
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
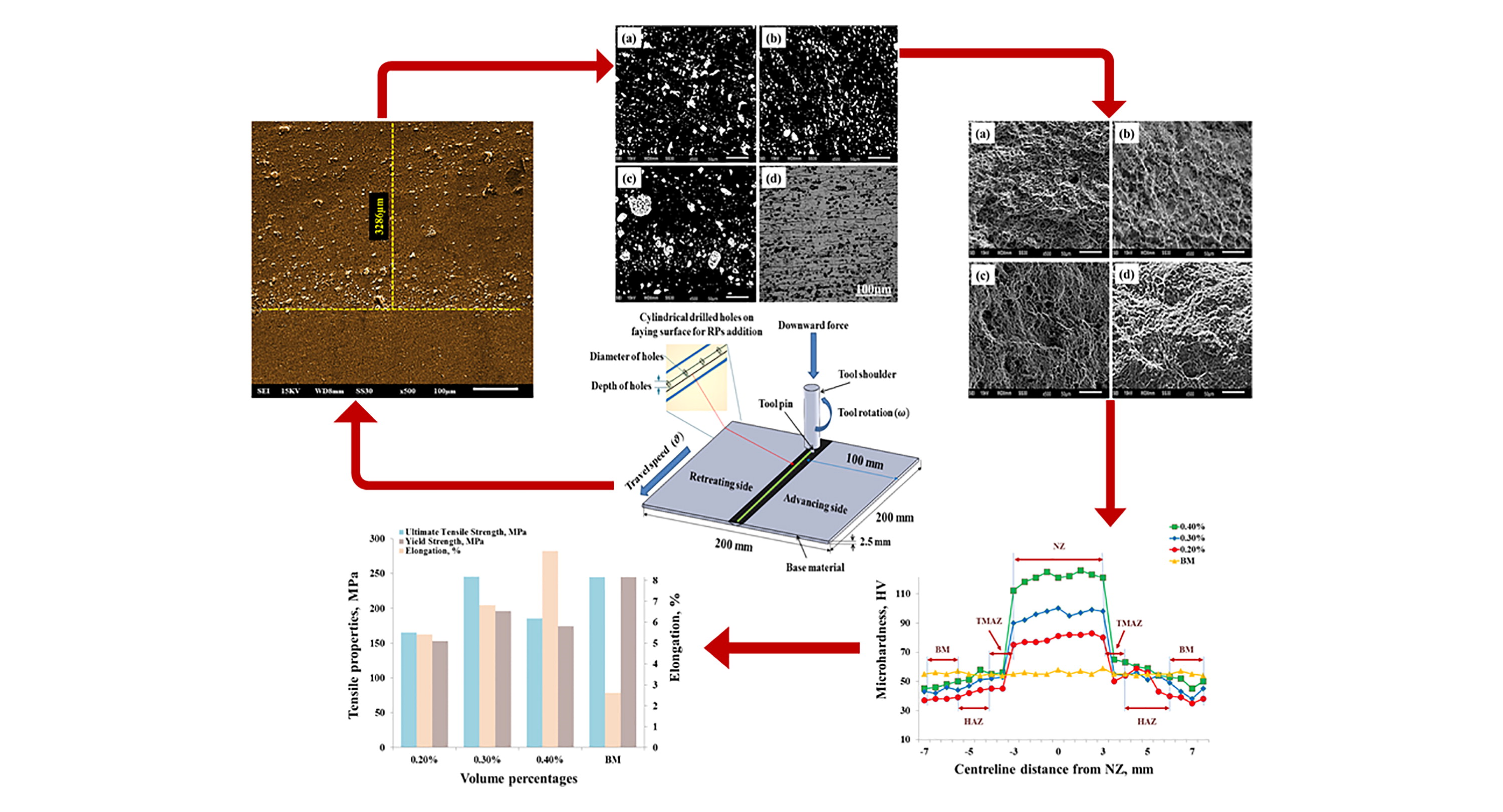
The objective of the present study is to investigate the effect of Al2O3 nanoparticles volume percentage on tribological, mechanical and microstructural characteristics of 6061-T6 aluminum alloy based particulate-nanocomposite (P-NCs) fabricated using friction stir welding (FSW) process. Optical microscopy (OM) and scanning electron microscopy (SEM) was employed to evaluate the (a) microstructures of the produced nanocomposites to ascertain the distribution of Al2O3 nanoparticles in the nugget zone; (b) nanocomposite depth formed on Al-alloy matrix, and (c) fractured and wear characteristics. Results reveal that the produced P-NCs had a depth of 3286 µm across the perpendicular x-section of the weld nugget zone of P-NCs. With the increase in a volume percentage of Al2O3 nanoparticles there was a tremendous increment in the microhardness up to 125 HV which is higher than as-received AA6061-T6. It was also noticed that the tensile strength and the wear resistance of produced P-NCs were significantly increased at 0.3 vol% of Al2O3 nanoparticles as compared to 0.2 and 0.4 vol%. The corresponding mechanical and wear properties results were correlated to microstructure and fractography results.
Graphical Abstract
1. Introduction
Nowadays, weight reduction and reduced fuel consumption are the two most important demands in the marine, aerospace, and automobile industries. To fulfill such demands, light metals as aluminum alloys are the most suitable [Citation1, Citation2]. Heat treatable Al-alloys especially AA6061-T6 are most commonly employed in marine frames, pipelines, aircraft, marine, and construction, etc., due to their high corrosive resistance, and high material strength to weight ratio, and ability of welding [Citation3, Citation4].
Metal matrix composites (MMCs), particularly particulate matrix composites (PMCs) that are fabricated by adding reinforcement particles (RPs), either in fiber form (boron, silicon carbide, fiber, etc.) or in particle form (aluminum oxide, titanium oxide, etc.) into their material matrix (Al, Mg, Ti, Cu alloys, etc.) are the latest materials [Citation5, Citation6]. These PMCs have exceptionally high thermal conductivity, high strength/weight ratios, high corrosive resistance, and high stiffness compared to the base alloy which makes them the center of attraction to many industries such as, automobile, aerospace, marine, nuclear, transportation, and so on [Citation7].
However, uniform distribution of RPs in the aluminum substrate and their control is complicated and difficult to achieve via conventional methods for base matrix modifications [Citation8, Citation9]. Previously, thermal spraying and laser beam methods were adopted by numerous researchers to produce P-NCs which result in degradation of mechanical properties due to the occurrence of undesirable secondary phases [Citation10, Citation11]. Because these methods were operated at very high temperatures due to which it is very difficult to stop the unwanted chemical reactions between the RPs and the material matrix that forms the detrimental secondary phases [Citation12, Citation13]. To avoid these limitations, a process is required for the production of P-NCs that do not reach the melting point (m.p.) of the base material (i.e. operates below m.p). In correspondence to the above problems, Friction Stir Welding (FSW) is the most suitable process for the fabrication of P-NCs on Al-matrices.
FSW process was patented and experimentally developed at The Welding Institute (TWI) in the UK in 1991 [Citation14]. In the FSW process, a rotating FSW tool, once it touches the workpiece surface, is plunged into the joint interface utilizing an applied mechanical force. As a result, the material softens by the amount of heat generated by the friction between the FSW tool and the base material. With the transverse movement of the rotating tool more recirculation of plastically deformed material is forged in the forefront to the rear of the tool and this induced plastic deformation that results in solid-state joining [Citation15, Citation16].
In contrast to conventional techniques used for the fabrication of P-NCs, FSW provides enormous advantages such as; (a) due to the solid-state joining no melting as well generation of chemical reactions will occur between RPs and the matrix, (b) due to severe plastic deformation FSW leads to vigorous mixing and refinement of microstructural characteristics in the parent alloy, (c) with the proper consolidation of material due to adequate amounts of localized heat produced and tool stirring action during FSW leads to the generation of a uniform P-NCs on an aluminum alloy matrix.
Attempts were made in the present study to produce aluminum oxide (Al2O3) nanoparticles based AA6061-T6 particulate-nanocomposites (P-NCs) on an Al-matrix via FSW. The effect of volume fractions of Al2O3 nanoparticles on microstructure and mechanical characteristics of AA6061-T6 based P-NCs produced using friction stir welding was also studied.
2. Materials and methods
AA6061-T6 thin Al-sheets of thickness 2.5 mm were used for FSW. AA6061-T6 chemical composition was obtained by electro-dispersive X-ray spectroscopy that is given in . The reinforcing particles, such as Al2O3 nanoparticles were used in different volume percentages, such as 0.2, 0.3, and 0.4 vol%. Nano Partech, Chandigarh, India, supplied Al2O3 nanoparticles with 99.99% purity and >30 specific surface area.).
Table 1. Chemical composition of AA6061-T6.
Al2O3 nanoparticles were incorporated into the cylindrical holes of varying diameter and fixed depth 3 mm drilled in a zigzag pattern at an equal distance on the faying surface of the adjoining faces of AA6061-T6 sheets as reported in the previous research by Singh et al. [Citation17–19]. The average grain size of as-received Al2O3 nanoparticles was 15 nm which is assessed by using TEM as shown in .
Figure 1. (a) Schematic for incorporating RPs into the base matrix, (b) TEM micrograph of Al2O3 nanoparticle.
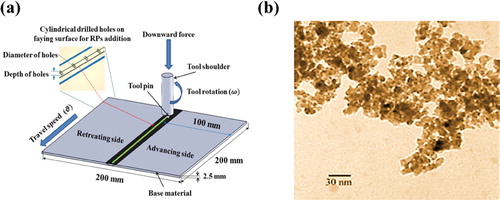
The FSW tool with the cylindrical shoulder of 15 mm diameter and cylindrical pin (with a round bottom to reduce wear and increase tool life) of length and diameter 2.30 mm and 5 mm were used. The upper surface of the adjoining faces was closed using a pin-less tool to avoid the scattering of RPs from the drilled holes during the FSW process. The selected process parameters range along the central joint line used in FSW is mentioned in .
Table 2. Process parameters window for FSW.
FSW was conducted on a dedicated vertical milling machine (HMT: VMC-TC-1200). Once the FSW was finalized, a small cross-section of 10 mm x 10 mm samples was extracted from the weld nugget zone of P-NCs (normal to the FSW direction) for microstructural characterization and evolutions. Samples were prepared by employing the standard procedure of metallography using Keller’s reagent and then examined under an optical microscope (OM: Leica DM 2700 M) and scanning electron microscope (SEM: Jeol-124Nx, Japan). Micro-hardness testing was done along the central portion of the nugget zone (NZ) of P-NCs (normal to the FSW direction) at a distance of 0.5 mm below the top surface of P-NCs by employing 200 g load for 15 s. Tensile and wear properties of the produced P-NCs were also evaluated. Tensile test samples were cut according to ASTM-E8M-11 from the P-NCs by using wire electrical discharge machining (WEDM) and performed using a cross-head velocity of 2 mm/min. The wear test for P-NCs was performed by employing a pin-on-disk arrangement as per ASTM: G99-05 standard. The rounded shape pins of diameter 5 mm were cut from the NZ (nugget zone) for which the pin was positioned normal to the FSW direction. Disc employed for wear testing was made up of EN31 steel with 62 HRC and the sliding track diameter of the disc surface was 100 mm. Tests were performed under the dry-sliding condition with 15 N of normal load along with 450 and 0.07 of disc rotational (rpm) and sliding velocities (mm/s).
3. Results and discussions
3.1. Microstructural characterization
The size of the friction stirred nugget zone (NZ) was observed analogous to the FSW cylindrical tool pin diameter and length of 5 mm and 2.30 mm respectively which is attributed to the higher amount of frictional localized heat occurred between the rotating tool shoulder and base Al-matrix, such that these results are concurrent with the findings of Eftekharinia et al. [Citation20]. The cross-sectioned NZ depth of fabricated P-NCs perpendicular to the FSW direction was calculated as 3286 µm as depicted in . SEM photomicrographs of Al-Al2O3 based P-NCs and optical micrograph of as-received aluminum parent matrix are illustrated in .
Figure 2. SEM photomicrograph depicts the depth of fabricated P-NCs on Al-matrix.
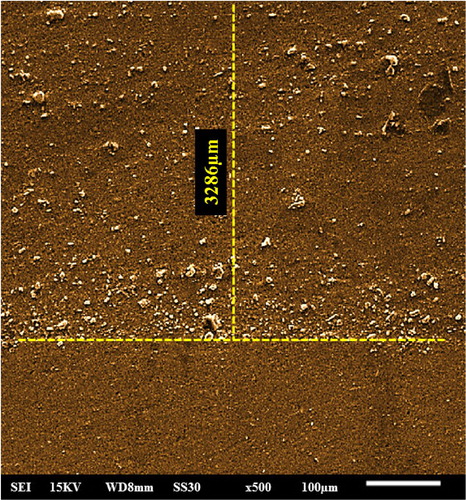
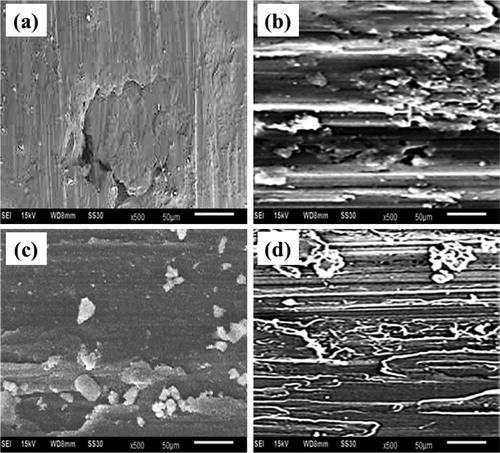
Figure 3. SEM micrographs of produced Al/Al2O3 based P-NCs, (a) 0.2 vol%, (b) 0.3 vol%, (c) 0.4 vol%, and (d) As-received AA6061-T6.
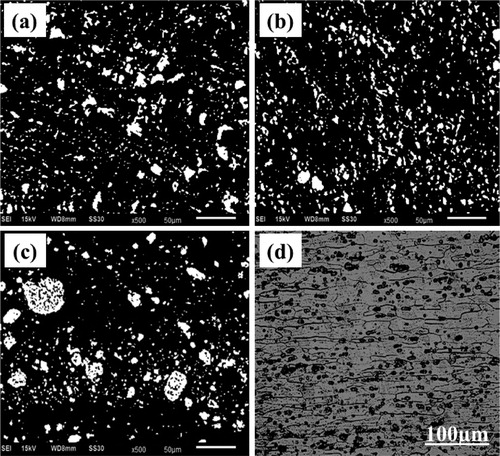
It can be noted that the dispersion of Al2O3 nanoparticles in NZ is more evident and uniform during FSW. This was attributed to the following reasons, (a) occurrence of severe plastic deformation (SPD) and continuous dynamic recrystallization (CDRX) in the weld zone [Citation21], (b) presence of Al2O3 nanoparticles that strongly influenced the size of the grains in the NZ by providing obstruction to the motion of grain boundaries via Zener-pinning effect [Citation15, Citation22]. It was also noticed that at higher tool rotational speed of 2000 rpm it causes more homogeneous nanoparticles distribution in the NZ, while the transverse speed doesn’t significantly affect the distribution of RPs, these results are in good agreement with the studies reported by Eskandari et al. [Citation23], Gou et al. [Citation24] and Faradonbeh et al. [Citation25]. However, it is inferred from the that the Al2O3 nanoparticles are more homogeneously distributed in the NZ at 0.3 vol% in comparison to 0.2 and 0.4 vol% for Al/Al2O3 based P-NCs fabricated via FSW. This was due to the vigorous stir action induced by the FSW tool, as a result, an adequate amount of heat and mechanical force was generated which is sufficient for the uniform dispersal of RPs in the wide area of nugget zone [Citation21, Citation26, Citation27]. These findings are in better agreement with the studies conducted by Keneshloo et al. [Citation28] and Paidar et al. [Citation29] according to which the area/volume fraction as well the size of the reinforcement particles are inversely proportional to each other.
3.2. Micro-hardness measurements
The micro-hardness profiles extracted from the NZ of Al-Al2O3–0.2%, Al-Al2O3–0.3%, and Al-Al2O3–0.4% based P-NCs and base alloy matrix (i.e. AA6061-T6) is shown in . It is well understood that the microhardness variation in the processed nugget zone merely depends upon the existence of Al2O3 nanoparticles and also their uniform dispersion [Citation30]. It is worth mentioning that, due to the large volume fraction of Al2O3 nanoparticles in the NZ their expansion to volume rate is quite high which leads to an increase in micro-hardness to 125 HV which is higher as compared to the as-received base material. This was attributed to the high rotational speed (2000 rpm) of the FSW tool due to which shoulder produced a sufficient amount of localized heat and mechanical plunge force which is required to disperse RPs more homogeneously and also to consolidate soft deformed plasticized material circulated about the FSW tool [Citation18, Citation19]. These results are in better concurrence with Paidar et al. [Citation31] according to which the WC nanoparticles addition during FSW of AA5182 alloy remarkably increases the hardness of the weldments compared to unreinforced welds that are attributed to the grain growth inhibition via the existence of RPs in the NZ (according to Hall–Petch relationship according to which small grain size leads to better microhardness).
Figure 4. Micro-hardness measured transversely from weld centreline for Al/Al2O3 based P-NCs and base material.
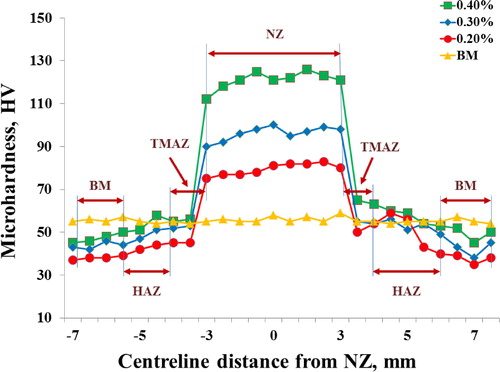
It is noticed that with the increase in the volume fraction of Al2O3 nanoparticles it causes more grain refinement in the NZ which is attributed to the more softening of base material that results in a decrease in ductility of P-NCs as a result of ductile matrix [Citation32]. Moreover, the microhardness values were significantly increased with the loading of Al2O3 nanoparticles. The addition of Al2O3 nanoparticles has a significant pinning effect on the migration of grain boundaries, which results in the refinement of grains in NZ, as the same was suggested by Paidar et al. [Citation33]. They stated that with the increase in stirring action and vigorous plasticized material flow strain (which is a function directed by rotation tool pin) it helps in to break and disperse the reinforcement particles during FSW. Based on this, it was concluded that in NZ the grain size was dependent on the transverse as well as tool rotational speed and the presence of Al2O3 nanoparticles in the NZ. As the FSW process is more similar to SPD, where the heat generated and the rate of strain has an important effect on the refinement of grains, such that the dynamic recrystallization (DRX) grains size keeps on decreasing by a decrement in the process temperature or increment in the rate of strain [Citation3, Citation17].
3.3. Mechanical property evaluations
The calculated values of tensile properties for Al-Al2O3–0.2%, Al-Al2O3–0.3%, and Al-Al2O3–0.4% based P-NCs and base alloy matrix (i.e. AA6061-T6) are graphically shown in . The tensile properties of Al-based P-NCs depend on the (a) size of the grains, (b) dislocation density, (c) percentage of agglomerated particles in the welded zone, and (d) bonding quality, [Citation34] as also reported by Faradonbeh et al. [Citation25], Eftekharinia et al. [Citation20] and Paidar et al. [Citation31]. It can also be observed that the tensile properties (ultimate tensile strength (UTS), yield strength (YS), and elongation at break (EL) of the produced P-NCs were decreased as compared to the as-received base material. This was attributed due to the presence of Al2O3 nanoparticles that confined the grain boundaries sliding and prevent dislocations motion that results in degradation of tensile properties [Citation35, Citation36].
Figure 5. Tensile properties of Al/Al2O3 based P-NCs and base material.
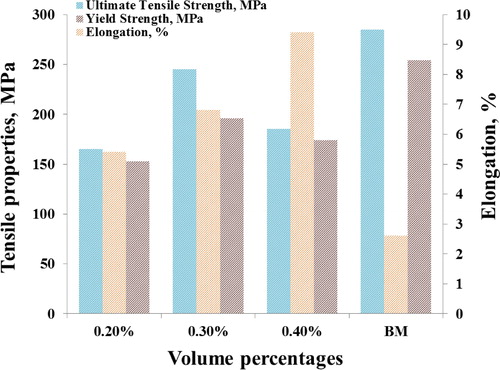
Also, the findings showed that the combination of lower travel speed and medium Al2O3 nanoparticles volume percentage (0.3 vol%) leads to increase in tensile strength significantly which is related to the more adequate uniform dispersion of nanoparticles in the NZ, these results are in better agreement with the findings of Faradonbeh et al. [Citation25] according to which the decrease in tool travel speed results in finer B4C particles clusters and gradual improvement in the poor distribution of B4C particles.in the NZ.
It is worth mentioning that the increment in Al2O3 nanoparticles volume percentages, the UTS, YS, and EL% was significantly decreased. Moreover, increment in Al2O3 nanoparticles loadings results in (a) increment in the inter-particle spacing area between the Al2O3 nanoparticles and the Al-matrix, as a result, lower interfacial area were created which leads to the accumulation of Al2O3 nanoparticles and results in deterioration of tensile properties [Citation37], (b) less load transferred from the weak Al-matrix across the matrix/particle interface to the high stiffness and hard ceramic Al2O3 nanoparticles may occur that leads to a decrease in strength of the Al-matrix [Citation36, Citation38], (c) decrement in work hardening rate which leads to a decrease in elastic modulus, macroscopic yielding, and tensile strength [Citation39], (d) increment in a distance of effective slip during deformation that leads to the lower ductility due to early onset of void nucleation with an increase in the volume fraction of Al2O3 nanoparticles [Citation38, Citation39].
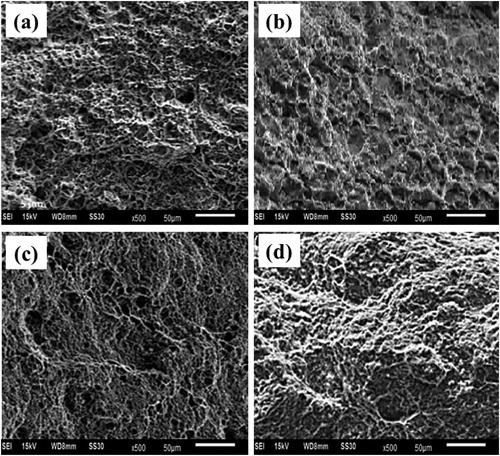
Similarly, Barmouz et al. [Citation40] and Paidar et al. [Citation29] also stated that agglomeration of reinforcements, peak temperature, and large strain rate is the governing main parameters for the tensile behavior that results in crack nucleation and propagation due to which the failure of the welds could take place along the AS than RS. The SEM photomicrographs for fractured portions of Al-Al2O3–0.2%, Al-Al2O3–0.3%, and Al-Al2O3–0.4% based P-NCs and base alloy matrix (i.e. AA6061-T6) is shown in . Fracture appearance of the base matrix (AA6061-T6) reveals the occurrence of deep small dimples which indicates the mode of ductile fracture and affirms the improvement in ductility [Citation41]. The decrease in tensile properties of Al-Al2O3-0.2% and Al-Al2O3–0.4% based P-NCs is attributed to the presence of large shallow dimples with overlay and separation of RPs layer as same was reported by Faradonbeh et al. [Citation25] according to which it is due to de-cohesion between B4C particles and matrix, whereas for Al-Al2O3–0.3% based P-NCs it consists of small size dimples that results in an increase of tensile strength as similarly reported by Paidar et al. [Citation31] according to which the occurrence of small dimples is due to strong deformation of the NZ as well the uniform dispersion of WC reinforcement at lower travel speed. These outcomes justify the variations in tensile strength of Al-Al2O3-0.2%, Al-Al2O3–0.3%, and Al-Al2O3–0.4% based P-NCs and the cause for a decrease in tensile strength in comparison with the base Al-alloy.
Figure 6. SEM photomicrographs of fractured surface for Al/Al2O3 based P-NCs, (a) 0.2%, (b) 0.3%, (c) 0.4%, and (d) As-received AA6061-T6.
3.4. Wear characteristics
The corresponding results of wear resistance for Al-Al2O3 based P-NCs and base material are illustrated in . It is inferred from that there is a decrease in wear rate with the increment in Al2O3 nanoparticles loadings which is attributed to an enhancement in hardness profile due to the uniform distribution of Al2O3 nanoparticles, and behave as applied load-carrying nanoparticles [Citation42]. It was also observed that the wear resistance was increased at 0.3 vol% of Al2O3 nanoparticles is due to a reduction of frictional coefficient provided that these nanoparticles are distributed uniformly within the aluminum matrix, whereas wear rate was increased due to the presence of hard Al2O3 nanoparticles, which comes out during the wear test by the prismatic pin, laying on the disc and acting as a barrier. These results are in better agreement with the findings of Paidar et al. [Citation31] and Eftekharinia et al. [Citation20] according to which the wear rate is directly proportional to or as a function of RPs distribution and the average grain size. It is noted that an increase in tool rotational speed with a decrease in travel speed leads to better Al2O3 nanoparticle distribution in NZ, in turn, increases the wear rate of the reinforced (AA6061-T6) base alloy.
Figure 7. Frictional coefficient values for Al/Al2O3 based P-NCs and as-received AA6061-T6.
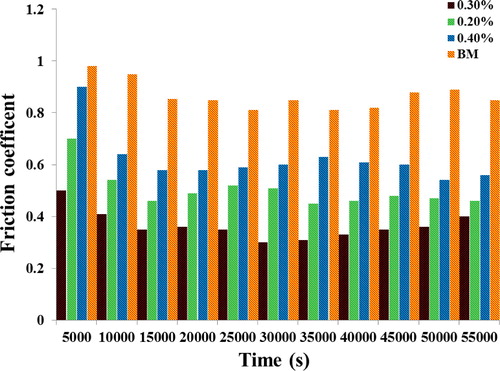
Moreover, in the case of Al-Al2O3–0.2%, Al-Al2O3–0.4% based P-NCs due to the increase in Al2O3 nanoparticles loadings it leads to a conversion of adhesive wear into abrasive wear, that results in separation, and overlay of P-NCs, instead of erosion which leads to large weight loss compared to parent material and Al-Al2O3–0.3% based P-NCs. However, the least wear rate was observed at 0.3 vol% of Al2O3 nanoparticles based P-NCs.
The morphological characteristics of wear surface of Al-Al2O3 based P-NCs and parent material are depicted in . It can be observed from that due to the presence of mechanically mixed tribolayer that functions as a solid lubricant could transform the behavior of wear from dual to trilogy wear which leads to the reduction in wear rate [Citation38–40], as these results are analogous to the findings by Paidar et al. [Citation33] according to which the sufficient distribution of SiC particulates, small SiC particles, and fine equiaxed grains size in NZ are utmost factors that significantly influence the worn surface of reinforced FSW welds. However, due to the existence of strong Al2O3 nanoparticles, the path of wear is a little larger for the base material; in comparison with Al-Al2O3 based P-NCs. Moreover, in the absence of Al2O3 nanoparticles during the wear testing, it leads to the cultivation of micro-surface upon contact and turns into uneven surfaces [Citation42] as also reported by Eftekharinia et al. [Citation20] and Paidar et al. [Citation29].
Figure 8. SEM photomicrographs of wear morphology for Al/Al2O3 based P-NCs, (a) As-received AA6061-T6, (b) 0.2%, (c) 0.3%, and (d) 0.4%.
4. Conclusions
Using Al2O3 nanoparticles as reinforcements an Al/Al2O3 based P-NCs were successfully produced on AA6061-T6 using friction stir welding (FSW). The impact of Al2O3 nanoparticles on microstructural, mechanical, and tribological characteristics of AA6061-T6/Al2O3 based P-NCs fabricated via FSW were examined and the major outcomes of the present study are given below:-
Al2O3 nanoparticles were homogeneously distributed in the nugget zone (NZ) at 0.3vol% as compared to 0.2 and 0.4vol% of Al/Al2O3 based P-NCs fabricated via FSW which is due to the vigorous stir action, the adequate amount of heat and the mechanical force produced by the FSW tool, that results in a uniform dispersal of RPs in the wide area of the NZ with depth 3286µm.
Due to the large volume fraction of Al2O3 nanoparticles in the NZ their expansion to volume rate is quite high which leads to an increase in micro-hardness to 125 HV which is significantly higher than the as-received base material.
The tensile properties of the produced AA6061-T6/Al2O3 based P-NCs were increased with the increase in the maximum 0.3vol% of Al2O3 nanoparticles.
Wear resistance was increased for 0.3vol% based P-NCs as compared to 0.2 and 0.4vol% due to the reduction in frictional coefficient provided that Al2O3 nanoparticles were distributed uniformly within the aluminum matrix.
The formation of wear eroded particles is high at 0.4vol% in comparison to 0.2 and 0.3vol% for Al-Al2O3 based P-NCs.
Disclosure statement
The authors declare no conflict of interest.
Funding
This research received no external funding.
Additional information
Notes on contributors
Tanvir Singh
Tanvir Singh is a Ph.D. candidate in the Department of Mechanical Engineering at DR. B.R. Ambedkar National Institute of Technology, Jalandhar, India. His research interests lie in the fabrication, processing, and characterization of nanocomposites produced with the help of Friction Stir Welding to enable multifunctional nanocomposites with applications in structural, automobile, and marine sectors. His research interest also focussed on the concurrent design of the nano actuators for X-abilities for the development of flexible motor stages required for monitoring purposes.
S. K. Tiwari
S. K. Tiwari is faculty in the Department of Mechanical Engineering at DR. B.R. Ambedkar National Institute of Technology, Jalandhar, India. Dr. S.K. Tiwari's research focuses on processing and characterization of composites specifically fiber and nanocomposites via conventional as well the solid-state techniques (FSW) towards the development of multifunctional composites. His research interest also lies in the field of vibration and control related to the composite's vibration damping.
D. K. Shukla
D. K. Shukla is faculty in the Department of Mechanical Engineering at DR. B.R. Ambedkar National Institute of Technology, Jalandhar, India. Dr. D.K. Shukla's research focuses on welding (butt/lap) of aluminum alloys and steels using the FSW and GMAW process to produce joints of higher mechanical as well as structural properties. His research interest also lies in the field of composites fabrication allied to their characterization.
References
- Liu FC, Ma ZY. Influence of tool dimension and welding parameters on microstructure and mechanical properties of friction-stir-welded 6061-T651 aluminium alloy. Metall Mater Trans A. 2008;39(10):2378–2388.
- He J, Ling Z, Li H. Effect of tool rotational speed on residual stress, microstructure, and tensile properties of friction stir welded 6061-T6 aluminum alloy thick plate. Int J Adv Manuf Technol. 2016;84(9–12):1953–1961.
- Kaufman J-G. Introduction to aluminum alloys and tempers. US: ASM International; 2000, p. 242.DOI:10.1361/iaat2000p001
- ASM Handbook: 02. US: ASM International; 2004.
- Gay D. Composite materials: design and applications. Boca Raton (FL): CRC Press; 2014.
- Hull D, Clyne T. An introduction to composite materials. Great Britain: Cambridge University Press; 1996.
- Kaczmar JW, Pietrzak K, Włosiński W. The production and application of metal matrix composite materials. J Mater Process Technol. 2000;106(1–3):58–67.
- Rabinowicz E. Friction and wear of materials. New York: John Wiley and Sons; 1965.
- Budinski K-G. Surface engineering for wear resistance. New Jersey: Prentice-Hall; 1988.
- Gupta M, Mohamed FA, Lavernia EJ. Solidification behavior of Al/Li/SiCp MMCs processed using variable co-deposition of multi-phase materials. Mater Manuf Process. 1990;5(2):165–196.
- Mabhali L, Pityana SL, Sacks N. Laser surface alloying of aluminum (AA1200) with Ni and SiC powders. Mater Manuf Process. 2010;25(12):1397–1403.
- Chawla K-K. Composite materials: science and engineering. Heidelberg (NY): Springer Science & Business Media; 2012.
- Hu Q, Zhao H, Li F. Effects of manufacturing processes on microstructure and properties of Al/A356–B4C composites. Mater Manuf Process. 2016;31(10):1292–1300.
- Khaled T. An outsider looks at friction stir welding; Federal Aviation Administration, Scientific Report No. ANM-112N-05-06. 2005.
- Lohwasser D, Chen Z. Friction stir welding from basics to applications. US: CRC; 2010.
- Mishra R-S, Mahoney M-W. Friction stir welding and processing. US: ASM International; 2007.
- Singh T, Tiwari SK, Shukla DK. Mechanical and microstructural characterization of friction stir welded AA6061-T6 joints reinforced with nano-sized particles. Mater Charact. 2020;159:110047.
- Singh T, Tiwari SK, Shukla DK. Friction stir welding of AA6061-T6: the effects of Al2O3 nano-particles addition. Results Mater. 2019;1:100005.
- Singh T, Tiwari SK, Shukla DK. Effect of nano-sized particles on grain structure and mechanical behavior of friction stir welded Al-nanocomposites. Proc Inst Mech Eng Part L: J Mater Des Appl. 2019;234(2):274–290.
- Eftekharinia H, Amadeh AA, Khodabandeh A, et al. Microstructure and wear behavior of AA6061/SiC surface composite fabricated via friction stir processing with different pins and passes. Rare Met. 2020;39(4):429–435.
- Bodaghi M, Dehghani K. Friction stir welding of AA5052: the effects of SiC nano-particles addition. Int J Adv Manuf Technol. 2017;88(9–12):2651–2660.
- Devaraju A, Kumar A. Dry sliding wear and static immersion corrosion resistance of aluminum alloy 6061-T6/SiCp metal matrix composite prepared via friction stir processing. Int J Adv Res Mech Eng. 2011;1(2):62–68.
- Eskandari H, Taheri R, Khodabakhshi F. Friction-stir processing of an AA8026-TiB2-Al2O3 hybrid nanocomposite: microstructural developments and mechanical properties. Mater Sci Eng A. 2016;660:84–96.
- Guo JF, Gougeon P, Chen XG. Characterisation of welded joints produced by FSW in AA 1100–B4C metal matrix composites. Sci Technol Weld Join. 2012;17(2):85–91.
- Faradonbeh AM, Shamanian M, Edris H, et al. Friction stir welding of Al-B4C composite fabricated by accumulative roll bonding: evaluation of microstructure and mechanical behavior. J Mater Eng Perform. 2018;27(2):835–846.
- Karakizis P-N, Pantelis D-I, Fourlaris G, et al. Effect of SiC and TiC nanoparticle reinforcement on the microstructure, microhardness, and tensile performance of AA6082-T6 friction stir welds. Int J Adv Manuf Technol. 2018;95(9–12):3823–3837.
- Prakash VK. Microstructure and hardness distribution in friction stir welded Al6061-TiB2 in-situ metal matrix composite. Proceedings of 09th IRF International Conference; 2014 July 27; Bengaluru, India; p. 100–103. ISBN: 978-93-84209-40-7.
- Keneshloo M, Paidar M, Taheri M. Role of SiC ceramic particles on the physical and mechanical properties of Al-4%Cu metal matrix composite fabricated via mechanical alloying. J Compos Mater. 2017;51(9):1285–1298.
- Paidar M, Ojob OO, Ezatpourd HR, et al. Influence of multi-pass FSP on the microstructure, mechanical properties and tribological characterization of Al/B4C composite fabricated by accumulative roll bonding (ARB). Surf Coat Technol. 2019;361:159–169.
- Mirjavadi S-S, Alipour M, Emamian S, et al. Influence of TiO2 nanoparticles incorporation to friction stir welded 5083 aluminum alloy on the microstructure, mechanical properties and wear resistance properties and wear resistance. J Alloys Comp. 2017;712:795–803.
- Paidar M, Asgari A, Ojob OO, et al. Mechanical properties and wear behavior of AA5182/WC nanocomposite fabricated by friction stir welding at different tool traverse speeds. J Mater Eng Perform. 2018;27:1714–1724.
- Tjong S-C. Novel nanoparticle-reinforced metal matrix composites with enhanced mechanical properties. Adv Eng Mater. 2007;9(8):639–652.
- Paidar M, Rasouli M, Keneshloo M, et al. Effect of sic particles on structure-property and wear resistance of AA6061/sic surface composite Fabricated via friction stir processing. Powder Metall Met Ceram. 2019;57(11–12):631–639.
- Nikoo M-F, Azizi H, Parvin N, et al. The influence of heat treatment on microstructure and wear properties of friction stir welded AA6061-T6/Al2O3 nanocomposite joint at four different traveling speeds. J Manuf Process. 2016;22:90–98.
- Jayabalakrishnan D, Balasubramanian M. Eccentric-weave friction stir welding between Cu and AA6061-T6 with reinforced graphene nanoparticles. Mater Manuf Process. 2018;33(3):333–342.
- Baghchesara M-A, Production A-H. Microstructural investigation of A356 aluminum alloy based magnesium oxide particles reinforced metal-matrix nanocomposites. J Ceram Process Res. 2014;15:418–423.
- Cioffi F, Fernández R, Gesto D, et al. Friction stir welding of thick plates of aluminum alloy matrix composite with a high volume fraction of ceramic reinforcement. Compos A: Appl Sci Manuf. 2013;54:117–123.
- Suresh S, Chawla K-K. In: Suresh S, Mortensen A, Needleman A. Fundamentals of metal matrix composites. Chapter-4 Processing, Stoneham (MA): Butterworth-Heinemann; 1993. p. 119.
- Mummery P-M, Derby B, Buttle D-J, et al. In: Clyne TW, Withers PJ. Proceedings of 2nd Euromat 91. Advanced Materials and Processes, Vt: Institute of Materials, 1991 July 22–24, Vol. 2. Cambridge, UK; 1991. p. 441–447.
- Barmouz M, Givi MKB. Fabrication of in situ Cu/SiC composites using multi-pass friction stir processing: evaluation of microstructural, porosity, mechanical, and electrical behavior. Compos Part A. 2011;42:1445–1453.
- Prakash T, Sivasankaran S, Sasikumar P. Mechanical and tribological behaviour of friction-stir-processed Al 6061 aluminium sheet metal reinforced with Al2O3/0.5Gr Al2O3/0.5Gr hybrid surface nanocomposite. Int J Adv Manuf Technol. 2015;80(9–12):1919–1926.
- Minak G, Ceschini L, Boromei I, et al. Fatigue properties of friction stir welded particulate reinforced aluminum matrix composites. Int J Fatigue. 2010;32(1):218–226.