
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
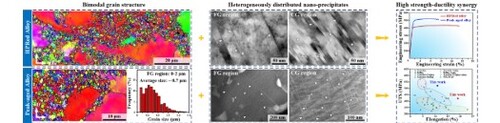
Achieving high strength-ductility synergy in hard-to-deform high-alloyed Mg-Gd-Y-Zn-Zr alloys by rolling remains a great challenge. In this work, a Mg-8.2Gd-3.8Y-1.0Zn-0.4Zr (wt.%) alloy sheet possessing a high yield strength (YS) of ∼385 MPa, ultimate tensile strength (UTS) of ∼420 MPa and elongation of ∼19% was achieved via a single-pass hard-plate rolling (HPR) process. The high YS is mainly from amounts of submicron FGs and strong interactions between densely distributed γ′ precipitates and pyramidal <c + a> dislocations in CGs. The activation of multiple slip systems, HDI-hardening effect, and crack suppression effect from γ′ particles, endow the excellent ductility.
GRAPHICAL ABSTRACT
IMPACT STATEMENT
The hard-to-deform WE94 alloy sheet exhibiting a superior strength-ductility synergy has been prepared by a single-pass HPR process. The bimodal grain structure containing substantial ultrafine grains coupling with inhomogeneously-distributed nano-scale precipitates accounts for the superior mechanical properties.
1. Introduction
The pursuit of lightweight promotes the development of Mg alloys due to their low density, while their applications are heavily hindered by the low strength [Citation1–3]. Mg alloys containing rare-earth (RE) elements are currently promising candidates for achieving high strength via introducing high-density precipitates [Citation4,Citation5]. The Mg-Gd-Y system has aroused great interest due to notable precipitation strengthening from the prismatic β′ phase (Mg7RE) [Citation6,Citation7]. Additionally, introducing basal LPSO and/or the γ′ precipitates (Zn/Gd-segregated closely packed planes which stack in the sequence of ABCA) with a large aspect ratio by adding Zn element enables multiple precipitation strengthening effects in Mg-Gd-Y system alloys [Citation8,Citation9]. For example, a Mg-10Gd-4Y-1.5Zn-0.5Zr alloy with a yield strength (YS) higher than 400 MPa has been developed, which is comparable to high-strength Al alloys [Citation10]. However, the ultrahigh strength of Mg-Gd-Y-Zn-Zr alloys is usually at the expense of ductility, e.g. the Mg-8.2Gd-3.8Y-1.0Zn-0.4Zr alloy subjected to conventional rolling and peak-aging, exhibits a high YS of ∼426 MPa but a low ductility of ~4.5% [Citation11].
Recently, tailoring heterogeneous microstructures is proposed to be an effective strategy to obtain superior strength-ductility combinations [Citation12]. Our previous works have demonstrated that strength and ductility can be improved simultaneously by manipulating bimodal structures consisting of coarse grains (CGs) and fine grains (FGs) [Citation13,Citation14]. The interaction between CGs and FGs could induce the hetero-deformation induced (HDI) strengthening and HDI-hardening effect through strain partitioning [Citation15]. Nevertheless, the HDI-strengthening and HDI-hardening effects in bimodal microstructures often fail to be fully utilized due to relatively low interface density resulting from the difficulty in refining FGs [Citation16]. Although bimodal-grained Mg-Gd-Y-Zn-Zr alloys have been achieved via extrusion with low speeds at high temperatures (>400°C), FGs with average sizes of 1–3 µm are usually obtained as dynamic recrystallization (DRX) and subsequent grain growth occur easily [Citation6,Citation17,Citation18]. Large strain rolling is another potential method to refine microstructure, e.g. the bimodal Mg-6Al-1Mn alloy sheet with recrystallized grains of 1 µm was prepared through single-pass large strain rolling with a reduction of ∼80% [Citation19]. However, it is difficult to apply large strain rolling on high-alloyed Mg-Gd-Y-Zn-Zr alloys, because they are hard-to-deform, usually with high strength but poor formability [Citation20]. Thereby, realizing substantial grain refinement down to sub-micron scale in Mg-Gd-Y-Zn-Zr alloys remains a challenge.
Furthermore, the formation of bimodal grain structure usually accompanies heterogeneous precipitation behavior of second phase particles [Citation21–23], e.g. the β′ particles only precipitated in deformed CGs in the bimodal-grained Mg-13Gd alloy [Citation22]. The uneven distribution of precipitates would significantly affect properties through generating disparate blocking effects on different dominant slip systems activated in CGs and FGs [Citation24]. However, the influence of heterogeneously-distributed precipitates in bimodal-grained Mg-Gd-Y-Zn-Zr alloys on properties has received less attention.
In this study, we report a multi-scale heterogeneous Mg-8.2Gd-3.8Y-1.0Zn-0.4Zr (WE94) alloy sheet prepared by a simple hard-plate rolling (HPR) process, which exhibits a bimodal grain structure consisting of strong basal-textured CGs and weak basal-textured submicron FGs, plus heterogeneously-distributed nano-scale γ′ precipitates. To the best of our knowledge, this is the first one to realize a large thickness reduction by a single-pass rolling in the hard-to-deform WE94 alloy, which cannot be achieved using conventional rolling methods. Notably, a high strength-ductility synergy with a YS of ∼385 MPa, an ultimate tensile strength (UTS) of ∼420 MPa and an elongation of ∼19% is achieved. A further increase in strength with a YS of ∼460 MPa and an UTS of ∼521 MPa is realized after peak-aging, accompanied by a well-maintained ductility of ∼11%. The underlying mechanisms for the formation of heterogeneous microstructure in terms of grains and precipitates, as well as the superior strength-ductility synergy, are systematically investigated.
2. Materials and methods
The high-quality WE94 ingot was produced by semi-continuous casting. Then, it was extruded into rods with a diameter of ∼152 mm under 450°C with an extrusion ratio of ∼5:1 and an extrusion rate of ∼2 mm/min. The microstructure of as-extruded WE94 alloy was shown in Fig. S1. Rolling samples with dimension of 50 × 20 × 6 mm were cut from as-extruded rods. Afterwards, HPR was applied, i.e. two hard plates covering up and down of rolling samples, with the rolling direction (RD) parallelling to the extrusion direction. The rolling samples were rolled to ∼1 mm by a single pass HPR with a reduction of ∼85% at 500°C (denoted as HPRed alloy). Finally, the HPRed alloy was subjected to artificial aging at 150°C, 175°C and 200°C for different durations.
Tensile test specimens with dimensions of 10 × 4 × 1 mm in the gauge section (parallelling to the RD) were tensioned to failure at room temperature under a strain rate of 1 × 10−3 s−1 using an AGS-X-100kN electric universal testing machine equipped with an extensometer. The microstructure was characterized by scanning electronic microscopy (SEM, Sigma 500, ZEISS) equipped with an energy dispersive spectrometer (EDS, X-Max, Oxford Instruments) analyzer and electron backscatter diffraction (EBSD, Symmetry, Oxford Instruments). Activated slip systems are identified via matching actual slip traces in SEM micrographs with theoretical slip traces [Citation25]. Nano-sized particles were investigated by transmission electron microscopy (TEM, JEM-2100, JEOL) and 3-dimensional atom probe tomography (APT). Thin foils for TEM were prepared by mechanical polishing, followed by ion milling at 3 kV-5 kV for ∼3 h. APT analysis was performed on samples fabricated by a standard electro-polishing method [Citation25], under ultra-violet laser pulse mode at a pulse energy of 40 pJ and a pulse repetition rate of 200 kHz.
3. Results and discussion
Hardness evolution curves of the HPRed alloy at different aging temperatures are shown in Figure (a). The shortest time (∼32 h) for the peak hardness value (∼137.4 ± 2 Hv) is achieved at 200°C. Thus, the peak-aged alloy at 200°C was chosen for subsequent investigations. Figure (b) presents tensile engineering strain–stress curves of the as-extruded, HPRed and peak-aged alloys. Compared with the as-extruded alloy, the HPRed alloy exhibits much higher strength and ductility, with a YS of ∼385 MPa, an UTS of ∼420 MPa and an elongation of ∼19%, respectively. It is impressive that the simple single-pass HPR process leads to an excellent strength-ductility synergy in hard-to-deform WE94 alloy, in comparison to counterparts prepared via extrusion, conventional rolling, etc. (Figure (c)) [Citation8,Citation11,Citation18,Citation20,Citation26–41]. Moreover, the toughness of HPRed alloy reaches 8.0 × 107 J/m3, far exceeding those of reported Mg-Gd-Y-Zn-Zr alloys with similar compositions [Citation8,Citation11,Citation18,Citation20,Citation26–41]. After peak-aging at 200°C, the YS and UTS of the HPRed alloy are further improved to ∼460 MPa and ∼521 MPa, respectively, accompanied by a decent elongation of ∼11%. Although the ductility decreases to some extent after aging, both the present HPRed and peak-aged alloys show impressive strength-ductility synergy.
Figure 1. (a) Hardness evolution curves of the HPRed alloy during aging; (b) tensile engineering stress-strain curves for as-extruded, HPRed and peak-aged alloys; a comparison of (c) UTS and (d) toughness values as a function of elongation between the HPRed and peak-aged alloys in this work and previously reported Mg-Gd-Y-Zn-Zr alloys [Citation8,Citation11,Citation18,Citation20,Citation26–41].
![Figure 1. (a) Hardness evolution curves of the HPRed alloy during aging; (b) tensile engineering stress-strain curves for as-extruded, HPRed and peak-aged alloys; a comparison of (c) UTS and (d) toughness values as a function of elongation between the HPRed and peak-aged alloys in this work and previously reported Mg-Gd-Y-Zn-Zr alloys [Citation8,Citation11,Citation18,Citation20,Citation26–41].](/cms/asset/c80bef25-c50f-4aeb-884c-a55e3e2ba16a/tmrl_a_2235375_f0001_oc.jpg)
Figure presents microstructures of the HPRed alloy. Here, grains with sizes smaller than 2 µm are defined as FGs and the others are CGs. The HPRed alloy exhibits a typical bimodal microstructure consisting of strong basal-textured CGs and weak basal-textured FGs (Figure (a–d)). Note that the average size of FGs is ∼0.6 µm in the present HPRed alloy, which is much smaller than those of FGs (1.6–3.7 µm) in bimodal-grained Mg-Gd-Y-Zn-Zr alloys fabricated by extrusion, conventional rolling or accumulative roll-bonding [Citation11,Citation26,Citation40]. This is closely related to the single-pass HPR process with a large reduction (∼85%), which avoids grain growth caused by multiple heating procedures. Additionally, profuse submicron block-shaped particles distributing along boundaries of FGs are identified as β-Mg5(Gd, Y) particles (fcc, F43 m, a = 2.23 nm) (Figure (e–g)) [Citation42], corresponding with XRD results (Fig. S2(b)). On the one hand, some of the pre-existed β particles in the as-extruded alloy are fragmented and refined under the high strain introduced by HPR. On the other hand, the HPR process promotes the dynamic precipitation of β particles. These dense submicron β particles could effectively inhibit grain growth by pinning effect, contributing to substantial grain refinement [Citation27]. At the same time, the heterogeneous precipitation of γ′ particles is identified, i.e. γ′ particles are frequently observed in CGs while a few distribute in FGs (Figure (h–j)). Based on statistics of TEM results, the number density of γ′ particles per volume, N, was calculated by assuming the thickness of the examined region to be 100 nm [Citation43]. The N of γ′ particles in CGs (7.9 × 1021 m−3) is about four times that in FGs (2.0 × 1021 m−3). This is closely associated with dislocation characteristics of the bimodal grain structure, i.e. CGs have higher dislocation density compared with FGs. Moreover, dislocation tangles introduced by HPR are beneficial to promoting precipitation during subsequent aging (Figure (f)).
Figure 2. Microstructures of the HPRed alloy: (a) and (c) EBSD IPF images with corresponding legend; (b) grain size distribution of the FG region; (d–f) BF-TEM images of the FG region; (g) HRTEM image of the β phase at boundaries; (h) and (i) BF-TEM images showing γ′ particles in the FG and CG region, respectively; (j) HRTEM image and corresponding FFT pattern of γ′ particles.
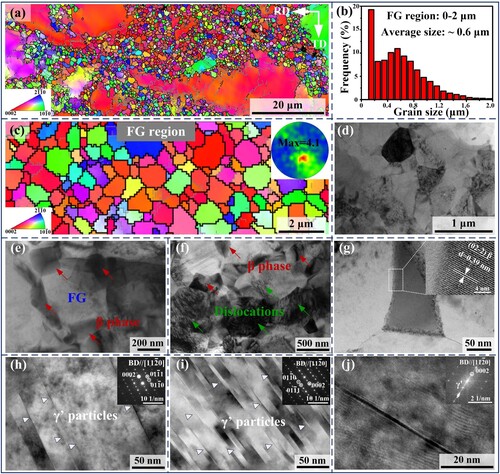
Figure (a,b) presents the microstructure of the peak-aged alloy. Note that FGs are well retained after peak-aging as the average grain size only increases slightly from ∼0.6 to ∼0.7 µm (Figure (a–c)), indicating a strong grain coarsening resistance. Another feature is that β particles are basically unchanged after aging (Figure (c)), while the co-segregation of Zn and Gd elements is found at the boundaries of FGs (Figure (d)). The strong segregation of solute atoms could reduce boundary energy to decrease the driving force for grain growth [Citation25]. Therefore, both the dense submicron β particles and co-segregation of Zn and Gd atoms at boundaries account for the limited growth of FGs during aging. Additionally, the heterogeneous distribution of γ′ particles is still distinctive (Figure (e,i)). The number density of γ′ particles in CGs and FGs is ∼1.2 × 1022 m−3 and ∼3.4 × 1021 m−3. Compared with the HPRed alloy, the number density of γ′ particles in both the FGs and CGs increases in the peak-aged alloy, indicating its further precipitation during aging. Moreover, numerous nano-sized β′ particles are observed in the peak-aged alloy (Figure (g–j)). The distribution of β′ particles is relatively heterogeneous and number densities in CGs and FGs are ∼9.0 × 1022 m−3 and ∼4.2 × 1022 m−3, respectively.
Figure 3. Microstructures of the peak-aged alloy: (a) EBSD-IPF map with corresponding legend, (b) grain size distribution, (c) BF-TEM and (d) HAADF-STEM image and corresponding EDS line scanning results of the FG region; (e) and (f) HAADF-STEM images of the FG region taken along ; (g-j) HAADF-STEM images of the CG region taken along
and
.
![Figure 3. Microstructures of the peak-aged alloy: (a) EBSD-IPF map with corresponding legend, (b) grain size distribution, (c) BF-TEM and (d) HAADF-STEM image and corresponding EDS line scanning results of the FG region; (e) and (f) HAADF-STEM images of the FG region taken along [112¯0]α−Mg; (g-j) HAADF-STEM images of the CG region taken along [0001]α−Mg and [112¯0]α−Mg.](/cms/asset/0d12e7f8-6d13-41c8-91da-3ce27aae324f/tmrl_a_2235375_f0003_oc.jpg)
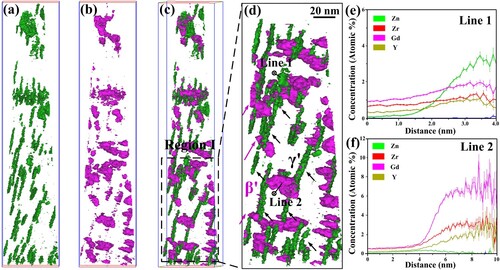
Further information on the chemical composition and 3-dimensional orientation of precipitates in the peak-aged alloy is revealed by APT analysis (Figure ). The Gd-rich blocky β′ particles and Zn-rich plate-shaped γ′ particles are displayed. Given the special orientation relationship between β′ and γ′ phases (precipitated on prismatic and basal planes, respectively), the generated nano-scale closed volumes are visualized intuitively (Figure ). The influence of co-existence of β′ and γ′ particles on mechanical properties will be discussed later.
Figure 4. 3-dimensional APT reconstructed atom maps of (a) Zn (green), (b) Gd (pink) and (c) Zn + Gd via the 0.8 at.% Zn and 2.5 at.% Gd isocomposition surfaces; (d) magnified image corresponding to region I in (c); compositional profiles for the (e) Zn-rich phase and (f) Gd-rich phase.
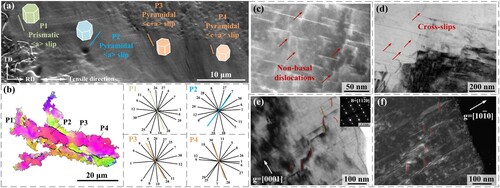
To explore mechanisms responsible for the superior elongation of ∼19%, slip trace analysis has been conducted on the HPRed alloy stretched to a strain of ∼12%. Evident slip traces can be observed in CGs (Figure (a)). Particularly, multiple slip systems, including the prismatic <a> slip (P1), pyramidal <a> slip (P2) and pyramidal <c + a> slip (P3 and P4), are activated in different regions of the observed CG (Figure (a,b)). The promoted activation of non-basal slips in CGs is mainly attributed to the high content of RE elements, e.g. the addition of Y can decrease the SF energy and facilitate the nucleation of <c + a> dislocations [Citation44]. The frequently activated non-basal dislocations in CGs, especially pyramidal <c + a> dislocations (marked by red lines), can be further confirmed by TEM images (Figure (c–f)). Moreover, cross-slips are observed in the HPRed alloy stretched to 12% (Figure (d)), which could also increase plasticity [Citation45]. The easily activated multiple slip systems in CGs make great contributions to the high ductility and strain-hardenability [Citation13]. Additionally, FGs exhibiting a weakened basal texture could provide enhanced ability in accommodating plastic deformation, as basal slips could occur more easily in grains having large SFbasal value [Citation46].
Figure 5. The microstructure of HPRed alloy stretched to a strain of ∼12%: (a) and (b) SEM and EBSD images. The calculated slip trace directions for the basal <a> slip, prismatic <a> slip, pyramidal <a> slip and pyramidal II <c + a> slip are indicated by 1 to 3, 4 to 6, 7 to 12, and 25 to 30, respectively; (c) and (d) HAADF-STEM and BF-TEM images; (e) and (f) TEM images viewed with g = 0001 and g = 01–10, respectively. The dislocations are marked by yellow lines and pyramidal <c+a> dislocations are mared by red lines.
From loading-unloading-reloading stress–strain curves of the peak-aged alloy, large hysteresis loops can be observed (Fig. S3). It suggests that such bimodal microstructure is potential in exerting a pronounced HDI-hardening effect, contributing to the high ductility. Moreover, γ′ particles featuring high aspect ratios are plastically deformable and capable of suppressing crack propagation, playing an important role in delaying fracture during post-necking deformation [Citation17]. Thereby, the excellent ductility of present HPRed alloy is attributed to the collective effects of RE elements in solid solution and multi-scale heterogeneous microstructure, despite the existence of some blocky LPSO phases where cracks tend to initiate (as shown in Fig. S2).
The high YS (∼385 MPa) of the HPRed alloy can be mainly ascribed to the considerable grain boundary strengthening up to ∼130 MPa originating from substantial submicron FGs, in addition to the solution strengthening, dislocation strengthening and precipitation strengthening (see details in Supplementary materials). Note that the grain boundary strengthening contribution in the present HPRed alloy is much higher in comparison to the previously reported Mg-Gd-Y-Zn-Zr alloys, where grain boundary strengthening contribution usually ranges from 67–74 MPa [Citation6,Citation40].
Furthermore, the heterogeneous distribution of γ′ particles, i.e. more densely in CGs than FGs, is favorable for the YS enhancement. It has been reported that γ′ particles have a stronger effect in blocking pyramidal <c + a> dislocations than basal dislocations [Citation6]. Additionally, the strong interaction between γ′ particles and pyramidal <c + a> dislocations has been demonstrated by Figure (e,f), showing that pyramidal <c + a> dislocations bow between γ′ particles. Hence, the high-density γ′ particles in CGs are effective in blocking the highly-activated pyramidal <c + a> dislocations in CGs [Citation6]. It provides considerable precipitation strengthening (∼71 MPa), which far exceeds the reported values (8–52 MPa) in literature [Citation6,Citation47].
After peak-aging, the YS of the HPRed alloy is increased by ∼75 MPa, reaching ∼460 MPa. The significantly improved YS is due to the further precipitated γ′ particles and high-density β′ particles induced by aging [Citation6,Citation36], despite the inevitable dislocation recovery and slight grain growth. According to calculations, a significant precipitation strengthening effect can be provided by the co-precipitation of β′ and γ′ particles in the present peak-aged alloy, accounting for ∼39% of the ultrahigh YS. While it may be underestimated as the nanoscale closed volumes formed by prismatic β′ and basal γ′ particles could further block movements of either basal dislocations or non-basal dislocations [Citation17].
The elongation of the HPRed alloy decreases from ∼19% to ∼11% after peak-aging, mainly due to the stress concentration and crack initiation induced by β′ precipitates [Citation17]. Nevertheless, the ductility of the present peak-aged alloy is still superior to other reported Mg-Gd-Y-Zn-Zr alloys [Citation8,Citation11,Citation18,Citation20,Citation26–41]. In addition to the contribution of heterogeneous microstructure to enhanced work hardening ability and ductility, the high-density γ′ particles could inhibit crack propagation effectively and thus enhance the ductility [Citation17].
4. Conclusions
In summary, a superior strength-ductility combination (a YS of ∼385 MPa and an elongation of ∼19%) is achieved in the multi-scale heterogeneous WE94 alloy sheet via a simple HPR process. The high YS is mainly caused by pronounced grain boundary strengthening from submicron FGs and precipitation strengthening from strong interactions between densely distributed γ′ particles and pyramidal <c + a> dislocations activated in CGs. The activation of multiple slip systems and HDI-hardening effect from the bimodal grain structure, along with crack suppression effect from γ′ particles, endow the HPRed WE94 alloy sheets with excellent ductility. After peak-aging, a further increased YS of ∼460 MPa and a decent ductility of ∼11% are achieved. The co-precipitation of β′ and γ′ particles contributes to the further enhanced strength. This work provides a reference for fabricating high-strength and ductile Mg-RE alloy sheets by manipulating bimodal grain structures, coupling with controlling the heterogeneous distribution of precipitates.
Supplemental Material
Download MS Word (838.4 KB)Acknowledgements
We would like to thank Shenbao Jin from Nanjing University of Science and Technology for the APT characterization
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Pan HC, Xie DS, Li JR, et al. Development of novel lightweight and cost-effective Mg–Ce–Al wrought alloy with high strength. Mater Res Lett. 2021;9:329–335. doi:10.1080/21663831.2021.1918776
- Ma X, Zha M, Wang SQ, et al. A rolled Mg−8Al−0.5Zn−0.8Ce alloy with high strength-ductility synergy via engineering high-density low angle boundaries. J Magnes Alloys. 2022;10:2889–2900. doi:10.1016/j.jma.2021.12.008
- Wang HY, Xia N, Bu RY, et al. Current research and future prospect on low-alloyed high-performance wrought magnesium alloys. Acta Metall Sin 2021;57:1429–1437. doi:10.11900/0412.1961.2021.00347
- Guan K, Egami M, Egusa D, et al. Short-range order clusters in the long-period stacking/order phases with an intrinsic-I type stacking fault in Mg-Co-Y alloys. Scripta Mater. 2022;207:114282. doi:10.1016/j.scriptamat.2021.114282
- Jian WW, Cheng GM, Xu WZ, et al. Ultrastrong Mg alloy via nano-spaced stacking faults. Mater Res Lett. 2013;1:61–66. doi:10.1080/21663831.2013.765927
- Xu C, Nakata T, Qiao XG, et al. Ageing behavior of extruded Mg–8.2Gd–3.8Y–1.0Zn–0.4Zr (wt.%) alloy containing LPSO phase and γ′ precipitates. Sci Rep. 2017;7:43391. doi:10.1038/srep43391
- Li RG, Yan Y, Pan HC, et al. Achieving a high-strength binary Mg–15Gd alloy by nano substructure with Gd segregation and nano clusters. Mater Res Lett. 2022;10:682–689. doi:10.1080/21663831.2022.2086834
- Zhou XJ, Xiong WY, Zeng G, et al. Combined effects of LPSO orientation and α-Mg texture on tensile anisotropy of an extruded Mg-Gd-Y-Zn-Zr alloy. Mater Sci Eng A. 2021;805:140596. doi:10.1016/j.msea.2020.140596
- Nie JF. Precipitation and hardening in magnesium alloys. Metall Mater Trans A. 2012;43:3891–3939. doi:10.1007/s11661-012-1217-2
- Wei XX, Jin L, Liu CL, et al. Effect of pack-forging on microstructure and properties of Mg-Gd-Y-Zn-Zr alloy. Mater Sci Eng A. 2021;802:140674. doi:10.1016/j.msea.2020.140674
- Xu C, Zheng MY, Xu SW, et al. Ultra high-strength Mg–Gd–Y–Zn–Zr alloy sheets processed by large-strain hot rolling and ageing. Mater Sci Eng A. 2012;547:93–98. doi:10.1016/j.msea.2012.03.087
- Zhu YT, Wu XL. Heterostructured materials. Prog Mater Sci. 2023;131:101019. doi:10.1016/j.pmatsci.2022.101019
- Wang T, Zha M, Du C, et al. High strength and high ductility achieved in a heterogeneous lamella-structured magnesium alloy. Mater Res Lett. 2023;11:187–195. doi:10.1080/21663831.2022.2133976
- Li YK, Zha M, Jia HL, et al. Tailoring bimodal grain structure of Mg-9Al-1Zn alloy for strength-ductility synergy: co-regulating effect from coarse Al2Y and submicron Mg17Al12 particles. J Magnes Alloys. 2021;9:1556–1566. doi:10.1016/j.jma.2021.01.008
- Wu XL, Zhu YT. Heterogeneous materials: a new class of materials with unprecedented mechanical properties. Mater Res Lett. 2017;5:527–532. doi:10.1080/21663831.2017.1343208
- Zhu YT, Wu XL. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater Res Lett. 2019;7:393–398. doi:10.1080/21663831.2019.1616331
- Xu C, Fan GH, Nakata T, et al. Deformation behavior of ultra-strong and ductile Mg-Gd-Y-Zn-Zr alloy with bimodal microstructure. Metall Mater Trans A. 2018;49:1931–1947. doi:10.1007/s11661-018-4507-5
- Yu ZJ, Xu C, Meng J, et al. Effects of extrusion ratio and temperature on the mechanical properties and microstructure of as-extruded Mg-Gd-Y-(Nd/Zn)-Zr alloys. Mater Sci Eng A. 2019;762:138080. doi:10.1016/j.msea.2019.138080
- Cheng RS, Li M, Du S, et al. Effects of single-pass large-strain rolling on microstructure and mechanical properties of Mg-Al-Ca alloy sheet. Mater Sci Eng A. 2020;786:139332. doi:10.1016/j.msea.2020.139332
- Xu C, Xu SW, Zheng MY, et al. Microstructures and mechanical properties of high-strength Mg–Gd–Y–Zn–Zr alloy sheets processed by severe hot rolling. J Alloys Compd. 2012;524:46–52. doi:10.1016/j.jallcom.2012.02.050
- Li YK, Zha M, Rong J, et al. Effect of large thickness-reduction on microstructure evolution and tensile properties of Mg-9Al-1Zn alloy processed by hard-plate rolling. J Mater Sci Technol. 2021;88:215–225. doi:10.1016/j.jmst.2021.01.050
- Li RG, Li HR, Pan HC, et al. Achieving exceptionally high strength in binary Mg-13Gd alloy by strong texture and substantial precipitates. Scripta Mater. 2021;193:142–146. doi:10.1016/j.scriptamat.2020.10.052
- Kuang J, Zhao X, Du X, et al. Ductilizing Al-Mn strips via gradient texture. Mater Res Lett. 2023;11:430–438. doi:10.1080/21663831.2023.2178861
- Álvarez-Leal M, Orozco-Caballero A, Carreño F, et al. Superplasticity in a commercially extruded ZK30 magnesium alloy. Mater Sci Eng A. 2018;710:240–244. doi:10.1016/j.msea.2017.10.093
- Hua ZM, Min Z, Meng ZY, et al. Rapid dislocation-mediated solute repartitioning towards strain-aging hardening in a fine-grained dilute magnesium alloy. Mater Res Lett. 2022;10:21–28. doi:10.1080/21663831.2021.2009585
- Zheng J, Chen Z, Yan ZM, et al. Preparation of ultra-high strength Mg-Gd-Y-Zn-Zr alloy by pre-ageing treatment prior to extrusion. J Alloys Compd. 2022;894:162490. doi:10.1016/j.jallcom.2021.162490
- Ma ZD, Li G, Peng Q, et al. Microstructural evolution and enhanced mechanical properties of Mg–Gd–Y–Zn–Zr alloy via centrifugal casting, ring-rolling and aging. J Magnes Alloys. 2020;10:119–128. doi:10.1016/j.jma.2020.11.009
- Wei XX, Jin L, Dong S, et al. Effect of Zn/(Gd+Y) ratio on the microstructure evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. Mater Charact. 2020;169:110670. doi:10.1016/j.matchar.2020.110670
- Wang N, Yang Q, Li XL, et al. Microstructures and mechanical properties of a Mg–9Gd−3Y−0.6Zn−0.4Zr (wt.%) alloy modified by Y-rich misch metal. Mater Sci Eng A. 2021;806:140609. doi:10.1016/j.msea.2020.140609
- Jin XZ, Xu WC, Shan DB, et al. Mechanism of high-strength and ductility of Mg-RE alloy fabricated by low-temperature extrusion and aging treatment. Mater Design. 2021;199:109384. doi:10.1016/j.matdes.2020.109384
- Xue ZY, Ren YJ, Luo WB, et al. Effect of aging treatment on the precipitation behavior and mechanical properties of Mg-9Gd-3Y-1.5Zn-0.5Zr alloy. J Mater Eng Perform. 2017;26:5963–5972. doi:10.1007/s11665-017-2755-y
- Liu X, Zhang ZQ, Hu WY, et al. Effects of extrusion speed on the microstructure and mechanical properties of Mg-9Gd-3Y-1.5Zn-0.8Zr alloy. J Mater Sci Technol. 2016;32:313–319. doi:10.1016/j.jmst.2015.12.004
- Xu C, Zheng MY, Wu K, et al. Influence of rolling temperature on the microstructure and mechanical properties of Mg–Gd–Y–Zn–Zr alloy sheets. Mater Sci Eng A. 2013;559:615–622. doi:10.1016/j.msea.2012.08.151
- Tong LB, Chu JH, Sun WT, et al. Achieving an ultra-high strength and moderate ductility in Mg–Gd–Y–Zn–Zr alloy via a decreased-temperature multi-directional forging. Mater Charact. 2021;171:110804. doi:10.1016/j.matchar.2020.110804
- Yan Z, Zhang ZM, Li XB, et al. A novel severe plastic deformation method and its effect on microstructure, texture and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. J Alloys Compd. 2020;822:153698. doi:10.1016/j.jallcom.2020.153698
- Xu C, Zheng MY, Xu SW, et al. Improving strength and ductility of Mg-Gd-Y-Zn-Zr alloy simultaneously via extrusion, hot rolling and ageing. Mater Sci Eng A. 2015;643:137–141. doi:10.1016/j.msea.2015.07.032
- Zheng J, Chen Z, Yan ZM, et al. An alternating ageing-annealing process for enhancing strength and ductility of a Mg-Gd-Y-Zn-Zr alloy. Mater Sci Eng A. 2021;828:142103. doi:10.1016/j.msea.2021.142103
- Sun C, Liu H, Wang XJ, et al. Microstructure evolution during superplastic deformation process and its impact on superplastic behavior of a Mg-Gd-Y-Zn-Zr alloy. Mater Charact. 2021;172:110879. doi:10.1016/j.matchar.2021.110879
- Shao JB, Chen ZY, Chen T, et al. Texture evolution, deformation mechanism and mechanical properties of the hot rolled Mg-Gd-Y-Zn-Zr alloy containing LPSO phase. Mater Sci Eng A. 2018;731:479–486. doi:10.1016/j.msea.2018.06.062
- Li B, Teng BG, Wang ED. Effects of accumulative rolling reduction on the microstructure characteristic and mechanical properties of Mg-Gd-Y-Zn-Zr sheets processed by hot rolling. Mater Sci Eng A. 2019;765:138317. doi:10.1016/j.msea.2019.138317
- Li B, Hou XW, Teng BG. Effects of friction stir process and subsequent aging treatment on the microstructure evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. Mater Charact. 2019;155:109832. doi:10.1016/j.matchar.2019.109832
- Yan ZM, Li XB, Zheng J, et al. Microstructure evolution, texture and mechanical properties of a Mg–Gd–Y–Zn–Zr alloy fabricated by cyclic expansion extrusion with an asymmetrical extrusion cavity: the influence of passes and processing route. J Magnes Alloys. 2021;9:964–982. doi:10.1016/j.jma.2020.06.016
- Hidalgo-Manrique P, Robson JD, Pérez-Prado TM. Precipitation strengthening and reversed yield stress asymmetry in Mg alloys containing rare-earth elements: a quantitative study. Acta Mater. 2017;124:456–467. doi:10.1016/j.actamat.2016.11.019
- Sandlöbes S, Friák M, Zaefferer S, et al. The relation between ductility and stacking fault energies in Mg and Mg–Y alloys. Acta Mater. 2012;60:3011–3021. doi:10.1016/j.actamat.2012.02.006
- Li JL, Wu D, Chen RS, et al. Anomalous effects of strain rate on the room-temperature ductility of a cast Mg-Gd-Y-Zr alloy. Acta Mater. 2018;159:31–45. doi:10.1016/j.actamat.2018.08.013
- Zhang H, Wang HY, Wang JG, et al. The synergy effect of fine and coarse grains on enhanced ductility of bimodal-structured Mg alloys. J Alloys Compd. 2019;780:312–317. doi:10.1016/j.jallcom.2018.11.229
- Xia XS, Zhang K, Ma ML, et al. Microstructures and strengthening mechanisms of Mg-8.2Gd-4.6Y-1.5Zn-0.4Zr alloy containing LPSO, β′ and γ type phases. J Rare Earth. 2020;38:1119–1125. doi:10.1016/j.jre.2020.05.012