
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Additive manufacturing (AM) has emerged as a transformative technology capable of fabricating complex geometries and multi-material structures across various industries. Despite its potential, challenges persist in terms of limited material selection, anisotropic properties, and achieving functional microstructures in polymer and metal composites. Field-assisted additive manufacturing (FAAM) employs external fields like acoustic, magnetic, and electric fields. It has shown promise in addressing these limitations by controlling filler orientation and concentration in polymeric composites and improving surface finish and microstructure in metals. This review paper provides a comprehensive analysis of the state-of-the-art FAAM processes for polymer and metal composites, focusing on material compatibility, the mechanics of each field, and their integration with AM technologies as well as current applications, limitations, and potential future directions in the development of FAAM processes. Enhancing FAAM process understanding can create tailored anisotropic composites, enabling innovative applications in aerospace, automotive, biomedical fields, and beyond.
1. Introduction
Over the past five decades, additive manufacturing (AM) has emerged as a groundbreaking development in the industrial sector [Citation1]. This method allows digital computer-aided design (CAD) models to be transformed into physical objects using a single machine, in contrast to traditional subtractive manufacturing. AM involves layer-by-layer material deposition to construct 3D structures, offering rapid production of multi-material products without geometric limitations. As a result, AM has been widely applied in diverse areas, from customised medical devices [Citation2] and jet engine components [Citation3] to mass-produced wearable items [Citation4]. Although AM has predominantly focused on single-material processes, the limitations of single-material AM in creating structures with the benefits of multi-material components have led to growing interest in multi-material and composite structures. Composite materials, engineered or naturally occurring, consist of multiple constituent components with distinct properties that remain separate in the final structure [Citation5]. The heterogeneous arrangement of reinforcement in composite microstructure designs, inspired by naturally occurring structures like balsa wood [Citation6] and bamboo [Citation7], helps to reduce stress concentrations near discontinuities. The recent surge in low-cost extrusion-based printers has particularly appealed to hobbyists and small office designers [Citation8, Citation9]. The range of materials compatible with these printers has grown, encompassing basic thermoplastics, high-temperature polymers, thermoset materials, semi-crystalline materials [Citation10, Citation11], metals [Citation12–15], ceramics [Citation16, Citation17], and composites [Citation18, Citation19]. Materials used in AM have evolved, with reinforcements being added to polymers to create advanced, multifunctional parts with improved mechanical properties [Citation20–23], thermal conductivity [Citation24–27], reduced thermal expansion [Citation24, Citation28], and dielectric permittivity [Citation29]. Polymeric composites address the lack of mechanical strength in polymers by adding continuous or discontinuous fillers to the matrix, enabling enhanced functionalities or mechanical properties. Additive manufacturing of polymeric composites has been extensively employed for building 3D structures [Citation30], with AM's ability to create multi-material structures being a key advantage over traditional manufacturing processes. This multi-material approach allows for region-specific properties to be engineered within structures fabricated in a single machine. Current limitations in aligning reinforcing elements in polymeric composites can be partially addressed by the natural flow behaviour of materials in extrusion-based AM processes. Addressing anisotropy alignment is a promising research area across various additive technologies. By employing AM methods, precise control over fillers within a layer can be achieved, leading to better control over mechanical and physical properties like Young's modulus, toughness, thermal properties, and electrical conductivity [Citation31].
Similarly, Metal AM processes have made remarkable progress but continue to face challenges related to processing and materials development. The evolution of metal additive manufacturing (MAM) began with early experiments in forming polymer powder into 3D parts using selective laser sintering (SLS). Over time, the process evolved into selective laser melting (SLM) for metal powders. Metal additive manufacturing (AM) face common materials processing issues, such as porosity and other defects. These issues depend on factors like scan strategy, process temperature, feedstock, and build chamber atmosphere. Understanding these defects and thermal interactions helps improve process reliability and the quality of produced parts, ultimately impacting mechanical properties, build success, and geometric conformity [Citation32]. Currently, these advanced AM metal processing methods have found applications in various industries, including part repairs, biomedical implants, aerospace structures, and high-temperature components [Citation32].
In the last two decades, a new approach for controlling anisotropies in polymeric and metal composites has emerged, using an external energy source such as magnetic [Citation33], acoustic [Citation34] and electric fields [Citation35] combined with additive technology to independently control microstructures during the manufacturing process [Citation35–38]. Field-assisted AM processes have shown promise in controlling filler orientation and, in some cases, filler concentration while used concurrently with additive manufacturing technologies. This paper aims to provide a comprehensive review of state-of-the-art additive manufacturing processes that use external sources of energy or fields to achieve complex internal structures and multi-functionality in polymer composite structures & metal additive manufacturing, focusing on materials compatibility with specific field-assisted additive manufacturing techniques. The review is organised into sections discussing the AM technologies used in field-assisted AM, and different assistive fields, including acoustic, magnetic, and electric fields, and their contributions to AM with selective alignment of reinforcing components and material processing. In each section, the mechanics of each field, integration with AM processes, applicable materials, state-of-the-art implementation, potential and current applications, limitations, and possible future directions are discussed.
2. Types of additive manufacturing
2.1. AM method for polymers
2.1.1. VAT photopolymerization
Stereolithography (SLA), direct light processing, continuous liquid interface synthesis, and multiphoton polymerisation are some of the technologies that fall under the purview of VAT technology [Citation39]. SLA is the most widely used of these VAT techniques and was the first AM technology to be patented in the middle of the 1980s [Citation40]. A layer of liquid photopolymer is typically selectively polymerised by light in a VAT process using a trajectory created by a computer model. In order to construct a second layer, the printing platform then ascends or falls by one layer thickness. This layer-by-layer method is repeated to build the final component, as shown in (a) [Citation41]. VAT is regarded as the most affordable AM technology, producing products of good quality with precise features and a flawless surface finish [Citation42]. However, photo-curable polymers, which are weak and brittle, are typically the only materials used for printing. Therefore, VAT is primarily used to fabricate low-strength parts, such as prototypes and concept models, that require a good surface finish and precise dimensional accuracy [Citation43]. The alignment of reinforcements and customisation of microstructures using field-assisted VAT have been more important in recent years in order to improve mechanical properties (such as strength, toughness) [Citation34, Citation44–50].
Figure 1. An overview of AM technologies. Schematics of (a) Vat Photopolymerization [Citation41]- which utilises a liquid photopolymer resin that is selectively cured using a light source;, (b) Material Extrusion [Citation56] – where a continuous filament of thermoplastic material is deposited layer by layer;, (c) 4D printing method [Citation65] – an advanced technique that incorporates time-dependent changes in material properties or shapes after printing (d) SLM system schematic – a type of Powder Bed Fusion process that uses a high-powered laser to fuse powdered material [Citation32] (e) Electron beam, wire-fed Directed Energy Deposition (DED) system, which employs an electron beam to melt and fuse material from a wire feedstock [Citation32] (f) Binder Jetting process schematic-a technique that involves selectively depositing a liquid binding agent to join powder particles; [Citation32] (g) Sheet lamination methodology with slip resistance welding to join sheets [Citation32].
![Figure 1. An overview of AM technologies. Schematics of (a) Vat Photopolymerization [Citation41]- which utilises a liquid photopolymer resin that is selectively cured using a light source;, (b) Material Extrusion [Citation56] – where a continuous filament of thermoplastic material is deposited layer by layer;, (c) 4D printing method [Citation65] – an advanced technique that incorporates time-dependent changes in material properties or shapes after printing (d) SLM system schematic – a type of Powder Bed Fusion process that uses a high-powered laser to fuse powdered material [Citation32] (e) Electron beam, wire-fed Directed Energy Deposition (DED) system, which employs an electron beam to melt and fuse material from a wire feedstock [Citation32] (f) Binder Jetting process schematic-a technique that involves selectively depositing a liquid binding agent to join powder particles; [Citation32] (g) Sheet lamination methodology with slip resistance welding to join sheets [Citation32].](/cms/asset/cf9b514c-705e-4bad-8874-ad9bc6a6918d/nvpp_a_2256707_f0001_oc.jpg)
2.1.2. Material extrusion
Material extrusion is a versatile method capable of printing a diverse array of materials, including polymers, metals, composites, and ceramics [Citation33, Citation51–55]. Any material that can exist in a liquid phase at specific temperatures, like inks or molten metals, can potentially be utilised in material extrusion. Material extrusion-based additive manufacturing (MEB AM) can be categorised into fused deposition modelling (FDM), direct ink-writing (DIW), and inkjet printing (IJP). (b) shows the different types of material extrusion method [Citation56]. Dual nozzles enable simultaneous deposition of both building and support materials. However, FDM can experience frequent clogging due to its small nozzle apertures, limiting its ability to print high-viscosity materials. By incorporating appropriate fields, this clogging issue can be mitigated, allowing material extrusion to print even high-viscosity materials like polymer clays [Citation57]. Both DIW and IJP use solvent-based inks or slurries as feed materials and are widely employed for printing biomedical materials [Citation58–60]. For instance, Sriphutkiat et al. applied a field-assisted IJP technique to create biomedical composites with focused and sorted cells [Citation61]. Fields in material extrusion serve various purposes, such as aiding in the printing of high-viscosity materials, focusing and sorting cells, constructing heterogeneous structures, and enhancing mechanical properties [Citation62].
2.2. AM method for metals
In the early 1990s, MAM involved forming polymer powder into 3D parts through a process called SLS [Citation63]. Nowadays, metal parts are typically produced using SLM due to the full melting of metal powder it achieves and also, the added benefit of re-melting in SLM which improves the surface quality, relative density and mechanical properties of the part [Citation64]. SLM is a type of PBF technique and is used by various companies for metal production. (d) shows a schematic diagram for PBF. Another metal AM method is Binder Jetting, which involves using inkjet printing to deposit a binder on the material, including metal parts. DED is another class of metal AM process, which involves depositing feedstock directly into a molten pool. DED can be fed by wire and can use a laser or electron beam as a heat source as shown in (e). Laser Engineered Net Shaping (LENS), a subset of DED, uses powder feedstock in combination with a laser heat source. Binder jetting is another emerging technique applied for metal printing whose schematic diagram is shown in (f). Sheet Lamination is a metal AM process that welds together sheets of feedstock to form 3D parts. Ultrasonic (Acoustic) Additive Manufacturing (UAM), for example, uses acoustic welding and computer numerical control (CNC) milling to accomplish this using the sheet lamination technique which is shown in (g). Additionally, Electron Beam Melting (EBM) is a powder-bed technique that was developed in Sweden in 2000 and later licensed by Arcam AB. These metal AM techniques have found various niche applications, including part repairs, biomedical implants, aerospace structures, and high-temperature components [Citation32].
2.3. 4D printing
4D printing offers new possibilities for creating active structures that can respond to external stimuli such as temperature, humidity, magnetic fields, and more. This is achieved using smart materials (like shape memory polymers and shape memory alloys) or origami and kirigami techniques [Citation65–71]. 4D printing stands out from other AM technologies in two primary ways. First, it can fabricate dynamic structures with programmable or changeable shapes, properties, and functionalities by utilising various smart materials. Second, complex 3D structures can be constructed from simpler one-dimensional (1D) or two-dimensional (2D) structures, followed by self-assembly through computational folding [Citation72]. Owing to these advantages, 4D printing has gained popularity in the fabrication of drug carriers, tissue engineering scaffolds, biomedical devices, soft robotics, and more [Citation73–78]. (c) showcases an example of 4D printing [Citation65], in which a strip with a temporary shape was printed using material jetting-based AM of shape memory polymers. Upon heating, the strip transformed into a curved permanent shape and remained unchanged with further heating or cooling. Two-way 4D printing involves using additive manufacturing and shape memory materials to create objects that can undergo reversible shape changes in response to external stimuli. Though the majority of 4D printing techniques are focused on one-way 4D printing now, two-way 4D printing offers advantages over one-way 4D printing by allowing objects to switch between multiple predefined shapes, providing greater control and flexibility. This reversibility expands the functionality of printed objects, enabling applications in biomedical devices, adaptive structures, and smart textiles. Field-assisted additive manufacturing is a promising approach for achieving two-way 4D printing. By incorporating external fields like magnetic, electric, or acoustic fields, shape memory materials can be activated, inducing reversible shape changes in the printed objects [Citation58, Citation79]. Field-assisted AM improves the precision and control of shape transformations, broadens the range of materials that can be used, and enables the fabrication of complex and adaptive structures with programmable shape-changing capabilities.
3. Field assisted additive manufacturing
Field-assisted additive manufacturing (FAAM) is a method that has been integrated into several additive manufacturing processes. It can be categorised into three main groups: electric, magnetic, and acoustic fields. The ultimate objective of FAAM is to precisely control the placement and orientation of individual fibres within a polymer matrix, fine-tuning the final part's properties for polymer AM and to control or alter the microstructure, porosity, strength, hardness for MAM. FAAM showcases the potential for manipulating fibre orientation during the deposition process or after the material has been deposited but before curing to maintain the microstructure [Citation45, Citation47, Citation80]. The upcoming sections will discuss the use and effects of each type of externally applied fields on composite materials utilised in additive manufacturing.
3.1. Magnetic fields
During the additive manufacturing process, applying a magnetic field while constructing each layer can align magnetic reinforcements along the field lines. Magnetic reinforcements typically range from nanometres to microns in size and can be made entirely of magnetic material or consist of magnetic nanoparticle clusters coated on a non-magnetic material [Citation81]. This allows them to form intricate microstructures when a field is applied. The matrix material's viscosity is crucial when printing with composites, as it determines whether the reinforcement will remain suspended in the matrix when undisturbed. Viscosity also impacts the necessary magnetic field strength for achieving particle rotational control during flow [Citation57]. It is understood that the torque generated by the applied field must be greater than the shear forces experienced by the particle. The reinforcement's aspect ratio significantly influences the experienced torque. By using a torque balancing equation, it is possible to determine the magnetic, gravitational, and viscous torques acting on magnetic reinforcement.
3.1.1. Magnetic field assisted AM for polymers
Additive manufacturing has seen significant advancements in the use of magnetic fields to align reinforcements and control material properties of polymeric composites during the 3D printing process. This innovative approach enables the creation of intricate microstructures with superior mechanical performance and novel functionalities. Magnetic reinforcements, ranging from nanometres to microns in size, can be made entirely of magnetic material or consist of magnetic nanoparticle clusters coated on a non-magnetic material. When a magnetic field is applied during additive manufacturing, these reinforcements can align along the field lines. A crucial factor in this process is the matrix material's viscosity, which determines whether the reinforcement will remain suspended when undisturbed and impacts the magnetic field strength required for particle rotational control during flow. Researchers have developed various techniques to leverage the benefits of magnetic field-assisted additive manufacturing. Kokkinis et al. tackled the challenge of controlling the local composition and orientation of reinforcing fibres in material extrusion-based direct ink writing (ME-B DIW) (shown in (c)) by introducing a rotating magnetic field (MF) and multiple materials to create complex shaped composites with varied reinforcement architectures [Citation33]. This approach allowed for more accurate control over the microstructure of printed parts, enhancing their mechanical properties and functionalities. This breakthrough led to further developments in magnetic field assisted AM techniques. Suppan et al. focused on aligning fused filament in 3D printing using permanent magnets placed next to the nozzle which can be seen in (a), enabling in-situ local alignment during the printing process [Citation82]. They experimented with two different magnetic particles, Strontium-hexaferrite (SrFe12O19) inside a PA6 matrix and Samarium-iron-nitride (Sm2Fe17N3) inside a PA12 matrix. In another study, Al-Milaji et al. investigated the impact of an external magnetic field on the distribution of reinforcements in material extrusion-based inkjet printing (ME-B IJP). They found that an external magnetic field helped reduce the coffee-ring effect, a phenomenon that negatively impacts the uniformity and resolution of printed parts. Roy et al. applied an external magnetic field directly to the extrusion channel rather than printed layers, demonstrating that fibres aligned nearly along the magnetic field direction due to the combined effect of magnetic and shear forces acting on the fibres (shown in (b)) [Citation83]. This approach provided better control over the orientation of the fibres during the printing process. In addition to controlling material properties, magnetic fields have been used to manipulate the motion of soft robots and release drug payloads. Henderson et al. enhanced the magnetic properties of iron filament polylactic acid (PLA) using magnetic field-assisted additive manufacturing (MFAAM) [Citation84]. By aligning the magnetic domains of the iron particles within the PLA matrix, they achieved a higher magnetisation value of 17.4 emu/g compared to the maximum magnetisation value of 13.9 emu/g achieved in non-MFAAM conventional printing methods. Another innovative approach was introduced by Safaee et al., who worked to developed a framework for the fabrication of functionally graded materials (FGMs)
Figure 2. (a) Modified 3D-Printer showing the extruder including the nozzle and the flexible fixing unit for the permanent magnets and printed SrF12O19 cube (8 mm × 8 mm × 8 mm). Bottom picture shows flexible 3d printed fixing unit for the bias magnets that is placed next to the nozzle [Citation82]. (b) Schematic of the divergent channel with regions A, B, and C. Flow of magnetic nanofibers in a 45° divergent channel without a MF and with a 40 mT MF [Citation83]; (c) Set-up of the extrusion-based DIW integrated with a MF. Beside which a printed composite with spiral staircase architecture is shown [Citation33]. (d) Customised DLP printer setup [Citation85] with the red part displaying the linear array of NdFeB magnets with vertical steps in the magnet holder to generate gradient particle distribution during the printing process.
![Figure 2. (a) Modified 3D-Printer showing the extruder including the nozzle and the flexible fixing unit for the permanent magnets and printed SrF12O19 cube (8 mm × 8 mm × 8 mm). Bottom picture shows flexible 3d printed fixing unit for the bias magnets that is placed next to the nozzle [Citation82]. (b) Schematic of the divergent channel with regions A, B, and C. Flow of magnetic nanofibers in a 45° divergent channel without a MF and with a 40 mT MF [Citation83]; (c) Set-up of the extrusion-based DIW integrated with a MF. Beside which a printed composite with spiral staircase architecture is shown [Citation33]. (d) Customised DLP printer setup [Citation85] with the red part displaying the linear array of NdFeB magnets with vertical steps in the magnet holder to generate gradient particle distribution during the printing process.](/cms/asset/a16c0ad7-6242-45a9-a7b3-f056d6875346/nvpp_a_2256707_f0002_oc.jpg)
Using magnetic field-assisted digital light processing (DLP) SLA [Citation85]. The setup of the customised DLP setup and MF generator can be seen in (d). They demonstrated the ability to precisely control the orientation and spatial distribution of magnetic particles within printed structures, resulting in anisotropic mechanical properties. Joyee and Pan et al. further expanded the potential of magnetic field assisted AM techniques by developing a novel magnetic-field-assisted stereolithography (M-SL) technique for printing particle-polymer composites with graded material distributions [Citation86]. This method offers potential for various applications, such as sensors and biomedical implants, by creating functional parts with graded material distributions. Inspired by the hierarchical architecture of limpet teeth, Joralmon et al. developed a magnetic field-assisted 3D printing (MF-3DP) technique to fabricate lightweight, cost-effective polymer matrix composites (PMCs) with outstanding mechanical performance [Citation87]. This process aligns α-iron (III) oxide-hydroxide nanoparticles (α-FeOOHs) with a magnetic field, significantly improving the mechanical properties of PMCs, making them stronger and more resistant to compression than conventional PMCs, while enabling precise control of microstructure geometries based on bioinspired designs. summarises the types of AM technique used with different polymers and reinforcing materials in MFAAM and their potential application.
Table 1. Summary of Polymers used for MFAAM.
3.1.2. Magnetic field assisted AM for metals
Researchers have been exploring the use of magnetic fields to enhance the properties of various metal alloys processed through AM techniques. These investigations have led to significant improvements in the microstructure, mechanical properties, and surface quality of the fabricated parts, paving the way for more advanced applications in industries such as aerospace, nuclear, and engineering. Ruixin Zhao et al. developed a method for fabricating Ti6Al4V alloy using laser additive manufacturing under a static magnetic field (SMF), which enhanced its mechanical properties [Citation89]. The study found that SMF refined β grains and discontinuous α grain boundaries in the alloy, significantly improving its elongation to failure. In (a), we can see the schematic of thermoelectric current and magnetic force during the solidification process of L-DED. Also, we can see the β grains microscopy images; and Histograms of β grain size. With SMF, the grain size is refined than the without SMF process. Khan et al. employed a magnetic field-assisted electrical discharge machining (EDM) process to cut Inconel-625, an alloy known for its high strength and corrosion resistance [Citation90]. By applying a magnetic field to the workpiece, they controlled the ionisation of the dielectric fluid, which in turn boosted the material removal rate by up to 90% and improved surface roughness by up to 45% compared to conventional EDM. This approach also led to a more refined and uniform microstructure on the machined surface. Zhou et al. investigated the effect of a static magnetic field on the microstructure and properties of SS316L fabricated by laser powder bed fusion (LPBF) [Citation91]. Placing a magnetic coil around the build chamber, they examined the impact of a static magnetic field on the microstructure and properties of SS316L fabricated using LPBF. The results revealed that applying a magnetic field during LPBF significantly influenced the SS316L samples’ microstructure and texture. This application suppressed the epitaxial growth of cellular dendrites along the building direction, leading to the formation of equiaxed grains. The magnetic field also increased grain size and reduced dislocation density, resulting in improved ductility and fewer cracks during tensile testing. Building on these findings, Li et al. used a solenoid coil to apply a magnetic field perpendicular to the laser beam direction during laser cladding of Fe-Cr-based alloy on a 45-steel surface [Citation92]. This approach improved the concentration mixing in the molten pool, resulting in a more homogeneous distribution of alloying elements in the clad layer. The magnetic field also influenced solidification behaviour, promoting the formation of finer dendritic structures and a higher cooling rate in the clad layer. Wang et al. designed a custom-DED setup that enabled the application of a magnetic field perpendicular to the deposition direction [Citation93]. They investigated its effect on the microstructure of 316L stainless steel and found that the use of a magnetic field during DED led to a finer microstructure, smaller grain sizes, reduced porosity, increased hardness, and tensile strength without significantly affecting ductility. However, they also noted that at extremely high magnetic field intensities, the microstructure coarsened, and hardness and tensile strength decreased. In another study, Wang et al. applied a magnetic field parallel to the wire feeding direction during the wire arc additive manufacturing (WAAM) process of Inconel 625 superalloy [Citation94]. This approach refined the alloy's microstructure and reduced grain size, ultimately improving its mechanical properties, such as tensile strength, yield strength, and elongation. The authors attributed this enhancement to the formation of fine grains and the reduction in the size of dendrites. (b) shows Schematic representation of WAAM deposition process and picture of deposited sample. Also, microhardness along the midline of the deposited Inconel 625 alloy without and with magnetic field. The microhardness is higher for the sample fabricated with the magnetic field. Wu et al. explored the effects of magnetic field-assisted finishing (MFAF) on the surface roughness of 316L stainless steel disks produced by SLM [Citation95]. They discovered that the best surface roughness was achieved when the magnetic field was applied in the build direction, and surface roughness improved as the distance between the magnetic pole and the workpiece decreased. In (c), the MFAF processing principles and equipment setup showing two different tool path setup is shown. The workpiece or steel disk is placed between the steel jig and custom-made Magnet and particle brush holder. The MFAF process had a greater impact on surface roughness when the magnetic field was applied in the scan direction, as the magnetic particles aligned along the laser scanning path.
Figure 3. (a) (i)Schematic showing the solidification process of L-DED under a 0.55 T transverse SMF, where the thermoelectric current, thermoelectric magnetic force are illustrated in the solidification front and also, distribution of magnetic field intensity. (ii) OM images; and β grains microscopy images; and Histograms of β grain size [Citation89]. (b) Schematic representation of WAAM deposition process and picture of deposited sample. Also, microhardness along the midline of the deposited Inconel 625 alloy without and with magnetic field [Citation94]. (c) MAF processing principles and equipment setup showing two different tool path setups [Citation95]. (d) The schematic diagram of WAAM process with EMF. Also, the macro-morphology of fabricated thin-wall parts with 60 layers: with EMF of 2 A 70 Hz and without EMF [Citation96].
![Figure 3. (a) (i)Schematic showing the solidification process of L-DED under a 0.55 T transverse SMF, where the thermoelectric current, thermoelectric magnetic force are illustrated in the solidification front and also, distribution of magnetic field intensity. (ii) OM images; and β grains microscopy images; and Histograms of β grain size [Citation89]. (b) Schematic representation of WAAM deposition process and picture of deposited sample. Also, microhardness along the midline of the deposited Inconel 625 alloy without and with magnetic field [Citation94]. (c) MAF processing principles and equipment setup showing two different tool path setups [Citation95]. (d) The schematic diagram of WAAM process with EMF. Also, the macro-morphology of fabricated thin-wall parts with 60 layers: with EMF of 2 A 70 Hz and without EMF [Citation96].](/cms/asset/dd89d8ea-01bc-4863-949a-53ef269ce10f/nvpp_a_2256707_f0003_oc.jpg)
Finally, Zhao et al. applied an external alternating magnetic field parallel to the wire feed direction during WAAM of Al-5%Mg alloy [Citation96]. The use of a magnetic field resulted in a finer microstructure with smaller, more uniformly distributed grains. In (d), we can see the schematic diagram of WAAM process with EMF. Also, the macro-morphology of fabricated thin-wall parts with 60 layers: with EMF of 2 A 70 Hz and without EMF. The part fabricated with EMF resulted in finer and smaller microstructure than without EMF. This enhancement translated into higher ultimate tensile strength, elongation, and hardness values in the samples produced with the magnetic field, compared to those without it. summarises the types of AM technique used in MFAAM with different metals and the properties that are tuned or improved.
Table 2. Summary of Metals used in MFAAM.
3.2. Electric fields
Electric field-assisted manufacturing is a process in which the position and microstructure of reinforcement in a composite are controlled by applying an electric field. This means that the reinforcement must be responsive to the applied field. It follows similar principles as magnetic field-assisted manufacturing, with the key differences being the reinforcing element and the applied field type. The applied field governs the torque, which serves as the driving force to rotate the particle so that it aligns with the electric field's direction. Kim et al. and Holmes et al. employed the following equations to estimate the time required to rotate a particle and form chains in the fluid matrix, based on field strength and viscosity when using spherical particles:
(1)
(1)
(2)
(2) Here, t is in seconds, η represents viscosity in Pa.s, and the electric field is in V/m [Citation58, Citation97]. To enhance the overall speed of the manufacturing process, shorter rotation times are generally preferred.
3.2.1. Electric field assisted AM for polymers
The advancement of AM has opened up new possibilities for creating complex structures, particularly in the polymer field. Researchers are developing innovative techniques that employ electric fields to improve the fabrication process, increase resolution, and enable the creation of intricate geometries. Plog et al. pioneered the electrostatically-assisted DIW (E-DIW) method for additive manufacturing, a technique that outperforms conventional DIW and piezoelectric inkjet printing methods in terms of resolution, surface finish, and complexity of the printed parts [Citation98]. Their E-DIW method uses a coaxial nozzle and electrostatic forces to achieve high-resolution printing. The outer nozzle charges the ink droplets, generating a Coulombic force that permits precise ink deposition when voltage is applied to the substrate. (a) shows the schematic of the experimental setup and DIW system setup with EF. It also shows the difference of ink deposition with and without the EF. With the EF, the deposition is more precise than without EF. This approach demonstrates the advantages of electric field assistance in AM for polymers, particularly in terms of printing over larger areas and more complex geometries. Building on this innovation, Duncan et al. introduced the electric field fabrication (EFF) method, which utilises liquid di-electrophoresis (LDEP) to assemble microscale particles in a controlled manner [Citation99]. EFF involves applying an AC electric field to manipulate particles suspended in a liquid medium. This generates a dielectrophoretic force, causing particles to move towards regions of high or low electric field intensity based on their dielectric properties (as shown in (b)). The study demonstrated that EFF could fabricate complex 3D structures with high resolution and precision, employing various particle types and configurations such as silica microspheres, carbon nanotubes, and biodegradable polymer particles. In addition to these advancements in polymer AM, electric field assistance has also been used to improve the additive manufacturing of silicon carbide (SiC) parts. Chen et al. explored an extrusion-based technique, focusing on the effects of slurry thixotropic behaviour and 3D printing parameters [Citation100]. They found that the thixotropic behaviour of the slurry, consisting of SiC powder and a thixotropic binder system, significantly influenced the density and mechanical properties of the printed parts. Higher viscosity led to better shape retention and increased density. Moreover, the study established a strong correlation between the density of the printed parts and their mechanical properties, such as compressive strength and Young's modulus. Bratten et al. introduced a novel approach for additive manufacturing of SiC parts using high solids loading SiC-based aqueous slurries with only 0.5 wt. % organic additives and an extrusion-based technique [Citation101]. The specimens were densified without deformation via pressureless electric field-assisted sintering, achieving >98% relative density, comparable to traditional methods like hot pressing and pressure-assisted sintering. This approach did not introduce warpage or cracking, and the parts exhibited good mechanical properties. The use of high solids loading SiC-based aqueous slurries enables the creation of intricate geometries, which is not possible with traditional methods. It’s safe to say that electric field assistance in additive manufacturing for polymers has shown promising results in achieving high-resolution printing and complex geometries. Techniques such as E-DIW and EFF have demonstrated the potential of electric field-assisted methods in enhancing the fabrication process, paving the way for further innovations in the field of polymer additive manufacturing.
Figure 4. (a) (i) Schematic of the experimental setup utilizing the perpendicular dispensing of a circular jet onto a translating substrate. A voltage applied to the governing electrode is used to facilitating smooth and speedy ink deposition by means of the E.F. (ii) no E.F. - 0 kV/mm (iii) E.F. of 2.5 kV/mm. Then, Spot-E printed at ∼ 2 mm/s from the nozzle onto Mylar belt at two different belt speeds without and with the E.F. of 2.5 kV/mm applied to the governing electrode (iv) 40 mm/s belt speed, 0 kV/mm. (v) 40 mm/s belt speed, 2.5 kV/mm. (vi) 80 mm/s belt speed, 0 kV/mm. (vii) 80 mm/s belt speed, 2.5 kV/mm [Citation98]. (b) Dielectrophoresis is used to manipulate and shape a droplet in the presence of a non-uniform electric field. (i) A sessile droplet on a non-energized electrode array. When the field is turned on, (ii) the dielectrophoretic force overcomes the viscous and capillary forces to drive the liquid along the electrode. In an interdigitated electrode array, (iii) multiple fingers are driven simultaneously forming a layer across the pattern of the electrodes to form a single layer, in this case: a gear. The distance traveled by the liquid (iv) is a function of time and (v) the cross-section of the droplet defines the liquid and device properties. (vi) Electric Field Fabrication printing process. First, a liquid droplet is deposited on an IDE. The electrodes are energized to manipulate liquid along the IDE. The inverted build plate is lowered on top of the liquid and the layer is cured. The inverted build plate is then raised and a new droplet is deposited on the IDE. This process is repeated to build a 3D structure, layer-by-layer, as each layer adheres to the previous layer on the build plate [Citation99]
![Figure 4. (a) (i) Schematic of the experimental setup utilizing the perpendicular dispensing of a circular jet onto a translating substrate. A voltage applied to the governing electrode is used to facilitating smooth and speedy ink deposition by means of the E.F. (ii) no E.F. - 0 kV/mm (iii) E.F. of 2.5 kV/mm. Then, Spot-E printed at ∼ 2 mm/s from the nozzle onto Mylar belt at two different belt speeds without and with the E.F. of 2.5 kV/mm applied to the governing electrode (iv) 40 mm/s belt speed, 0 kV/mm. (v) 40 mm/s belt speed, 2.5 kV/mm. (vi) 80 mm/s belt speed, 0 kV/mm. (vii) 80 mm/s belt speed, 2.5 kV/mm [Citation98]. (b) Dielectrophoresis is used to manipulate and shape a droplet in the presence of a non-uniform electric field. (i) A sessile droplet on a non-energized electrode array. When the field is turned on, (ii) the dielectrophoretic force overcomes the viscous and capillary forces to drive the liquid along the electrode. In an interdigitated electrode array, (iii) multiple fingers are driven simultaneously forming a layer across the pattern of the electrodes to form a single layer, in this case: a gear. The distance traveled by the liquid (iv) is a function of time and (v) the cross-section of the droplet defines the liquid and device properties. (vi) Electric Field Fabrication printing process. First, a liquid droplet is deposited on an IDE. The electrodes are energized to manipulate liquid along the IDE. The inverted build plate is lowered on top of the liquid and the layer is cured. The inverted build plate is then raised and a new droplet is deposited on the IDE. This process is repeated to build a 3D structure, layer-by-layer, as each layer adheres to the previous layer on the build plate [Citation99]](/cms/asset/6cfa0319-e514-461b-b2fe-dfcaad536ba1/nvpp_a_2256707_f0004_oc.jpg)
Several research has been conducted on the fabrication of Flexible Transparent electrode (FTE) using EFAAM. Li et. Al. used electrohydrodynamic jet printing for fabricating FTEs with controlled knot-free random metal meshes [Citation102]. A printhead with a positive voltage is gradually brought closer to the print substrate. Under the applied electric field, an electrostatic induction phenomenon occurs between the printhead and the substrate. This results in a positive polarisation charge on the lower surface of the print substrate and a negative polarisation charge on the upper surface. During the printing process, the print material forms a meniscus at the nozzle due to the combined effect of surface tension, gravity, and air pressure. When the applied electric field force overcomes the viscous force and surface tension of the printed material, the material is jetted onto the substrate. The sheet resistance variation of the manufactured FTE with random metal mesh was found to be less than 10%, demonstrating excellent reliability, stability, and environmental adaptability. Zhang et. Al. proposed a microscale hybrid additive manufacturing method for fabricating FTEs with embedded ultrafine shell–core conductive grids [Citation103]. This technique combines various processes, including template-based methods and deposition-based methods. Template-based methods involve using templates such as crack templates, gravure printing, nanoimprinting, and photolithography, followed by additive manufacturing processes like electroless plating and electroplating to deposit metals into the templates. On the other hand, the deposition-based method is a composite additive manufacturing process that combines vapour deposition, electroless plating, electroplating technology, and other technologies to create the desired structure. The printing principle involves connecting the printing nozzle directly to the positive pole of the DC power supply, redistributing the charge on the printing substrate and the material. The extruded printing material is polarised by the electric field, with their upper surfaces carrying negative charges. Zhenghao Li et. Al. fabricated FTEs with embedded metal mesh using a liquid substrate electric-field-driven jet printing technique where metal ink or nanoparticles were directly onto the substrate using a printing nozzle connected to the positive pole of a DC power supply [Citation104]. This setup applies an electric field to the liquid substrate, enabling precise control over the printing process and the formation of embedded metal meshes. The fabricated FTEs exhibit excellent optoelectronic performance, including a sheet resistance (Rs) of 6 Ω/sq and a transmittance (T) of 85.79%. Additionally, the embedded metal structure demonstrates outstanding mechanical stability and environmental suitability under different working conditions. summarises the types of AM technique used with different polymers and reinforcing materials in EFAAM and their potential application.
Table 3. Summary of polymers used in EFAAM.
3.2.2. Electric field assisted AM for metals
Electric field assistance has emerged as a promising technique to enhance AM of metals, offering improved resolution, surface quality, and material properties. Researchers have successfully employed electric and electromagnetic fields in various AM processes, such as direct writing, laser cladding, and electrospinning, to create complex structures and enhance the properties of metallic components. In one notable study, Huang et al. proposed an alternating current (AC) assisted WAAM method (as shown in (a)(i)) for controlling the microstructure of each deposited layer in the AM of titanium alloy functionally graded materials (FGMs) [Citation105]. By adjusting the AC value during deposition, they successfully regulated the microstructure of each layer, enabling the fabrication of titanium alloy FGMs with tailored mechanical properties for applications in aerospace, automotive, and other industries. (a)(ii) shows microstructure of deposited layers with different alternating currents. The deposited layers were clearly demarcated by the interfaces of each deposited layer, and the microstructures of different layers were significantly different from bottom to top. Another investigation by Zhang et al. focused on the application of hybrid ultrasonic (acoustic) and electromagnetic (UEM) fields during the laser cladding process of Inconel 718 coating [Citation106]. The hybrid UEM field, created using a self-designed support frame, led to a significant reduction in defects and improved surface roughness. Furthermore, the coating's microstructure was refined, resulting in enhanced mechanical properties such as microhardness and wear resistance.
Figure 5. (a)(i) Experimental system diagram. (ii) Microstructure of the deposited layers with different alternating current (AC) values: (a) IAC = 30 A, (b) IAC = 20 A, (c) IAC = 10 A, (d) IAC = 0 A [Citation105], I and base material. (b) Schematic diagram of Directional solidification experiment [Citation108] (c). Experimental set-up for the MEFAE [Citation109].
![Figure 5. (a)(i) Experimental system diagram. (ii) Microstructure of the deposited layers with different alternating current (AC) values: (a) IAC = 30 A, (b) IAC = 20 A, (c) IAC = 10 A, (d) IAC = 0 A [Citation105], I and base material. (b) Schematic diagram of Directional solidification experiment [Citation108] (c). Experimental set-up for the MEFAE [Citation109].](/cms/asset/28be432f-9953-43c1-8e1c-1d81834cb4c3/nvpp_a_2256707_f0005_oc.jpg)
Ouyang et al. explored the impact of an electrostatic field on the microstructure and properties of 316L stainless steel during the laser additive manufacturing (LAM) process [Citation107]. The application of a non-contact electrostatic field resulted in a higher number of fine grains and a decrease in columnar grain size, leading to improved mechanical properties like hardness and tensile strength. Kaldre et al. examined the influence of electromagnetic processing on the microstructure and mechanical properties of particle-strengthened aluminum alloys during directional solidification in AM [Citation108]. They controlled molten aluminum flow using an electromagnetic field in a laboratory-scale induction melting furnace (as shown in (b)). This approach promoted uniform particle distribution and reduced porosity, leading to an enhanced microstructure for the aluminum alloys. Song et al. presented an innovative method for fabricating magnetic nanocomposites using electric field-assisted electrospinning (shown in (c)) [Citation109]. They developed magnetic composite nanofibers with varying Gr and Fe3O4 nanoparticle ratios by incorporating a charged copper ring between a needle and two parallel magnets. This method resulted in enhanced alignment degree and conductive properties of nanofibers, with potential applications in sensing, catalysis, and drug delivery. Lastly, Huang et al. utilised an electric field to assist in direct writing and 3D printing of low-melting alloy Bi35In98 [Citation73]. They achieved a maximum deposition resolution of 4.5 μm and a minimum feature size of 8 μm by applying an electrohydrodynamic force to control molten metal flow, enabling the fabrication of complex 3D structures for potential applications in electronic devices and sensors. summarises the types of AM technique used in EFAAM with different metals and the properties that are tuned or improved.
Table 4. Summary of metals used in EFAAM.
3.3. Acoustic fields
Acoustic field-assisted manufacturing has demonstrated significant potential in particle manipulation, offering improved control over particle distribution and orientation without material constraints. An excitation frequency in the form of an acoustic field can be employed to regulate fibre orientation in additive manufacturing. Unlike magnetic or electric field-assisted manufacturing, acoustic field application does not necessitate specific properties in the reinforcing material for it to respond to the field. This technique is primarily utilised to concentrate or disperse reinforcement in specific areas of the print. However, rotating the particle may be more challenging compared to the methods mentioned earlier. By altering the voltage and frequency, the reinforcement distribution can be adjusted, enabling the emulation of continuous fibre composites, which are often challenging to work with in additive manufacturing.
3.3.1. Acoustic field assisted AM for polymers
Acoustic field-assisted AM has emerged as a promising approach for fabricating advanced polymer-based materials with enhanced properties and functionalities. Researchers have been exploring various methods that leverage the power of acoustic fields to manipulate particles during the manufacturing process, resulting in anisotropic, multi-material, and hierarchical structures with tailored properties for a wide range of applications. In a study by Lichade et al. explored and developed a novel Acoustic field-assisted Two-Photon Polymerisation (A-TPP) process that demonstrated the potential for fabricating anisotropic nanoparticle–polymer composites with spatially controlled material compositions [Citation110]. The A-TPP process involved generating an acoustic field using an acoustic transducer, which created a standing wave within a droplet containing nanoparticles and polymer precursors. The acoustic field led to the formation of a periodic pattern within the droplet, which then solidified into a composite with spatially controlled particle-polymer material compositions. Chang et al. investigated the effect of incorporating an acoustic field into an inkjet-based additive manufacturing process to improve the dispersion of carbon fibres (CF) in polydimethylsiloxane (PDMS) matrix [Citation111]. The improved dispersion resulted in a significant increase in the tensile strength and Yo’ng's modulus of the fabricated carbon fibre-reinforced PDMS (CF-PDMS) composites, demonstrating potential applications in the fabrication of high-performance composite materials. Another study by Ketki M. Lichade and Yayue Pan, a new manufacturing method was proposed for fabricating anisotropic multimaterial structures at the nano- and micro-scale [Citation112]. The method, called Acoustic-Streaming-assisted Two-Photon Polymerisation (AS-TPP), combines layer-by-layer printing and acoustic-streaming-assisted particle patterning to create anisotropic particle-polymer composites. (a) shows the schematic of the setup. The AS-TPP fabrication of an anisotropic composite layer consists of three steps. Firstly, the pure polymer region of the layer is cured using TPP process while leaving the particle-filled region empty with an inverse tapered groove design. Secondly, acoustic field (AF)-assisted microcirculation and trapping of magnetic nanoparticles (MNPs) in the grooved space of the layer is done. Finally, the curing process is carried out by laser irradiation to solidify the particle-polymer composite structure. The AS-TPP process demonstrated the potential for fabricating complex structures with high spatial resolution and controlled material properties, making it a promising candidate for applications in aerospace, sensing, soft robotics, and tissue engineering. The versatility of acoustic field-assisted manufacturing was further emphasised in a study by Lichade and Pan, which introduced the acoustic assembly photopolymerization (AAP) method for manufacturing multimaterial hierarchical surfaces with various functionalities [Citation113]. (b) shows the Schematic of AAP setup. It can be seen that the homogenously distributed particles move towards the acoustic nodes due to the actuation of acoustic fields. The AAP method employed acoustic fields to assemble particles into desired patterns and photopolymerization to fix the pattern, resulting in hierarchical structures with a wide range of geometries and materials suitable for self-cleaning, droplet manipulation, microfluidics, and biomedicine applications. The use of acoustic field-assisted projection stereolithography(A-PSL) was explored by LuLu et al. in a study focused on fabricating smart polymer composites [Citation34]. The researchers found that acoustic fields were effective in patterning microparticles into dense parallel curves or networks in the liquid resin, enabling the fabrication of multifunctional smart composite objects. Here, the authors showed in A-PSL system and manufacturing process that for different configurations of piezo elements, various micro-dispersion of particle patterns was embedded in the polymer matrix. Another study by Lichade et al. presented a novel approach for fabricating anisotropic composite structures using two-photon polymerisation (2PP) and acoustic streaming [Citation114]. The proposed method allowed for the controlled orientation of nanoparticles in the polymer matrix, resulting in anisotropic composites with tailored properties (shown in (d)). The researchers demonstrated the effectiveness of this approach by fabricating anisotropic composite structures made of polystyrene (PS) and iron oxide (Fe3O4) nanoparticles. The study also showed the potential for creating complex 3D structures with tunable anisotropy, indicating that acoustic streaming could be a valuable technique for applications in tissue engineering, photonics, and microfluidics. The integration of acoustic fields in additive manufacturing processes for polymers has opened up new possibilities for fabricating advanced materials with tailored properties and functionalities. Researchers have successfully demonstrated the use of acoustic field-assisted techniques in various additive manufacturing processes, such as Two-Photon Polymerisation, inkjet-based printing, and stereolithography. These techniques have resulted in the creation of anisotropic, multi-material, and hierarchical structures with enhanced mechanical properties and a high degree of complexity. summarises the types of AM technique used with different polymers and reinforcing materials in AFAAM and their potential application.
Figure 6. (a) The proposed AS-TPP process: (i) Schematic of the AS-TPP setup (inset: schematic of acoustic streaming assisted microcirculation within liquid droplet). Bottom of that, we see a laser beam focused into the liquid resin; (ii) patterning of NPs using acoustic streaming (inset: phase-contrast images of a single groove before and after NP trapping during the AS-TPP process). (iii) Fabrication procedure using conventional TPP process and the proposed AS-TPP process Citation112. (b) (i) Schematic of acoustic assembly photopolymerization (AAP) setup. (ii) Homogeneously distributed particles move toward acoustic nodes within the resin vat. (iii) With the actuation of the acoustic field, a strong acoustic force applied on MPs enables particle assembling into vertical and parallel stacking. (iv) Particles accumulate at the bottom of the vat along the nodal planes due to gravity113. (c) Schematic of the AF-assisted two-photon polymerization process for printing the anisotropic composite layer: (i) CAD model of the particle-filled anisotropic composite layer (top): the particle-filled region is designed with an inverse tapered shape with the Wt < Wb(bottom); (ii) two-photon polymerization of the pure polymer region of the layer at the desired voxels p( xp,yp, zp) (iii) MNPs trapping within the inverse tapered grooves by AF-assisted particle streaming, (iv) two-photon polymerization of particle-polymer composite within the groove spaces at the desired voxels p(xc,yc, zc). (v) Illustration of streaming patterns and velocity direction induced by AF actuation, (vi) relationship between acoustic input voltage and flow velocity, (vii) the time-lapse images and particle trajectories at a velocity of 0.41 μm/s. Scale bar: 10 μm114.
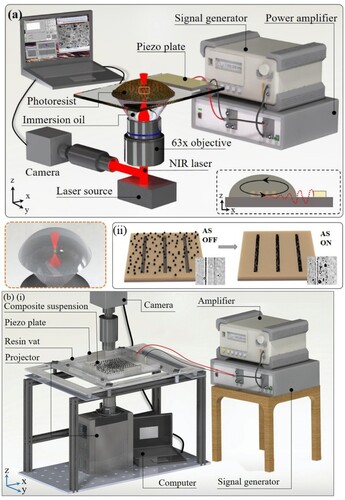
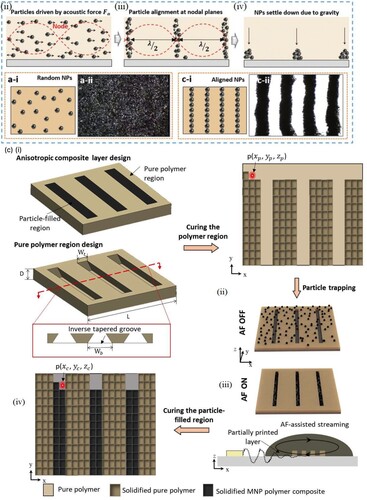
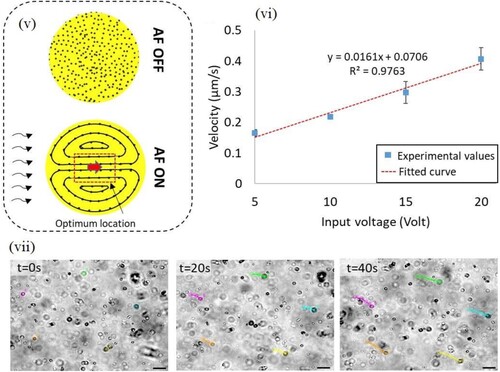
Table 5. Summary of polymers used in AFAAM.
3.3.2. Acoustic field assisted AM for metals
Fangyong Niu et al. and Yuan et al. both explore the use of acoustic field assistance in AM for metals to improve their microstructure and mechanical properties. Fangyong Niu et al. investigated ultrasonic(acoustic)-assisted laser additive manufacturing (UALAM) for enhancing the microstructure and wear resistance of TiCp/Ti6Al4 V composite coatings [Citation115]. The schematic diagram of the UALAM can be seen in (a). The coatings, deposited on a Ti6Al4 V substrate using a high-power laser system, are treated with acoustic vibration. The UALAM process results in a more uniform distribution of TiC particles, finer grain size, and better bonding between particles and matrix compared to LAM alone. The coatings exhibit a 43.5% reduction in wear rate, with TiC particles playing a significant role in wear resistance improvement. The findings suggest that UALAM can be effectively applied in various industrial applications, such as aircraft engine casings and turbine blades. Yuan et al. proposed using high-intensity ultrasound during laser and wire additive manufacturing (LWAM) to refine the microstructure of Ti6Al4V alloy [Citation116]. The setup and principle of the process and the acoustic vibration device can be seen in (b). During the LWAM process, high-intensity ultrasound was applied synchronously to treat the deposition layer. The process involved the following steps: The LWAM system initiated at point A. As the LWAM system (molten pool) moved to point C, the acoustic vibration device was activated at point B through the control systems. Then the LWAM system and the acoustic vibration device moved in tandem under the control of the manipulator's arm. When the LWAM system (molten pool) reached point E, the acoustic vibration device concurrently arrived at point D, and both systems ceased operation simultaneously. Throughout the deposition process, the specimens produced four distinct regions, as illustrated in the (b)(iii). The study demonstrates that acoustic cavitation induced by the ultrasound treatment converts coarse columnar crystals into fine ones, resulting in enhanced material properties. The refined material exhibits higher tensile strength and elongation, making acoustic vibration-assisted LWAM a promising technique for producing improved Ti6Al4V alloy parts. summarises the types of AM technique used in AFAAM with different metals and the properties that are tuned or improved.
Figure 7. (a) Schematic diagram of the follow-up acoustic assisted laser-additive manufacturing system [Citation115] (b) Set-up for LWAM assisted with acoustic vibration(i) overall arrangement diagram, (ii) an acoustic vibration device and (iii) the principle schematic of the LWAM process assisted with acoustic vibration [Citation116].
![Figure 7. (a) Schematic diagram of the follow-up acoustic assisted laser-additive manufacturing system [Citation115] (b) Set-up for LWAM assisted with acoustic vibration(i) overall arrangement diagram, (ii) an acoustic vibration device and (iii) the principle schematic of the LWAM process assisted with acoustic vibration [Citation116].](/cms/asset/f30769c4-4498-4410-be76-604d727ccec6/nvpp_a_2256707_f0007_oc.jpg)
Table 6. Summary of metals used in AFAAM.
3.3.3. Field assisted 4D printing
Recent surge of 4D printing AM has seen abundance of structures that can respond to stimuli of temperature or humidity [Citation65, Citation67, Citation73]. FAAM 4D printing utilises MF, EF or AF to provide the stimuli needed. Zhang et. al. used Electric-field-driven (EFD) microscale 3D printing that employs a microscale 3D printer to directly deposit a conductive Ag-NP paste on a substrate, subsequently sintered to create a stretchable heating circuit [Citation117]. This process utilises an electric field, generated by applying a high voltage to the printer's nozzle, to control the flow of the conductive paste for precise circuit pattern deposition. As a result, the silver paste forms a Taylor cone due to electrohydrodynamic forces before it is ejected onto the surface of the shape memory polymer (SMP) slice. One advantage of this method over traditional heating strategies is its ability to incorporate stretchable circuits with fractal motifs into 3D printed structures, facilitating exact heat control and allowing for stretching during shape programming. This feature enables the structures to be utilised in 4D printing, a fabrication process of objects that morph over time in response to external stimuli such as heat or moisture. The potential applications include flexible electronic devices, 4D printing, soft machines, shape-changing actuators and stretchable heating circuits. Podstawczyk et. al. used direct writing using an ink based on a bio-nanocomposite consisting of alginate, methylcellulose, and magnetic nanoparticles (MNPs), enabling the printing of pre-designed, high-quality 4D structures [Citation118]. The hydrogel actuators fabricated using this ink exhibit responsiveness to an applied magnetic field, thanks to the inclusion of MNPs within the hydrogel and its precursor ink. Alginate and methylcellulose serve as components of the bio-nanocomposite ink, providing the necessary rheological properties and mechanical stability for the 3D printing process. The MNPs act as nanofillers, interacting with the polymer backbone and altering the physicochemical properties of the ink. Joyee and Pan et al. incorporated magnetic particles into a soft robot's material and applied an external magnetic field to control its movement [Citation119]. The same magnetic field was also used to trigger the release of a drug payload, demonstrating the versatility of magnetic field-assisted additive manufacturing. The magnetic field was applied using a custom-built magnetic actuation system, allowing precise control of the robot's position, orientation, and drug release through magnetic hyperthermia. The setup for the magnetic field assisted projection stereolithography (M-PSL) and software interface as well as the actuated robot is shown in (a) and (b) respectively.
Figure 8. (a) Software interface to control the M-PSL prototype and the M-PSL hardware prototype and printed robot [Citation119];. (b) Schematic showing posterior and anterior leg movement along with magnets placed beneath the two legs: Resting state; Linear locomotion state and Turning locomotion state [Citation119].
![Figure 8. (a) Software interface to control the M-PSL prototype and the M-PSL hardware prototype and printed robot [Citation119];. (b) Schematic showing posterior and anterior leg movement along with magnets placed beneath the two legs: Resting state; Linear locomotion state and Turning locomotion state [Citation119].](/cms/asset/fb8cd060-f150-422b-b258-0b9f8e14b838/nvpp_a_2256707_f0008_oc.jpg)
4. Perspective and outlook on materials and application
4.1. Materials and compatibility
Magnetic, electric, and acoustic field-assisted additive manufacturing (AM) processes use a wide array of polymer and filler materials, chosen for their specific compatibility with each field and their desired applications. For a polymer and filler to be compatible with field-assisted additive manufacturing (FAAM), they must meet certain requirements that relate to both the specific additive manufacturing process being used and the intended application of the finished part. The requirements are based on the fillers responsiveness to external field, processing compatibility and other general requirements to be used in AM like, wettability and interfacial adhesion between polymer and filler material and ability to withstand high processing temperatures required in some AM. Fillers can include conductive or semi conductive particles or fibre reinforcements, which can be manipulated by external fields to create anisotropic composites with specific mechanical, thermal, and electrical properties [Citation120, Citation121]. For instance, in magnetic field-assisted AM, magnetic fillers, which can be nano- or micro-scale ferromagnetic particles, are used and their distribution is controlled by the applied magnetic field. In Electric Field Assisted Additive Manufacturing (EFAAM), fillers like thermoelectric Bi-Te alloy nanoparticles are utilised, and their dispersion is managed via electric field-assisted casting [Citation122]. As for acoustic field-assisted AM, fillers could range from particles serving mechanical, electrical, chemical, and thermal functions to smart devices with multiple functionalities. Here, the acoustic field is used to pattern these microparticles within the resin. Biopolymer materials and composites like polydimethylsiloxane (PDMS) with milled carbon fibre fillers have also been manufactured using ultrasound technology [Citation123]. It's important to note that the final properties of the created parts and their performance depend on the specific interactions between the polymer-filler system and the field used, and these interactions require careful optimisation and control.
Another important factor to consider is the ways to keep the fibre/nano-particles suspended in the resin. Smaller particles or fibres are less prone to sedimentation due to Brownian motion [Citation124]. Similarly, the shape of the particles can influence their packing density and interaction with the ink or resin, influencing their suspension [Citation125]. The fluid properties of the ink or resin, such as its viscosity and thixotropy (the property of a fluid to decrease in viscosity under shear stress and then recover its viscosity when the stress is removed), are essential to keeping particles in suspension [Citation126]. A material with high viscosity and strong thixotropy can prevent the sedimentation of particles during the printing process. The viscosity can be adjusted by changing the concentration of the resin or the size and loading of the particles. However, this method may affect the curing kinetics and mechanical properties of the resin/ink. Surface modification can be done of the fibre/particles to create electrostatic repulsion between the inks to prevent agglomeration or settling [Citation127]. The drawback is that the fibres need to have compatible surface chemistry. During the manufacturing process, continuous stirring or agitation of the resin can help maintain the suspension of particles [Citation128]. This method might not be feasible for all systems, especially those with a closed cartridge system. For open vat systems as used in some forms of Stereolithography, this can be implemented. Finally, the fibres that have magnetic or electric properties can be kept suspended using external field while printing.
When it comes to metal additive manufacturing, important engineering materials such as steel, aluminum, and titanium are often used. However, the compatibility of a particular metal with FAAM depends on various factors including its thermal properties, electrical conductivity, and magnetism. Steel, particularly stainless steel, is frequently used in additive manufacturing due to its excellent mechanical properties, corrosion resistance, and affordability. In FAAM, the application of auxiliary fields can assist in enhancing the grain structure of steels, which can lead to improvements in hardness, strength, and ductility. Titanium and its alloys are often used in additive manufacturing for aerospace and biomedical applications due to their high strength-to-weight ratio and excellent biocompatibility. FAAM can be used to modify the microstructure of titanium, improving characteristics such as hardness and wear resistance. However, not all metals are suitable for all types of additive manufacturing. For instance, copper can be difficult to process through laser-based techniques due to its high thermal conductivity and low laser absorptivity [Citation129]. FAAM may offer solutions to these challenges by utilising fields that can effectively initiate and localise the melting or sintering process.
4.2. Limitations, applications and outlook
Field-assisted additive manufacturing (FAAM) combines external fields such as magnetic fields, electric fields, and acoustic fields with traditional AM techniques to control filler orientation and, in some cases, filler concentration within the printed material [Citation130]. FAAM is a rapidly developing field with high potential, but it currently faces several limitations. The lack of theoretical models and simulation tools to accurately predict field effects on AM processes and outcomes poses a significant challenge. There's also a deficiency in understanding how field parameters influence the microstructure and properties of AM products, and the compatibility and functionality of different fields and materials in AM. Furthermore, the industry faces a dearth of innovative designs and applications for field-assisted AM, which limits the full utilisation of its capabilities. Understanding of the interaction mechanisms between fields and deposited metallic materials is also inadequate, limiting the ability to manipulate these interactions for desired outcomes. Finally, the field is limited by unreliable quality control, a shortage of new materials and alloys for metal AM, poor surface finish and dimensional accuracy of products, high costs, and substantial energy consumption. Magnetic field-assisted AM offers potential advancements in areas like untethered robotics, flexible electronics, and materials with enhanced mechanical and thermal properties. However, few current filler materials respond to magnetic fields, and coating non-responsive fillers with magnetic materials has proven challenging. Matrix materials, primarily composed of polymers, also face issues like low tensile strength and low-temperature resistance. Furthermore, the generation and control of large magnetic fields necessary for this process add to the costs and complexity. Electric field-assisted AM offers an advantage over its magnetic counterpart by being compatible with a wider range of filler materials. Despite the challenge of requiring high voltage, this method has already shown promise in improving material properties. Future work may involve the creation of conductive polymeric structures, electromagnetic interference shielding devices, and 3D structures from piezoelectric polymers for use in sensors, actuators, or energy storage devices. Further research could focus on developing materials that are more sensitive to electric fields, eliminating the need for large fields for dipole reorientation. Innovative approaches like optically controlled electrodeposition and ion-plating offer potential for intricate patterning on polymers and freeform surfaces, proving beneficial for placing micro-sensors, solar cells, and transistors. Another potential area could be to employ machine learning in optimising the process parameters, in situ monitoring of the process under varying field assisted methods and testing their effectiveness and relevance with an induction algorithm [Citation131, Citation132]. Field-Assisted Sintering Technology (FAST) is yet to be applied to powder-bed AM processes, but its introduction could lead to the development of controlled anisotropic composites. Among these methods, acoustic field-assisted AM stands out for its versatility in manipulating a variety of filler materials. This technology has found success in integrating acoustic fields into AM for manipulating solid fillers, with applications in biomimetic anisotropic composites, functional multi-material objects, and hydrogels for bio-applications. However, hardware design limitations, product complexity constraints, and limited exploration of multi-phase mixtures pose challenges. Ongoing work in machine design and process development, together with novel approaches to generate complex acoustic fields, could expand the scope of acoustic field-assisted AM. Future research could exploit the advantages of acoustic fields, such as minimal damage to living cells, versatile material controllability, and material choice flexibility, fostering breakthroughs in creating next-generation functional materials for bio-applications and engineering applications.
The potential applications of field-assisted AM are vast, spanning across various industries. The use of magnetic fields in AM can orient magnetic particles within a polymer matrix to produce parts with controlled magnetic anisotropy. Such parts are potentially useful in applications like sensors, actuators, and data storage devices. Similarly, applying an electric field can orient electrically conductive fillers within a polymer matrix, leading to parts with controlled electrical conductivity. This characteristic is potentially useful in electronic applications. In another scenario, the use of an acoustic field can help distribute and align fibres within a polymer matrix, enhancing the mechanical strength of the produced part. This approach is advantageous in producing parts requiring high strength-to-weight ratios, such as in the aerospace and automotive industries. Additionally, this technology offers significant potential for personalised and customised solutions in the medical and dental fields, where every patient is unique and requires tailored treatments [Citation133].
5. Conclusion
Recent years have seen considerable advancements in FAAM and 4D printing methods, making use of MF, EF, and AF. These technologies have effectively tailored microstructures, enhanced mechanical properties, and addressed technical challenges. However, more progress is needed in multiple areas. This includes developing more robust theoretical models and simulation tools, conducting extensive studies on how field parameters affect AM product properties, and investigating the compatibility of various fields and materials in AM more systematically. Further experimental and numerical studies to comprehend the influence of fields on AM processes and product properties are essential, along with improving the standardisation and optimisation of processes. The need also exists to explore new fields and materials for AM, enhance quality control methods, and improve the surface finish and dimensional accuracy of products. Other areas of focus should include cost and energy reduction, better methods for filler material distribution in polymer AM, and the design and optimisation of microstructures for improved composite performance. A deeper understanding of interfacial bonds, fibre-matrix interactions, and layer adhesion is crucial for additively manufactured composites to match the mechanical strength of bulk materials while maintaining multifunctional properties. This understanding is key to bridging the gap between parts produced using field-assisted AM technologies and 4D printing methods, facilitating further innovations in materials, methodologies, and applications. The successful application of FAAM depends on the compatibility of the selected polymer and filler material and the external field applied. This compatibility affects the manipulation and orientation of the fillers within the polymer matrix, influencing the final product properties. The chosen material should also tolerate AM processing conditions, such as the high temperatures encountered in FDM and SLS methods. Future research and development are likely to expand the range of suitable polymers and filler materials, thus broadening the application scope of FAAM.
Acknowledgements
We thank High-Performance Materials Institute for the opportunity to work and continue the research.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Berman B. 3-D printing: the new industrial revolution. Bus Horiz. 2012;55:155–162.
- Yang J, Baker EC, Ware HO, et al. 3d printing of biomedical implants, 20180117219, 2018.
- Sheynin D, Bovalino YM. This is what A 3D printed jet engine looks like. GE Reports. 2017. Available from: https://www.ge.com/news/reports/treat-avgeeks-inside-look-ges-3d-printed-aircraft-engine.
- The perfect fit: carbon + adidas collaborate to upend athletic footwear, carbon. Available from: https://www.carbon3d.com/resources/case-study/adidas.
- Matthews FL, Rawlings RD. Composite materials: engineering and science. CRC Press; 1999.
- Gibson Lorna J. The hierarchical structure and mechanics of plant materials. J R Soc Interface. 2012;9:2749–2766.
- Wegst UGK, Bai H, Saiz E, et al. Bioinspired structural materials. Nat Mater. 2015;14:23–36.
- Wohlers T. Annual worldwide progress report; Wohler Associates Inc.: Fort Collins. 4 (2002).
- Gibson RF. A review of recent research on mechanics of multifunctional composite materials and structures. Compos Struct. 2010;92:2793–2810.
- Wu WZ, Geng P, Zhao J, et al. Manufacture and thermal deformation analysis of semicrystalline polymer polyether ether ketone by 3D printing. Mater Res Innov. 2014;18:5-12-5–16.
- Yang C, Tian X, Li D, et al. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J Mater Process Technol. 2017;248:1–7.
- Annoni M, Giberti H, Strano M. Feasibility study of an extrusion-based direct metal additive manufacturing technique. Procedia Manuf. 2016;5:916–927.
- Gonzalez-Gutierrez J, Cano S, Schuschnigg S, et al. Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: a review and future perspectives. Materials (Basel). 2018;11:840.
- Lieberwirth C, Harder A, Seitz H. Extrusion based additive manufacturing of metal parts. J Mech Eng Autom. 2017;7:79–83.
- Ren L, Zhou X, Song Z, et al. Process parameter optimization of extrusion-based 3D metal printing utilizing PW–LDPE–SA binder system. Materials (Basel). 2017;10:305.
- Lewis JA, Smay JE, Stuecker J, et al. Direct ink writing of three-dimensional ceramic structures. J Am Ceram Soc. 2006;89:3599–3609.
- Yang H, Yang S, Chi X, et al. Fine ceramic lattices prepared by extrusion freeforming. J Biomed Mater Res B Appl Biomater. 2006;79B:116–121.
- Van Der Klift F, Koga Y, Todoroki A, et al. 3D printing of continuous carbon fibre reinforced thermo-plastic (CFRTP) tensile test specimens. Open J Compos Mater. 2016;6:18–27.
- Sand IDT. Thermosetting resins for use in a material extrusion process in additive manufacturing. U.S. Patent 9,707,717, (2017).
- Chung H, Das S. Processing and properties of glass bead particulate-filled functionally graded nylon-11 composites produced by selective laser sintering. Mater Sci Eng A. 2006;437:226–234.
- Zhong W, Li F, Zhang Z, et al. Short fiber reinforced composites for fused deposition modeling. Mater Sci Eng A. 2001;301:125–130.
- Tekinalp HL, Kunc V, Velez-Garcia GM, et al. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos Sci Technol. 2014;105:144–150.
- Patton ST, Chen C, Hu J, et al. Characterization of thermoplastic polyurethane (TPU) and Ag-carbon black TPU nanocomposite for potential application in additive manufacturing. Polymers (Basel). 2017;9:6.
- Nikzad M, Masood SH, Sbarski I. Thermo-mechanical properties of a highly filled polymeric composites for fused deposition modeling. Mater Des. 2011;32:3448–3456.
- Ne C, Elston E, Burfeindt M, et al. A fundamental study of printed ink resiliency for harsh mechanical and thermal environmental applications. Addit Manuf. 2018;20:156–163.
- Love LJ, Kunc V, Rios O, et al. The importance of carbon fiber to polymer additive manufacturing. J Mater Res. 2014;29:1893–1898.
- Weng Z, Wang J, Senthil T, et al. Mechanical and thermal properties of ABS/montmorillonite nanocomposites for fused deposition modeling 3D printing. Mater Des. 2016;102:276–283.
- Hwang S, Reyes EI, Moon K, et al. Thermo-mechanical characterization of metal/polymer composite filaments and printing parameter study for fused deposition modeling in the 3D printing process. J Electron Mater. 2015;44:771–777.
- Isakov DV, Lei Q, Castles F, et al. 3D printed anisotropic dielectric composite with meta-material features. Mater Des. 2016;93:423–430.
- Parandoush P, Lin D. A review on additive manufacturing of polymer-fiber composites. Compos Struct. 2017;182:36–53.
- Rajak DK, Pagar DD, Menezes PL, et al. Fiber-Reinforced polymer composites: manufacturing, properties, and applications. Polymers (Basel). 2019;11:1–4.
- Sames WJ, List FA, Pannala S, et al. The metallurgy and processing science of metal additive manufacturing. Int Mater Rev. 2016;61:315–360.
- Kokkinis D, Schaffner M, Studart AR. Multimaterial magnetically assisted 3D printing of composite materials. Nat Commun. 2015;6:8643.
- LuLu T, HuShan P. Acoustic field-assisted particle patterning for smart polymer composite fabrication in stereolithography. 3D Printing Addit Manuf. 2018;5:151–159.
- Guo Y, Batra S, Chen Y, et al. Roll to roll electric field “Z” alignment of nanoparticles from polymer solutions for manufacturing multifunctional capacitor films. ACS Appl Mater Interfaces. 2016;8:18471–18480.
- Erb RM, Sebba DS, Lazarides AA, et al. Magnetic field induced concentration gradients 1 in magnetic nanoparticle suspensions: theory and experiment. J Appl Phys. 2008;103:063916.
- Chen Y, Guo Y, Batra S, et al. Transparent and through thickness conductive polystyrene films using external magnetic fields for “Z” alignment of nickel nanoparticles. Nanoscale. 2015;7:14636–14642.
- Qiang Z, Guo Y, Liu H, et al. Large-Scale roll-to-roll fabrication of ordered mesoporous materials using resol-assisted cooperative assembly. ACS Appl Mater Interfaces. 2015;7:4306–4310.
- González-Henríquez CM, Sarabia-Vallejos MA, Rodriguez-Hernandez J. Polymers for additive manufacturing and 4D-printing: materials, methodologies, and biomedical applications. Prog Polym Sci. 2019;94:57–116.
- Pat CW. H. U. S. vol. 4575330 (1984).
- Al Rashid A, Ahmed W, Khalid MY, et al. Vat photopolymerization of polymers and polymer composites: processes and applications. Addit Manuf. 2021;47:102279.
- Pawar AA, Saada G, Cooperstein I, et al. High-performance 3D printing of hydrogels by water-dispersible photoinitiator nanoparticles. Sci Adv. 2016; 2:e1501381.
- Yin H, Ding Y, Zhai Y, et al. CrossRef CAS. 2018;9:1.
- Nakamoto T, Kojima S. Layered thin film micro parts reinforced with aligned short fibers in laser stereolithography by applying magnetic field. J Adv Mech Des Syst Manuf. 2012;6:849–858.
- Martin JJ, Fiore BE, Erb RM. Designing bioinspired composite reinforcement architectures via 3D magnetic printing. Nat Commun. 2015;6:8641.
- Holmes LR, Riddick JC. Research summary of an additive manufacturing technology for the fabrication of 3D composites with tailored internal structure. JOM. 2014;66:270–274.
- Yunus DE, Sohrabi S, He R, et al. Acoustic patterning for 3D embedded electrically conductive wire in stereolithography. J Micromech Microeng. 2017;27:045016.
- Yang Y, Song X, Li X, et al. Recent progress in biomimetic additive manufacturing technology: from materials to functional structures. Adv Mater. 2018; 30:1706539.
- Greenhall J, Raeymaekers B. 3D printing macroscale engineered materials using ultrasound directed self-assembly and stereolithography. Adv Mater Technol. 2017;2:1700122.
- Lu L, Guo P, Pan Y. Magnetic-field-assisted projection stereolithography for three-dimensional printing of smart structures. J Manuf Sci Eng. 2017;139:071008.
- Farahani RD, Dubé M, Therriault D. Three-dimensional printing of multifunctional nanocomposites: manufacturing techniques and applications. Adv Mater. 2016;28:5794–5821.
- Ladd C, So J-H, Muth J, et al. 3D printing of free standing liquid metal microstructures. Adv Mater. 2013;25:5081–5085.
- Mostafaei A, Kimes KA, Stevens EL, et al. Microstructural evolution and magnetic properties of binder jet additive manufactured Ni-Mn-Ga magnetic shape memory alloy foam. Acta Mater. 2017;131:482–490.
- Ryder MA, Lados DA, Iannacchione GS, et al. Fabrication and properties of novel polymer-metal composites using fused deposition modeling. Compos Sci Technol. 2018;158:43–50.
- Kalita SJ, Bose S, Hosick HL, et al. Development of controlled porosity polymer-ceramic composite scaffolds via fused deposition modeling. Mater Sci Eng: C. 2003;23:611–620.
- Suwanpreecha C, Manonukul A. A review on material extrusion additive manufacturing of metal and How It compares with metal injection moulding. Metals (Basel). 2022;12:4.
- Gunduz IE, McClain MS, Cattani P, et al. 3D printing of extremely viscous materials using ultrasonic vibrations. Addit Manuf. 2018;22:98–103.
- Kim Y, Yuk H, Zhao R, et al. Printing ferromagnetic domains for untethered fast-transforming soft materials. Nature. 2018;558:274–279.
- Park Y-G, An HS, Kim J-Y, et al. High-resolution, reconfigurable printing of liquid metals with three-dimensional structures. Sci Adv. 2019; 5:eaaw2844.
- Skylar-Scott MA, Mueller J, Visser CW, et al. Voxelated soft matter via multimaterial multinozzle 3D printing. Nature. 2019;575:330–335.
- Sriphutkiat Y, Kasetsirikul S, Ketpun D, et al. Cell alignment and accumulation using acoustic nozzle for bioprinting. Sci Rep. 2019;9:17774.
- Li G, Zhao J, Wu W, et al. Effect of ultrasonic vibration on mechanical properties of 3D printing Non-crystalline and semi-crystalline polymers. Materials (Basel). 2018;11:4–10.
- Bourell DL, Marcus HL, Barlow JW, et al. Selective laser sintering of metals and ceramics. Int J Powder Metall. 1992;28:369–381.
- Yu W, Sing SL, Chua CK, et al. Influence of re-melting on surface roughness and porosity of AlSi10Mg parts fabricated by selective laser melting. J Alloys Compd. 2019;792:574–581.
- Ding Z, Yuan C, Peng X, et al. Direct 4D printing via active composite materials. Sci Adv. 2017; 3:e1602890.
- de Marco C, Pané S, Nelson BJ. 4D printing and robotics. Sci Rob. 2018;3:eaau0449.
- Sydney Gladman A, Matsumoto EA, Nuzzo RG, et al. Biomimetic 4D printing. Nat Mater. 2016;15:413–418.
- Caputo MP, Berkowitz AE, Armstrong A, et al. 4D printing of net shape parts made from Ni-Mn-Ga magnetic shape-memory alloys. Addit Manuf. 2018;21:579–588.
- Scheithauer U, Weingarten S, Johne R, et al. Ceramic-Based 4D components: additive manufacturing (AM) of ceramic-based functionally graded materials (FGM) by thermoplastic 3D printing (T3DP). Materials (Basel). 2017;10:1–6.
- Liu G, Zhao Y, Wu G, et al. Origami and 4D printing of elastomer-derived ceramic structures. Sci Adv. 2018; 4:eaat0641.
- Zhao H, Li K, Han M, et al. Buckling and twisting of advanced materials into morphable 3D mesostructures. Proc Natl Acad Sci USA. 2019;116:13239–13248.
- Momeni F, Liu X, Ni J. A review of 4D printing. Mater Des. 2017;122:42–79.
- Huang L, Jiang R, Wu J, et al. Ultrafast digital printing toward 4D shape changing materials. Adv Mater. 2017;29:1605390.
- Zhu P, Yang W, Wang R, et al. 4D printing of complex structures with a fast response time to magnetic stimulus. ACS Appl Mater Interfaces. 2018;10:36435–36442.
- Lui YS, Sow WT, Tan LP, et al. 4D printing and stimuli-responsive materials in biomedical aspects. Acta Biomater. 2019;92:19–36.
- Hendrikson WJ, Rouwkema J, Clementi F, et al. Towards 4D printed scaffolds for tissue engineering: exploiting 3D shape memory polymers to deliver time-controlled stimulus on cultured cells. Biofabrication. 2017;9:031001.
- Miao S, Zhu W, Castro NJ, et al. 4D printing smart biomedical scaffolds with novel soybean oil epoxidized acrylate. Sci Rep. 2016;6:27226.
- Kuang X, Chen K, Dunn CK, et al. 3D printing of highly stretchable, shape-memory, and self-healing elastomer toward novel 4D printing. ACS Appl Mater Interfaces. 2018;10:7381–7388.
- Han D, Yang C, Fang NX, et al. Rapid multi-material 3D printing with projection micro-stereolithography using dynamic fluidic control. Addit Manuf. 2019;27:606–615.
- Collino RR, Ray TR, Fleming RC, et al. Begley,M.R.deposition of ordered two-phase materials using microfluidic print nozzles with acoustic focusing. Extrem Mech Lett. 2016;8:96–106.
- Dubinin ON, Chernodubov DA, Kuzminova YO, et al. Gradient soft magnetic materials produced by additive manufacturing from non-magnetic powders. J Mater Process Technol. 2022;300:117393.
- Suppan M, Huber C, Mathauer K, et al. In-situ alignment of 3D printed anisotropic hard magnets. Sci Rep. 2022;12:17590.
- Roy M, Tran P, Dickens T, et al. Effects of geometry constraints and fiber orientation in field assisted extrusion-based processing. Addit Manuf. 2020;32:101022.
- Henderson L, Zamora S, Ahmed TN, et al. Altering magnetic properties of iron filament PLA using magnetic field assisted additive manufacturing (MFAAM). J Magn Magn Mater. 2021;538:168320.
- Safaee S, Chen RK. Development of a design and characterization framework for fabrication of functionally graded materials using magnetic field-assisted digital light processing stereolithography. J Manuf Process. 2021;67:314–324.
- Joyee EB, Pan Y. Investigation of a magnetic-field-assisted stereolithography process for printing functional part with graded materials. 2020 International Symposium on Flexible Automation, 2020 July 8–9; ASME; 2020. doi:10.1115/ISFA2020-9650
- Joralmon D, Amonoo E, Zhu Y, et al. Magnetic field-assisted 3D printing of limpet teeth inspired polymer matrix composite with compression reinforcement. ASME 2021 16th International Manufacturing Science and Engineering Conference, 2021 June 21–25. doi:10.1115/MSEC2021-61050.
- Al-Milaji KN, Hadimani RL, Gupta S, et al. Inkjet printing of magnetic particles toward anisotropic magnetic properties. Sci Rep. 2019;9:16261.
- Zhao R, Chen C, Shuai S, et al. Enhanced mechanical properties of Ti6Al4 V alloy fabricated by laser additive manufacturing under static magnetic field. Mater Res Lett. 2022;10:530–538.
- Khan MY, Rao PS, Pabla BS. An experimental study on magnetic field-assisted-EDM process for inconel-625. Adv Mater Process Technol. 2022: 1–27. doi:10.1080/2374068x.2022.2036450
- Zhou H, Song C, Yang Y, et al. The microstructure and properties evolution of SS316L fabricated by magnetic field-assisted laser powder bed fusion. Mater Sci Eng A. 2022;845:143216.
- Li G, Wang Z, Yao L, et al. Concentration mixing and melt pool solidification behavior during the magnetic field assisted laser cladding of Fe-Cr-based alloy on 45 steel surface. Surf Coat Technol. 2022;445:128732.
- Wang J, Wang Y, Shi J, et al. Effect of external magnetic field on the microstructure of 316L stainless steel fabricated by directed energy deposition. Volume 2B: Adv Manuf. 2019. doi:10.1115/imece2019-12122
- Wang Y, Chen X, Shen Q, et al. Effect of magnetic field on the microstructure and mechanical properties of inconel 625 superalloy fabricated by wire arc additive manufacturing. J Manuf Process. 2021;64:10–19.
- Wu P-Y, Hirtler M, Bambach M, et al. Effects of build- and scan-directions on magnetic field-assisted finishing of 316L stainless steel disks produced with selective laser melting. CIRP J Manuf Sci Technol. 2020;31:583–594.
- Zhao W, Wei Y, Zhang X, et al. Comparative investigation of wire arc additive manufacturing of Al-5%Mg alloy with and without external alternating magnetic field. Int J Adv Manuf Technol. 2022;119:2571–2587.
- Holmes J. Micro-Composite fabrication via field-aided laminar composite (FALCom) processing. Adelphi (MD): US Army Research Laboratory; 2012.
- Plog J, Jiang Y, Pan Y, et al. Electrostatically-assisted direct ink writing for additive manufacturing. Addit Manuf. 2021;39:101644.
- Duncan JL, Schultz J, Barlow Z, et al. Introducing electric field fabrication: a method of additive manufacturing via liquid dielectrophoresis. Addit Manuf Lett. 2023;4:100107.
- Chen R, Bratten A, Rittenhouse J, et al. Additive manufacturing of complexly shaped SiC with high density via extrusion-based technique – effects of slurry thixotropic behavior and 3D printing parameters. Ceram Int. 2022;48:28444–28454.
- Bratten A, Chen R, Rittenhouse J, et al. Improved additive manufacturing of silicon carbide parts via pressureless electric-field assisted sintering. Int J Appl Ceram Technol. 2022. doi:10.1111/ijac.14105
- Li H, Zi D, Zhu X, et al. Electric field driven printing of repeatable random metal meshes for flexible transparent electrodes. Opt Laser Technol. 2023;157:108730.
- Zhang H, Zhu X, Zhou J, et al. Microscale hybrid additive manufacturing of ultra-fine, embedded Cu/Ag(shell)–P4VP(core) grid for flexible transparent electrodes. Adv Mater Technol. 2023;8:2201580.
- Li Z, Li H, Zhu X, et al. Directly printed embedded metal mesh for flexible transparent electrode via liquid substrate electric-field-driven Jet. Adv Sci. 2022;9:2105331.
- Huang J, Liu G, Yu X, et al. Microstructure regulation of titanium alloy functionally gradient materials fabricated by alternating current assisted wire arc additive manufacturing. Mater Des. 2022;218:110731.
- Zhang T, Zhou J, Lv J, et al. A novel hybrid ultrasonic and electromagnetic field assisted laser cladding: experimental study and synergistic effects. J Mater Process Technol. 2022;307:117658.
- Ouyang W, Xu Z, Liu Y, et al. Effect of non-contact electrostatic field on controlling the microstructure of 316L during laser additive manufacturing process. Other Conferences. 2020:11717.
- Kaldre I, Milgravis M, Milgrāvis M, et al. Electromagnetic processing during directional solidification of particle-strengthened aluminum alloys for additive manufacturing. Proceedings of The 1st international electronic conference on metallurgy and metals 3, 19; 2021.
- Song Y, Xu L, Xu L, et al. Fabrication and characterization of magnetic nanocomposites by electric fields assisted electrospinning. Therm Sci. 2019;23:2365–2372.
- Lichade KM, Pan Y. Acoustic field-assisted two-photon polymerization process. J Manuf Sci Eng-Trans ASME. 2021;143:104501.
- Liu C, Pandit PP, Parsons C, et al. Acoustic field-assisted inkjet-based additive manufacturing of carbon fiber-reinforced polydimethylsiloxane composites. J Manuf Process. 2022;80:87–94.
- Lichade KM, Hu S, Hu S, et al. Two-photon polymerization of anisotropic composites using acoustic streaming. Manuf Lett. 2021. doi:10.1016/j.mfglet.2021.09.001
- Lichade KM, Pan Y. Fast and simple fabrication of multimaterial hierarchical surfaces using acoustic assembly photopolymerization (AAP). Adv Mater Interfaces. 2023;10:2201981.
- Lichade KM, Pan Y. 3D printing of anisotropic multimaterial structures using acoustic streaming-assisted Two-photon polymerization. Manuf Lett. 2022;33:644–655.
- Niu F, Li Y, Song C, et al. Microstructure and wear resistance of TiCp/Ti6Al4 V composite coatings by follow-Up ultrasonic-assisted laser additive manufacturing. Coatings. 2022;12:986–986.
- Yuan D, Shao S, Guo C, et al. Grain refining of Ti-6Al-4V alloy fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Ultrason Sonochem. 2021;73:105472.
- Zhang YF, Li Z, Li H, et al. Fractal-Based stretchable circuits via electric-field-driven microscale 3D printing for localized heating of shape memory polymers in 4D printing. ACS Appl Mater Interfaces. 2021;13:41414–41423.
- Podstawczyk D, Nizioł M, Szymczyk P, et al. 3D printed stimuli-responsive magnetic nanoparticle embedded alginate-methylcellulose hydrogel actuators. Addit Manuf. 2020;34:101275.
- Joyee EB, Pan Y. Additive manufacturing of multi-material soft robot for on-demand drug delivery applications. J Manuf Process. 2020;56:1178–1184.
- Sola A, Trinchi A, Hill AJ. Self-assembly meets additive manufacturing: bridging the gap between nanoscale arrangement of matter and macroscale fabrication. Smart Mater Manuf. 2023;1:100013.
- Ryan KR, Down MP, Hurst NJ, et al. Additive manufacturing (3D printing) of electrically conductive polymers and polymer nanocomposites and their applications. eScience. 2022;2:365–381.
- Decker B, Gan Y. Electric field-assisted additive manufacturing polyaniline based composites for thermoelectric energy conversion. J Manuf Sci Eng. 2015;137:024504.
- Zhang X, Zhang H, Li D, et al. Highly thermally conductive and electrically insulating polydimethylsiloxane composites prepared by ultrasonic-assisted forced infiltration for thermal management applications. Compos Part B: Eng. 2021;224:109207.
- Chung HS, Hogg R. The effect of Brownian motion on particle size analysis by sedimentation. Powder Technol. 1985;41:211–216.
- Kyrylyuk AV, Philipse AP. Effect of particle shape on the random packing density of amorphous solids. Phys Status Solidi (A). 2011;208:2299–2302.
- Foernzler E, Martin A, Banker G. The effect of thixotropy on suspension stability. J Am Pharm Assoc. 2006;49:249–252.
- Sodipo BK, Aziz AA. Recent advances in synthesis and surface modification of superparamagnetic iron oxide nanoparticles with silica. J Magn Magn Mater. 2016;416:275–291.
- Hosseini S, Patel D, Ein-Mozaffari F, et al. Study of solid–liquid mixing in agitated tanks through electrical resistance tomography. Chem Eng Sci. 2010;65:1374–1384.
- Saccone MA, Gallivan RA, Narita K, et al. Additive manufacturing of micro-architected metals via hydrogel infusion. Nature. 2022;612:685–690.
- Safaee S, Schock M, Joyee EB, et al. Field-assisted additive manufacturing of polymeric composites. Addit Manuf. 2022;51:102642.
- Sing SL, Kuo C-N, Shih C-T, et al. Perspectives of using machine learning in laser powder bed fusion for metal additive manufacturing. Virtual Phys Prototyp. 2021;16:372–386.
- Qin J, et al. Research and application of machine learning for additive manufacturing. Addit Manuf. 2022;52:102691.
- Hu Y, Hu Y. Recent progress in field-assisted additive manufacturing: materials, methodologies, and applications. Mater Horiz. 2021;8:885–911.