
ABSTRACT
The dynamic landscape of additive manufacturing (AM) is undergoing a transformative phase with the advent of multiple wire arc AM (MWAAM) processes. This systematic review offers an exhaustive exploration of the latest advancements and multifaceted applications of these innovative techniques within the realms of AM and welding. Prominently discussed processes encompass Bi-Metallic Wire Arc Additive Manufacturing, Twin Wire Arc Additive Manufacturing, Tandem Gas Metal Arc Welding, Twin-Wire Plasma Arc Additive, and Hybrid Wire Arc Additive Manufacturing. These techniques, instrumental in fabricating an array of materials from titanium aluminides to low-carbon steel, underscore the versatility and potential of modern AM. The application breadth spans key industries such as aerospace, naval, automotive, and energy, highlighting the ubiquity and relevance of these processes. While they promise enhanced productivity, improved material attributes, and economic efficiencies, challenges persist, including the need for meticulous parameter control, an in-depth grasp of foundational physics, and the development of sophisticated predictive models. Projecting into the future of AM, this review anticipates a harmonised integration of computational advancements with automation, positioning these MWAAM processes as pivotal in the next wave of manufacturing innovations.
1. Introduction
Additive manufacturing (AM) has ushered in a paradigm shift in traditional manufacturing methodologies, facilitating the production of geometrically complex and tailored components [Citation1]. A particular technique within the vast landscape of AM, Wire Arc Additive Manufacturing (WAAM), offers unique benefits derived from its utilisation of wire feedstocks and foundational principles rooted in arc welding processes [Citation2]. By employing an electric arc as the heat source, WAAM provides an efficient and economical avenue for creating large-scale, dense components. This economic efficiency is further accentuated by the inherent cost benefits of metal wires when compared to equivalent powdered materials [Citation3]. Additionally, the potential to retrofit existing arc welding setups to accommodate WAAM offers industries an accessible and cost-effective transition into the AM sphere.
The mechanics of WAAM revolves around the precise melting and deposition of multiple wires, consolidating them in a layer-by-layer fashion to construct the final component [Citation4,Citation5]. As a member of the direct energy deposition (DED) family of AM techniques, WAAM has found applicability across various sectors. Industries such as aerospace, marine, and energy have adopted WAAM for diverse applications, from constructing aerospace components like wing ribs to marine applications like ship propellers [Citation6].
Emerging from the core principles of WAAM is the Multiple-Wire Arc Additive Manufacturing (MWAAM) technique [Citation7]. This approach broadens the capabilities of traditional WAAM by incorporating varied wire feedstocks in a single production setup. Such an integration permits the construction of components with spatially distinct material properties, thereby offering designers and engineers a broader canvas to optimise component properties based on localised needs. Despite the numerous advantages of MWAAM, there are inherent challenges and limitations that must be addressed for successful implementation [Citation8]. Post-processing steps may be required to achieve the desired surface finish and dimensional accuracy [Citation9]. To ensure optimal process stability and quality, factors such as wire compatibility, deposition rate, and controlled material mixing need to be meticulously managed [Citation10]. Additionally, specialised equipment and skilled operators are necessary to achieve consistent and reliable results [Citation11].
In this systematic review, we have laid out a clear and methodical plan to delve deep into the intricacies of multiple wire processes in additive manufacturing. We commence with a systematic literature review, leveraging keyword co-occurrence analysis sourced from the reputable Web of Science and Scopus databases. This foundational groundwork sets the stage for our subsequent exploration. In the ensuing sections, we delve into the nuanced process parameters involved in MWAAM, shedding light on aspects such as wire arrangement and feed rate, motion control, and gas flow dynamics. Our discourse then transitions to the diverse materials employed in MWAAM, encompassing alloys, composites, ceramics, and the innovative realm of metamaterials. Quality control and optimisation in MWAAM take centre stage thereafter, offering insights into the meticulous practices ensuring excellence. As we approach the culmination, we engage in a critical discussion on the challenges and promising future directions of MWAM. The review draws to a close with a reflective conclusion, encapsulating our key findings and perspectives.
2. Systematic literature review process
An extensive literature review and text mining study were conducted to systematically explore, assess, and analyse the wealth of published literature on the application of multiple-wire arc additive manufacturing (MWAAM) from 2000 to 2022. The methodology employed for this study is presented in , providing an overview of the overall process. To identify and evaluate relevant publications, a systematic literature review approach was adopted, involving a meticulous examination of existing data and findings from other researchers pertaining to the research issue or questions under investigation [Citation12].
Table 1. Methodology for conducting the systematic literature review in this analysis.
The review process encompassed several crucial steps, starting with the formulation of well-defined research questions. Subsequently, pertinent studies were identified, collected, and subjected to a rigorous selection and evaluation process. To ensure that only appropriate primary research efforts were included, a set of specific exclusion and inclusion criteria was applied. By employing these criteria, the study ensured the selection of high-quality and relevant publications, essential for the validity and reliability of the subsequent analyses.
To provide a comprehensive overview of the primary research topics and directions related to MWAAM, advanced keyword co-occurrence and clustering analysis techniques were employed [Citation13,Citation14]. These powerful text-mining methods enabled the extraction of meaningful relationships between keywords and the identification of clusters of related terms within the collected publications. By employing these cutting-edge techniques, the study delved into the diverse facets of MWAAM research, uncovering emerging trends and common themes.
2.1. Bibliometric analysis
In this section, the trends in research publications specifically related to the search query defined earlier have been investigated. In order to gauge the growth and prominence of multiple wire arc additive manufacturing (MWAM) as a research area, a comprehensive bibliometric analysis was conducted, starting with the annual number of research publications (). The bibliometric analysis revealed interesting insights into the evolution of MWAM research over the years.
Figure 1. Annual number of citations and research publications conducted on the topic of MWAM.
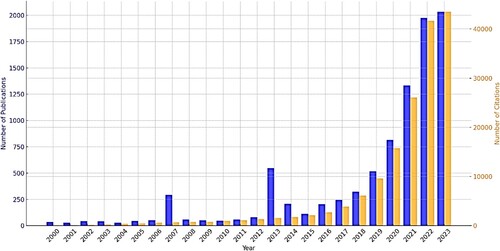
In recent years, there has been a discernible uptick in research activity surrounding multiple wire additive manufacturing, as evidenced by the escalating number of publications in this domain (). This surge not only signifies burgeoning interest among researchers but also underscores the potential benefits and advancements multiple wire techniques might bring to the additive manufacturing landscape. Complementing this observation, the substantial and growing number of citations associated with these publications indicates their profound impact on the field. Such a high citation count typically alludes to the seminal nature of these findings, suggesting that they either lay foundational knowledge or introduce pioneering results that resonate with and influence peers in the domain.
An extensive bibliometric analysis through Web of Science and Scopus platforms was performed to identify relevant research works in the field of welding processes. These two widely recognised databases were utilised to comprehensively gather and assess the wealth of scholarly literature related to welding technology. The bibliometric analysis enabled the systematic examination of a diverse range of research studies, allowing for the identification and inclusion of highly pertinent works from reputable journals.
2.2. Analysis of web of science data
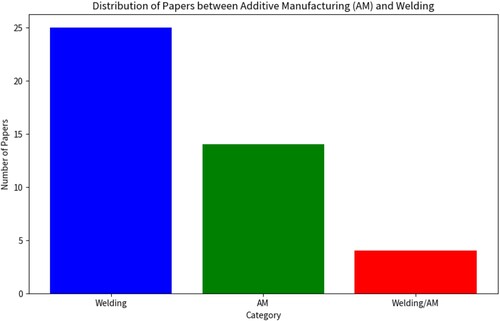
After the application of the predefined search query combined with specific inclusion and exclusion criteria, a select compilation of 47 pertinent references was discerned and procured from the Web of Science platform. This compilation offers a deep dive into both welding and additive manufacturing (AM) processes, with a particular emphasis on the nuances of multiple-wire welding and AM techniques. A discerning observation reveals that the research landscape is more densely populated with works on multiple-wire welding than its AM counterpart, as illustrated in .
Figure 2. A comparative analysis of papers dedicated to AM versus welding, sourced from the Web of Science.
Multiple-wire welding methodologies, including the twin-wire gas metal arc welding (GMAW) and the advanced tandem submerged arc welding (T-SAW), emerge as focal points of academic interest within the surveyed literature. A substantial number of research endeavours are dedicated to fine-tuning the welding parameters, calibrating heat inputs, and adjusting wire feeding rates in twin-wire GMAW. The overarching goal of these studies is to push the boundaries of productivity while ensuring high weld quality. Moreover, in-depth research into the interplay of electrical parameters on metal transfer modalities in twin-arc integrated cold wire hybrid welding underscores the scholarly commitment to elevating welding efficiency to new heights.
Conversely, additive manufacturing paradigms like laser rapid manufacturing (LRM) and plasma transferred arc (PTA) deposition, though covered, are somewhat overshadowed by their welding counterparts in the literature. Innovations are emerging, such as the hybrid convergence of LRM and PTA deposition, which aims to achieve unparalleled precision and superior mechanical robustness in AM operations. Additionally, pioneering research into submerged arc welding simulation is shedding light on the intricacies of estimating heat source parameters, thereby minimising simulation discrepancies and propelling the AM domain forward.
In synthesis, this dataset offers a panoramic view of the current research landscape. It underscores the evident predominance of multiple-wire welding, especially twin-wire techniques, in the research spectrum. These welding methodologies are frequently at the forefront, with a myriad of studies tirelessly working towards refining and enhancing welding operations. In contrast, while additive manufacturing avenues are undoubtedly gaining traction and are subjects of exploration, their representation pales when juxtaposed with welding. This disparity underscores the rich and longstanding legacy of welding research, which potentially provides a robust springboard for the future evolution and maturation of additive manufacturing techniques.
2.2.1. Keyword co-occurrence clustering
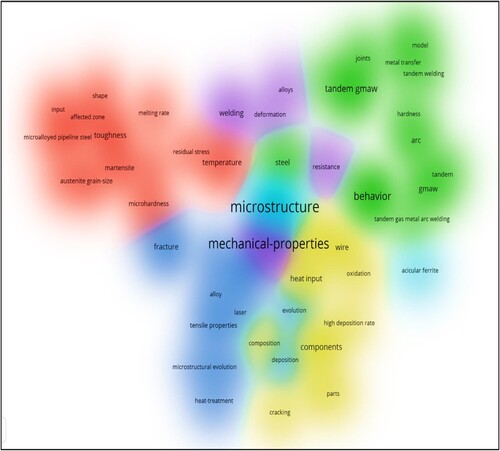
In our endeavour to understand the landscape of research in the field of MWAAM, we performed a comprehensive analysis of keyword co-occurrence clustering in Web of Science data (). This analysis was conducted based on a predefined search query, with the application of the specific inclusion and exclusion criteria to ensure the relevance and precision of the results.
Figure 3. The clustering analysis of the proposed Web of Science article selection.
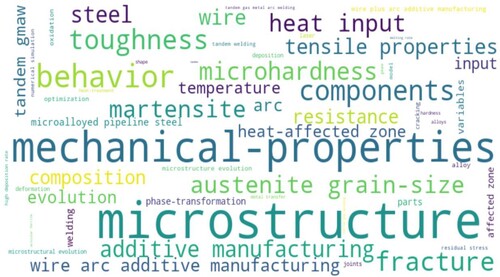
The word cloud visualisation of the keywords involved in the analysis is depicted in . The size of each keyword in the word cloud corresponds to its ‘Total link strength’ in the dataset. The larger the keyword appears, the stronger its total link strength. This visualisation provides a quick and intuitive way to understand the importance and relevance of each keyword in the context of ‘multiple wire additive manufacturing’.
Figure 4. Word cloud visualisation of the keywords involved in the analysis (Web of Science).
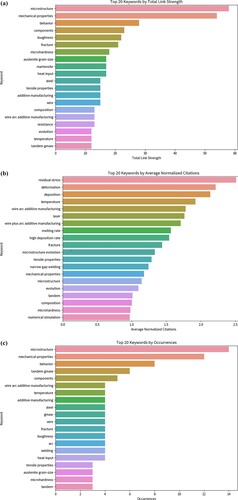
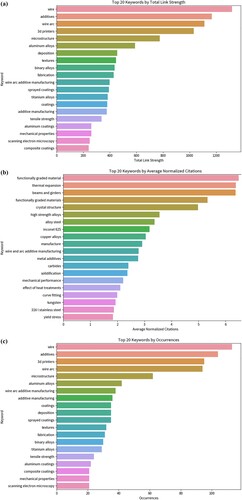
Here's a summary of the key findings from our keyword co-occurrence clustering analysis. We've highlighted the most relevant keywords and provided details on their total link strength, average normalised citations, and occurrences (). These metrics offer insights into the impact and recognition of research associated with these keywords within the scientific community.
Additive Manufacturing: This keyword demonstrates significant interconnectivity with other keywords in the network, as evidenced by its total link strength of 15. This suggests that additive manufacturing is often discussed in conjunction with other key topics in the field. The keyword has been mentioned 4 times in the dataset, indicating its relevance and frequency of occurrence in the research literature. The average publication year of 2022 for papers containing this keyword implies that additive manufacturing is a recent and active area of research. This recent surge in interest could also be attributed to the shift from traditional subtractive methods to the more innovative approach of AM, where materials are added layer by layer, allowing for intricate design possibilities and reduced waste. The average normalised citation score of 0.3333 further underscores the impact of this keyword in the research community. The reasonably high normalised citation score reinforces the importance and relevance of AM in academic research and its contribution to the larger discourse.
Microstructure: The keyword ‘Microstructure’ emerges as a heavyweight in the dataset, with a whopping total link strength of 58. Its consistent appearance over the years (average publication year of 2019) indicates an enduring interest, suggesting that understanding the microstructural characteristics of materials remains paramount, especially when considering the unique challenges and opportunities presented by multiple wire processes.
High Deposition Rate: The term ‘High Deposition Rate’ highlights the relentless pursuit of efficiency in the MWAAM domain. Although it has appeared only twice, its recent average publication year (2021) and commendably high normalised citation score hint at a burgeoning interest and the increasing importance of achieving rapid material deposition without compromising on quality.
Mechanical Properties: This keyword exhibits a notable link strength of 54, underscoring its strong associations with other keywords in the dataset. It features prominently, appearing 12 times, and typically surfaces in research papers from an average publication year of 2021, signifying its recent and active presence in ongoing research. Notably, it boasts an average normalised citation score of 1.1797, indicative of its substantial impact within the field. As the domain of multiple wire processes continues to advance, safeguarding the mechanical durability of the final product remains a paramount concern.
Melting Rate: This keyword exhibits a collective link strength of 3, reflecting its moderate associations within the dataset. An average normalised citation score of 1.566 was maintained, underscoring its substantial influence within the field. Although ‘Melting Rate’ may not be as frequently referenced as other terms, its enduring presence (averaging from 2016) in academic literature underscores its pivotal role in comprehending and governing the fusion kinetics within multiple wire processes, a foundational element for achieving desired product attributes.’
Residual Stress: This keyword has a total link strength of 7. It has occurred twice in the dataset and has an average publication year of 2020, suggesting that it is a relatively recent area of research. The average normalised citation score is 2.5105, indicating a significant impact in the field. The emphasis on ‘Residual Stress’ underscores the challenges associated with post-manufacturing phases. Ensuring structural integrity and longevity of products crafted through multiple wire processes necessitates a keen understanding of residual stresses and their mitigation.
Figure 5. Top 20 keywords from Web of Science data classified based on: (a) total link strength, (b) average normalised citations, (c) occurrences.
Wire (Plus) Arc Additive Manufacturing (WAAM or W + AAM): These terms echo the thematic core of MWAAM. Their substantial total link strengths, recent publication years, and high normalised citation scores highlight the rapid advancements and the central role they play in the evolving narrative of multiple wire welding/additive manufacturing processes.
These observations provide insights into the relationships between these keywords, their relevance in the field of multiple wire additive manufacturing, and their impact as indicated by the average normalised citations. The field of multiple wire additive manufacturing is diverse and interconnected, with several key topics of focus. The importance of additive manufacturing and its various forms (wire arc, metal, twin wire arc, wire feed) is evident, as these keywords are not only the most frequent but also have the most and strongest connections with other keywords. Recent areas of focus within the field include arc characteristics, stability, behaviour, force, and length. These findings provide valuable insights into the current state and trends in the field of multiple wire additive manufacturing. In addition, by delving deeper into the scope of multiple material wire arc additive manufacturing, our keyword co-occurrence analysis reveals key insights pertaining to multi-materials. The following keywords were found:
Alloy/Alloys: The prominence of the terms ‘Alloy’ and ‘Alloys’ in the dataset, as denoted by their link strengths of 9 and 6 respectively, accentuates the significance of material composition in the realm of MWAAM. The recurrence of these terms in the dataset suggests that researchers are keenly interested in the roles different alloys play, be it in terms of their mechanical properties, microstructures, or adaptability to the additive manufacturing process. The average publication years (2017–2018) point towards a sustained interest, highlighting the continued exploration of alloys in the context of their suitability, behaviour, and performance when subjected to multiple wire additive manufacturing techniques. Given that alloys often present a blend of metals to achieve desired properties, it's apparent that researchers are striving to understand and harness the best combinations to optimise MWAAM outcomes.
Microalloyed Pipeline Steel: The term ‘Microalloyed Pipeline Steel’ emerges with a link strength of 11, indicating its interconnectedness within the MWAAM discourse. Its presence in the dataset, although limited to two occurrences, is noteworthy. The average publication year of 2020 underscores its relatively recent emergence as a topic of focus. This suggests that as the MWAAM field progresses, there is a growing interest in specialised materials like microalloyed pipeline steel. The specificity of this term indicates a potential focus on niche applications, pertaining to the energy sector and infrastructural projects. The statement suggests a potential focus on the advancement of pipes with enhanced characteristics, such as increased resistance to corrosion, enhanced mechanical strength, or higher adaptability to environmental conditions.
2.3. Analysis of scopus data
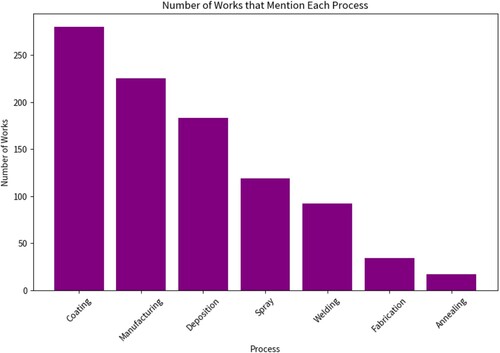
By employing a systematic literature search methodology, we were able to effectively identify and retrieve a curated set of 428 relevant references from the Scopus database. This compilation investigates a range of manufacturing procedures, with a specific focus on additive manufacturing, spray, and welding techniques. The research focuses on multiple-wire additive manufacturing, a process that is part of the broader field of additive manufacturing. In the context of the analysed works, it is interesting to note the prevalence of various processes (). The most frequently mentioned process is ‘Coating’, appearing 280 times. This could be due to the importance of coating in enhancing the properties of manufactured parts, such as corrosion resistance, wear resistance, and surface hardness. The second most common process is ‘Manufacturing’, mentioned 225 times, which is expected given the overall focus on additive manufacturing. ‘Deposition’, another key aspect of additive manufacturing, is the third most mentioned process, appearing 183 times. Other processes such as ‘Spray’, ‘Welding’, ‘Fabrication’, and ‘Annealing’ are also mentioned, but less frequently. These findings provide a valuable overview of the current research landscape in the field of multiple wire additive manufacturing, highlighting the key processes that researchers are focusing on. It's important to note that these counts represent the number of abstracts in which each process-related term appears, and an abstract can mention multiple processes. This highlights the interdisciplinary nature of the research in this field, with many works exploring the interplay and integration of various processes. In the context of MWAAM, this suggests the potential for cross-pollination of ideas and techniques from other areas of additive manufacturing, spray processes, and welding.
Figure 6. Distribution of mentioned manufacturing processes in research works selected in the Scopus platform.
2.3.1. Keyword co-occurrence clustering
After conducting a thorough analysis of keyword co-occurrence clustering in the Scopus data (as depicted in ) and applying predefined criteria to our predefined search query, we have made several key observations. These observations pertain to the most relevant keywords that emerged from the co-occurrence clustering analysis. Additionally, we have included the word cloud visualisation of the keywords as well as their total link strength, average normalised citations, and occurrences ( and ) for a more comprehensive understanding. The following are the key observations from this analysis:
Additives: This keyword is significantly connected with other keywords in the context of ‘multiple material wire arc additive manufacturing’, as indicated by its high total link strength of 1167. Its high occurrence of 104 suggests that additives play a crucial role in this field, possibly in terms of material properties or process parameters. The recent average publication year 2022 indicates that the use of additives is a relatively new area of exploration in this field.
Coatings: This keyword is associated with the application of coatings in the additive manufacturing process. Although it has a moderate total link strength of 381 and an occurrence of 35, it is an established area of study in the field, as suggested by the earlier average publication year 2015. This could involve the use of coatings to enhance the surface properties of manufactured parts.
Deposition: This keyword is directly related to the process of depositing material in wire arc additive manufacturing. It has a significant total link strength (456) and occurrence (35), indicating its importance in the field. The relatively recent average publication year (2020) suggests ongoing research and development in deposition techniques.
Mechanical Properties: This keyword is associated with the study of the mechanical properties of parts produced by wire arc additive manufacturing. Its moderate total link strength (260) and occurrence (21) suggest that it is a significant area of study, with the recent average publication year (2020) indicating ongoing research into optimising these properties.
Microstructure: This keyword is related to the study of the microstructure of materials produced by wire arc additive manufacturing. Its high total link strength (775) and occurrence (62) suggest that understanding and controlling the microstructure is a key area of research in this field, which can significantly impact the properties of the manufactured parts. The field of multiple material additive manufacturing has a well-established focus on this area, as indicated by the average publication year of 2019, suggesting that it has been a subject of study for several years.
Textures: This keyword is likely associated with the study of the surface texture of parts produced by wire arc additive manufacturing. Its significant total link strength (446) and occurrence (32), along with the recent average publication year (2022), suggest that surface texture is a key area of ongoing research, possibly due to its impact on the functional properties of the manufactured parts.
Wire Arc: This keyword is central to the field of ‘multiple material wire arc additive manufacturing’. Its high total link strength (1111) and occurrence (94) indicate that it is a frequent and strongly connected keyword in the dataset. The relatively recent average publication year (2020) suggests ongoing research and development in wire arc techniques.
Figure 7. The clustering analysis of the proposed article selection of Scopus.
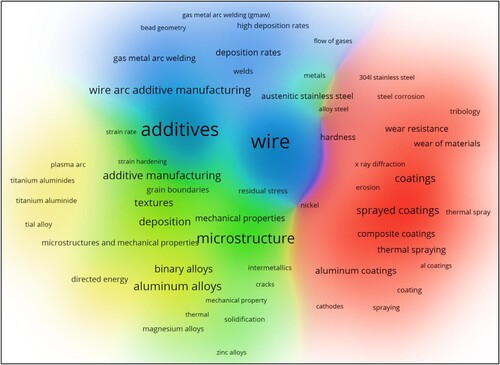
Figure 8. Word cloud visualisation of the keywords involved in the analysis (Scopus).
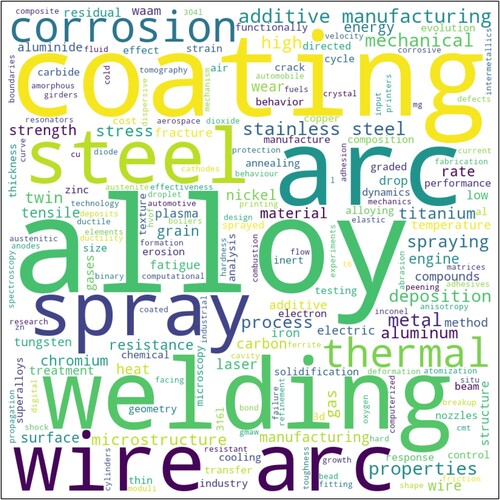
Figure 9. Top 20 keywords from Scopus data classified based on: (a) total link strength, (b) average normalised citations, (c) occurrences.
Furthermore, delving deeper into the scope of ‘multiple material wire arc additive manufacturing’, our keyword analysis uncovers pivotal insights related to multi-materials. These findings not only highlight the integral role of these materials in the field but also underscore the ongoing research trends and potential areas of innovation.
Alloys: Alloys are a significant part of the study in this field, with a consistent focus over the years. This suggests that the properties of various alloys and their impact on the additive manufacturing process and product quality are areas of ongoing research.
Aluminum and Magnesium Alloys: These specific types of alloys are major areas of study, with high total link strength and occurrence. This indicates that these lightweight, high-strength materials are of particular interest in wire arc additive manufacturing, likely due to their potential for use in industries such as aerospace and automotive.
Binary, Chromium, Copper, and Iron Alloys: These specific types of alloys also play a part in the study of this field. The ongoing research and development in the use of these alloys suggests they offer unique properties that are beneficial in certain applications of wire arc additive manufacturing.
Functionally Graded Material: This is a significant area of study, with ongoing research and development in the use of these materials in wire arc additive manufacturing. Functionally graded materials, which vary in composition and structure, can provide superior performance characteristics, making them a promising area of exploration in this field.
High-Strength Alloys: The study of high-strength alloys suggests an interest in developing wire arc additive manufacturing processes and products that can withstand high stress and strain, which is crucial in many industrial applications.
2.4. Keyword co-occurrences analysis summary
The comprehensive analysis of data from both the Web of Science and Scopus platforms offers a rich understanding of the current research trends in the field of multiple-wire welding/additive manufacturing (AM), with a specific emphasis on multiple-wire additive manufacturing (MWAAM). From the Web of Science data, it was discerned that the research community has a substantial interest in multiple-wire welding techniques, including twin-wire gas metal arc welding (GMAW) and tandem submerged arc welding (T-SAW). The focus is on optimising welding parameters, heat input, and wire feeding rates, with the ultimate goal of enhancing productivity and the quality of welds. This is indicative of the industry's drive to optimise these traditional manufacturing processes for better efficiency and output. In contrast, additive manufacturing processes, such as laser rapid manufacturing (LRM) and plasma transferred arc (PTA) deposition, while also being explored, have not received the same level of attention. This could be due to the relatively nascent stage of these technologies, and it suggests potential areas for future research and development. The keyword co-occurrence clustering analysis from the Web of Science data revealed several key areas of focus in the field of MWAAM. These include additive manufacturing, microstructure, high deposition rate, mechanical properties, melting rate, residual stress, wire arc additive manufacturing, and wire plus arc additive manufacturing. These keywords underscore the multifaceted nature of research in this field, encompassing both the technical aspects of the manufacturing processes and the properties of the resulting products.
The analysis of Scopus data further enriched our understanding of the research landscape in MWAAM. It highlighted the prevalence of processes such as ‘Coating’, ‘Manufacturing’, and ‘Deposition’ in current research. The prominence of ‘Coating’ underscores the industry's focus on enhancing the properties of manufactured parts, such as corrosion resistance, wear resistance, and surface hardness, which are critical for the performance and longevity of these parts in practical applications. The keyword co-occurrence clustering analysis from Scopus data provided further insights into the key areas of study in the field of MWAAM. These include additives, coatings, deposition, mechanical properties, microstructure, textures, and wire arc. The analysis also underscored the importance of various alloys, including aluminum, magnesium, titanium, binary, chromium, copper, and iron alloys, as well as functionally graded materials and high-strength alloys in the field. This reflects the industry's focus on exploring a wide range of materials to achieve optimal properties in manufactured products, catering to diverse application requirements.
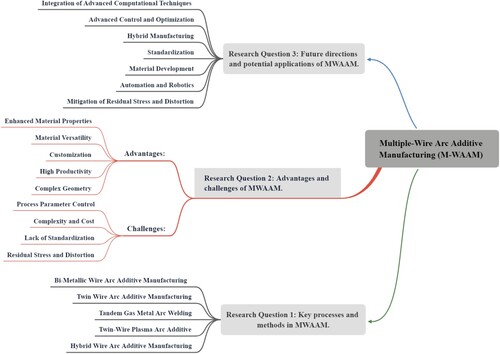
In summary, the analyses from both platforms highlight the multifaceted and interconnected nature of research in the field of MWAAM. While multiple-wire welding techniques currently receive more attention, there is a broad spectrum of research areas in additive manufacturing, encompassing various materials, deposition techniques, and the study of mechanical properties and microstructures. This suggests a vibrant and evolving research landscape, with ample opportunities for future exploration and innovation ().
Figure 10. Flowchart representation of the systematic review's findings in response to the research questions.
3. Process parameters in MWAM
In additive manufacturing, a diverse array of parameters significantly influences the quality and attributes of the fabricated components. Within the framework of Wire Arc Additive Manufacturing (WAAM), the welding current emerges as a key parameter, as it directly modulates the arc's intensity [Citation15]. This modulation subsequently affects the fusion of the base material and the weld's penetration depth, thereby shaping the overall structural robustness of the end product. Another parameter of paramount importance is the traversal speed of the welding tool across the workpiece. This speed exerts a substantial influence on the thickness of the deposited layer and can modify the dilution degree between the filler and base materials. This aspect is critical as it can impact the final product's mechanical properties, including its strength and ductility. Moreover, the composition and flow rate of the shielding gas utilised during the welding process are crucial. The shielding gas functions to inhibit oxidation and contamination of the fusion zone, thereby safeguarding the weld's quality and the overall performance of the fabricated part.
When considering Multiple Wire Additive Manufacturing (MWAM), the influence of process parameters on the quality and characteristics of the fabricated parts becomes even more pronounced [Citation16]. Welding parameters such as current, voltage, and wire feed rate are essential for ensuring adequate fusion between the filler and base materials, and for managing the geometry of the weld deposition. In MWAM, the spatial configuration of the wires, including their inter-wire distance and relative positioning, emerges as a critical parameter. This is due to the necessity of a uniform material distribution to circumvent defects like voids or overspray, which could jeopardise the structural robustness of the end product. Furthermore, the composition and flow rate of the shielding gas must be meticulously calibrated based on the number of wires in use. This calibration is necessary to maintain an optimal welding atmosphere and to avert any unintended contamination that could negatively impact the weld's quality. By fine-tuning these parameters in MWAM, it is possible to fabricate parts with superior mechanical properties and high structural integrity. This optimisation opens the door for the advancement of applications in metal additive manufacturing, pushing the envelope of what is achievable in this dynamic field.
3.1. Wire arrangement and feeding mechanism
The process of MWAAM is governed by a multitude of parameters, among which the arrangement of wires and their feeding mechanism hold significant importance [Citation16]. This subsection delves into the exploration of these critical aspects, drawing upon various research studies that have contributed to the understanding and optimisation of these parameters. The studies discussed herein investigate the impact of wire arrangement on welding quality, the role of multi-wire electrodes in bridging welding gaps, and the influence of various welding parameters on the melting rate. These investigations provide valuable insights into the complex process of WAAM, offering practical solutions for achieving high-quality welds and enhancing productivity in various applications.
The study conducted by [Citation17] delved into the application of multiple-wire electrodes for bridging larger welding gaps, particularly in the context of submerged-arc welding with twin-wire and triple-wire electrodes. The research underscored the significance of meticulous weld edge preparation for achieving high-quality welding, especially when working with thin and medium-thick plates. Despite the paucity of comprehensive research on bridging welding gaps and filling larger welded joints, the paper acknowledged a few existing methods, such as welding with a strip electrode and submerged-arc welding with supplementary metal powder. The study then introduced nonstandard welded joints with unconventional welding gaps necessitating special attention. It proposed the use of multiple-wire electrodes to attain symmetrical and asymmetrical weld shapes. The paper discussed various wire arrangements in the contact tube for different welding scenarios and presented macro sections of root passes with varying welding gap widths, demonstrating their impact on weld geometry. Optimal distances between wires and welding parameters were established for plates of different thicknesses and wire diameters.
The research concluded that the weld geometry is primarily influenced by the wire arrangement in the contact tube. Twin-wire electrode welding with transverse wire arrangement yielded the most favourable results for bridging root gaps. Triple-wire electrode welding facilitated filling larger gaps in a single pass. Triangular wire arrangement enabled the welding of asymmetrical welds, beneficial for joining workpieces of different masses and shapes. Multiple-wire welding demonstrated higher energy efficiency, resulting in lower energy input per unit volume of weld.
Another study by [Citation18] presented an experimental investigation of a novel welding process called narrow-gap triple-wire gas indirect arc welding (TW-GIA). The method involves using two power supplies and three wires (), with power supplies connected only between the electrode wires and base materials left unlinked. The study focused on different wire arrangements and their impact on sidewall fusion in narrow-gap welding. The researchers conducted experiments using various wire configurations (types 1 to 4) and observed the resulting weld beads, cross-sections, microstructures, and hardness distributions. They also analysed the arc behaviour and metal transfer with each wire arrangement.
Figure 11. Narrow-gap TW-GIA welding illustration presented in [Citation18].
![Figure 11. Narrow-gap TW-GIA welding illustration presented in [Citation18].](/cms/asset/9a674f25-080d-4028-ad1a-b2a45915535e/nvpp_a_2273303_f0011_oc.jpg)
In another study [Citation19], researchers presented a modified triple-wire indirect arc welding method to enhance the melting efficiency of the base metal. They adopted a mirror-symmetrical wire arrangement due to the small arc distribution space and changed the electrode polarity differently from the previous triple-wire indirect arc welding method. The arc shape was observed with the novel wire arrangement, and bead-on-plate welding experiments were carried out. The melting efficiency of the base metal was calculated. The results revealed that the wire feeding speed, current, and angle between the two wires significantly influenced the multi-wire indirect arc DED process. The researchers found that when the current was 200 A, different wire feeding speeds could be used for both wires and the angle between them was 90°. The resulting indirect arc presented a ‘heart’ shape and allowed to obtain an Al-5.7Zn-3.4Mg-1.6Cu (wt%) alloy with a high deposition rate of 5.1 kg/h. The penetration, the melting area, and the melting efficiency of the base metal improved to varying degrees with increasing current. For instance, at the current of 400A, they were increased to 2, 3, and 2.55 times, respectively. A single pass butt joint of 10 mm plates by the modified triple-wire indirect arc welding with low energy consumption and high efficiency was successfully accomplished.
In a study on MWAAM [Citation20], researchers demonstrated the potential of in situ alloying by feeding multiple wires of different chemical compositions into the welding process. This approach enables a smooth change in the chemical composition during the printing process, leading to structures with highly complex material properties. The experimental procedure involved the use of various wire configurations (). The wire feed speed was changed during the running process, while the combined total wire feed speed was always kept constant. The wires were aligned with specific angles relative to the workpiece surface and to each other, which was a crucial aspect of the experimental investigation. The study concluded that the wire arrangement plays a significant role in achieving desired weld shapes and effectively bridging welding gaps. It also highlighted some restrictions, such as the formation of low-ductility phases, especially for materials with large differences in the chemical composition. Future process optimizations will focus on generating higher deposition rates using a GMA process, as well as further investigations regarding material properties of the graded transition zones.
Figure 12. The configuration of MWAAM adopted in [Citation20].
![Figure 12. The configuration of MWAAM adopted in [Citation20].](/cms/asset/60a59c8c-5954-416a-a953-c73d2c533965/nvpp_a_2273303_f0012_oc.jpg)
In a recent study [Citation21], researchers utilised a mirror-symmetrical wire arrangement in a modified triple-wire indirect arc welding method to enhance the melting efficiency of the base metal. They found that the welding wire polarity significantly affected the arc shape and the melting efficiency of the base metal. The superimposition of two indirect arcs and the increase of arc column energy improved the melting efficiency. At 400A, the base material penetration depth, melting area, and melting efficiency were larger in MWA than in MWC. The researchers also proposed changing the wire feeding speed to control the droplet transfer mode during the deposition process. They discovered that repeated arc extinguishing and re-starting in the AC arc between wires was the main reason for the stability of the deposition. However, in the mode of ‘bridge transfer + free transfer,’ the arc swing angle was larger, enhancing the stirring effect of the arc on the molten pool and resulting in a stable deposition process with a good deposition shape.
In another recent study [Citation22], researchers developed a novel heterogeneous multi-wire indirect arc directed energy deposition (DED) for in-situ synthesis of Al-Zn-Mg-Cu alloy components. This method aimed to decouple the inherent relationship between mass transfer and heat transfer in traditional arc-based DED. The process involved the use of multi-wires (Al-Cu and Al-Mg) with a bypassing Zn wire, replacing the traditional homogeneous twin-wires (). The wire feeding speed, current, and angle between the two wires were found to significantly influence the multi-wire indirect arc DED process. The experimental setup involved a self-developed two-wire indirect arc welding machine capable of outputting DC/AC pulsed current. The Zn welding wire was placed in the middle, while the ER2319 and ER5356 welding wires were on the sides, fed into the molten pool synchronously at a constant speed. The angle between the ER5356 and ER2319 wires was set to 90°, and the angle between the Zn wire and the plane of the other two wires was 30°. This arrangement allowed for a high deposition rate of 5.1 kg/h and the successful fabrication of an Al-5.7Zn-3.4Mg-1.6Cu alloy. The study concluded that the novel multi-wire indirect arc DED provides a new choice for arc-based directed energy deposition of Al-Zn-Mg-Cu alloys and shows great potential for the in-situ synthesis of other high-performance alloys. The process demonstrated high deposition efficiency and low heat input, making it a promising method for in-situ synthesis of Al-Zn-Mg-Cu alloy components.
Figure 13. The configuration of AM system adopted in [Citation22]: (a) equipment diagram, (b) welding torch front view, and (c) welding torch side view.
![Figure 13. The configuration of AM system adopted in [Citation22]: (a) equipment diagram, (b) welding torch front view, and (c) welding torch side view.](/cms/asset/f11fcfab-cc39-4ac3-b8cb-b8aff9965df6/nvpp_a_2273303_f0013_oc.jpg)
The MWAAM technique's adaptability was evident in its capacity to bridge expansive welding gaps and its sensitivity to wire arrangement and feeding mechanisms. Innovations in narrow-gap welding and the potential for in-situ alloying further showcased its versatility. While the progress and promise of MWAAM are undeniable, the balance of its intricate parameters underscores the need for continued research and standardisation to ensure its optimal application across industries.
3.2. Power supply and arc generation
When it comes to arc-based additive manufacturing, the power supply and arc generation play pivotal roles in determining the overall quality and efficiency of the process. The power supply is responsible for providing the necessary energy to generate and sustain the arc, which in turn melts the feedstock material. The characteristics of the arc, including its stability, shape, and intensity, are largely influenced by the power supply parameters. This section delves into the details of power supply configurations and the mechanisms of arc generation, exploring their impacts on the multiple wires arc welding/additive manufacturing process and the resulting product.
In their study, [Citation23] described the rapid production of Inconel-625 using a tandem technique that combines laser-assisted deposition and plasma transferred arc deposition. This method offers benefits such as a high rate of production, enhanced precision, superior surface quality, and improved mechanical properties. These results bode well for the deployment of this strategy in the Inconel-625 component manufacturing industry. However, they noted that laser-assisted deposition is typically performed using direct current (DC) power supply because it enables precise control of laser intensity and higher quality deposition. Plasma transferred arc deposition, on the other hand, can be performed using either alternating current (AC) or direct current (DC) power supply, depending on the process and application requirements. They observed in this article the use of the DC power supply.
In a study [Citation24] aimed at increasing the welding deposition rate, a high-efficient welding system titled twin-arc integrated cold wire hybrid welding was proposed. The research focused on the impact of welding electrical parameters on alternative arcing and the metal transfer process. The goal was to optimise electrical parameters to achieve a stable welding process. The study examined the characteristics of the metal transfer processes and the influence mechanism of welding electrical parameters on metal transfer modes (). The results demonstrated that the two leading wires maintained regular alternative arcing with a phase difference of 180° between the pulse currents supplied to the wires. The alternating frequency increased with arc voltage and welding current. Furthermore, the metal transfer modes were categorised into three types by varying welding parameters: short circuiting transfer, projected transfer, and streaming transfer. Importantly, the metal transfer mode was highly dependent on arc length, which was determined by arc voltage when the welding current was kept constant. As the arc voltage increased, the metal transfer mode would change from short circuiting transfer to projected transfer, and then eventually converted into streaming transfer.
Figure 14. High-speed photos with streaming electrical signals conducted in [Citation24].
![Figure 14. High-speed photos with streaming electrical signals conducted in [Citation24].](/cms/asset/0e04a7fb-eeaf-4b63-911e-682c4f8d0123/nvpp_a_2273303_f0014_oc.jpg)
In a comparative study [Citation25], the energy efficiency of Single-wire gas metal arc welding (SGMAW) and high power tandem GMAW (TGMAW) was evaluated. The researchers found that by using the tandem process, energy efficiency could be increased by 24%, and welding time could be reduced by over 50%. Additionally, the study revealed that the environmental impacts in categories such as global warming potential, acidification potential, eutrophication potential, and photochemical ozone creation potential could be reduced by up to 11% when using an energy-efficient TGMAW process.
In a study conducted by researchers [Citation26], a multi-output welding power supply based on the middle DC converter distributed architecture was proposed. This power supply included two converter groups, each consisting of a three-phase rectifier unit, a full-bridge converter unit, a high-frequency transformer, a rectifier unit, and a chopper converter unit. These units worked together to convert three-phase AC voltage into a low voltage, which was then converted into the required current by the chopper converter unit (). The power supply was capable of outputting four DC and two AC currents. The stability of the welding power supply was also analysed. A prototype was designed and verified through experiments, with a maximum output of 300 A. The experimental results demonstrated that the converter could output different DC and AC currents as required. The multiple outputs were independent of each other, and the output phase and value were independently adjustable. The proposed multi-output welding power supply was found to output steady current according to the requirement.
Figure 15. Dual TIG welding experiment conducted in [Citation26].
![Figure 15. Dual TIG welding experiment conducted in [Citation26].](/cms/asset/a742a3a8-a828-4377-a93a-62a9d0210762/nvpp_a_2273303_f0015_oc.jpg)
An additional study [Citation27] that merits attention in MWAAM was conducted on the role of deposition current during the fabrication process in the microstructure and properties of titanium alloy components prepared by multi-wire arc additive manufacturing (MWAAM) technology (). In this research, four sets wire feeders of Ti basic heterogeneous alloy with Ti-6.5Al-3.5Mo-1.5Zr-0.3Si (TC11) as the main component were used for deposition using the MWAAM method, with the deposition current ranging from 360 A to 400 A. The study explored the effects of deposition current on the microstructural evolution, mechanical, and corrosion properties of the MWAAM titanium alloys, and analysed the process-microstructure-property relationship. The results revealed that the microstructure of the as-received Ti basic heterogeneous alloy primarily consisted of lamellar primary α phase (αP) and transformed β phase (βT). An increase in the deposition current during the MWAAM process resulted in an increased width of the α phase and a decreased aspect ratio of the α phase. The mechanical properties of MWAAM-deposited specimens were found to decrease with increasing current, indicating that phase composition played a dominant role in determining hardness. As the deposition current increased during the MWAAM process, the ultimate tensile strength (UTS) decreased from 843.75 to 804.38 MPa. Despite this, the MWAAM-deposited Ti basic heterogeneous alloy exhibited excellent corrosion properties, with the corrosion potential of the best specimen being − 311 mV SCE and the corrosion current density being 1.23 × 10−8 Acm−2. This study offers valuable insights into the effect of deposition current on the targeted deposition property in the MWAAM process, contributing to future process control, improvement, and optimisation.
Figure 16. System diagram for MWAAM designed in [Citation27].
![Figure 16. System diagram for MWAAM designed in [Citation27].](/cms/asset/ba656a17-86cf-46d8-9e93-8694c86d4a19/nvpp_a_2273303_f0016_oc.jpg)
Explorations into power supply and arc generation in MWAAM have highlighted the vital role of these components in determining process efficiency and final product quality. Research has shown the advantages of using direct current (DC) power supply in laser-assisted deposition, with its precision in controlling laser intensity and ensuring high-quality deposition. Investigations into welding electrical parameters have revealed the profound influence of arc voltage on metal transfer modes. Comparative studies have illuminated the environmental and efficiency merits of tandem GMAW over its single-wire counterpart. The introduction of a multi-output welding power supply offers potential for enhanced welding versatility by achieving diverse DC and AC currents. Lastly, examining the effects of deposition current on titanium alloys fabricated through MWAAM provides insights into the relationship between the deposition process and the resulting microstructure and mechanical properties. Together, these findings emphasise the importance of optimising electrical parameters to ensure superior product quality and maximise process efficiency in arc-based additive manufacturing.
3.3. Motion control and positioning system
The motion control and positioning system is a critical component in the arc welding process, particularly in the context of additive manufacturing. This system is responsible for the precise movement and positioning of the welding torch or the workpiece during the welding process. The accuracy and reliability of this system directly influence the quality of the weld and the efficiency of the process. In this section, we will review various studies that have explored different aspects of motion control and positioning systems in arc welding, including their design, implementation, and performance evaluation.
In their work, the researchers [Citation28] considered the coordinated motion of a welding robot and a positioning table to perform WAAM depositions (). They treated the two robots as a single redundant kinematic chain and developed a framework using a task-priority based kinematic control scheme. This approach allowed them to perform the deposition trajectory while maintaining desired angles between the deposition surface normal, torch direction, and gravity direction. The asymptotic stability of the closed-loop system was demonstrated via Lyapunov theory, considering unmodeled dynamics of the manipulator’s internal control loop. The effectiveness of the approach was shown on two Kuka industrial robots using joint position correction commands and performing actual WAAM depositions. For future work, the researchers plan to produce a full-scale pipe flange, including the automatic trajectory planning of subsequent layers by using a profilometer to scan the surface resulted from previous depositions. They also plan to use bead height and width, measured with a thermal camera, to adjust CTWD/torch travel speed during the deposition.
Figure 17. WAAM system setup utilised in [Citation28].
![Figure 17. WAAM system setup utilised in [Citation28].](/cms/asset/629ceb6f-acaf-4a84-9fcd-cde30624011e/nvpp_a_2273303_f0017_oc.jpg)
In a study by [Citation29], a high-precision and performance multi-arc collaborative additive manufacturing strategy was proposed for the formation of large-scale propeller brackets, which are essential structural components of large ships (). The propeller brackets, characterised by their large structural size and high precision and performance requirements, were formed using a multi-arc cooperative additive manufacturing approach. In this approach, two arcs in the front were used to form the contour of the depositing layer, while the rear three arcs were used for filling the contour. The propeller bracket was divided into four regions for the purpose of this study: the hub, support arm, cross arm, and intersecting area. The hub, a rotating body of equal thickness and cross-section, was formed by fixing the relative positions of the five arcs and calculating the path by adjusting the device's attitude angle in real-time during the printing process. The intersecting area, support arm, and cross arm, all curved bodies with variable thickness and cross-section, were formed by using the contour torches to form the two sides of the contour separately, and then using the filling torch for variable amplitude swing filling the contour. The resulting five arcs collaborative additive manufacture propeller bracket, with a length of 3.5 m, demonstrated a forming accuracy of ±0.6 mm. The microstructure of the bracket was composed of pearlite and massive ferrite, and it exhibited a tensile strength of 774 MPa and a yield strength of 642 MPa. These mechanical properties were found to be superior to those of castings with the same composition, and the forming efficiency reached 1800cm³/h.
Figure 18. WAAM system setup utilised for printing the propeller in [Citation29].
![Figure 18. WAAM system setup utilised for printing the propeller in [Citation29].](/cms/asset/bd8a5375-b38f-48d0-9e2c-03bd36203e07/nvpp_a_2273303_f0018_oc.jpg)
Coordinated motion approaches, where welding robots and positioning tables operate in tandem as a singular kinematic unit, offer enhanced deposition trajectories. Another innovative strategy involves a multi-arc collaborative method, tailored for crafting large-scale components. By methodically treating distinct regions of these components with specific welding techniques, high-quality results that outperform traditional methods are achieved. Collectively, the advancements in motion control systems for arc welding underscored the sector's commitment to precision, efficiency, and expanded application potential.
3.4. Gas flow rate and shielding gas
The gas flow rate and the type of shielding gas used are critical parameters in welding processes, particularly in Gas Metal Arc Welding (GMAW) and Tungsten Inert Gas (TIG) welding. The shielding gas serves to protect the weld pool from atmospheric contamination, which can lead to defects such as porosity, lack of fusion, and undercut. The gas flow rate, on the other hand, determines the effectiveness of the shielding and can influence the stability of the arc, heat input, and weld bead shape. This section will delve into the research studies that have focused on optimising these parameters to achieve high-quality welds. In MWAAM, these factors become even more critical due to the complexity of the process. The presence of multiple arcs introduces additional variables and potential interactions that need to be carefully managed. For instance, the gas flow rate must be optimised to ensure adequate shielding for all arcs without causing excessive turbulence that could destabilise the arcs or disrupt the molten pool. Similarly, the choice of shielding gas can affect the arc characteristics, heat input, and metallurgical properties of the deposited material in more complex ways due to the interactions between multiple arcs. Therefore, a thorough understanding of the role and optimisation of gas flow rate and shielding gas is essential for achieving high-quality results in multiple wire arc AM.
In a study [Citation30] aimed at increasing the deposition rate in wire + arc additive manufacturing of stainless steel, researchers used a pulse MIG welding technique with a tandem torch (). A key aspect of the experimental setup was the use of a shielding gas composed of 2.5% CO2 in Argon. This gas mixture was used with a filler wire of 1.2 mm diameter, and the gas flow rate was kept constant at 25 l/min. The study found that the shielding gas, in combination with the tandem torch technique, facilitated a high deposition rate of 9.5 kg/h at a wire feed speed of 9 m/min and travel speed of 1.2 m/min. The researchers concluded that the pulse MIG welding technique with a tandem torch was suitable for high deposition rates, and the shielding gas played a crucial role in maintaining process stability at these higher rates. They also suggested that for thicker sections, better external cooling methods, such as compressed air or cryogenic cooling, might be necessary.
Figure 19. Configuration of the tandem torch utilised in [Citation30].
![Figure 19. Configuration of the tandem torch utilised in [Citation30].](/cms/asset/f93759d9-f5ff-4027-9c14-ab3dcf3a5d9f/nvpp_a_2273303_f0019_oc.jpg)
In their study, [Citation31] explored the influence of shielding gas composition on arc behaviours and weld formation during narrow gap tandem gas metal arc welding (GMAW). The researchers utilised a shielding gas mixture composed of argon, carbon dioxide, and helium. Their experimental results revealed that the behaviour of the arc was significantly affected by the composition of the shielding gas. Specifically, they noted that an increase in the concentration of either CO2 or helium led to an expansion of the arc and a corresponding decrease in the arc length. The widest arc was observed when the shielding gas composition consisted of 80% argon, 10% carbon dioxide, and 10% helium. Furthermore, the researchers found that the morphology of the weld was also influenced by the gas composition. As the CO2 content increased, the weld width initially increased and then decreased. However, when the helium content was less than 15%, the weld width increased with the helium content but decreased when the helium content reached 15% due to a shorter arc length. Beyond 15% helium, the weld width continued to expand. Based on their findings, Cai and colleagues concluded that the optimal shielding gas composition for narrow gap tandem GMAW is 80% argon, 10% carbon dioxide, and 10% helium. This composition resulted in desirable arc behaviours and weld formation, thereby improving the quality of the weld in terms of sidewall fusion and enhancing the welding efficiency.
In a comprehensive study [Citation32] on bi-metallic wire arc additive manufacturing (WAAM) of creep resistant steel (CRS) and stainless steel (SS), researchers investigated the effect of two specific shielding gases, namely 98%Ar-2%CO2 (M12) and 96%Ar-3%CO2–1%O2 (M14), on the deposition process. The study aimed to identify a common shielding gas that could create a favourable mix with the alloying elements of each filler wire, thereby facilitating smooth arcing and metal transfer. The researchers employed a twin-wire torch with two Fronius TPS 4000 CMT Advanced™ power sources and a Universal Robot UR10e as a motion system for the deposition (). The appropriateness of the shielding gas was evaluated based on two criteria: arc stability and bead uniformity, along with the penetration pattern. The stability of the arc was assessed through cyclograms, probability density distribution, and voltage signal analysis, while the accuracy of the bead was examined through visual inspection, X-ray radiography, and geometric deviation. The quality of the deposit was also evaluated in terms of penetration pattern. The results demonstrated that higher CO2 and O2 contents in the shielding gas stabilised the welding arc by increasing the metal vapour due to exothermic reaction and reduced surface tension. This stability led to bead uniformity and an increase in weld penetration at the edges, negating the lack of fusion when two materials were deposited side-by-side to create a bi-metallic wall. The presence of O2 in the gas also increased molten metal fluidity, minimising the flatness variation on both sides of the bi-metallic wall. The study concluded that the M14 shielding gas (96%Ar-3%CO2-1%O2) was more appropriate for both CRS and SS, leading to spatter-free deposition and more uniform beads. The gas-filler interaction directly impacted the build quality in bi-metallic WAAM, and the use of M14 resolved the lack of fusion issue and led to regularity of the wall surfaces. The findings of this study are significant and serve as guidelines for fabricating multi-material service components using WAAM, emphasising the importance of selecting the right shielding gas to enhance process stability and build quality. The researchers also highlighted the need for further investigation into the effect of these gases on different pulse parameters, microstructural evolution, and mechanical properties of the deposited multi-material components.
Figure 20. Configuration used for bimetallic deposition. Inset depicts a close-up view of the twin-wire torch used in [Citation32].
![Figure 20. Configuration used for bimetallic deposition. Inset depicts a close-up view of the twin-wire torch used in [Citation32].](/cms/asset/f7ce43ec-d019-4816-a4ed-a05eab09caa4/nvpp_a_2273303_f0020_oc.jpg)
The selection and optimisation of shielding gas composition and gas flow rate are fundamental in welding processes, notably in Gas Metal Arc Welding and Tungsten Inert Gas welding. These elements not only protect the weld from atmospheric contaminants but also influence the quality of the weld by affecting arc stability, heat input, and bead shape. The complexity increases with MWAAM due to the simultaneous presence of multiple arcs. Research has shown that meticulous calibration of these parameters can enhance arc stability and bead uniformity, and even facilitate the successful deposition of bi-metallic structures. Additionally, the interactions between the shielding gas and filler material play a crucial role in the overall welding outcome. Proper shielding gas selection and optimisation are thus essential for achieving consistent and high-quality welding results in additive manufacturing. Future studies could further examine how these gases impact pulse parameters, microstructure evolution, and the mechanical properties of the created components.
4. Materials in MWAM
4.1. Metals and alloys
Multiple wire arc additive manufacturing (MWAAM) occupies a prominent position in advancing manufacturing techniques, demonstrating immense capabilities in producing components from a diverse range of metals and alloys. This section provides an analysis of the extensive material versatility exhibited by MWAAM and its potential to enhance material performance across critical industries.
An expanding body of research has highlighted the role of MWAAM in enabling lightweight aluminum alloys, with applications across aerospace, aviation, automotive, and other sectors [Citation33–36]. A major research priority has been controlling microstructures through careful management of process parameters to achieve superior mechanical properties. Additionally, investigations into MWAAM of titanium aluminides using plasma or laser-assisted techniques have gained traction, further expanding lightweight alloy applications [Citation37,Citation38].
MWAAM has carved a niche in steel alloys including stainless steel, maraging steel, and low alloy steels, with widespread applications in oil and gas, marine, nuclear, and other industrial domains [Citation39–41]. Key areas of focus include meticulous control of residual stresses, tailoring of microstructures, enhancement of mechanical properties, and improving corrosion resistance. This renders MWAAM as an invaluable technology in advancing these industries.
MWAAM has shown immense promise in nickel alloys, nickel-aluminum alloys, nickel-based superalloys for high-temperature applications [Citation42–44], mitigating issues like microsegregation and elemental evaporation.
While relatively underexplored, preliminary work has utilised MWAAM for copper alloys, copper-steel functionally graded materials [Citation41,Citation45,Citation46], examining aspects like intermetallic phases, mechanical properties, grading profiles, and interface integrity. This sets the stage for innovative applications in this material domain.
In its early phases, MWAAM has expanded into specialty alloys including Mg alloys [Citation47], Ti-Al alloys [Citation48] (), NiTi alloys [Citation42,Citation49,Citation50], among others. Research has focused on microstructure control to harness the exceptional properties of these materials.
Figure 21. The characteristics of the deposited alloys produced through the in-situ alloying assisted T-WAAM method are as follows: (a) a schematic representation of the T-WAAM process combined with the in-situ alloying technique; (b) a photograph showing a single wall of the Ti-6Al-7Nb alloy; (c) X-ray diffraction patterns; (d) stress-strain curves illustrating different directions; and (e) typical fracture morphologies observed in the Ti-6Al and (f) Ti-6Al-7Nb alloys [Citation48].
![Figure 21. The characteristics of the deposited alloys produced through the in-situ alloying assisted T-WAAM method are as follows: (a) a schematic representation of the T-WAAM process combined with the in-situ alloying technique; (b) a photograph showing a single wall of the Ti-6Al-7Nb alloy; (c) X-ray diffraction patterns; (d) stress-strain curves illustrating different directions; and (e) typical fracture morphologies observed in the Ti-6Al and (f) Ti-6Al-7Nb alloys [Citation48].](/cms/asset/5bcc624b-1c2b-45c8-bb3a-1230e1dd4d1a/nvpp_a_2273303_f0021_oc.jpg)
In summary, MWAAM exemplifies remarkable material versatility and flexibility, establishing its footprint across diverse metal and alloy systems. As research continues to tackle key challenges, MWAAM is positioned to become a defining manufacturing process driving innovation across metal-based industries.
4.2. Composites
MWAAM has demonstrated immense potential in fabricating components not just from metals and alloys, but also composite materials. This section provides a comprehensive analysis of the diverse applications of MWAAM in manufacturing different types of composites.
MWAAM has made significant advances in fabricating metal matrix composites (MMCs) reinforced by particles or fibres. Notable achievements include the development of aluminum matrix composites and carbon nanotubes [Citation51,Citation52]. The key research priority is to obtain uniform distribution of reinforcements within the metal matrix, which can substantially elevate the mechanical properties of the composite. The precise deposition control and rapid solidification in MWAAM enable uniform dispersion of particle reinforcements. Further process refinements through parameter optimisation can aid in mitigating issues like particle agglomeration.
MWAAM has demonstrated its potential in fabricating functionally graded materials (FGMs) with graded transitions in composition and properties. Successful instances include FGMs combining stainless steel/maraging steel, titanium alloy/aluminum alloy, and steel/copper [Citation40,Citation53–55]. The ability to precisely control material deposition and grading in MWAAM renders it uniquely suitable for manufacturing FGMs tailored for specific high-performance applications in extreme environments. Future work can focus on expanding the material systems combined, improving interfacial strength, and modelling grading profiles.
Preliminary research has utilised the arc spraying capabilities of MWAAM to deposit metallic coatings onto polymer substrates, enabling the development of metal–polymer composites [Citation55]. This innovative approach creates avenues for integrating the complementary advantages of polymers and metals into a single composite system. For instance, the toughness of metals can be combined with the lightness of polymers. Further advancement in this area through process refinements can pave the way for lightweight design and manufacturing solutions.
MWAAM exhibits capabilities for in-situ synthesis of composite materials, as shown by the fabrication of alloys such as Al-Zn-Mg-Cu alloys () [Citation22] and Al-Cu-Sn alloys [Citation56] using multiple dissimilar wires. This highlights MWAAM's capacity to engineer tailored composites and alloys in a single manufacturing step, bypassing subsequent processing requirements. This in-situ composite manufacturing ability of MWAAM can be leveraged to create novel engineered materials with superior properties.
Figure 22. A novel heterogeneous multi-wire indirect arc directed energy deposition for in-situ synthesis Al-Zn-Mg-Cu alloy: Process, microstructure and mechanical properties [Citation22].
![Figure 22. A novel heterogeneous multi-wire indirect arc directed energy deposition for in-situ synthesis Al-Zn-Mg-Cu alloy: Process, microstructure and mechanical properties [Citation22].](/cms/asset/08979c1c-38c7-48e7-a8af-2aa8801f2baa/nvpp_a_2273303_f0022_oc.jpg)
MWAAM offers expansive possibilities across a wide spectrum of composite materials manufacturing, spanning ex-situ composites with external reinforcements as well as in-situ composites fabricated directly during deposition. With ongoing research and development, MWAAM is poised to become an essential and versatile tool for composite additive manufacturing, enabling unparalleled creativity and customisation.
4.3. Ceramics
While multiple wire arc additive manufacturing (MWAAM) has demonstrated versatility in fabricating components from metals, alloys, and composites, its application for ceramic materials has been limited thus far. Initial scientific studies have focused on the arc spraying of ceramic coatings and indirect deposition methods to produce ceramic parts using MWAAM. Further research is imperative to develop wire-fed ceramic deposition techniques to unlock the full potential of MWAAM for additive manufacturing across diverse material classes including ceramics.
Arc spraying enables the deposition of ceramic coatings on metal substrates by melting ceramic feedstock powders using an electric arc heat source [Citation57]. Recent scientific work has adopted arc spraying techniques in conjunction with MWAAM to deposit ceramic-based functional coatings on structural metallic parts fabricated via MWAAM (). Bobzin et al. [Citation58] utilised a twin-wire arc spray system to develop TiO2 coatings on steel substrates that exhibited high hardness and abrasion resistance. In another study, Qin et al. [Citation59] employed twin-wire arc spraying to deposit aluminum phosphate coatings on steel for enhanced corrosion protection. While these early studies have demonstrated the feasibility of integrating arc spraying in MWAAM setups to locally deposit ceramic coatings, extensive research is imperative to scale up this technique for coating complex geometries fabricated by MWAAM. Advanced multi-axis process control and optimisation of spray parameters tailored for MWAAM should be prioritised in future work.
Figure 23. Overview of thermal spray processes involving the utilisation of both powders and wires [Citation57].
![Figure 23. Overview of thermal spray processes involving the utilisation of both powders and wires [Citation57].](/cms/asset/c87762aa-c8f9-4cbe-b488-39640b38a811/nvpp_a_2273303_f0023_oc.jpg)
Apart from direct wire feeding, early work also suggests indirect methods to produce ceramic parts using MWAAM. Zhou et al. [Citation60] proposed an approach involving the deposition of metallic parts using twin-wire DED, followed by a secondary phase transformation process to convert the as-deposited metal into the desired ceramic material like chromium carbide or chromium nitride. Such indirect techniques circumvent some of the difficulties of direct ceramic deposition, but may be limited in terms of geometry control and require extensive post-processing. Hence, advancing the state-of-the-art in direct wire-fed ceramic deposition should be the ultimate focus for MWAAM research.
Furthermore, while MWAAM of ceramics remains in its nascent stage, preliminary scientific work highlights its future potential through arc spraying of ceramic coatings and indirect deposition techniques. Realising the full capabilities of MWAAM in ceramic additive manufacturing necessitates substantial materials science and process innovation to develop wire-fed approaches for bulk ceramic fabrication. This represents an exciting research opportunity within the evolving MWAAM landscape.
4.4. Metamaterials and lattice structures
Lattice structures represent a distinct form of space grid structure, characterised by regularly repeating internal struts featuring specific diameters and angles. These structures offer notable attributes, including lightweight properties, high specific strength and stiffness, heat insulation, shock absorption, and noise reduction. Consequently, they find extensive applications across sectors such as aviation, aerospace, biology, and engineering [Citation61]. WAAM, widely employed for creating medium-to-large-scale components, owes its popularity to its rapid deposition rate, cost-effectiveness, and adaptability. The progressive advancements in WAAM technology have enabled the flexible production of metallic lattice structures [Citation62]. However, the inherent poor surface quality and accuracy of as-deposited WAAM parts necessitate subsequent machining.
This predicament has led the majority of WAAM research efforts towards refining fabrication methodologies for lattice structures to enhance dimensional accuracy. Recent research [Citation63] developed a strut-based process planning method for the WAAM system to fabricate large-sized lattice structures of aluminum alloy. The above method can optimise deposition sequences for each layer of struts, which effectively shortens processing time while maintaining strut geometry stability manufactured by WAAM (). To ensure surface quality and dimensional precision, Abe and Sasahara [Citation65] preemptively elucidated the interplay between layer geometry and process parameters. The results show that the arc discharge time had the highest influence on the layer height and diameter of strut shapes. Moreover, lattice structures with sub-2.3 mm thickness were successfully fabricated using WAAM with the developed CAM system. Within the WAAM fabrication process of lattice structure struts, droplet solidification governs strut formation. This prompted the exploration of the relationship between the ER2319 aluminum alloy lattice structure's strut diameter and droplet size and count. Meanwhile, the correlation between strut angle and inter-layer lift, along with arc torch offset, was investigated. Based on analysis results, Li et al. [Citation64] produced a 3-layer pyramid lattice structure with an average compressive strength of 58.53 MPa using WAAM, whose fabricated struts, boasting varied diameters and angles, exhibited a relative error below 4.0%.
Figure 24. Pyramid-composed lattice structure conducted in [Citation64]. (a) layer-by-layer deposition process on layers 1–24. (b) Strut-based deposition process on layers 25–40. (d) The final lattice structure.
![Figure 24. Pyramid-composed lattice structure conducted in [Citation64]. (a) layer-by-layer deposition process on layers 1–24. (b) Strut-based deposition process on layers 25–40. (d) The final lattice structure.](/cms/asset/14e55207-2dd0-4964-9546-406ffc9b9295/nvpp_a_2273303_f0024_oc.jpg)
Furthermore, an innovative approach to connecting large lattice sandwich structure panels via WAAM was explored by Xu et al. [Citation48]. In this study, the effect of diverse connection methods on node connection effectiveness and compressive strength was analysed. This analysis presented a novel circular scanning connection method based on pulse hot-wire arc additive manufacturing that exhibits great connection quality (without unmelted holes) and high efficiency (). While WAAM holds promise for intricate geometries and diverse composite materials, further exploration is needed, especially in the realm of advanced materials like functionally graded materials and metamaterials [Citation67].
Figure 25. A novel panel-core connection method of large size lattice sandwich structure based on wire arc additive manufacturing presented in [Citation66].
![Figure 25. A novel panel-core connection method of large size lattice sandwich structure based on wire arc additive manufacturing presented in [Citation66].](/cms/asset/6095cee1-eae8-4535-823e-867ee5935374/nvpp_a_2273303_f0025_oc.jpg)
5. Quality control and optimisation of MWAM
Quality control and optimisation are critical aspects of any manufacturing process, and Multiple Wire Arc Additive Manufacturing (MWAM) is no exception. This section will delve into the various strategies and techniques employed to ensure the production of high-quality components using MWAM. We will explore how parameters are fine-tuned to optimise the process, the role of real-time monitoring systems in detecting and correcting defects, and the use of post-processing techniques to enhance the properties of the manufactured parts. Furthermore, we will discuss how advanced computational models and machine learning algorithms are being utilised to predict and control the outcomes of the MWAM process.
A study [Citation68] proposed a hybrid Wire Arc Additive Manufacturing (WAAM) and milling process (HWMP) for fabricating stiffened panels, which are commonly used in various industries. This method significantly improves material utilisation and efficiency without compromising surface quality. The key performance aspects of HWMP, including surface quality, material utilisation, and efficiency, were evaluated systematically. These aspects are influenced by both the deposition parameters (e.g. travel speed, wire-feed rate) and the milling parameters (e.g. spindle speed, tool-feed rate). To maximise HWMP's performance, an optimisation process was carried out to find the best combination of the deposition and milling parameters. The researchers used a Genetic Algorithm (GA) to solve this complex multi-objective optimisation problem, converting the three objectives into a single objective using the weighted sum method (WSM). The results showed that with optimal process parameters, HWMP improved material utilisation by 57% and efficiency by 32% compared to traditional machining methods. However, the study also noted potential issues with residual stresses and distortions due to the large heat input in the WAAM process, suggesting further research and solutions for these challenges.
In [Citation69], the researchers have developed a novel hybrid intelligent optimisation model to address welding formation defects in high-speed twin wire tandem co-pool submerged arc welding. The model integrates local mean decomposition (LMD), energy entropy, back propagation neural network (BPNN), and particle swarm optimisation algorithm (PSO). The LMD and energy entropy were used to analyse the welding current signal and quantify the rationality of parameters and welding quality. The BPNN established the relationship between the welding parameters and the energy entropy, and the PSO was used to automatically obtain the optimal welding parameters. The study concluded that this model could effectively optimise welding parameters, ensuring better welding quality, especially in high-speed submerged arc welding of low carbon steel plates.
Researchers [Citation70] have proposed a novel algorithm to optimise multi-robot placements in WAAM. The algorithm aims to overcome the limitations of fixed multi-robot cells, which can restrict the size of parts that can be built, and the use of larger, more expensive manipulators. The inverse kinematics/dynamics algorithm generates multi-robot placements () for different part geometries and hierarchically optimises the build time and the inverse kinematics consistency in robot paths. This approach enhances process efficiency and part quality. The study showed that the algorithm could overcome the limitations of fixed multi-robot cells, particularly when dealing with parts that do not have rotational symmetry. The researchers concluded that their approach allows for the full utilisation of manipulator capabilities and can be adapted for different part geometries. They also highlighted the potential for future work, including extending the algorithm to find optimal robot placements for a family of parts, accounting for printing accuracy, and generating experimental results for the algorithm.
Figure 26. The multi-robot cell and two large-scale WAAM components constructed using the system [Citation70].
![Figure 26. The multi-robot cell and two large-scale WAAM components constructed using the system [Citation70].](/cms/asset/5764f8bc-c38a-424b-9651-c6ce360cc66f/nvpp_a_2273303_f0026_oc.jpg)
These studies collectively demonstrate the importance of optimisation in MWAM and the potential of various techniques to improve the quality and efficiency of the manufacturing process.
6. Challenges and future directions of MWAM
MWAAM has made significant inroads as an emerging manufacturing technique. However, realisation of its full potential necessitates addressing key existing challenges and mapping future trajectories through extensive multi-disciplinary research.
6.1. Process parameter optimisation
Precisely optimising the intricately interacting process parameters (wire feed rate, travel speed, arc current, arc voltage, torch angle and orientation etc.) remains a persistent challenge [Citation71]. This complex parameter space makes it difficult to determine the optimal combinations to achieve desired mechanical properties, microstructural features, residual stresses, geometric accuracy and surface finish [Citation62]. While empirical mapping is extensively used, it is resource and time intensive. Advanced computational techniques like artificial neural networks, Bayesian optimisation and hybrid models show promise for accelerated process optimisation [Citation72]. However, reliability and generalisation ability of these data-driven approaches need to be enhanced through rigorous model validation. Developing adaptive control systems for real-time automated process correction is also an emerging area.
6.2. Standardisation
The current lack of universally accepted industry-level standards and specifications for MWAAM has hindered its maturation and widespread adoption [Citation73]. Comprehensive standards need to be developed spanning aspects like feedstock qualification, process monitoring, quality assurance, testing methodologies, data formats, part qualification and operator certification. This will enable unified comparison of different studies, quality control across different vendors and systems, and compliance for safety-critical applications [Citation74]. Collaborative efforts between industry, academia and standards organisations are crucial in this regard.
6.3. Residual stress and distortion management
The high heating and cooling rates intrinsic to the MWAAM process lead to development of residual stresses and part distortion [Citation75]. Preheating and post-processing approaches like heat treatment help relieve these to an extent. However, developing in-process control and mitigation techniques through optimised deposition path planning, adaptive process parameters and filler material selection is imperative [Citation76,Citation77]. This will curtail costly post-processing requirements. Advanced multi-physics modelling of the thermo-mechanical interactions is vital to understand the fundamental origins of residual stresses and distortions [Citation78,Citation79].
6.4. Hybrid manufacturing
Hybrid manufacturing encompassing the synergistic integration of MWAAM and complementary subtractive processes like milling and machining can pave the path for agile, flexible and automated manufacturing [Citation80]. This allows harnessing the near-net shape capabilities of MWAAM along with the accuracy and surface finish abilities of subtractive techniques [Citation81]. Extensive research on aspects like deposition planning suited for specific subtractive processes, interfacial quality improvement and control system integration is warranted for making hybrid manufacturing systems a reality.
6.5. Advanced computational techniques
Harnessing the capabilities of artificial intelligence, machine learning and computational modelling can provide a major impetus to optimising and controlling the MWAAM process for enhancing repeatability, accuracy and reliability [Citation82]. However, this will require the availability of large structured datasets, development of robust models accounting for process physics, model validation under varying conditions and real-time integration with MWAAM systems [Citation83]. An open-source modelling platform could substantially accelerate developments in this direction.
Addressing these key challenges through extensive multi-disciplinary research will be the key to unlocking the immense potential of MWAAM and expanding its applications across critical industries. Exciting opportunities lie ahead through materials and process innovations, standardisation efforts, advanced computational tools and hybrid manufacturing systems.
7. Conclusion
This comprehensive systematic review has presented an in-depth analysis of the advancements in multiple wire manufacturing processes, specifically focusing on additive manufacturing (AM) and welding. The review has underscored the significance of these processes in various industries, including aerospace, naval, automotive, and energy sectors, among others.
The use of multiple wire processes, such as Twin Wire Arc Additive Manufacturing (TWAM), Tandem Gas Metal Arc Welding (T-GMAW), and others, has been found to be instrumental in the fabrication of a wide range of materials. These materials include but are not limited to titanium aluminides, stainless steel, aluminum alloys, and low-carbon steel. The versatility of these processes, coupled with their ability to work with diverse materials, underscores their potential in various industrial applications.
Moreover, the review has highlighted the potential of these processes in enhancing productivity, improving material properties, and reducing manufacturing costs. The ability to control and manipulate the properties of the final product through these processes is a significant advantage, offering opportunities for customisation based on specific application requirements.
However, despite the considerable progress in multiple wire manufacturing processes, several challenges and areas for improvement remain. These include the need for more precise control of process parameters, further understanding of the underlying physical phenomena, and the development of robust models for predicting and optimising process outcomes.
Looking forward, it is anticipated that with the advent of advanced computational tools and techniques, the understanding and control of multiple wire manufacturing processes will significantly improve. This will potentially lead to the development of new materials and innovative manufacturing strategies. Furthermore, the integration of these processes with other manufacturing technologies, such as robotics and automation, could open new avenues for high-throughput, high-precision manufacturing.
Finally, multiple wire manufacturing processes, particularly in the context of additive manufacturing and welding, hold significant promise for the future of manufacturing. Continued research and development in this area are essential to fully realise their potential and address the existing challenges.
Acknowledgments
Arvind Agarwal acknowledges the financial support of DEVCOM – Army Research Laboratory (ARL) grant W911NF2020256.
A.H.Akbarzadeh and K.Ju acknowledge the contributions of Jiahao Shi at McGill University on collecting the information related to metamaterials.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Lewandowski JJ, Seifi M. Metal additive manufacturing: a review of mechanical properties. Annu Rev Mater Res. 2016;46:151–186. doi:10.1146/ANNUREV-MATSCI-070115-032024
- Jafari D, Vaneker THJ, Gibson I. Wire and arc additive manufacturing: opportunities and challenges to control the quality and accuracy of manufactured parts. Mater Des. 2021;202:109471. doi:10.1016/J.MATDES.2021.109471
- Frazier WE. Metal additive manufacturing: a review. J Mater Eng Perform. 2014;23(6):1917–1928. doi:10.1007/S11665-014-0958-Z/FIGURES/9
- Layus P, Kah P, Martikainen J, et al. Multi-wire SAW of 640 MPa Arctic shipbuilding steel plates. Int J Adv Manuf Technol. 2014;75(5–8):771–782. doi:10.1007/S00170-014-6147-2/METRICS
- Palacios B, Paul T, Mohammed SMAK, et al. Role of structural hierarchy on mechanics and electrochemistry of wire arc additive manufactured (WAAM) single phase titanium. J Manuf Process. 2023;93:239–249. doi:10.1016/J.JMAPRO.2023.03.025
- Ahn DG. Directed energy deposition (DED) process: state of the Art. Int J Precis Eng Manufacturing-Green Technol. 2021;8(2):703–742. doi:10.1007/S40684-020-00302-7
- Treutler K, Wesling V. The current state of research of wire Arc additive manufacturing (WAAM): a review. Appl Sci. 2021;11(18):8619. doi:10.3390/APP11188619
- Hamed Zargari H, Ito K, Kumar M, et al. Visualizing the vibration effect on the tandem-pulsed gas metal arc welding in the presence of surface tension active elements. Int J Heat Mass Transfer. 2020;161:1–14. doi:10.1016/J.IJHEATMASSTRANSFER.2020.120310
- Fan S, Guo X, Li Z, et al. A review of high-strength aluminum-copper alloys fabricated by wire Arc additive manufacturing: microstructure, properties, defects, and post-processing. J Mater Eng Perform. 2023;32(19):8517–8540. doi:10.1007/S11665-023-08233-5
- Bandyopadhyay A, Traxel KD, Lang M, et al. Alloy design via additive manufacturing: advantages, challenges, applications and perspectives. Mater Today. 2022;52:207–224. doi:10.1016/J.MATTOD.2021.11.026
- Costello SCA, Cunningham CR, Xu F, et al. The state-of-the-art of wire arc directed energy deposition (WA-DED) as an additive manufacturing process for large metallic component manufacture. Int J Computer Integr Manuf. 2023;36(3):469–510. doi:10.1080/0951192X.2022.2162597
- Xiao Y, Watson M. Guidance on conducting a systematic literature review. J Planning Educ Res. 2017;39(1):93–112. doi:10.1177/0739456X17723971
- van Eck NJ, Waltman L. Software survey: VOSviewer, a computer program for bibliometric mapping. Scientometrics. 2010;84(2):523–538. doi:10.1007/S11192-009-0146-3/FIGURES/7
- Waltman L, van Eck NJ, Noyons ECM. A unified approach to mapping and clustering of bibliometric networks. J Informetr. 2010;4(4):629–635. doi:10.1016/J.JOI.2010.07.002
- Tomar B, Shiva S, Nath T. A review on wire arc additive manufacturing: processing parameters, defects, quality improvement and recent advances. Mater Today Commun. 2022;31:1–24. doi:10.1016/J.MTCOMM.2022.103739
- Banaee SA, Kapil A, Marefat F, et al. Generalised overlapping model for multi-material wire arc additive manufacturing (WAAM). Virtual Phys Prototyp. 2023;18(1):1–22. doi:10.1080/17452759.2023.2210541
- Tušek J. Mathematical modelling of melting rate in arc welding with a triple-wire electrode. J Mater Process Technol. 2004;146(3):415–423. doi:10.1016/J.JMATPROTEC.2003.12.006
- Liu L, Fang D, Song G. Experimental investigation of wire arrangements for narrow-Gap triple-wire Gas indirect Arc welding. Mater Manuf Processes. 2016;31(16):2136–2142. doi:10.1080/10426914.2015.1090603
- Liu L, Hu C, Yu S, et al. A triple-wire indirect arc welding method with high melting efficiency of base metal. J Manuf Process. 2019;44:252–260. doi:10.1016/J.JMAPRO.2019.05.022
- Reisgen U, Sharma R, Oster L. Plasma multiwire technology with alternating wire feed for tailor-made material properties in wire and Arc additive manufacturing. Metals. 2019;9(7):745. doi:10.3390/MET9070745
- Song X, Li Z, Huang J, et al. Analysis of droplet transfer and Arc swing in “TIG + AC” twin-wire cross Arc additive manufacturing. Metals. 2023;13(1). doi:10.3390/met13010063
- Wang L, Wu T, Wang D, et al. A novel heterogeneous multi-wire indirect arc directed energy deposition for in-situ synthesis Al-Zn-Mg-Cu alloy: process, microstructure and mechanical properties. Addit Manuf. 2023;72; doi:10.1016/j.addma.2023.103639
- Bhargava P, Paul CP, Premsingh CH, et al. Tandem rapid manufacturing of inconel-625 using laser assisted and plasma transferred arc depositions. Adv Manuf. 2013;1(4):305–313. doi:10.1007/S40436-013-0044-Z/FIGURES/11
- Xiang T, Li H, Wei HL, et al. Arc characteristics and metal transfer behavior of twin-arc integrated cold wire hybrid welding. Int J Adv Manuf Technol. 2016;87(9–12):2653–2663. doi:10.1007/S00170-016-8663-8/METRICS
- Sproesser G, Chang YJ, Pittner A, et al. Energy efficiency and environmental impacts of high power gas metal arc welding. The Int J Adv Manuf Technol. 2017;91(9):3503–3513. doi:10.1007/S00170-017-9996-7
- Zhang J, Chen S, Zhao H, et al. Designing a multi-output power supply for multi-electrode Arc welding. Electronics. 2023;12(7):1702. doi:10.3390/ELECTRONICS12071702
- Jiang PF, Li XR, Zong XM, et al. Multi-wire arc additive manufacturing of Ti basic heterogeneous alloy: effect of deposition current on the microstructure, mechanical property and corrosion-resistance. J Alloys Compd. 2022;920:166056. doi:10.1016/J.JALLCOM.2022.166056
- Lizarralde N, Coutinho F, Lizarralde F. Online coordinated motion control of a redundant robotic wire Arc additive manufacturing system. IEEE Rob Autom Lett. 2022;7(4):9675–9682. doi:10.1109/LRA.2022.3191741
- Tianying H, Shengfu Y, Anguo H, et al. Path planning and forming of wire multi-arc additive collaborative manufacture for marine propeller bracket. J Manuf Process. 2021;68:1191–1201. doi:10.1016/J.JMAPRO.2021.06.028
- Martina F, Ding J, Williams S, et al. Tandem metal inert gas process for high productivity wire arc additive manufacturing in stainless steel. Addit Manuf. 2019;25:545–550. doi:10.1016/J.ADDMA.2018.11.022
- Cai X, Fan C, Lin S, et al. Effects of shielding gas composition on arc behaviors and weld formation in narrow gap tandem GMAW. Int J Adv Manuf Technol. 2017;91(9–12):3449–3456. doi:10.1007/S00170-017-9990-0
- Marefat F, Kapil A, Banaee SA, et al. Evaluating shielding gas-filler wire interaction in bi-metallic wire arc additive manufacturing (WAAM) of creep resistant steel-stainless steel for improved process stability and build quality. J Manuf Process. 2023;88:110–124. doi:10.1016/j.jmapro.2023.01.046
- Dong B, Cai X, Chen F, et al. Twinned dendrites growth in wire arc directed energy deposition of Al-Zn-Mg-Cu alloy. Mater Des. 2023;228; doi:10.1016/j.matdes.2023.111821
- Dong B, Cai X, Lin S, et al. Wire arc additive manufacturing of Al-Zn-Mg-Cu alloy: microstructures and mechanical properties. Addit Manuf. 2020;36; doi:10.1016/j.addma.2020.101447
- Dong B, Cai X, Xia Y, et al. Effects of interlayer temperature on the microstructures of wire arc additive manufactured Al-Zn-Mg-Cu alloy: insights into texture responses and dynamic precipitation behaviors. Addit Manuf. 2021;48; doi:10.1016/j.addma.2021.102453
- Wang J, Liu J, Sun J, et al. Microstructure and mechanical properties of twin-wire arc spraying Ni-5wt.% Al coating on 6061-T6 aluminum alloy. China Welding (English Edition). 2013;22(2):49–54. Available from: https://www.scopus.com/inward/record.uri?eid=2-s2.0-84883281487&partnerID=40&md5=34a24aba03a595049eb33291ad33cae9.
- Hou X, Ye X, Qian X, et al. Heat accumulation, microstructure evolution, and stress distribution of Ti–Al alloy manufactured by twin-wire plasma Arc additive. Adv Eng Mater. 2022;24(5):2101151. doi:10.1002/ADEM.202101151
- Shen C, Ma Y, Reid M, et al. Neutron diffraction residual stress determinations in titanium aluminide component fabricated using the twin wire-arc additive manufacturing. J Manuf Process. 2022;74:141–150. doi:10.1016/J.JMAPRO.2021.12.009
- Chaudhari R, Parikh N, Khanna S, et al. Effect of multi-walled structure on microstructure and mechanical properties of 1.25Cr-1.0Mo steel fabricated by GMAW-based WAAM using metal-cored wire. J Mater Res Technol. 2022;21:3386–3396. doi:10.1016/j.jmrt.2022.10.158
- Pan M, Xu J, Liang N, et al. Microstructure and mechanical properties of the laminated heterostructured material with 316L stainless steel/18Ni300 maraging steel fabricated by WAAM. Mater Sci Eng A. 2023;881; doi:10.1016/j.msea.2023.145300
- Rodrigues TA, Bairrão N, Farias FWC, et al. Steel-copper functionally graded material produced by twin-wire and arc additive manufacturing (T-WAAM). Mater Des. 2022;213; doi:10.1016/j.matdes.2021.110270
- Han J, Chen X, Zhang G, et al. Microstructure and mechanical properties of Ni50.8Ti49.2 and Ni53Ti47 alloys prepared in situ by wire-arc additive manufacturing. J Mater Process Technol. 2022;306:117631. doi:10.1016/J.JMATPROTEC.2022.117631
- Zhang M, Wang Y, Ma Z, et al. Non-uniform high-temperature oxidation behavior of twin wire and arc additive manufactured Ni3Al-based alloy. J Manuf Process. 2022;84:522–530. doi:10.1016/j.jmapro.2022.10.035
- Zhang M, Wang Y, Yang Z, et al. Microstructure and mechanical properties of twin wire and arc additive manufactured Ni3Al-based alloy. J Mater Process Technol. 2022;303; doi:10.1016/j.jmatprotec.2022.117529
- Al-Athel KS, Ibrahim M, Arif AFM, et al. Effect of composition and thickness on the hardness and scratch resistance of copper and copper alloy coatings. Arab J Sci Eng. 2017;42(11):4895–4904. doi:10.1007/s13369-017-2661-5
- Zhu YL, Liao HL, Coddet C, et al. Characterization via image analysis of cross-over trajectories and inhomogeneity in twin wire arc spraying. Surf Coat Technol. 2003;162(2–3):301–308. doi:10.1016/S0257-8972(02)00706-5
- Ma C, Yan Y, Yan Z, et al. Investigation of bypass-coupled double-pulsed directed energy deposition of Al–Mg alloys. Addit Manuf. 2022;58:103058. doi:10.1016/J.ADDMA.2022.103058
- Yang Z, Liu Q, Wang Y, et al. Fabrication of multi-element alloys by twin wire arc additive manufacturing combined with in-situ alloying. Mater Res Lett. 2020;8(12):477–482. doi:10.1080/21663831.2020.1809543
- Bulla A, Wu K, Shen C. Influence of local thermal cycle on the lattice and microstructure evolution of twin-wire directed energy deposition-arc fabricated equiatomic NiTi alloy. Mater Sci Eng A. 2023;862:144462. doi:10.1016/J.MSEA.2022.144462
- Han J, Zhang G, Chen X, et al. High strength Ti alloy fabricated by directed energy deposition with in-situ Cu alloying. J Mater Process Technol. 2022bb;310:117759. doi:10.1016/J.JMATPROTEC.2022.117759
- Wang JX, Liu JS, Zhang LY, et al. Microstructure and mechanical properties of twin-wire arc sprayed Ni-Al composite coatings on 6061-T6 aluminum alloy sheet. Int J Miner, Metall Mater. 2014;21(5):469–478. doi:10.1007/S12613-014-0931-8/METRICS
- Wang Jx, Wang Gx, Liu Js, et al. Microstructure of Ni–Al powder and Ni–Al composite coatings prepared by twin-wire arc spraying. Int J Miner, Metall Mater. 2016;23(7):810–818. doi:10.1007/S12613-016-1295-Z/METRICS
- Han J, Lu L, Xin Y, et al. Microstructure and mechanical properties of a novel functionally graded material from Ti6Al4 V to inconel 625 fabricated by dual wire + arc additive manufacturing. J Alloys Compd. 2022;903:163981. doi:10.1016/J.JALLCOM.2022.163981
- Lu L, Tian Y, Cai Y, et al. Microstructure and mechanical properties of a functionally graded material from TA1 to inconel 625 fabricated by dual wire + arc additive manufacturing. Mater Lett. 2021;298:130010. doi:10.1016/J.MATLET.2021.130010
- Rodrigues TA, Cipriano Farias FW, Zhang K, et al. Wire and arc additive manufacturing of 316L stainless steel/inconel 625 functionally graded material: development and characterization. J Mater Res Technol. 2022;21:237–251. doi:10.1016/J.JMRT.2022.08.169
- Wang S, Gu H, Wang W, et al. Study on microstructural and mechanical properties of an Al–Cu–Sn alloy wall deposited by double-wire Arc additive manufacturing process. Materials. 2019;13(1):73. doi:10.3390/MA13010073
- Fauchais PL, Heberlein JVR, Boulos MI. Thermal spray fundamentals: from powder to part. Therm Spray Fundam: From Powder to Part. 2014: 1–1566. doi:10.1007/978-0-387-68991-3/COVER
- Bobzin K, Öte M, Knoch MA. Surface Pre-treatment for thermally sprayed ZnAl15 coatings. J Therm Spray Technol. 2017;26(3):464–472. doi:10.1007/S11666-016-0507-4/TABLES/5
- Qin E, Huang Q, Shao Y, et al. The characterization of twin-wire Arc-sprayed FeCrBSi coating and the application in sewage sludge boilers. J Therm Spray Technol. 2014;23(8):1493–1498. doi:10.1007/S11666-014-0151-9/FIGURES/7
- Zhou J, Walleser JK, Meacham BE, et al. Novel in situ transformable coating for elevated-temperature applications. J Therm Spray Technol. 2010;19(5):950–957. doi:10.1007/S11666-010-9498-8/FIGURES/9
- Pan C, Han Y, Lu J. Design and optimization of lattice structures: a review. Appl Sci. 2020;10(18):6374. doi:10.3390/APP10186374
- Wu B, Pan Z, Ding D, et al. A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement. J Manuf Process. 2018;35:127–139. doi:10.1016/J.JMAPRO.2018.08.001
- Yu Z, Ding D, Pan Z, et al. A strut-based process planning method for wire arc additive manufacturing of lattice structures. J Manuf Process. 2021;65:283–298. doi:10.1016/J.JMAPRO.2021.03.038
- Li Y, Yu S, Chen Y, et al. Wire and arc additive manufacturing of aluminum alloy lattice structure. J Manuf Process. 2020;50:510–519. doi:10.1016/J.JMAPRO.2019.12.049
- Abe T, Sasahara H. Layer geometry control for the fabrication of lattice structures by wire and arc additive manufacturing. Addit Manuf. 2019;28:639–648. doi:10.1016/J.ADDMA.2019.06.010
- Xu T, Huang J, Cui Y, et al. Exploring a novel panel-core connection method of large size lattice sandwich structure based on wire arc additive manufacturing. Mater Des. 2021;212:110223. doi:10.1016/J.MATDES.2021.110223
- Shah A, Aliyev R, Zeidler H, et al. A review of the recent developments and challenges in wire Arc additive manufacturing (WAAM) process. J Manuf Mater Process. 2023;7(3):97. doi:10.3390/JMMP7030097
- Li F, Chen S, Shi J, et al. Evaluation and optimization of a hybrid manufacturing process combining wire Arc additive manufacturing with milling for the fabrication of stiffened panels. Appl Sci. 2017;7(12):1233. doi:10.3390/APP7121233
- He K, Xiao D. A novel hybrid intelligent optimization model for twin wire tandem co-pool high-speed submerged arc welding of steel plate. J Adv Mech Des, Syst, Manuf. 2015;9(2):JAMDSM0017–JAMDSM0017. doi:10.1299/JAMDSM.2015JAMDSM0017
- Bhatt PM, Nycz A, Gupta SK. Optimizing Multi-Robot Placements for Wire Arc Additive Manufacturing. Proceedings - IEEE International Conference on Robotics and Automation. 2022: 7942–7948. doi:10.1109/ICRA46639.2022.9812318
- Ding D, Pan Z, Cuiuri D, et al. Wire-feed additive manufacturing of metal components: technologies, developments and future interests. Int J Adv Manuf Technol. 2015;81(1–4):465–481. doi:10.1007/S00170-015-7077-3/METRICS
- Wang J, Xu C, Zhang J, et al. Big data analytics for intelligent manufacturing systems: a review. J Manuf Syst. 2022;62:738–752. doi:10.1016/J.JMSY.2021.03.005
- Chakraborty D, Tirumala T, Chitral S, et al. The state of the Art for wire Arc additive manufacturing process of titanium alloys for aerospace applications. J Mater Eng Perform. 2022;31(8):6149–6182. doi:10.1007/S11665-022-07128-1
- Monzón MD, Ortega Z, Martínez A, et al. Standardization in additive manufacturing: activities carried out by international organizations and projects. Int J Adv Manuf Technol. 2015;76(5–8):1111–1121. doi:10.1007/S00170-014-6334-1/METRICS
- Abusalma H, Eisazadeh H, Hejripour F, et al. Parametric study of residual stress formation in wire and Arc additive manufacturing. J Manuf Process. 2022;75:863–876. doi:10.1016/J.JMAPRO.2022.01.043
- Wu Q, Mukherjee T, De A, et al. Residual stresses in wire-arc additive manufacturing – Hierarchy of influential variables. Addit Manuf. 2020;35:101355. doi:10.1016/J.ADDMA.2020.101355
- Zhang C, Shen C, Hua X, et al. Influence of wire-arc additive manufacturing path planning strategy on the residual stress status in one single buildup layer. Int J Adv Manuf Technol. 2020;111(3–4):797–806. doi:10.1007/S00170-020-06178-W/FIGURES/8
- Ding J, Colegrove P, Mehnen J, et al. Thermo-mechanical analysis of wire and Arc additive layer manufacturing process on large multi-layer parts. Comput Mater Sci. 2011;50(12):3315–3322. doi:10.1016/J.COMMATSCI.2011.06.023
- Yang Y, Zhou X, Li Q, et al. A computationally efficient thermo-mechanical model for wire arc additive manufacturing. Addit Manuf. 2021;46:102090. doi:10.1016/J.ADDMA.2021.102090
- Bambach M, Sizova I, Sydow B, et al. Hybrid manufacturing of components from Ti-6Al-4V by metal forming and wire-arc additive manufacturing. J Mater Process Technol. 2020;282:116689. doi:10.1016/J.JMATPROTEC.2020.116689
- Baier D, Wolf F, Weckenmann T, et al. Thermal process monitoring and control for a near-net-shape wire and Arc additive manufacturing. Prod Eng. 2022;16(6):811–822. doi:10.1007/S11740-022-01138-7/FIGURES/12
- Hamrani A, Agarwal A, Allouhi A, et al. Applying machine learning to wire arc additive manufacturing: a systematic data-driven literature review. J Intell Manuf. 2023: 1–33. doi:10.1007/S10845-023-02171-8
- Raut LP, Taiwade RV. Wire Arc additive manufacturing: a comprehensive review and research directions. J Mater Eng Perform. 2021;30(7):4768–4791. doi:10.1007/S11665-021-05871-5