
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
A heterogeneous structure by designing soft/hard domains with dramatically different strengths is effective to maintain the high ductility of metals but it sacrifices the yield strength. Here we first demonstrate a simultaneous enhancement of yield strength and tensile elongation by ∼20% in graphene nanosheet (GNS)/Al-Cu-Mg nano-laminated composites, with a tensile strength of ∼687 MPa and elongation over 10%, by designing heterogeneous domains with a little difference. The underlying mechanism was investigated by microstructural characterizations and simulations, and the hetero-deformation-induced hardening and nano-precipitation strengthening were mainly responsible for the strength-ductility synergy. This study broadens the understanding of heterostructured materials in pursuit of extraordinary mechanical properties.
GRAPHICAL ABSTRACT

IMPACT STATEMENT
A novel heterogeneous nano-laminated structure with little domain difference was designed to achieve an excellent strength-ductility combination in GNS/Al-Cu-Mg composites.
Graphene has been considered an ideal reinforcement for Al matrix composites (AMCs) due to its extraordinary mechanical and physical properties [Citation1,Citation2]. Its strong pinning effect on grain boundary refines the grains and improves the strength of AMCs [Citation3,Citation4]. However, grain refinement also reduces the storage capacity of intragranular dislocations, and inevitably loses the tensile ductility at room temperature, leading to an obvious strength-ductility trade-off. Typically, adding 0.7 vol% graphenes into AA2024 significantly increased the tensile strength from 350 MPa to 720 MPa, while the elongation decreased from 7% to 4% [Citation5]. This is mainly caused by the poor abilities of work hardening and crack resistance of fine grains, leading to premature failure and the loss of ductility.
The heterogeneous structure is effective to balance the high strength and ductility of metals by designing soft/hard domains with a strength discrepancy of over 100% [Citation6]. Such a heterostructure design was generally achieved by introducing soft zones into ultrafine-grained and strong metals. During the plastic deformation process, the inhomogeneous deformation between soft and hard zones generates geometrically necessary dislocations (GND) piled up at the hetero-interface and produces hetero-deformation-induced (HDI) strengthening from mutual constraint between the hard and soft zones. It is superimposed on conventional dislocation strengthening to improve ductility [Citation7]. However, the soft zones generally consist of coarse grains with sizes over tens of microns and ∼20% in volume, which will inevitably weaken the yield strength of the ultra-fined grains and offset the HDI strengthening. Therefore, how to simultaneously improve the yield strength and tensile ductility of the ultra-fined grains is still an urgent issue.
The nano-laminated structure is widely accepted in metals and their composites for strength-ductility synergy, though they usually exhibit poor strain hardening [Citation8,Citation9]. From this point of view, in this study, we attempt to combine the heterogeneous and nano-laminated structures to develop materials with simultaneously improved strength and ductility. A heterogeneous nano-laminated structure was obtained by introducing coarser domains into the nano-laminated GNS/Al-Cu-Mg composites. To avoid a decrease in yield strength, the size difference in the heterogeneous domains is reduced. Due to the synergetic effect of precipitation strengthening in the coarser domains and HDI strengthening at the hetero-interface, a simultaneous increase of ∼20% was achieved in both yield strength and tensile elongation. The HDI hardening still works despite the reduced difference between soft and hard domains. This study broadens the understanding of heterostructured materials in pursuit of extraordinary mechanical properties.
A newly developed powder assembly & alloying approach was used to fabricate GNS/Al-Cu-Mg composites, and the details of the fabrication processes were reported in our previous work [Citation4,Citation10]. A process of graphene pre-dispersion was introduced to prepare fragmented GNS/Al-Cu-Mg flake precursor, followed by dispersing the pre-fabricated precursor in Al-Cu-Mg powder by low-speed ball milling to construct two-level grains with uniformly dispersed graphene. The degreasing GNS/Al-Cu-Mg flake powders and primary mixed Al-Cu-Mg powders were mixed at a mass ratio of 4:6, and then were ball milled at 135 rpm for 6 h and followed with 270 rpm for 1 h, by which composite powder for the heterogeneous laminated structure was obtained. Subsequently, the composite powder was pressed into 40 mm columns under the pressure of 500 MPa and was sintered at 540°C for 2 h and then hot extruded into rods at 450°C with an extrusion ratio of 25:1. The as-extruded rods were solid solution treated at 495°C for 3 h, and then artificially aged at 130°C for 24 h after water quenching. Coarse and fine laminated samples used for comparison were obtained by the same ball-milling parameter as that in the heterogeneous composites. In all cases, the alloy composition of all the matrices was designed to be Al-4Cu-1.5Mg and the content of GNS was 0.4 wt.%.
The microstructures of the composites were characterized using field emission transmission electron microscopy (HR-TEM, Talos F200X G2). The TEM samples of bulk materials were prepared by ion-milling using a precision ion polishing system (PIPS, Model 695, Gatan). The grain distributions were characterized in GAIA3 SEM equipped with an Oxford Instruments NordlysMax3 electron backscatter diffraction (EBSD) detector with an acceleration voltage of 20 kV. Tensile tests were performed on the dog-bone-shaped specimens of 4 mm in diameter and 20 mm in gauge length with a Zwick Z100 testing machine at a constant strain rate of 5 × 10−4 s−1 at room temperature. At least three specimens were tested for each material. In-situ tensile tests were performed under the optical microscope in combination with the digital image correlation (DIC) analysis, to track the evolution of strain distributions in composite with different grain structures. Crystal plasticity finite element models were set based on the ABAQUS platform for the composites with different grain structures.
Figure shows the electron microscopy images of Al-Cu-Mg alloy and its composites with different grain structures by flake powder constructions, namely: (1) the coarse laminated (CL) Al-Cu-Mg alloy, (2) the uniform nano-laminated (UNL) GNS/Al-Cu-Mg composite, (3) the heterogeneous nano-laminated (HNL) GNS/Al-Cu-Mg composite. The schematic versions of different grain structures are shown in Figure (a–c), the corresponding electron backscatter diffraction (EBSD) maps are shown in Figure (d–f) and the magnified TEM views are shown in Figure (j–l). The CL alloy is featured of near-equiaxed grains (Figure (d,j)) due to the grain growth resulting from dynamic recrystallization during hot extrusion. The nano-laminated structures were retained from flake powders with the help of the pinning effect of uniformly dispersed GNS in the UNL composites (Figure (e,k)). The nano-laminated shape is rigid and homogeneous, and the mean sizes of the nano-laminated grains are 1.29 µm in length and 381 nm in thickness. As a comparison, in Figure (f,l), the HNL composites show an obvious two-level grain distribution, with the coarse laminated grains embedded in the fine ones, which makes the shape of nano-laminated grains irregular and even disordered. Figure (g–i) displays the histograms of grain boundary spacing distribution counted from the corresponding EBSD images, which are characterized by the interception lengths along lines perpendicular (dT) and parallel (dL) to the extrusion direction. A higher averaged grain aspect ratio of ∼3.3 could be observed in GNS/Al-Cu-Mg composites compared with the average aspect ratio of ∼1.4 in CL Al-Cu-Mg alloy. For HNL composites, the average grain size of the fine level (dT = 362 nm and dL = 1.17 µm) is similar to the UNL structure, while the average grain size of dT and dL for the coarse level is ∼764 nm and ∼2.64 µm, respectively, which shows a similar value of dL/dT (∼3), while the size difference between heterogeneous grains is reduced compared with typical heterogeneously structured materials [Citation11–13].
Figure 1. Electron microscopy characterization of Al-Cu-Mg and its composites with different grain structures: (a, d, g, j) for CL Al-Cu-Mg; (b, e, h, k) for UNL GNS/Al-Cu-Mg; and (c, f, i, l) for HNL GNS/ Al-Cu-Mg. (a–c) Schematic diagrams illustrating different grain structures; (d–f) the distributions of the length and width of grains EBSD inverse pole figure maps of composites; (g–i) the distributions of the length and width of grains; (j–l) TEM images showing the grain distribution of composites.
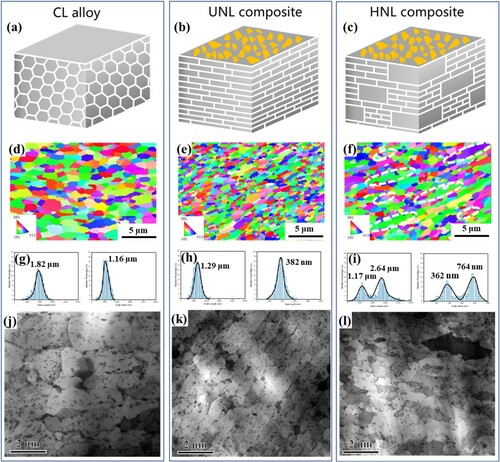
Figure (a) shows the representative engineering tensile stress–strain curves of composites with different grain structures. The tensile curve of CL Al-Cu-Mg alloy shows the lowest yield strength ∼403 MPa and ultimate tensile strength
∼470 MPa, with a superior tensile elongation
∼13.1%, which are typical values for the 2024 alloy [Citation14]. After the introduction of GNS, the UNL composite achieves higher YS of ∼488 MPa and UTS of ∼564 MPa at an expense of ductility by 36% (∼8.3%). However, the HNL composites demonstrate higher mechanical properties of
∼554.2 MPa,
∼687.2 MPa and
∼10.5%. This is encouraging, as strength and ductility are simultaneously improved, instead of sacrificing the yield strength of the fine-grained region for better ductility. Figure (b) shows the strain hardening behavior of composites, which exhibits different characteristics in three stages: (i)
shows a common steep drop at first followed by a steep upturn in the
range of 1–2%; (ii) The HNL composites show a higher strain hardening rate than other two composites in the
range of 2–7% and the work hardening rate in the UNL composite is very similar to the CL Al-Cu-Mg alloy; (iii)
of different materials gradually approaches after
of 7%. The high synergy of strength and ductility indicates that the HNL GNS/Al-Cu-Mg composite is superior to those already reported graphene-reinforced aluminum matrix composites with similar alloy compositions, as shown in Figure (c) [Citation5,Citation15–26].
Figure 2. (a) The representative engineering tensile stress-strain curves for composites; (b) Strain hardening rate as a function of a true strain derived from (a). (c) Comparison of the ultimate tensile strength and ductility of GNS/Al alloy composites fabricated in the present study and previous reports [Citation5,Citation15–26].
![Figure 2. (a) The representative engineering tensile stress-strain curves for composites; (b) Strain hardening rate as a function of a true strain derived from (a). (c) Comparison of the ultimate tensile strength and ductility of GNS/Al alloy composites fabricated in the present study and previous reports [Citation5,Citation15–26].](/cms/asset/39a93218-d8a8-4474-9477-d32533687e4d/tmrl_a_2128917_f0002_oc.jpg)
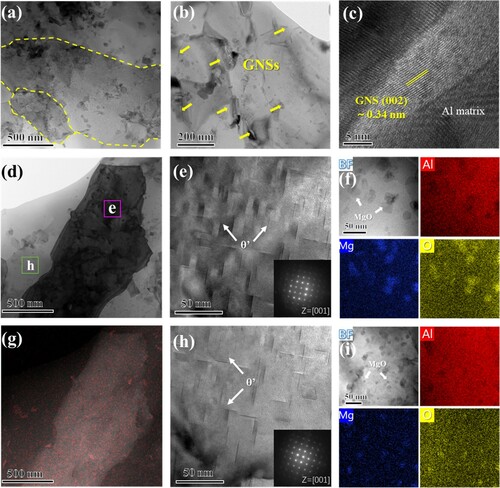
To characterize the detailed microstructures, representative TEM images of the HNL GNS/Al-Cu-Mg composites are presented in Figure . The HNL sample shows a typical microstructure and arrangement of two-level elongated grains (Figure (a)), in which the coarse grain is surrounded by the fine ones, in accordance with Figure (l). Figure (b) shows that the uniformly dispersed GNSs are distributed along the grain boundaries of the elongated grains, which is beneficial for stabilizing the grain structure. Figure (c) confirms the presence of GNS by the interplanar spacing of ∼0.34 nm. Figure (d,g) shows the distribution of typical precipitates through the EDX map of the Cu distribution exhibiting the Cu-rich regions, indicating the homogeneous dispersion of precipitates within grains. The nanoprecipitates inside coarse grain and fine grain are shown in Figure (e,f,h,i), respectively. The intragranular needle-like nanoprecipitates -Al2Cu observed in coarse grains (Figure (e)) show a higher density (3.69 × 1022 m−2) than that (1.80 × 1022 m−2) in fine ones (Figure (h)). In addition, the density of polygonal nanoparticles MgO is also different in the two-level grains and the enrichment of Mg and O elements can be detected, as shown in the EDX mapping (Figure (f,i)), which is attributed to the thin amorphous alumina layer on the surface of the flake Al powder. The introduced O element combines with Mg elements to form nanoscale MgO within the matrix [Citation27–29].
Figure 3. TEM and HRTEM observations for the HNL GNS/Al-Cu-Mg sample. (a, b) Bright-field TEM images for the grain and GNSs distribution; (c) HRTEM image of the GNS/Al interface in the composites; (d, g) TEM image and corresponding EDX map about the Cu distribution between two-level grains; (e, h) TEM images of the nanoprecipitates -Al2Cu in coarse and fine grains corresponding to areas outlined by magenta and green squares in (d), respectively; the inset in (e, h) is a corresponding FFT pattern; (f, i) BF-STEM images of the area with MgO nanoparticle and the corresponding EDX mapping analysis in coarse and fine grains, respectively.
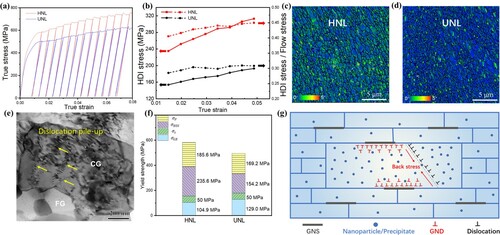
To further explore the contribution of HDI hardening in HNL GNS/Al-Cu-Mg composites, loading-unloading-reloading (LUR) tensile testing with a strain interval of 0.5% was carried out using the UNL and HNL samples (Figure (a)). The HDI stress and its proportion in the flow stress were plotted as a function of true strain for the two samples in Figure (b). The HDI stress was calculated based on the method proposed in the previous study [Citation30]. As indicated in Figure (b), the HDI stress and its ratio to flow stress of the HNL sample are much higher than those of the UNL sample. The HNL sample shows an HDI stress ratio of ∼40% near the yield stage, which means HDI stress still plays an important role, although it shows a reduced heterogeneous grain size. During plastic deformation, the HDI stress and its ratio in the HNL sample increase with the plastic strain, which shows a greater improvement than that in the UNL sample. These observations confirm that the HDI hardening has a higher influence on the HNL structure than the UNL structure, resulting in a better tensile property in the HNL structure. The KAM mappings after tensile deformation for the HNL and UNL samples are shown in Figure (c,d), respectively, from which a much higher KAM value is observed at the hetero-interface, indicating that the HNL structure can induce more severe strain gradients and higher GND density at hetero-interface boundaries. The pile-up of the high-density dislocations after tensile testing is clearly observed in a typical coarse grain, as shown in Figure (e), which is evident for the HDI hardening in heterogeneous materials. Apart from this, the tangle of high-density dislocations can bring considerable strain hardening effect and deformation capability before failure. As a result, the HNL structure improves the HDI hardening for better tensile properties.
Figure 4. (a) Loading-unloading-reloading (LUR) curves for HNL and UNL composites; (b) evolutions of HDI stress and the ratio of HDI stress to flow stress of composites with plastic strain; (c, d) KAM maps of HNL and UNL composites after at 3% strain, respectively; (e) TEM image showing high-density dislocations after tensile testing in coarse grains; (f) strength contributions from different mechanisms in HNL and UNL composites; (g) schematic of tensile deformation process for HNL composite contributed by multiple strengthening mechanisms.
For the HNL composite, potential strengthening mechanisms involved the grain boundary hardening (Hall–Petch effect), solid-solution hardening
, precipitation hardening
and HDI hardening
. For simplicity, we here apply the simplest linear addition rule, namely
(1)
(1) The strengthening contributions from different mechanisms of composites are calculated respectively (as presented in Supplementary) and plotted in Figure (f). The total yield strength estimated by Equation (1) of both samples is in reasonable agreement with the measured values. Although the UNL composite shows a higher grain boundary strengthening due to the smaller grain size, the precipitation and HDI hardenings contributed much more to the HNL composites, resulting in a higher yield strength. The Orowan dislocation bypassing was also identified as the operative strengthening mechanism for MgO and unsharable
nanoprecipitates, as shown in Supplementary, which is also illustrated in other research studies [Citation27,Citation31,Citation32]. The bypassing precipitates strengthening is highly dependent on the volume fraction and the interspacing of precipitates. The volume fractions of both nanoprecipitates are higher, and the inter-spacings of nanoprecipitates are smaller in coarse grains, resulting in a higher contribution of precipitation strengthening (∼185.6 MPa) in the HNL composites than that (∼169.2 MPa) in the UNL sample. Moreover, the HNL structure provides a higher HDI strengthening contribution (∼235.6 MPa) than the UNL structure (∼154.2 MPa). Thus, the observed higher yield strength in the HNL structures can be attributed to the higher contributions from the synergistic effect of both the precipitation strengthening and HDI strengthening (Figure (g)).
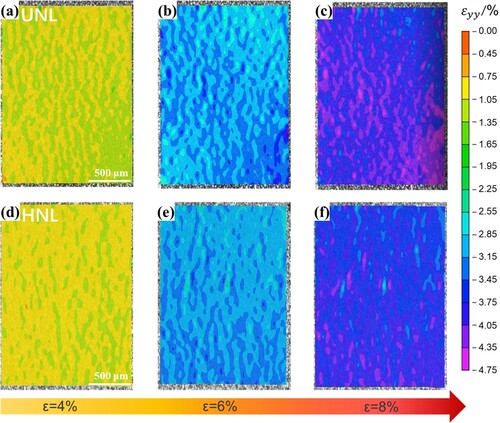
To explore the effect of grain structure on the deformation mechanism of composites, we tracked the in-situ strain distribution using DIC analysis (Figure (a–f)). At an applied strain of 4%, the strain distributions of composites with the nano-laminated structure are both relatively uniform and there is no obvious strain localization (Figure (a,d)), indicating the advantage of the nano-laminated structure for alleviating strain localization. However, significant strain localization appeared in composites with UNL structure when the applied strain is increased to 8% (Figure (c)), which is also consistent with other research studies [Citation8,Citation33]. Usually, composites with a nano-laminated structure begin to localize at a strain of 6–8% [Citation8,Citation33]. In contrast, the HNL structure can still help maintain uniform strain and avoid premature fracture, enabling the full display of the strain-hardening capacity of the matrix made of fine and coarse nano-laminated grains. Crystal plasticity finite element modeling can further demonstrate the advantages of the HNL structure in improving strain-hardening capacity (Figure S1). Similar to the experimentally observed results (Figure (a–e)), at an applied strain of 5%, it can be seen that the HNL structure can induce higher GND density at hetero-interface boundaries (Figure S1(c,d)). In addition, the strain localization in the HNL structure can be alleviated, and the peak strain value is smaller compared to the HNL structure (Figure S1(e,f)), avoiding premature cracking of the domain interface due to the addition of graphene. Therefore, introducing heterostructure effectively alleviates the strain localization, and the strain-hardening ability of the composite material can be fully exerted.
Figure 5. The evolution of strain distributions in GNS/Al-Cu-Mg composites with different grain structures during tensile deformation, as measured by DIC tests: (a–c) Composites with the UNL structure; (d–f) Composites with the HNL structure.
It’s interesting that considerable HDI strengthening can be achieved in a heterogeneous structure with soft/coarse and hard/fine domains featured with such a reduced difference. Generally, the balanced high strength and ductility was present in a heterogeneous structure consisting of soft/hard domains with dramatically different strength over 100% [Citation6]. In heterogeneous materials, greater domain size difference always results in larger HDI stress but lower yield strength. In this sense, here we may introduce the HDI efficiency: , the ratio of HDI stress to the strength difference between hetero-domain regions with the specific volume of coarse grains. This HDI efficiency may well evaluate the ability of HDI contribution while still retaining less loss of yield strength. For example, the HDI efficiency for the HNL composite is ∼4.6, and the value is ∼4.4 for heterogeneous lamella structured Ti [Citation11] (calculation in Supplementary). Thus, higher HDI efficiency in the HNL composites guarantees the strengthening effect under a reduced difference. This special phenomenon is also supposed to be correlative with the nano-laminated structures, but there are still open questions on the optimization of the coarse/fine domains and the underlying limitations of their coordination.
To sum up, simultaneously enhanced yield strength and tensile ductility was achieved in GNS/Al-Cu-Mg heterogeneous nano-laminated composites by deliberately designing smaller differences between soft/coarse and hard/fine domains. The obtained better tensile properties can be attributed to the higher contributions from both the precipitation hardening and HDI hardening, which overwhelm the less contribution from the strengthening of fine grains before heterostructure formation. This study supplies an in-depth understanding of designing heterostructured materials with simultaneous high strength and good ductility.
Supplemental Material
Download MS Word (672.6 KB)Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Papageorgiou DG, Kinloch IA, Young RJ. Mechanical properties of graphene and graphene-based nanocomposites. Prog Mater Sci. 2017;90:75–127.
- Kinloch IA, Suhr J, LouJun L, et al. Composites with carbon nanotubes and graphene: An outlook. Science. 2018;362:547–553.
- Shin SE, Choi HJ, Shin JH, et al. Strengthening behavior of few-layered graphene/aluminum composites. Carbon N Y. 2015;82:143–151.
- Jiang Y, Tan Z, Xu R, et al. Tailoring the structure and mechanical properties of graphene nanosheet/aluminum composites by flake powder metallurgy via shift-speed ball milling. Compos A Appl Sci Manuf. 2018;111:73–82.
- Shin SE, Bae DH. Deformation behavior of aluminum alloy matrix composites reinforced with few-layer graphene. Compos A Appl Sci Manuf. 2015;78:42–47.
- Zhu Y, Ameyama K, Anderson PM, et al. Heterostructured materials: superior properties from hetero-zone interaction. Mater Res Lett. 2020;9(1):1–31.
- Wu X, Zhu Y. Heterogeneous materials: a new class of materials with unprecedented mechanical properties. Mater Res Lett. 2017;5(8):527–532.
- Li Z, Guo Q, Li Z, et al. Enhanced mechanical properties of graphene (reduced graphene oxide)/aluminum composites with a bioinspired nanolaminated structure. Nano Lett. 2015;15(12):8077–8083.
- Zhang Y, Bioinspired LX. Graphene/Al2O3 doubly reinforced aluminum composites with high strength and toughness. Nano Lett. 2017;17(11):6907–6915.
- Xu R, Tan Z, Fan G, et al. High-strength CNT/Al-Zn-Mg-Cu composites with improved ductility achieved by flake powder metallurgy via elemental alloying. Compos A Appl Sci Manuf. 2018;111:1–11.
- Wu X, Yang M, Yuan F, et al. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc Natl Acad Sci USA. 2015 Nov 24;112(47):14501–14505.
- Yang M, Yan D, Yuan F, et al. Dynamically reinforced heterogeneous grain structure prolongs ductility in a medium-entropy alloy with gigapascal yield strength. Proc Natl Acad Sci USA. 2018;115(28):7224–7229.
- Fu X, Tan Z, Min X, et al. Trimodal grain structure enables high-strength CNT/Al-Cu-Mg composites higher ductility by powder assembly & alloying. Mater Res Lett. 2020;9(1):50–57.
- International AIHCJA. Properties and selection: nonferrous alloys and special-purpose materials. 1992;2:1143–1144.
- Liu X, Li J, Sha J, et al. In-situ synthesis of graphene nanosheets coated copper for preparing reinforced aluminum matrix composites. Mater Sci Eng A. 2018;709:65–71.
- Khoshghadam-Pireyousefan M, Rahmanifard R, Orovcik L, et al. Application of a novel method for fabrication of graphene reinforced aluminum matrix nanocomposites: synthesis, microstructure, and mechanical properties. Mater Sci Eng A. 2020;772:138820.
- Zhang ZW, Liu ZY, Xiao BL, et al. High efficiency dispersal and strengthening of graphene reinforced aluminum alloy composites fabricated by powder metallurgy combined with friction stir processing. Carbon N Y. 2018;135:215–223.
- Zheng Z, Zhang X, Li J, et al. Achieving homogeneous distribution of high-content graphene in aluminum alloys via high-temperature cumulative shear deformation. Mater Des. 2020;193:108796.
- Ranjan R, Singh NK, Jaiswal AP, et al. Metal matrix nano composites using graphene nano platelets indented on copper particles in aluminium matrix. Adv Mater Lett. 2018;9(09):652–655.
- El-Ghazaly A, Anis G, Salem HG. Effect of graphene addition on the mechanical and tribological behavior of nanostructured AA2124 self-lubricating metal matrix composite. Compos A Appl Sci Manuf. 2017;95:325–336.
- Yan SJ, Dai SL, Zhang XY, et al. Investigating aluminum alloy reinforced by graphene nanoflakes. Mater Sci Eng A. 2014;612:440–444.
- Li P, Chen L, Cao B, et al. Hierarchical microstructure architecture: A roadmap towards strengthening and toughening reduced graphene oxide/2024Al matrix composites synthesized by flake powder thixoforming. J Alloys Compd. 2020;823:153815.
- Liu ZY, Wang LH, Zan YN, et al. Enhancing strengthening efficiency of graphene nano-sheets in aluminum matrix composite by improving interface bonding. Compos B Eng. 2020;199:108268.
- Han T, Wang F, Li J, et al. Effect of GNPs on microstructures and mechanical properties of GNPs/Al-Cu composites with different heat treatment status. J Mater Sci Technol. 2021;92:1–10.
- Zheng Z, Zhang X, Qian M, et al. Ultra-high strength GNP/2024Al composite via thermomechanical treatment. J Mater Sci Technol. 2022;108:164–172.
- Pu B, Zhang X, Chen X, et al. Exceptional mechanical properties of aluminum matrix composites with heterogeneous structure induced by in-situ graphene nanosheet-Cu hybrids. Compos B Eng. 2022;234:109731.
- Ma K, Wen H, Hu T, et al. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014;62:141–155.
- Hu T, Ma K, Topping TD, et al. Precipitation phenomena in an ultrafine-grained Al alloy. Acta Mater. 2013;61(6):2163–2178.
- Yuan SP, Liu G, Wang RH, et al. Coupling effect of multiple precipitates on the ductile fracture of aged Al–Mg–Si alloys. Scr Mater. 2007;57(9):865–868.
- Yang M, Pan Y, Yuan F, et al. Back stress strengthening and strain hardening in gradient structure. Mater Res Lett. 2016;4(3):145–151.
- Gao YH, Cao LF, Yang C, et al. Co-stabilization of θ′-Al2Cu and Al3Sc precipitates in Sc-microalloyed Al–Cu alloy with enhanced creep resistance. Mater Today Nano. 2019;6:100035.
- Yang C, Zhang P, Shao D, et al. The influence of Sc solute partitioning on the microalloying effect and mechanical properties of Al-Cu alloys with minor Sc addition. Acta Mater. 2016;119:68–79.
- Zhang Z, Li Z, Tan Z, et al. Bioinspired hierarchical Al2O3/Al laminated composite fabricated by flake powder metallurgy. Compos A Appl Sci Manuf. 2021;140:106187.