
Abstract
Increasing the fatigue strengths of high-strength materials, especially their endurance limits is essentially challenging. The fatigue strengths of nanocrystalline (NC) Cu and Cu–Al alloys processed by high-pressure torsion were prominently enhanced with a decrease in stacking fault energy. This remarkable escalation can be attributed not only to their significantly increased tensile strengths in macro-scale, but also to the essentially improved microstructure stability and reduced strain localization within shear bands in microscale. Owing to the limitation of their intrinsic fatigue mechanisms, the fatigue limits of NC Cu and Cu–Al alloys cannot always acquire appreciable improvement with their monotonic strengths.
Superior strength and hardness furnished by the nanocrystalline (NC) metallic materials provide them great potentials as prospective engineering materials, while the low ductility makes materials scientists endeavor devotedly to manipulate the nanostructures architecturally for improving their overall properties.[Citation1–5] Regarding the long-term performance of metallic structures, apart from the monotonic properties of NC metals, their fatigue strength is of critical and crucial concern, with an essential impact on their practical applications.[Citation6–8] In comparison to the coarse-grained (CG) counterparts, NC materials present enhanced fatigue strengths due to the high tensile strengths. Nevertheless, this increase, particularly of their endurance limits, is smaller than that of the tensile strengths, which may be attributed to the change of their fatigue damage mechanisms.[Citation7,Citation8] Thus, improving their fatigue strengths is significant scientifically and challenging technologically to enhance the integrity and reliability of NC metallic materials as structure components.
It is generally accepted that upgrading the tensile strengths of materials will prominently increase their fatigue strengths.[Citation9,Citation10] In fact, the fatigue damage mechanisms also play a crucial role in their fatigue strengths.[Citation7–10] For NC materials, the extensive thermally activated microstructure instability in terms of grain coarsening and shear banding is the predominant cyclic deformation mechanism, driving their final failure.[Citation10–14] Recent results revealed that decreasing the stacking fault energy (SFE) via alloying design can significantly increase the fatigue strengths of the NC Cu–Al and Cu–Zn alloys processed by equal channel annular pressing (ECAP) through the enhancement of their tensile strengths and stabilization of the nanostructure via critically restricting the relevant mechanisms.[Citation15,Citation16]
As well known, severe plastic deformation (SPD) processes remarkably affect the formation of nanostructures and corresponding mechanical properties.[Citation17,Citation18] Compared with ECAP, high-pressure torsion (HPT), another popular SPD technique, can produce remarkably finer grains and a higher fraction of high-angle grain boundaries (GBs) and then harvest higher tensile strengths.[Citation18,Citation19] This indicates that the fatigue strengths of the NC materials processed by ECAP may be further escalated when prepared by HPT. However, for the high-strength materials, the increase in their fatigue limits is extremely difficult and the fatigue strengths may remain constant or even decrease with a further increase in the tensile strengths, while the detailed mechanisms are still mysterious.[Citation9,Citation10,Citation20] In this investigation, NC Cu and Cu–Al alloys prepared by HPT were cyclically deformed to critically explore several questions. Do the fatigue strengths still increase with lowering of the SFE in NC Cu–Al with higher strength obtained by HPT? Due to the upgraded tensile strength, are the fatigue endurance limits significantly enhanced when compared with those produced by ECAP? What is the fundamental relationship between tensile strength, fatigue strength and fatigue damage mechanism of NC materials? These essential issues will be meticulously elucidated and uncovered through systematic investigations and detailed analysis.
Pure Cu of 99.998% purity, Cu–5 at% Al alloy and Cu–15 at%Al alloy were selected and the detailed microstructures of CG materials have been reported elsewhere.[Citation18,Citation21] In order to be suitable for fatigue experiments, disks for HPT processing were shaped with a diameter of 30 mm and a thickness of 2.5 mm (Figure S1). These disks were processed using HPT facilities at the Erich Schmid Institute, Austrian Academy of Science, Austria, through five revolutions under an imposed pressure of 5.0 GPa at room temperature (RT) under quasi-constrained conditions.[Citation22,Citation23] Following HPT, the specimens with a gauge section of 8 mm × 2 mm × 1 mm and 4 mm × 2 mm × 1.5 mm were taken from the off-center positions within the disks at positions of ∼5 mm from the centers for tensile test and symmetrical cyclic push–pull (stress ratio R = −1) experiments, respectively, and then any problem associated with microstructural inhomogeneities in the center of the disks can be avoided. All mechanical tests were carried out at RT using an Instron 8,871 servohydraulic testing machine. At least four tensile tests were performed on each sample condition to substantiate the reproducibility of the stress–strain curves at a strain rate of 5 × 10−4 s−1, while the fatigue experiments were conducted by using a triangular wave form with a frequency of 30 Hz under constant stress control. To characterize the fatigue damage mechanism, the fine microstructural features and post-fatigued microstructures of these samples were characterized using an FEI Tecnai F20 transmission electron microscope (TEM) operating at 200 kV. Their surface damage morphology was examined by a field emission gun scanning electron microscope (LEO SUPRA35 SEM).
The characteristic microstructures of NC Cu and Cu–Al alloys exhibit the homogeneously distributed nanograins, as revealed in . Extensive measurements revealed that these nanograins are much finer than those processed by ECAP and the average grain sizes decrease with lowering of the SFE by values of ∼140, ∼65, ∼40 nm for NC Cu, Cu–5 at%Al alloy and Cu–15 at% alloy, respectively (Figure S2 and ). This means that no matter which kinds of SPD methods are applied, the sizes of the nanograins are notably decreased with the reduction of the SFE due to the restricted cross-slip and the transformation of grain refinement mechanisms from dislocation subdivision to twins fragmentation.[Citation14,Citation21,Citation24,Citation25] In addition, deformation twins or stacking faults can be detected more frequently in the nanograins with a decrease in the SFE, while the high-resolution TEM substantiates that the deformation twins may be formed via the successive emission of Shockley partials from GBs,[Citation26] as shown in the inset of (f). Therefore, SFE is still a crucial factor governing the deformation mechanism in the materials with nanosacle grains, which will significantly affect the mechanical properties.
Figure 1. Bright-field TEM images of typical microstructures of NC Cu, Cu–5 at% Al alloy and Cu–15 at% Al alloy.
Table 1. The grain size, tensile and fatigue properties of NC Cu and NC Cu–Al alloys processed by ECAP [16] and HPT.
Typical tensile engineering stress–strain curves and related tensile properties of NC Cu and Cu–Al alloys are shown in (a) and 2(b), respectively. Originating from solid solution strengthening and finer grains with lowering of the SFE, the strengths of NC Cu and Cu–Al alloys can be drastically enhanced with increasing Al contents.[Citation16,Citation18,Citation21,Citation27] Compared with those prepared by ECAP, these NC materials exhibit substantially a higher strength due to the much more extensive grain refinement ().[Citation16,Citation18,Citation21] However, different from the trends that the uniform elongation of NC Cu and Cu–Al alloys processed by ECAP presents a mild improvement with lowering of the SFE,[Citation16,Citation21] the ductility of the materials processed by HPT increases with the reduced SFE, but ultimately there is a reversal at the lowest SFE where the ductility decreases. Similar phenomena were also reported earlier for NC Cu and Cu–Zn alloys processed by HPT.[Citation28,Citation29] The counterturn evolution of ductility with SFE could originate from the extremely fine grains not able to store crystalline defects and the easy initiation of the plastic instability stemming from the GB activities during subsequent tensile testing,[Citation18,Citation28,Citation29] both of which impair the ductility of NC metals with extremely low SFE.
Figure 2. (a) Tensile engineering stress–strain curves of NC Cu and Cu–Al alloys; (b) the evolution of ultimate tensile strength and uniform elongation with Al content; (c) dependence of fatigue lives (2Nf) on the stress amplitudes of NC Cu and Cu–Al alloys and (d) the evolution of fatigue strength coefficient and fatigue strength exponent b in the Basquin equations with the Al content in NC Cu and Cu–Al alloys.
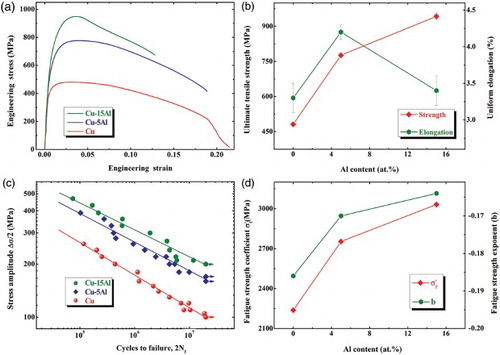
The dependence of the reversal fatigue life (2Nf) on the stress amplitudes of NC Cu and Cu–Al alloys is exhibited on a log–log scale in (c). It is apparent that the fatigue endurance limits remarkably increase with a decrease in the SFE in the NC Cu and Cu–Al alloys processed by HPT. This implies that SFE does play an intrinsic role in the fatigue strength, regardless of the kinds of SPD techniques applied, as revealed in .[Citation15,Citation16] Based on the well-known Basquin law, the reversal fatigue life is closely related to the stress amplitude in a fully reversed, constant-amplitude fatigue test as expressed in the following form [Citation10]:
(1)
where
is the fatigue strength coefficient and b is known as the fatigue strength exponent or Basquin exponent. This predicates that the fatigue strength at certain cycles is mainly dominated by two parameters, that is,
and b. Therefore, two kinds of strategies can be developed to improve the fatigue strength of materials (Figure S3), that is, increasing
or upgrading b. In the present investigation, the calculated values of
and b are apparently increased at the same time with the reduction of SFE in NC Cu and Cu–Al alloys as exhibited in (d) and . The enhancement of
with lowering of the SFE can be reasonably expected due to its affinitive relationship with the monotonic strength in macro-scale.[Citation9,Citation10] In fact, upgrading b essentially improves the slopes of the Basquin plots and then enhances the fatigue strength of the materials (Figure S3). Although the physical fundament of b was rarely exploited,[Citation9,Citation10] it is intimately pertinent to the microstructures and intrinsic fatigue damage mechanism in microscale.[Citation30]
The representative post-deformation microstructures and surface damage morphology of the NC Cu and Cu–Al alloys fatigued at the constant stress amplitude of are displayed in . Apparently, extensive grain growth and strain localization in shear bands with striking protrusions occurred in the NC Cu after cyclic deformation, as revealed in (a) and 3(d). However, these microstructural damages are exceptionally ameliorated with a decrease in the SFE of NC Cu–Al alloys. As exhibited in (b) and 3(c), some grains slightly increased to ∼100–200 nm in the NC Cu–5 at%Al alloy, while there were no detectable changes of microstructures in the NC Cu–15 at%Al alloy. Similarly, the density of the shear bands and the extent of protrusions are remarkably decreased in the NC Cu–5 at%Al alloy, and only the primary cracks are prominently evident in the NC Cu–15 at%Al alloy in which there are no shear bands, as illustrated in (e) and 3(f), respectively. In addition, these enhanced microstructural stability and lessened surface damage can also be conspicuous at a lower stress amplitude (Figure S4). This signals that lowering the SFE of NC materials can essentially reduce the intensity of microstructural damages induced by cyclic deformation.
Figure 3. (a–c) The TEM micrographs of post-deformation microstructures and (d–f) SEM images of surface damage morphology of the NC Cu and Cu–Al alloys fatigued at the constant stress amplitudes of .
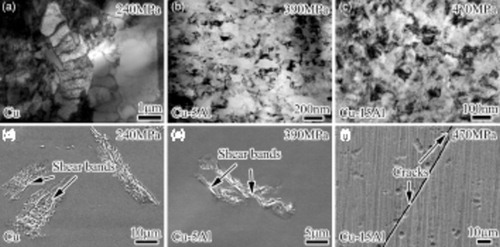
It is well documented that grain growth via GB migration and highly localized shear bands, both of which are ubiquitous and greatly impair the fatigue strengths in the NC materials with high or medium SFE, are the primary fatigue damage mechanisms.[Citation6–8,Citation11–16] As grain coarsening is a thermally activated process,[Citation7,Citation8,Citation11,Citation14] lowering the SFE by alloying can essentially restrict the closely relevant mechanisms, decrease the GB energy and then confine the GB migration.[Citation16,Citation31,Citation32] Besides, the formation of twins with low excess energy, the interaction between Al atoms with GBs and the formation of short-range order (SRO) are also beneficial to the improvement of microstructures stability.[Citation16,Citation33,Citation34] Although the formation mechanism of the shear bands during cyclic deformation is not well understood, this kind of surface damage was significantly lessened with lowering of the SFE as well, which could be attributed to the changed GB natures stemming from the lowered SFE.[Citation35] Additionally, the nature of planar slip in the materials with low SFE and SRO will facilitate reducing the strain localizations as well.[Citation36] In light of the causality between the fatigue cracks and the shear bands, prominently improved shear banding behavior can conduce to strengthen the fatigue cracking resistance. As mentioned above, b in the Basquin equation, another vital ingredient in principle to dominate the fatigue strength, plays a crucial role in bridging fatigue strength, microstructures and fatigue damage mechanisms in microscale. Therefore, the extraordinarily meliorated microstructural damage processes can be intrinsically reflected by the increase in b with lowering of the SFE in Basquin plots.
Based on the foregoing strategies of improving the fatigue strength, it is rational that the Basquin plots can be polished up advantageously with a decrease in the SFE in NC Cu and Cu–Al alloys, as exhibited in Figure S5, since the is remarkably enhanced due to the rather finer grain size and solid solution hardening, and b is simultaneously improved deriving from the increased microstructure stability and lessened surface damage. Therefore, independent of SPD-processing methods, the fatigue strength, especially the fatigue endurance limits, can be essentially upgraded with lowering of the SFE in NC Cu and Cu–Al alloys, which is of significance in guiding the structural design of NC metallic materials with superior mechanical properties.
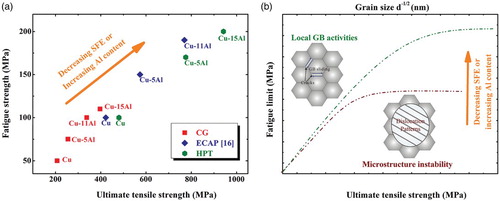
Referring to the closely linked relationship between and monotonic strength, boosting the monotonic strength is the most reasonably crucial approach to increase the fatigue strength, as revealed by the general trend in (a). However, present results can seriously remind us to realize that if b decreases drastically, the fatigue strength cannot be prospectively improved even though the tensile strength is significantly increased via enhancing the severity of the SPD methods, as displayed in and . Based on the significance of b, this limitation should be closely related to their microstructures and easy activation of their intrinsic fatigue damage mechanisms.
Figure 4. (a) Relationship between ultimate tensile strength and fatigue strength of pure Cu and Cu–Al alloys, showing that the tensile strength and fatigue limits can be simultaneously increased with lowering of the SFE or increasing the Al content in Cu and Cu–Al alloys; (b) schematic of relationship between ultimate tensile strength and fatigue strength in Cu and Cu–Al alloys showing that the fatigue strength cannot constantly increase with ultimate tensile strength due to different fatigue damage micromechanisms.
In the case of NC Cu, although finer grain sizes obtained by HPT can render a higher monotonic strength when compared with that obtained by ECAP, the fatigue strength is still around 100 MPa, which is analogous to those of NC Cu with high purity.[Citation13,Citation37] The identical characteristic in these materials during cyclic deformation is their disappointing low microstructure stability due to the non-equilibrium structures of GBs produced by SPD.[Citation38,Citation39] It is well known that high density of extrinsic dislocations resides in or near these GBs and can furnish the GBs to have higher energies,[Citation38] which makes them thermodynamically unstable and readily moveable during long-termed cyclic deformation.[Citation39] Apart from the non-equilibrium nature of GB structures, high purity of samples is another essential prerequisite resulting in the GB migration and grain growth.[Citation40] The stress for the moving extra dislocations to activate the GB migration in NC Cu has been calculated roughly to be ∼160 MPa.[Citation16,Citation41] Such a stress can be readily achieved in the local regions of NC Cu processed by SPD. Therefore, the grain growth of NC Cu with high purity still happened during cyclic deformation even at the stress amplitudes of 100 and 90 MPa.[Citation13,Citation37] The formation of mechanically driven annealing twins in several coarsened grains can further authenticate the easy occurrence of the grain growth in NC Cu during fatigue.[Citation42] As a result, large regional stress or strain incompatibility due to the difference in microstructures will accumulate and facilitate fatigue damage, triggering the final fatigue fracture. Therefore, although higher density of dislocations and finer grains in the NC Cu processed by HPT can advance the increase in the tensile strength and , these also gear up the local grain growth due to the higher mechanical energy stored in the materials,[Citation4,Citation43] and then significantly decrease b, as given in . This deterioration essentially compromises the benefits of increasing
for the further betterment of fatigue strength of NC Cu. As revealed in (b), microstructure instability becomes a vital bottleneck inhibiting the additional improvement of the endurance limit of NC Cu with high purity.
With respect to the fatigue strength of NC Cu–Al alloys with high Al concentration, it cannot also be upgraded as much as the monotonic strength, as shown in (a) and 4(b). In comparison with that of NC Cu–11 at%Al alloy processed by ECAP, the monotonic strength of NC Cu–15 at%Al alloy by HPT has more than 20% enhancement, whereas the fatigue strength is only increased by approximately 5%. Since most of mechanical energy produced during fatigue is deposited in the GBs of NC materials,[Citation43] the fatigue damage mechanism of NC Cu–Al alloys with low SFE is mainly pertinent to GB activities. Due to the significant suppression of the GB migration in NC Cu–Al alloys with low SFE, other GB activities, such as atom shuffling or local GB sliding/rotation, which produce the insignificant microstructural variation, become crucial in accommodation of the cyclic plasticity.[Citation16,Citation44] Although the calculation of the stress to activate these GB activities during fatigue is challengingly difficult, these processes can be more readily initiated in the materials with extremely small grain sizes.[Citation1,Citation27,Citation43,Citation44] Moreover, the dislocations lodged in GBs will facilitate the grain sliding and rotations across the GBs.[Citation44] This is coincidently consistent with the result that the reversal ductility of NC Cu–Al and Cu–Zn alloys prepared by HPT at the lowest SFE originated from these GBs activities.[Citation18,Citation28,Citation29] During these processes, nanovoids were formed and then merged to nucleate the small cracks.[Citation16,Citation45] Besides, the profuse deformation twins in the nanograins of NC Cu–Al alloys also promote the generation of nanocracks during deformation because of the high local stresses originating from the intersection between twins and GBs.[Citation46,Citation47] Thus, as exhibited in (b), these local GB activities in the NC Cu–Al alloys with low SFE with extremely fine grains will inevitably impair and impede the further improvement of their fatigue strengths.
To summarize, the prominent enhancement of their fatigue strengths is essentially achieved with a decrease in the SFE in NC Cu and Cu–Al alloys, irrespective of SPD techniques applied. Based on the Basquin law, the remarkable advancement of the fatigue strengths with lowering of the SFE can be attributed to the significantly increased fatigue strength coefficient closely related to the boosted tensile strengths and the extraordinarily upgraded Basquin exponent b, originating from the ameliorated microstructure stability and reduced strain localization. Although augmenting the severity of SPD can apparently escalate the monotonic tensile strengths in the NC Cu and Cu–Al alloys, the corresponding promotion of their fatigue strengths was less than hoped for, as illustrated in (b). The principal choke points are their inherent fatigue micromechanisms, that is, the microstructure instability and readily activated GB activities, respectively. Hence, for the NC materials with a high monotonic strength, appropriately tuning the microstructures and intrinsic fatigue mechanism in microscale (the value of b) via different strategies is inherently crucial to increase the fatigue strength in lieu of the mandatory improvement of
. These discoveries can enliven and enrich our understanding on the cyclic deformation behaviors of NC materials processed by SPD.
Supplementary online material
A more detailed information on experiments is available at http://dx.doi.org/10.1080/21663831.2015.1029645http://dx.doi.org/10.1080/21663831.2015.1029645.
Supplemental Material.docx
Download MS Word (3.5 MB)Acknowledgements
The authors would like to thank Prof. H. Mughrabi for stimulating discussions and revising the manuscript and thank Prof. Pippan R for the NC sample preparations. This work was supported by the National Natural Science Foundation of China under Grants Nos. 50931005, 51101162 and 51331007.
Disclosure statement
No potential conflict of interest was reported by the authors.
References
- Meyers MA, Mishra A, Benson DJ. Mechanical properties of nanocrystalline materials. Prog Mater Sci. 2006;51:427–556. doi: 10.1016/j.pmatsci.2005.08.003
- Zhu YT, Liao XZ. Nanostructured metals—retaining ductility. Nature Mater. 2004;3:351–352. doi: 10.1038/nmat1141
- Lu K, Lu L, Suresh S. Strengthening materials by engineering coherent internal boundaries at the nanoscale. Science. 2009;324:349–352. doi: 10.1126/science.1159610
- Fang TH, Li WL, Tao NR, Lu K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science. 2011;331:1587–1590. doi: 10.1126/science.1200177
- Wu XL, Jiang P, Chen L, Zhang JF, Yuan FP, Zhu YT. Synergetic strengthening by gradient structure. Mater Res Lett. 2014;2:185–191. doi: 10.1080/21663831.2014.935821
- Vinogradov A, Hashimoto, S. Fatigue of severely deformed metals. Adv Eng Mater. 2003;5:351–358. doi: 10.1002/adem.200310078
- Mughrabi H, Höppel HW, Kautz M. Fatigue and microstructure of ultrafine-grained metals produced by severe plastic deformation. Scr Mater. 2004;51:807–812. doi: 10.1016/j.scriptamat.2004.05.012
- Mughrabi H, Höppel HW. Cyclic deformation and fatigue properties of very fine-grained metals and alloys. Int J Fat. 2010;32:1413–1427. doi: 10.1016/j.ijfatigue.2009.10.007
- Forrest PG. Fatigue of metals. Oxford: Pergamon Press; 1962.
- Suresh S. Fatigue of materials. 2nd ed. Cambridge: Cambrige Univeristy Press; 1998.
- Höppel HW, Zhou ZM, Mughrabi H, Valiev RZ. Microstructural study of the parameters governing coarsening and cyclic softening in fatigued ultrafine-grained copper. Phil Mag A. 2009;82:1781–1794. doi: 10.1080/01418610208235689
- Wu SD, Wang ZG, Jiang CB, Li GY, Alexandrov IV, Valiev RZ. The formation of PSB-like shear bands in cyclically deformed ultrafine grained copper processed by ECAP. Scr Mater. 2003;48:1605–1609. doi: 10.1016/S1359-6462(03)00141-6
- Goto M, Han SZ, Euh K, Kang JH, Kim SS, Kawagoishi N. Formation of a high-cycle fatigue fracture surface and a crack growth mechanism of ultrafine-grained copper with different stages of microstructural evolution. Acta Mater. 2010;58:6294–6305. doi: 10.1016/j.actamat.2010.07.051
- Malekjani S, Hodgson PD, Cizek P, Hilditch TB. Cyclic deformation response of ultrafine pure Al. Acta Mater. 2011;59:5358–5367. doi: 10.1016/j.actamat.2011.05.013
- Zhang ZJ, An XH, Zhang P, Yang MX, Yang G, Wu SD, Zhang ZF. Effects of dislocation slip mode on high-cycle fatigue behaviors of ultrafine-grained Cu–Zn alloy processed by equal-channel angular pressing. Scr Mater. 2013;68:389–392. doi: 10.1016/j.scriptamat.2012.10.036
- An XH, Wu SD, Wang ZG, Zhang ZF. Enhanced cyclic deformation responses of ultrafine-grained Cu and nanocrystalline Cu–Al alloys. Acta Mater. 2014;74:200–214. doi: 10.1016/j.actamat.2014.04.053
- Valiev RZ, Islamgaliev RK, Alexandrov IV. Bulk nanostructured materials from severe plastic deformation. Prog Mater Sci. 2000;45:103–189. doi: 10.1016/S0079-6425(99)00007-9
- An XH, Lin QY, Wu SD, Zhang ZF, Figueiredo RB, Gao N, Langdon TG. The influence of stacking fault energy on the mechanical properties of nanostructured Cu and Cu–Al alloys processed by high-pressure torsion. Scr Mater. 2011;64:954–957. doi: 10.1016/j.scriptamat.2011.01.041
- Zhilyaev AP, Langdon TG. Using high-pressure torsion for metal processing: fundamentals and applications. Prog Mater Sci. 2008;53:893–979. doi: 10.1016/j.pmatsci.2008.03.002
- Pang JC, Li SX, Wang ZG, Zhang ZF. Relationship between tensile and fatigue strengths of metallic materials. Mater Sci Eng A. 2013;564:331–341. doi: 10.1016/j.msea.2012.11.103
- Qu S, An XH, Yang HJ, Huang CX, Yang G, Zang QS, Wang ZG, Wu SD, Zhang ZF. Microstructural evolution and mechanical properties of Cu–Al alloys subjected to equal channel angular pressing. Acta Mater. 2009;57:1586–1601. doi: 10.1016/j.actamat.2008.12.002
- Hohenwarter A, Pippan R. Fracture toughness evaluation of ultrafine-grained nickel. Scr Mater. 2011;64:982–985. doi: 10.1016/j.scriptamat.2011.02.007
- Figueiredo RB, Pereira PHR, Aguilar MTP, Cetlin PR, Langdon TG. Using finite element modeling to examine the temperature distribution in quasi-constrained high-pressure torsion. Acta Mater. 2012;60:3190–3198. doi: 10.1016/j.actamat.2012.02.027
- Balogh L, Ungár T, Zhao Y, Zhu YT, Horita Z, Xu C, Langdon TG. Influence of stacking-fault energy on microstructural characteristics of ultrafine-grain copper and copper-zinc alloys. Acta Mater. 2008;56:809–820. doi: 10.1016/j.actamat.2007.10.053
- An XH, Lin QY, Wu SD, Zhang ZF, Figueiredo RB, Gao N, Langdon TG. Significance of stacking fault energy on microstructural evolution in Cu and Cu–Al alloys processed by high-pressure torsion. Phil Mag. 2011;91:3307–3326. doi: 10.1080/14786435.2011.577757
- Zhu YT, Liao XZ, Wu XL. Deformation twinning in nanocrystalline materials. Prog Mater Sci. 2012;57:1–62. doi: 10.1016/j.pmatsci.2011.05.001
- Zhang Y, Tao NR, Lu K. Effects of stacking fault energy, strain rate and temperature on microstructure and strength of nanostructured Cu-Al alloys subjected to plastic deformation. Acta Mater. 2011;59:6048–6058. doi: 10.1016/j.actamat.2011.06.013
- Zhao YH, Liao XZ, Horita Z, Langdon TG, Zhu, YT. Determining the optimal stacking fault energy for achieving high ductility in ultrafine-grained Cu–Zn alloys. Mater Sci Eng A. 2008;493:123–129. doi: 10.1016/j.msea.2007.11.074
- Zhang P, An XH, Zhang ZJ, Wu SD, Li SX, Zhang ZF, Figueiredo RB, Gao N, Langdon TG. Optimizing strength and ductility of Cu–Zn alloys through severe plastic deformation. Scr Mater. 2012;67:871–874. doi: 10.1016/j.scriptamat.2012.07.040
- Kun F, Carmona HA, Andrade JS Jr, Herrmann HJ. Universality behind Basquin's law of fatigue. Phys Rev Lett. 2008;100: 094301-1–3. doi: 10.1103/PhysRevLett.100.094301
- Berbenni S, Bhasker PB, Cherkaoui M. A micromechan ics-based model for shear-coupled grain boundary migration in bicrystals. Int J Plasticity. 2013;44:68–94. doi: 10.1016/j.ijplas.2012.11.011
- Brandl C, Germann TC, Perez-Bergquist AG, Cerreta EK. Grain boundary motion under dynamic loading: mechanism and large-scale molecular dynamics simulations. Mater Res Lett. 2013;1:220–227. doi: 10.1080/21663831.2013.830993
- Anderoglu O, Misra A, Wang J, Hoagland RG, Hirth JP, Zhang X. Plastic flow stability of nanotwinned Cu foils. Int J Plast. 2010;26:875–886. doi: 10.1016/j.ijplas.2009.11.003
- Pan QS, Lu QH, Lu L. Fatigue behavior of columnar-grained Cu with preferentially oriented nanoscale twins. Acta Mater. 2013;61:1383–1393. doi: 10.1016/j.actamat.2012.11.015
- Sangid MD, Maier HJ, Sehitoglu H. The role of grain boundaries on fatigue crack initiation—an energy approach. Int J Plast. 2011;27:801–821. doi: 10.1016/j.ijplas.2010.09.009
- Li P, Li SX, Wang ZG, Zhang ZF. Fundamental factors on formation mechanism of dislocation arrangements in cyclically deformed fcc single crystals. Prog Mater Sci. 2011;56:328–377. doi: 10.1016/j.pmatsci.2010.12.001
- Khatibi G, Horky J, Weiss B, Zehetbauer MJ. High cycle fatigue behaviour of copper deformed by high pressure torsion. Int J Fat. 2010;32:269–278. doi: 10.1016/j.ijfatigue.2009.06.017
- Huang JY, Zhu YT, Jiang H, Lowe, TC. Microstructures and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening. Acta Mater. 2001;49:1497–1505. doi: 10.1016/S1359-6454(01)00069-6
- Tucker, GJ, McDowell, DL. Non-equilibrium grain boundary structure and inelastic deformation using atomistic simulations. Int J Plast. 2011;27:841–857. doi: 10.1016/j.ijplas.2010.09.011
- Kunz L, Lukàš P, Svoboda M. Fatigue strength, microstructural stability and strain localization in ultrafine-grained copper. Mater Sci Eng A. 2006;424:97–104. doi: 10.1016/j.msea.2006.02.029
- Li JC. Mechanical grain growth in nanocrystalline copper. Phys Rev Lett. 2006;96: 215506-1–4.
- An XH, Lin QY, Wu SD, Zhang ZF. Mechanically driven annealing twinning induced by cyclic deformation in nanocrystalline Cu. Scr Mater. 2013;68:988–991. doi: 10.1016/j.scriptamat.2013.02.053
- Schiøtz J. Strain-induced coarsening in nanocrystalline metals under cyclic deformation. Mater Sci Eng A. 2004;375–377:975–979. doi: 10.1016/j.msea.2003.10.175
- Cheng S, Zhao Y, Wang Y, Li Y, Wang XL, Liaw PK, Lavernia EJ. Structure modulation driven by cyclic deformation in nanocrystalline NiFe. Phys Rev Lett. 2010;104: 255501-1–4.
- Farkas D, Willemann M, Hyde B. Atomistic mechanisms of fatigue in nanocrystalline metals. Phys Rev Lett. 2005;94: 165502-1–4. doi: 10.1103/PhysRevLett.94.165502
- Ueno H, Kakihata K, Kaneko Y, Hashimoto S, Vinogradov A. Enhanced fatigue properties of nanostructured austenitic SUS 316 L stainless steel. Acta Mater. 2011;59:7060–7069. doi: 10.1016/j.actamat.2011.07.061
- Ovid'ko IA, Sheinerman AG. Generation of nanocracks at deformation Twins in nanomaterials. Mater Res Lett. 2013;1:168–173. doi: 10.1080/21663831.2013.814091