy and minimum feature size
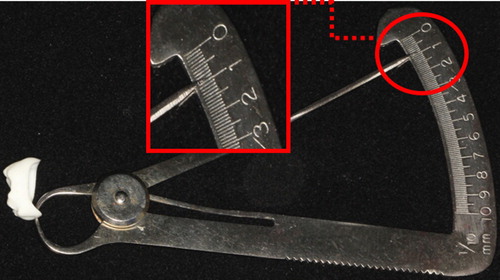
High loading of organics in hybrid slurry and its further evaporation would result in severe shrinkage in size after debinding and sintering. Shrinkage rates around 29% were recorded along three axes, with about 1% difference among them. This characteristic adds more risk of distortion during debinding and sintering that, in turn, limits the heating rate applicable thus the overall production speed. Therefore, increasing the loading of ceramics has always been recognised as a direction for optimising the composition of hybrid slurry. However, for potential application of dental prostheses, this common thought may need to be reconsidered in some cases: The surface of dental prostheses could be highly curved with some fine structures, like the screw edge on implants and the margin of crowns with the thickness less than 20/70 μm. In comparison, the lateral resolution of commercial ceramic stereolithography facilities is normally about 40 μm ideally, but it would further deteriorate in practice due to imperfect photopolymerisation mentioned above and impossibility of printing ‘single spot’ without support from adjacent sections, thus the final minimum printable feature size may increase a lot. For example, a thickness measurement on the edge of a fully sintered crown is presented in , giving a result of ∼1 mm. So besides improving the resolution through efforts of mechanics, utilising the severe shrinkage during heat treatment and sintering may be an alternative to achieve a finer complex structure. Hence, comprehensive consideration on characteristics of targeting geometry, the formula of hybrid slurry and post-processing treatment and a proper balance among them are needed to achieve the desirable macrostructure.
Figure 3. Thickness measurement on the edge of a stereolithography-fabricated ceramic crown after sintering.
Surface quality and mechanical properties
Besides the better utilisation of raw materials with less waste, additive manufacturing could, potentially, accomplish desirable surface with no or less milling or polishing work afterwards. As a consequence, defects like micro-cracks and scratches introduced by cutting tool in milling and polishing process could be significantly reduced, thus the defect-sensitive mechanical properties and reliability could be optimised. However, realising such potential in stereolithography-fabricated ceramic dental prostheses could be problematic. Besides the influence of micron-size pores discussed in an early article [Citation12], it is worth to further emphasise that some other obstacles in building manner, model design and evaluating method must be handled appropriately as well.
(3) Building manner – surface quality
For surface quality, a problem that nearly all additive manufacturing methods would meet is the ‘ladder effect’, that is, when fabricating by additive manufacturing approach, a manufacturing file would be generated by slicing the 3D model (STL file) into a series of 2D layers with a certain thickness [Citation13]. As for the curved outer surface, it’s actually approximated by vertical edges of many adjacent layers, making the achieved contour stepwise ((a)). An example of ladder effect is given in (b), where the existence of ‘layers’ could be clearly distinguished. This phenomenon won’t cause direct failure like delamination does, but it would definitely deteriorate surface smoothness, especially for dental prostheses whose contour is almost all made of curved surfaces. Applying a smaller thickness could conveniently ease this problem, but at the cost of much longer printing time.
Model design – support structure
Figure 4. Deterioration on surface quality. (a) Scheme of ‘ladder effect’, (b) the stepwise contour on the occlusal surface of the printed crown, (c) remnant of support structure on the occlusal surface.
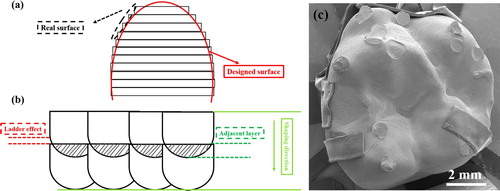
Unlike powder bed-based approaches, the uncured hybrid slurry won’t provide any support to the already-printed part in stereolithography, so for those models with impending sections, like curved bottom surface and hollow interior, extra pillars would be automatically added by the manufacturing software to support these structures during printing, and removed by hand afterwards. To our best knowledge, however, a convenient, efficient and flawless method of support removal is still lacking, and once the problem of delamination and cracking is solved, the remnant of support itself becomes the most obvious micron-sized surface defects. As shown in (c), this kind of defect presents on the surface with a diameter of nearly 800 μm, and such flaws could devastate the surface quality and overall mechanical properties according to Griffith’s theory.
What’s more troublesome is how to place these support structures in the designing stage. For dental prostheses like crowns, placing them on the labial side would definitely destroy the appearance that needs further polishing, while occlusion performance and marginal fit would severely deteriorate if placing them on an occlusal plane or neck. The lingual side seems to be a preferable choice considering aesthetics and geometry, but for incisor crowns, the lingual surface is where high tensile stress builds upon a bite load, and fracture is always initiated on this side due to occlusal contacts [Citation14], so leaving lingual surface with those huge defects by support could be catastrophic for the overall strength performance. Therefore, unless a perfect cleaning method is developed, the trouble brought about by support structure would always be one of the most vital issues towards functionalisation in practice.
(2) Evaluation method – the ‘actual’ strength
With the strong influence on mechanical properties by the support structure, the puzzle that shows how to measure the actual strength of the printed prostheses arises. In the traditional CAD/CAM approach for ceramic dental prostheses, mechanical properties like bending strength are indirectly collected by measurement on standard test specimens with a regular shape (normally hexahedral bars). During the milling process, micro-defects would be introduced and impairs the strength, but with precise control in production, a general relation between the strength of the bar and performance of products might be deduced, which can act as guidance to predict the final performances.
For ceramic stereolithography, however, this principle would not work or, more precisely, would not be applicable. Since the central goal of additive manufacturing is to achieve ‘net-shaping’, i.e. directly prints what finally wants. For dental prostheses, regular ceramic bars or discs made by the time-consuming stereolithography method are not the targeted final products, so measuring their properties would give very limited guidance for the additively made products. More importantly, although the remnant of support structure appears as the biggest threat to the final strength, no support structures normally are involved when printing those standard specimens. Therefore, it is problematic to quote the promising strength values collected by classic measurements [Citation7–10] as the actual performance of printed prostheses with many curved surfaces/ladder steps, remnant of support, and fine sections (on occlusal surface and margin).
Aesthetic behaviours
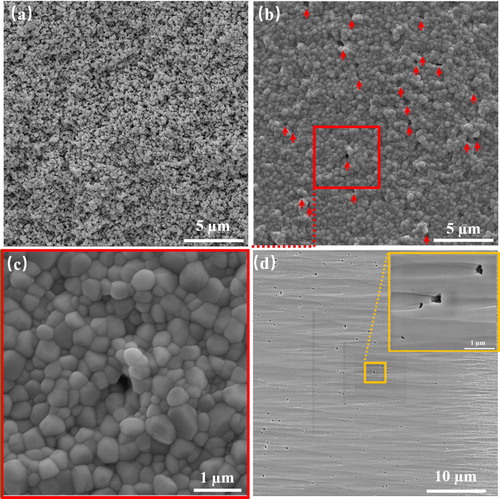
Mimicking aesthetic characteristics of natural teeth is a prerequisite for a successful restoration. The quantitative description of the optical appearance of teeth requires at least three parameters, being optical translucency/opalescence [Citation15], surface roughness and colour. For potential application of ceramic stereolithography on dental prostheses, currently one major obstacle in aesthetics is to make the printed prostheses ‘semi-transparent’-like natural teeth. This implies that besides the elimination or ease of the ladder effect on the surface to ensure desirable smoothness and absorption/reflection feature, a high densification level is also necessary with less and controllable light scattering on the outer shell. The latter is mainly affected by the presence of nano-sized pores and boundaries. shows the SEM images taken on the debounded and fully sintered 3Y-TZP samples. For stereolithography-fabricated ceramics, there is higher load of organics that generates a pore network after debinding ((a)). With such a low particle packing density, to achieve final densification by conventional sintering may take much longer time, yet residual nanopores may still present due to the imperfect stacking of particles during photopolymerisation ((b–d)). Under the current workflow, the sample could achieve a relative density of 97.6%, which does not enable a desirable semi-transparency characteristic.
Figure 5. Densification of stereolithography-fabricated ceramic prostheses investigated by SEM. (a) The surface of sample after debinding showing pore network. (b & c) The surface of sample after sintering. (d) The argon ion beams polished cross section revealing the presence of residual pores.
Conclusion and perspective
In conclusion, it is still too early to announce the success of ‘stereolithography-fabricated ceramic dental prosthesis’, as the current products could not satisfy the clinical requirements on dimensional accuracy, mechanical properties and aesthetics, but also could not compete with the products prepared by classic subtractive workflow with concerns of the productivity and economy. However, pessimism on the future of stereolithography-fabricated ceramic dental prostheses is also inadvisable, as the unique advantages and potentials of this technology appears very obvious, being ‘manufacturing by adding materials’ and ‘customised manufacturing’.
Corresponding perspectives as follow:
The significance of additive manufacturing has not been fully understood yet: although material saving appears an obvious motivation, even more important is the feature that this technology provides the possibility to tailor structure and performance intentionally, on the level of resolution limit and particle size, which is far more advanced than subtractive manufacturing could achieve, being always limited by the tool size, i.e. down to sub-millimetre scale only. Thereby fabricated heterogeneous structures, for example, could be an attraction for dental prostheses, with gradient generated both in composition (by multiple material types) and density (by multiple hybrid slurry composition & exposure parameters) unprecedented performances in mechanical and aesthetic performance may emerge. Meanwhile, the inherent ‘shortcomings’ of stereolithography as hybrid slurry composed of high organic content need to be explored for the development of customised porous scaffolds.
Customised additive manufacturing of individualised products calls for the overall renovation on digitalised design and quality evaluation. For potential application of stereolithography in dental restoration, there are two urgent tasks need to undertake, that are optimising the design of supporting structures and developing in-situ, non-destructive evaluation/estimation method on mechanical properties of the final products with irregular geometry. The progress would also rely on the development in preparation of homogeneous hybrid slurry, control of photopolymerisation degree and related shrinkage rate, and the efficient and non-destructive support removal method.
The importance of heat-treatment and sintering in stereolithography-fabricated ceramic dental prostheses has been underestimated. An ideal heat-treatment and sintering method could provide a package solution or remedy to all four issues mentioned above, namely higher productivity through less time and energy consumption, better dimensional accuracy through predictable sintering shrinkage, improvement in mechanical properties through eliminating structural defects due to effective grain growth, and desirable aesthetic performances through controllable densification with the targeted density. Therefore, the utilisation of unconventional sintering, especially those that could shorten the sintering time, should attract more attention in the future, by bearing in minder the economy concern of the production of individualised products.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
References
- Schwentenwein M, Schneider P, Homa J. Lithography-based ceramic manufacturing: a novel technique for additive manufacturing of high-performance ceramics. Adv Sci Technol. 2014;88:60–64. doi: 10.4028/www.scientific.net/AST.88.60
- Zocca A, Colombo P, Gomes CM, et al. Additive manufacturing of ceramics: issues, potentialities, and opportunities. J Am Ceram Soc. 2015;98(7):1983–2001. doi: 10.1111/jace.13700
- Chen Z, Li Z, Li J, et al. 3D printing of ceramics: a review. J Eur Ceram Soc. 2019;39(4):661–687. doi: 10.1016/j.jeurceramsoc.2018.11.013
- Halloran JW. Ceramic stereolithography: additive manufacturing for ceramics by photopolymerization. Annu Rev Mater Res. 2016;46(1):19–40. doi: 10.1146/annurev-matsci-070115-031841
- Griffith ML, Halloran JW. Freeform fabrication of ceramics via stereolithography. J Am Ceram Soc. 1996;79(10):2601–2608. doi: 10.1111/j.1151-2916.1996.tb09022.x
- Shen JZ, Kosmač T. Advanced ceramics for dentistry. Waltham: Elsevier; 2014. p 32.
- Dehurtevent M, Robberecht L, Hornez JC, et al. Stereolithography: a new method for processing dental ceramics by additive computer-aided manufacturing. Dent Mater. 2017;33(5):477–485. doi: 10.1016/j.dental.2017.01.018
- Lian Q, Sui W, Wu X, et al. Additive manufacturing of ZrO2 ceramic dental bridges by stereolithography. Rapid Prototyping J. 2018;24(1):114–119. doi: 10.1108/RPJ-09-2016-0144
- Tahayeri A, Morgan M, Fugolin AP, et al. 3D printed versus conventionally cured provisional crown and bridge dental materials. Dent Mater. 2018;34(2):192–200. doi: 10.1016/j.dental.2017.10.003
- Ucar Y, Aysan Meric I, Ekren O. Layered manufacturing of dental ceramics: fracture mechanics, microstructure, and elemental composition of lithography-sintered ceramic. J Prosthodont. 2019;28(1):e310–e318. doi: 10.1111/jopr.12748
- Galante R, Figueiredo-Pina CG, Serro AP. Additive manufacturing of ceramics for dental applications: a review. Dent Mater. 2019;35(6):825–846. doi: 10.1016/j.dental.2019.02.026
- Li H, Song L, Sun J, et al. Dental ceramic prostheses by stereolithography-based additive manufacturing: potentials and challenges. Adv Appl Ceram. 2019;118(1–2):30–36. doi: 10.1080/17436753.2018.1447834
- Tian X, Li D, Chen Z, et al. Study on the fabrication accuracy of ceramic parts by direct stereolithography. Virtual Phys Prototyping. 2012;7(3):195–202. doi: 10.1080/17452759.2012.718492
- Liu Y, Shen JZ. Clinical failures of ceramic dental prostheses. In: Shen JZ, Kosmač T, editors. Advanced ceramics for dentistry. Waltham: Elsevier; 2014. p. 85.
- Vichi A, Louca C, Corciolani G, et al. Color related to ceramic and zirconia restorations: a review. Dent Mater. 2011;27(1):97–108. doi: 10.1016/j.dental.2010.10.018