
ABSTRACT
High-strength materials are essential for applications in the structural industry. However, their limited formability restricts broader industrial use. This study proposes a novel methodology to achieve an excellent combination of formability and strength. Surface heterostructuring through laser treatment induces local austenitization on the as-rolled martensitic stainless steel. The resultant bendability was significantly improved, enabling its bending to ∼180° folding while maintaining high tensile strength. Consequently, the present surface heterostructuring suggests achieving the superior combination of strength and formability by tailoring the microstructure specifically to forming. This surface heterostructuring will explore the empty area of the formability-strength relationship.
GRAPHICAL ABSTRACT
1. Introduction
Recent industries demand greater strength in metallic materials to comply with strict environmental regulations and ensure industrial safety [Citation1–3]. Microstructural engineering techniques, including the use of a martensite matrix, precipitation formation, or nanocrystalline structures, have been successfully employed to enhance mechanical performance and meet the demand for elevated mechanical properties [Citation4–6]. To utilize high-strength materials for widespread application, these materials need to be deformed into potentially complex shapes in their specific services [Citation7]. However, high-strength materials generally exhibit low formability, which limits their utilization in various industry applications due to the trade-off relationship between formability and strength.
Formability, defined as the capability to deform into a desirable shape without fracture, is a crucial factor in determining the utilization of structural materials in the industry [Citation8–10]. This promotes productivity in the industry by stamping geometrically complex structures in services such as automobile frames [Citation11,Citation12]. However, high-strength materials exhibit limited strain-hardening ability and are prone to easy damage evolution, resulting in low formability [Citation13–15]. In the forming process, it should be noted that (1) only specific sections undergo severe deformation, and (2) the distribution of strain along the depth in the section is not uniform [Citation16,Citation17]. In the specific region under the highest tensile strain, cracks tend to initiate and propagate through the thickness, eventually leading to fracture [Citation18,Citation19]. These distinctive features of forming behavior differ from thehomogeneous deformation seen in tensile testing. According to previous works, the soft–hard-soft sandwich-type heterostructure contributed to the higher bendability by positioning the soft layer on the outermost surface [Citation20]. In this context, it indicates that ensuring formability does not necessarily require softening of the entire part. It is anticipated that local softening at the region vulnerable to cracking may improve overall formability while minimizing the loss of strength.
Laser heating before forming is an effective way to improve formability. The considerable heat from laser treatment modifies the microstructure, contributing to formability [Citation21–24]. However, a concurrent deterioration in strength occurs due to the softened microstructure [Citation21–24]. Herein, we proposed surface heterostructuring to achieve a superior combination of strength and formability. Surface heterostructuring was conducted through targeted heating to the martensite matrix for austenitization only on the surface. Thus, most of the microstructure retains rigid domains, while the localized surface region, a potential crack initiation site during forming, achieves high deformability. The local heterostructured region was carefully controlled to enhance formability while minimally compromising strength. In this work, we introduce the local surface heterostructuring as a solution to cracking, aiming to achieve a superior combination of strength and formability.
2. Materials and methods
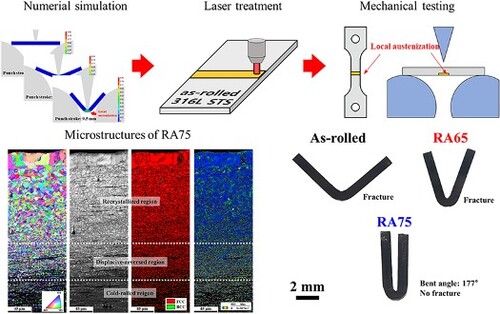
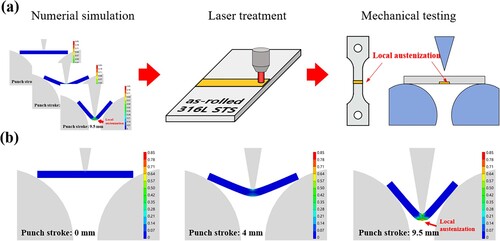
Laser surface treatment may induce fresh martensite in conventional martensitic steel due to rapid cooling, thus deteriorating the formability [Citation25]. Therefore, steel with high austenitic phase stability, i.e. 316L stainless steel, was adopted to prevent the re-formation of martensite. A 316L stainless steel plate was initially cold rolled from a thickness of 10 mm to 1.6 mm to obtain a martensite matrix through a displacive martensitic transformation during severe deformation [Citation26]. Figure a shows the overall procedure of the present strategy for local austenitization aiming at enhanced formability. Firstly, the region for local austenitization was identified by analyzing the strain distribution of bending through numerical simulation as shown in Figure b. The laser was then locally targeted and irradiated in this selected area. Subsequently, these samples were tensile and bending tested to evaluate their strength and bending formability.
Figure 1. (a) Schematics showing the procedure of the proposed strategy for local austenitization aimed at enhancing forming. (b) Distribution of equivalent plastic strain in the bending simulation to select the region for local austenitization.
The laser treatment was conducted bidirectionally with shielding gas of argon across an area of 5 × 70 mm2. The samples were laser-treated using a YLR-300-MM-AC laser module with a wavelength of 1.07 μm and a beam diameter of 400 μm. The specific parameters for laser treatment are detailed in Table . The bending and tensile results of the laser-treated samples under various conditions of laser power are shown in Supplementary Figure S1. In the case of the laser power at 100 and 150 W, the samples exhibited high bendability but a significantly compromised strength. Therefore, the optimized process parameters of laser power for achieving both high strength and bendability were determined to be 60 and 75 W. The laser-treated samples for reverse austenitization at laser powers of 60 and 75 W are denoted as RA60 and RA70, respectively. The absorbed surface energy density is ∼6.4 J/mm2 in RA60 and ∼8.0 J/mm2 in RA75, using Supplementary equations S1 and S2.
Table 1. Processing conditions for laser treatment.
The bending test was simulated using the finite element method (FEM) with ABAQUS 2021 software to investigate non-uniform strain distribution and identify the region for local laser treatment. The bending specimens in the simulation consisted of 8-node linear brick elements (C3D8) featuring a geometry of 0.05 × 0.05 × 0.05 mm3. The total number of elements was 24,465. To investigate the thermal history during laser scanning, FEM analysis was also performed using ANSYS Mechanical 2021 R1 software using fully integrated tetrahedral elements with an adaptive mesh size of 0.159 × 0.375 × 0.375 mm3. The total numbers of elements and nodes were 4,352 and 2,586, respectively. The details of the thermophysical properties of this thermal simulation are provided in the supplementary material [Citation27–30].
Tensile tests were carried out at a strain rate of 10−3 s−1 along the rolling direction. The flat tensile samples with a gauge length of 6.4 mm and a gauge width of 2.5 mm were used. A universal testing machine (Instron 1361) was used for tensile with digital image correlation (ARAMIS 12 M) to accurately measure the strains. Three-point bending tests were conducted at a punching speed of 1 mm/min. The bending tester is composed of two support pins with a diameter of 15 mm and a punch pin with a diameter of 1 mm [Citation31]. Bending specimens with a length of 20 mm and a width of 5 mm along the rolling direction were extracted. For bending and tensile testing, the laser-treated regions of RA60 and RA75 were positioned in the middle of the testing samples (Figure a). The bending angle was calculated from displacement of punch stroke according to DIN EN ISO 7438. The RA75 sample did not fracture during this three-point bending. Thus, after the bending test, it was bent to a 180°-fold by pressing both ends with a wrench.
X-ray diffraction (XRD, D8-Advance) analysis was conducted using Cu Kα radiation of 0.15406 nm with a step size of 0.02° and an exposure time of 0.6 s. Before XRD analysis, the samples were not post-processed to preserve the surface. Examinations using an optical microscope (OM, BX51 M, Olympus) were carried out on the bent specimen. Field-emission scanning electron microscope (FE-SEM, FEG-XL30S, Philips) was used for electron backscatter diffraction (EBSD) analysis. Surface roughness measurements were conducted with an optical surface profilometer (a WYKO NT 1100).
3. Results and discussion
Figure b shows the strain distribution in the bending test, indicating that plastic deformation is not uniform on the cross-section during bending forming. The outermost surface undergoes the highest tensile strain, making it prone to cracking during forming. To withstand severe deformation during forming and improve formability, this region was locally laser-treated as surface heterostructuring. Unlike conventional annealing, where heat is uniformly distributed in all directions, laser treatment acts as a local heat source. The heat from laser treatment is primarily concentrated on the irradiated surface and gradually diminishes as it transfers through the thickness [Citation32,Citation33]. The temperature distribution across the cross-section during laser treatment is shown in Figure a, b. The maximum temperature on the laser-treated top surface was ∼1303 °C and ∼1539 °C at the power of 60 and 75 W, respectively. Therefore, at a power of 75 W, the laser treatment may induce melting, whereas, at 60 W, the laser power may not be enough to initiate melting. This maximum temperature gradually decreases with increasing depth, and eventually, the increase in temperature becomes negligible at the bottom point for both laser power settings of 60 and 75 W. The temperatures of martensite-to-austenite reversion and recrystallization start at 467 and 752 °C, respectively [Citation34]. Thus, the current laser processing forms recrystallization and displacive reversion layers in both RA75 and RA60 samples. The estimated depths of recrystallization and displacive reversion layers are 133 and 250 μm in the RA75 sample, and 94 and 200 μm in the RA60 sample. The considerable heat input and the rapid heating/cooling rates are demonstrated on the top surface, and these gradually diminish as depth increases. Each point on the surface and in the middle in Figure a corresponds to the top surface, 250 μm from the surface, respectively. The surface region experienced ultrafast rates of heating and cooling (2.5 × 104 and 1.7 × 104 K/s in the RA60 sample, and ∼2.8 × 104 and ∼1.9 × 104 K/s in the RA75 sample), followed by rates in the middle region (5.0 × 103 and 1.5 × 103 K/s in the RA60 sample, and 5.5 × 103 and 2.0 × 103 K/s in the RA75 sample). Consequently, the local heating from the laser induces reverse-austenitic transformation only near the surface, and the RA75 sample contains a more extensive laser-affected region than the RA60 sample.
Figure 2. Simulation results for thermal analysis showing (a) temperature distribution during laser treatment and (b) peak temperature along the distance from the surface. (c) XRD patterns for the present samples. The magnified patterns correspond to the 2θ angles ranging from 40° to 55°.
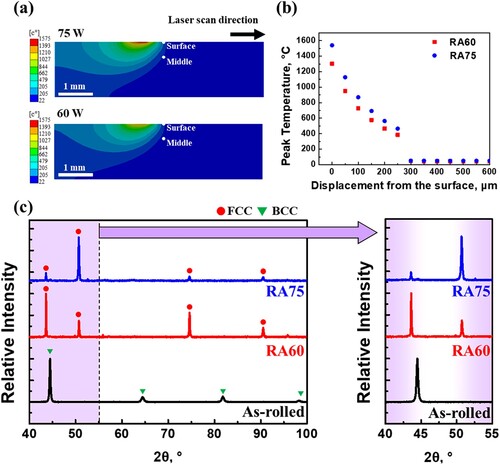
The XRD patterns on the surface of the analyzed samples are shown in Figure c. As-rolled samples show the typical martensite peaks. 316L stainless steel, known for its low stacking fault energy, leads to deformation-induced martensitic transformation during severe plastic deformation [Citation35,Citation36]. Further, at the free surface, the reduction of constraining hydrostatic pressure contributes to martensite formation [Citation37]. Interestingly, the two laser-treated samples exhibited austenitic peaks in the laser-irradiated region. It indicates that laser treatment successfully induces local reverse austenization for forming.
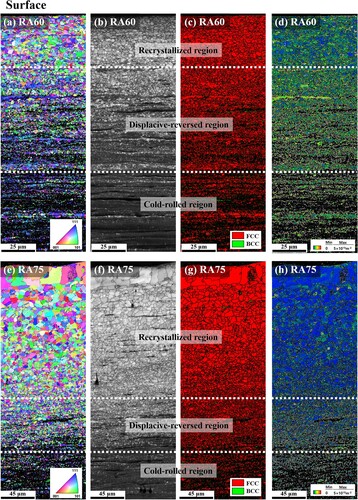
To investigate the microstructural evolution during laser treatment, EBSD analysis was conducted on the transverse plane of the laser-treated surface of the RA60 and RA75 samples (Figure ). The microstructure of the as-rolled alloy is shown in Supplementary Figure S3. The rolled material consists of a martensite matrix and retained austenite (a fraction of 28%). The microstructures of both laser-treated samples reveal heterogeneous microstructures with distinct regions: the recrystallized region (surface), the displacive-reversed region (middle), and the cold-rolled region (center). The surface region consists of recrystallized austenite with a low geometrically necessary dislocations (GND) density. Notably, in the surface region, the RA75 samples exhibited a coarser grain size (∼5.3 μm) than the RA60 samples (∼1.7 μm), which is attributed to the grain growth due to more heat energy from the laser irradiation [Citation38]. The SEM images after laser treatment are shown in Supplementary Figure S4, revealing the presence of melt tracks along the direction of the laser only in the RA75 sample. It indicates that the laser treatment at 75 W induces melting on the substrate, whereas at 60 W, the laser power is insufficient to cause melting. The observation of the melting pattern is well-matched with the results of the thermal simulation (Figure ). In the middle region, referred to as the displacive-reversed region, the microstructural characteristics of austenite changed from recrystallized grains into fine grains with a high dislocation density. Specifically, the average grain sizes of the surface region and middle region in each sample are ∼1.7 μm and ∼0.5 μm in the RA60, and ∼5.3 μm and ∼0.8 μm in the RA75, respectively. The minor cold-rolled microstructure was decorated in the middle region. The fraction of the cold-rolled microstructure gradually increased with depth, eventually reaching an unaffected region only with cold-rolled microstructure in the center region. These three regions coexisted gradually across the depth of the surface in the laser-treated samples. The distinct microstructural features of austenite observed between the surface and middle regions originated from different austenite-reversion kinetics. Depending on the heating rate and annealing temperature, the main mechanism of martensite-to-austenite transformation can be either diffusional reversion or displacive reversion [Citation39–41]. In the surface region, the high maximum temperature during laser scanning led to diffusion-controlled reversion, involving the nucleation and growth of austenite grains [Citation41]. In the middle region, a relatively lower temperature, but still high heating rate, induced the shear reverse transformation, retaining a high density of defects in the austenite grains [Citation41]. It should be noted that a more extensive austenitic region was observed in the RA 75 samples (surface region: 178 μm and middle region: 72 μm) compared to the RA 60 samples (surface region: 38 μm and middle region 78 μm). This is because the high laser power increases the heat energy penetrating depth in the samples. Thermal simulation shows a slight variance in the depth of austenite layers when compared to the microstructure. The discrepancy between the microstructure and simulation can be attributed to the heating rate sensitivity of reversion and microstructural evolution during laser processing. Consequently, the localized heterostructuring using laser treatment controls the extent of local austenitization, which is dependent on the process parameters.
Figure 3. EBSD maps including (a, e) inverse pole figure, (b, f) image quality, (c, g) phase, (d, h) GND density for the (a-d) RA60 and the (e-h) RA75 samples.
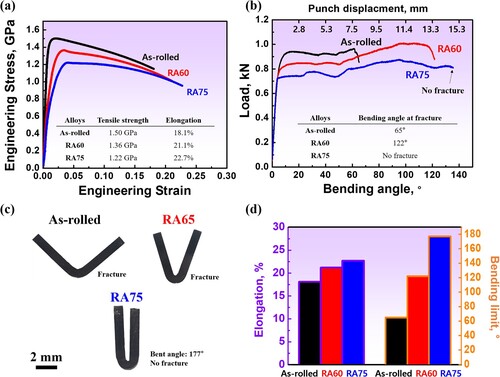
The engineering strain–stress curves are displayed in Figure a. As-rolled samples show a considerably high tensile strength of 1.50 GPa with a total elongation of 18.1%. After laser treatment, the tensile strength slightly decreased in both the RA60 and RA75 samples due to the increased fraction of austenite. However, both reverse-austenitized samples still show high strengths, with values of 1.36 GPa in the RA60 and 1.22 GPa in the RA75, both exceeding 1 GPa. The as-rolled samples show a high Young’s modulus of ∼175 GPa. Laser treatment results in a decreased Young’s modulus (RA60: ∼95 GPa and RA75: ∼62 GPa). The ductility was slightly improved as a result of a trade-off in strength after laser treatment. Thus, it indicates that the current laser treatment minimized the loss of high strength only affecting the local region. Bending tests were conducted to evaluate the bendability of the designed alloys. The punch load and displacement curves of the three-point bending test are shown in Figure b. The as-rolled sample shows a load drop due to fracture at a bending angle of 65°. Interestingly, the RA60 and RA75 samples show significant improvement in the bending capability. The load drop of the bending test for the RA60 samples occurred at an angle of 122°. Furthermore, the RA75 sample exhibited exceptional bendability without a load drop, exceeding the bending limit of the test. To evaluate the bendability of the RA75 sample, the bent sample was folded by pressing the tips. The resultant samples after the bending tests are depicted in Figure c. Notably, the RA75 sample demonstrates superior bendability, achieving an ∼180°-fold even without fracture. The comparison of ductility and bendability between the present samples is plotted in Figure d. The ductility difference between pre and post-reverse-austenitization is 3.0% for the RA60 sample and 4.6% for the RA75 sample, both falling below 5%. The bent angle at fracture in the three-point bending was significantly improved by 56° in the RA60 compared to the sample without laser treatment. Importantly, the RA75 samples show excellent bending capability of ∼180° fold even though the tensile elongation was enhanced by only less than 5% compared to the pre-processed sample. The surface roughness results on the present samples are shown in Supplementary Figure S5. The laser treatment results in higher surface roughness on the RA60 and RA75 samples than on the as-rolled sample, which may influence fatigue and bendability due to potential crack initiation sites associate with the high roughness. However, despite the high surface roughness, outstanding bendability was attained after laser treatment by positioning the softened microstructure on the surface. Consequently, the current approach of employing local austenization effectively enhances formability while alleviating the trade-off in strength.
Figure 4. (a) Engineering strain-stress curves and (b) load-displacement curve of the bending test. (c) Images of the samples following the bending test. (d) A bar chart showing the comparison of elongation and bending limit among the present samples.
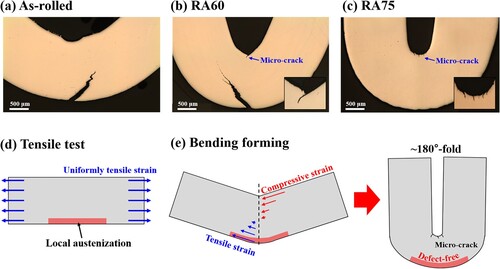
Excellent bending formability in the revere-austenitized samples is attributed to surface heterostructuring optimized for the forming behavior. To clarify the bendability and bending facture, the convex tips of the bent samples were observed in Figure a–c. The OM images of the as-rolled and RA60 samples revealed fractures, with the main crack propagating from the outer surface to the center. The outer layer undergoes excessive tensile strain during bending, leading to the damage initiation and propagation into the center. Surprisingly, the RA75 samples did not show fracture without the main crack on the outer layer. Micro-cracks were present in both RA60 and RA75 samples at the concave surface, where laser treatment was not applied. The laser-unaffected on the concave layer experiences excessive compression, potentially initiating damage [Citation42]. However, compression is less sensitive to the brittleness of the materials, unlike tension, thereby preventing fracture during bending [Citation43]. Figure d, e illustrates the deformation behavior of the local-austenitized samples in the tensile test and bending forming. In the tensile test, the as-rolled samples show high strength due to the martensite matrix and high dislocation density. The local-austenitized region after laser heating is only present in a small fraction across the thickness. Thus, the loss of strength is minimized under uniformly tensile strain. In bending forming, where the strain distribution is non-uniform, the outer layer, experiencing excessive tensile strain, is prone to damage evolution, eventually leading to fracture [Citation44]. The locally softened region on the outer layer with the deformable microstructure of austenite prevents the damage evolution, contributing to the exceptional bendability to ∼180° fold in the RA75 samples. The present local reverse-austenitization strategy optimizes the forming circumstance with high strength by introducing formability to only a small portion of the forming part. Depending on the processing parameter of the surface softening, the laser-affected layer can be adjusted. Therefore, the synergy of strength and bendability in the reverse-austenite samples can be controlled according to their utilization. The absorbed surface energy density can be described by Supplementary equation S1. Therefore, various conditions of processing parameters can be utilized in this strategy. For example, a high scanning speed combined with high laser power will satisfy the condition for the suggested methodology.
Figure 5. (a) OM images of the bent samples of (a) As-rolled, (b) RA60, and (c) RA75 samples. The insert in (b, c) is the magnified image of the micro crack. Schematics for the samples with local austenitization in (d) tensile testing and (e) bending forming.
We assessed the present surface heterostructuring in terms of stability in various service conditions, applicability to the other materials, and potential utilization in the industry. First, martensite materials exhibit instability at elevated temperatures due to austenite reverse transformation. Hence, only under reverse transformation temperatures, the present alloys can be effectively utilized. Meanwhile, the laser treatment induces high surface roughness, decreases yield strength, and generates tensile residual stress, potentially leading to easy crack initiation and deteriorated fatigue life. Therefore, post-processing such as laser shot peening may be required in cycling loading application.
Second, the suggested heterostructure engineering can be extended to the other materials. The advanced high-strength steels containing low austenite stability, such as martensitic and dual-phase steels, can re-form the martensite on the surface due to rapid cooling, limiting the increase in local ductility and bendability [Citation45,Citation46]. However, Fe-Cr-Ni and Fe-Ni-C metastable steels, which have high austenite stability, showed a stable austenite matrix after laser treatment [Citation47]. Thus, high-strength steels with high austenite can utilize local surface heterostructuring. Further, the current surface heterostructuring can be extended to aged-hardened aluminum alloys because the laser processing on the surface showed local softening on the surfaces of these alloys [Citation48,Citation49].
Third, the suggested methodology to induce local softening can be extended to utilize induction heating and electron beam heating, which may address potential surface quality issues in industrial applications. Meanwhile, the current methodology can be applied to complex 3D geometries by utilizing the robot-assisted laser system [Citation50,Citation51] depending on the shape of the part. Furthermore, laser processing is well-established in the industry such as laser hardening, laser cladding, and laser welding, generally employing a large laser beam and high power. Thus, it is believed that the approach proposed in the present work can be applied to in-service components in industry.
4. Conclusion
In this study, we conceptualized a surface heterostructuring strategy to achieve high strength and formability through austenitization. The as-rolled 316L stainless steel with a martensite matrix exhibits high strength yet low formability, limiting its utilization in various industries. Through numerical simulation, the weak point during forming was identified and laser-treated to prevent fracture by excessive local strain. The tailored heterostructure exhibited superior strength due to the high fraction of the laser-unaffected region retaining its hard domain. More importantly, the surface reverse-austenitized samples demonstrated exceptional bendability, a characteristic not typically achievable in high-strength materials. This was accomplished by strategically placing the deformable austenite matrix in areas prone to cracking. Therefore, the current strategy tailors the microstructure, optimized for non-uniform deformation during bending. We believe that the presented heterostructuring can be extended to widespread high-strength materials by exploring the empty area of strength and formability in the Ashby diagram.
Data and materials availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Supplemental Material
Download MS Word (2.4 MB)Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Wang S, Zhang W, Yang J, et al. Achieving ultra-high-strength and good ductility of the ZK60 alloy sheet by high strain-rate rolling. Met Mater Int. 2023;29:1195–1201. doi:10.1007/s12540-022-01282-w
- Huin T, Dancette S, Fabrègue D, et al. Investigation of the failure of advanced high strength steels heterogeneous spot welds. Metals (Basel). 2016;6:111. doi:10.3390/met6050111
- Bouaziz O, Zurob H, Huang M. Driving force and logic of development of advanced high strength steels for automotive applications. Steel Res Int 2013;84:937–947. doi:10.1002/srin.201200288
- Zhou B, Zhang Y, Cui X, et al. Mesoscale deformation incompatibility analysis of DP1180 steel. Met Mater Int. 2023;29:2878–2894. doi:10.1007/s12540-023-01431-9
- Zhao Z, Shen Z, Dong P, et al. Temperature-Dependent yield strength of nanoprecipitate-strengthened face-centered cubic high entropy alloys: prediction and analysis. Met Mater Int 2023;29:1723–1738. doi:10.1007/s12540-022-01331-4
- Hosseini Kahnooj SA, Vaseghi M, Sameezadeh M. Softening and microstructure evolution of pure copper disks processed by high pressure torsion. c. 2022;28:2646–2651. doi:10.1007/s12540-022-01173-0
- Kim RE, Gu GH, Kwon H, et al. Role of synergistic hardening and damage evolution on the stretchability of Al1050/steel/Al1050 sheets. J Mater Res Technol. 2022;21:3514–3525. doi:10.1016/j.jmrt.2022.10.143
- Lee HH, Yoon JI, Kim HS. Single-roll angular-rolling: a new continuous severe plastic deformation process for metal sheets. Scr Mater. 2018;146:204–207. doi:10.1016/j.scriptamat.2017.11.043
- Li X, Lu L, Li J, et al. Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys. Nat Rev Mater. 2020;5:706–723. doi:10.1038/s41578-020-0212-2
- Ovid’ko IA, Valiev RZ, Zhu YT. Review on superior strength and enhanced ductility of metallic nanomaterials. Prog Mater Sci. 2018;94:462–540.
- Lee JA, Park J, Choi YT, et al. Influence of tensile properties on hole expansion ratio investigated using a generative adversarial imputation network with explainable artificial intelligence. J Mater Sci. 2023;58:4780–4794. doi:10.1007/s10853-023-08315-8
- Atzema EH. Automotive steels. In: R Rana, SB Singh, editor. 3-Formability of auto components. Woodhead Publishing; 2017. p. 47–93.
- Kim RE, Kim ES, Karthik GM, et al. Heterostructured alloys with enhanced strength-ductility synergy through laser cladding. Scr Mater 2022;215:114732. doi:10.1016/j.scriptamat.2022.114732
- Kim RE, Moon J, Kim ES, et al. Surface heterostructuring of laser clad 316L stainless steel through texture-driven deformation twinning. Scr Mater 2022;221:114989. doi:10.1016/j.scriptamat.2022.114989
- Bae JW, Moon J, Jang MJ, et al. Trade-off between tensile property and formability by partial recrystallization of CrMnFeCoNi high-entropy alloy. Mater Sci Eng A. 2017;703:324–330. doi:10.1016/j.msea.2017.07.079
- Panthi SK, Saxena S. Prediction of crack location in deep drawing processes using finite element simulation. Comput Mater Contin. 2012;32:15–27.
- Kim DH, Seong Y, Kim JG, et al. Analysis of bending behavior of TiN particle-reinforced martensitic steel using micro-digital image correlation. Mater Sci Eng A. 2020;794:139965. doi:10.1016/j.msea.2020.139965
- Fan JP, Tang CY, Tsui CP, et al. 3D finite element simulation of deep drawing with damage development. Int J Mach Tools Manuf. 2006;46:1035–1044. doi:10.1016/j.ijmachtools.2005.07.044
- Sarkar J, Kutty TRG, Wilkinson DS, et al. Tensile properties and bendability of T4 treated AA6111 aluminum alloys. Mater Sci Eng A. 2004;369:258–266. doi:10.1016/j.msea.2003.11.022
- Kim RE, Gu GH, Choi YT, et al. Superior tensile properties and formability synergy of high-entropy alloys through inverse-gradient structures via laser surface treatment. Scr Mater 2023;234:115587. doi:10.1016/j.scriptamat.2023.115587
- Merklein M, Böhm W, Lechner M. Tailoring material properties of aluminum by local laser treatment. Phys Procedia. 2012;39:232–239. doi:10.1016/j.phpro.2012.10.034
- Liverani E, Ascari A, Fortunato A, et al. Laser assisted cold bending of high strength steels. Proceedings of the ASME 2014 International Manufacturing Science and Engineering Conference; 2014 June 9–13; Detroit, USA.
- Luo C, Zhao Y, Cao Y, et al. Effect of laser heat treatment on bending property of laser welded joints of low-alloy ultra-high strength steel. J Laser Appl 2019;31:3.
- Neugebauer R, Scheffler S, Poprawe R, et al. Local laser heat treatment of ultra high strength steels to improve formability. Prod Eng Res Devel. 2009;3:347–351. doi:10.1007/s11740-009-0186-9
- Li Z, Chen J, Wang X, et al. Microstructure distribution and bending fracture mechanism of 65Mn steel in the laser surface treatment. Mater Sci Eng A. 2022;850:143568. doi:10.1016/j.msea.2022.143568
- Eskandari M, Najafizadeh A, Kermanpur A. Effect of strain-induced martensite on the formation of nanocrystalline 316L stainless steel after cold rolling and annealing. Mater Sci Eng A. 2009;519:46–50. doi:10.1016/j.msea.2009.04.038
- Jeong SG, Ahn SY, Kim ES, et al. Effect of substrate yield strength and grain size on the residual stress of direct energy deposition additive manufacturing measured by neutron diffraction. Mater Sci Eng A. 2022;851:143632. doi:10.1016/j.msea.2022.143632
- Rangarajan R, Segall AE, Martukanitz RP, et al. Method for thermal history prediction during additive manufacturing using Far-field temperature measurements. J Mod Mech Eng Technol. 2019;6:21–30. doi:10.31875/2409-9848.2019.06.4
- Heigel J, Michaleri P, Palmer TA. Measurement of forced surface convection in directed energy deposition additive manufacturing. J Eng Manuf. 2015;230:7.
- Gouge MF, Heigel JC, Michaleris P, et al. Modeling forced convection in the thermal simulation of laser cladding processes. Int J Adv Manuf Technol. 2015;79:307–320. doi:10.1007/s00170-015-6831-x
- Gu GH, Seo MH, Suh DW, et al. Observation of multi-scale damage evolution in transformation-induced plasticity steel under bending condition. Mater Today Commun. 2023;34:105291. doi:10.1016/j.mtcomm.2022.105291
- Krakhmalev P, Yadroitsava I, Fredriksson G, et al. In situ heat treatment in selective laser melted martensitic AISI 420 stainless steels. Mater Des. 2015;87:380–385. doi:10.1016/j.matdes.2015.08.045
- Youssef D, Hassab-Elnaby S, Al-Sayed SR. New 3D model for accurate prediction of thermal and microstructure evolution of laser powder cladding of Ti6Al4 V alloy. Alex Eng J. 2022;61:4137–4158. doi:10.1016/j.aej.2021.09.014
- El-Tahawy M, Huang Y, Choi H, et al. High temperature thermal stability of nanocrystalline 316L stainless steel processed by high-pressure torsion. Mater Sci Eng A. 2017;682:323–331. doi:10.1016/j.msea.2016.11.066
- Molnár D, Sun X, Lu S, et al. Effect of temperature on the stacking fault energy and deformation behaviour in 316L austenitic stainless steel. Mater Sci Eng A. 2019;759:490–497. doi:10.1016/j.msea.2019.05.079
- Järvenpää A, Jaskari M, Kisko A, et al. Processing and properties of reversion-treated austenitic stainless steels. Metals. 2020;10:281. doi:10.3390/met10020281
- Pak J, Suh DW, Bhadeshia HKDH. Displacive phase transformation and surface effects associated with confocal laser scanning microscopy. Metall Mater Trans A. 2012;43:4520–4524. doi:10.1007/s11661-012-1264-8
- Aletdinov A, Mironov S, Korznikova GF, et al. Martensite-to-Austenite reversion and recrystallization in cryogenically-rolled type 321 metastable austenitic steel, metall. Mater Trans A. 2019;50:1346–1357. doi:10.1007/s11661-018-5070-9
- Jonas JJ. Microstructure and texture in steels: transformations texture associated with steel processing. London: Springer; 2009.
- Escobar DP, Dafé SSF, Santos DB. Martensite reversion and texture formation in 17Mn-0.06C TRIP/TWIP steel after hot cold rolling and annealing. J Mater Res Technol. 2015;4:162–170. doi:10.1016/j.jmrt.2014.10.004
- Tomimura K, Takaki S, Tokunaga Y. Reversion mechanism from deformation induced martensite to austenite in metastable austenitic stainless steels. ISIJ Int. 1991;31:1431–1437. doi:10.2355/isijinternational.31.1431
- Kim S, Jo MC, Kim S, et al. Interpretation of surficial shear crack propagation mechanisms in bending for Zn or AlSi coated hot press forming steels. Sci Rep. 2021;11:11428. doi:10.1038/s41598-021-91065-x
- Ghassemali E, Sonkusare R, Biswas K, et al. In-situ study of crack initiation and propagation in a dual phase AlCoCrFeNi high entropy alloy. J Alloys Compd. 2017;710:539–546. doi:10.1016/j.jallcom.2017.03.307
- Sandin O, Jonsén P, Frómeta D, et al. Stating failure modelling limitations of high strength sheets: implications to sheet metal forming. Materials. 2021;14:7821. doi:10.3390/ma14247821
- Ingelgem YV, Vandendael I, Van den Broek D, et al. Influence of laser surface hardening on the corrosion resistance of martensitic stainless steel. Electrochim Acta. 2007;52:7796–7801. doi:10.1016/j.electacta.2007.02.011
- Asadi M, Frommeyer G, Aghajani A, et al. Local laser heat treatment in dual-phase steels. Metall Mater Trans A. 2012;43:1244–1258. doi:10.1007/s11661-011-0943-1
- Breukelman HJ, Santofimia MJ, Hidalgo J. Hierarchically patterned multiphase steels created by localised laser treatments. Mater Des 2022;221:110984. doi:10.1016/j.matdes.2022.110984
- Palmieri ME, Lorusso VD, Tricarico L. Laser-induced softening analysis of a hardened aluminum alloy by physical simulation. Inter J Adv Manuf Technol. 2020;111:1503–1515. doi:10.1007/s00170-020-06219-4
- Merklein M, Böhm W, Lechner M. Tailoring material properties of aluminum by local laser heat treatment. Phys Procedia. 2012;39:232–239. doi:10.1016/j.phpro.2012.10.034
- Rodríguez A, López AJ, Lamas J, et al. Robot-assisted laser ablation for 3D surfaces. application for paint removal with ultrashort pulse laser. Opt Lasers Eng. 2023;160:107284. doi:10.1016/j.optlaseng.2022.107284
- Skvarenina S, Shin YC. Predictive modeling and experimental results for laser hardening of AISI 1536 steel with complex geometric features by a high power diode laser. Surf Coat Technol 2006;201:2256–2269. doi:10.1016/j.surfcoat.2006.03.039