
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Al/TiB2-SiC composites were prepared based on TiB2-SiC porous ceramic preforms. The advantages of this work were characterized by the in-situ synthesized TiB2 in porous ceramic preforms which directly formed interconnected pores as well as TiB2-SiC ceramic skeletons during the one-step ceramic sintering. By controlling in-situ synthesized TiB2 volume fraction, it is possible to tailor TiB2-SiC preform structures so as to determine the structures and mechanical properties of Al/TiB2-SiC composites. The porous ceramic preforms with 20 vol% TiB2 addition achieved the highest porosity, the biggest pore size, but the lowest flexural strength. Al/TiB2-SiC composite with 20 vol% TiB2 addition showed the optimum mechanical properties. The improvement of mechanical properties of Al/TiB2-SiC composites was mainly ascribed to TiB2 additions as well as dense composite structures which were fully infiltrated with Al. This special interpenetrating structural feature and TiB2 addition also constituted an improved toughness through complex crack patterns such as branching, bridging, and deflection.
1. Introduction
Ceramic-metal composites showed excellent comprehensive properties which had been applied in aerospace, automobile brake disc, electronic packaging and other advanced engineering fields [Citation1–5]. Recent years, with increasing property requirement and novel processing technique development, ceramic-metal composites which possessed spatially co-continuous structure, named interpenetrating phase composites (IPCs), have attracted more interests [Citation6,Citation7]. The IPCs, such as Al/Al2O3 [Citation8–10], Fe/TiC [Citation11], TiAl/Al2O3 [Citation12] and Al/SiC [Citation13], have been demonstrated the capability to exhibit significant improvement in situ strength, thermal stability, wear resistance and electrical conductivity due to the interpenetrating structures [Citation10,Citation12].
Many reports were conducted on Al/SiC IPCs because of the high wear resistance and superior high temperature mechanical properties of SiC ceramics [Citation7,Citation14,Citation15]. Kota et al. [Citation16] focused on the effect of SiC foam pore size on the strength of Al/SiC IPCs and concluded that IPCs with finer pore size obtained higher hardness. Xie et al. [Citation7] emphasized the contribution of ductile Al phase and SiC-Al phase interface on the enhancement of toughness of Al/SiC IPCs. Wang et al. [Citation17] paid attention to Young’s modulus and internal friction of Al/SiC IPCs. And good interface bonding was obtained by applying glass bonding to fabricate SiC porous preforms at 850°C utilizing pulse electric current sintering. The effect of multimodal SiC particle distributions on SiC preforms was researched by Wang et al. [Citation13] for the fabrication of Al/SiC IPCs by pressure-less infiltration. It was reported that a number of fine-size SiC particle agglomeration reduced its strength and thermal conductive [Citation18]. For all the above strategies of IPCs fabrication, researchers focused on obtaining SiC porous preforms with fine and homogeneous microstructures to improve the mechanical properties of as-prepared IPCs.
TiB2 addition to SiC matrix had already been proved the effective improvement in hardness, strength, toughness, and electrical conductivity [Citation19–22] compared with pure SiC preforms. Moreover, introducing in-situ synthesized TiB2 into SiC preforms also improved the wettability [Citation23,Citation24] with melted Al so as to obtain dense Al/TiB2-SiC composite with more excellent properties [Citation25]. Moreover, cast A356 aluminum alloy were selected due to its remarkable weldability, pourability and fluidity as to make the Al/TiB2-SiC composites after infiltration with less flaws [Citation23]. Thus, in the present study, we first prepared TiB2-SiC porous preforms based on in-situ reaction process and obtained Al/TiB2-SiC composites by A356 Al alloy infiltration. The effect of in-situ synthesized TiB2 contents on the microstructures and mechanical properties of both the TiB2-SiC porous preforms and the Al/TiB2-SiC composites was investigated.
2. Materials and methods
2.1. Materials
Commercially available TiO2 (2 μm, 99% purity, Kaiteng Titanium Industry Co., Ltd., Jinzhou, China), B4C (3.5 μm, 99.5% purity, Jinma Boron Technology Group Co., Ltd., Dalian, China), sucrose (C12H22O11, AR, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), SiC (0.5 μm, 98.5% purity, Hongxin Industry, Jilin, China), commercial purity A356 Al alloy (92.3 wt.% Al, 6.9 wt.% Si, 0.38 wt.% Mg, Fushun Aluminum Co., Ltd., Fushun, China) and Poly(vinyl alcohol) (PVA, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China) were used as raw materials.
First, carbothermal reduction of TiO2 which applied sucrose as a natural carbon source according to the following equation:
The raw materials were calculated and weighed based on EquationEq. (1)(1)
(1) to synthesize 15, 20, 25, and 30 vol% volume fractions TiB2 in TiB2-SiC ceramics. For convenience, Al/TiB2-SiC composites with different in-situ TiB2 volume fractions (vol%) were directly represented as proportion (%) Al/TiB2-SiC composites in the following text. Above mixed powders were thoroughly wet ball-milled in a nylon jar with deionized water for 8 h using Al2O3 balls. The resultant slurry was dried at 80°C. PVA was diluted with distilled water in order to prepare a 10 wt.% PVA solution. The obtained powders and PVA solution were mixed in the weight ratio of 95:5 and then sieved through a 60-mesh screen. The sieved powders were cold pressed into cylindrical compacts using a stainless-steel die with an internal diameter of 90 mm loaded by a uniaxial pressure of 30 MPa. Green bodies were subsequently dried at 100°C for 12 h. TiB2-SiC porous ceramics were obtained at 1400°C holding for 60 min first and then at 1950°C holding for 40 min in argon gas atmosphere. Then, Al/TiB2-SiC composite was prepared by pressure-infiltration of A356 aluminum alloy. The TiB2-SiC porous preforms were cleaned in deionized water and preheated. The Al alloy infiltration process was heated at 700°C for 30 min in a self-made liquid-metal infiltration apparatus under an argon atmosphere protection and 100 MPa uniaxial compressive pressure. The obtained composites were directionally cooled down and solidified in the air.
2.2. Characterization
The density and open porosity of Al/TiB2-SiC composites were measured by Archimedes’ water-immersion method with deionized water as the medium. Phase identification of raw powders, porous TiB2-SiC preform and Al/TiB2-SiC composites were performed by X-ray diffraction method (XRD, SmartLab 9 kW, Rigaku, Japan) using Cu lamp (λ = 1.54056 Å). Mercury intrusion porosimeter (MIP, AutoPore IV 9500, Micromeritics Instrument Corp., USA) was applied to evaluate pore characteristics of porous preforms. The microstructures of porous preforms and composites were observed by scanning electron microscopy (SEM, JSM-7001F, JEOL, Japan). Elemental concentration profiles and phase distributions were measured using energy-dispersive spectroscopy (EDS). Vickers hardness was tested using a Buehler MicroMet 5103 hardness tester at a load of 500 g with a dwell time of 15 s. Nine points of hardness results were adapted for the calculation of an average value. Three-point bending tests (AG-Xplus 250 kN, Shimadzu Co., Ltd., Japan) of TiB2-SiC preforms and Al/TiB2-SiC composites were measured using a span of 20 mm under 0.05 mm/min crosshead speed. Test bars of 25 × 6 × 5 mm3 in size were finely polished until 1 μm diamond paste for three-point bending tests. At least three specimens were tested to get the average flexural strength. The fracture toughness was measured by the single edge notched beam method (SENB) at 0.05 mm/min load speed. In accordance with the standard ASTM C1421-18, the notch sizes of SENB specimens were in 0.2 mm width and 2.5–3.3 mm depth. Fracture toughness was calculated in accordance with the following equation:
where is fracture toughness,
is the maximum load,
is bend span of 20 mm,
is the specimen width,
is specimen height, and a is the notch depth. At least three specimens were tested to get the average fracture toughness value.
3. Results and discussion
3.1. TiB2-SiC preform
The pore morphologies and pore structural parameters of in-situ fabricated TiB2-SiC preforms were crucial for understanding the mechanical properties of both TiB2-SiC preforms and Al/TiB2-SiC composites. ) illustrated the morphologies of 15%, 20%, 25%, and 30% TiB2-SiC porous preforms in secondary electron (SE) and backscattered electron (BSE) imaging mode, respectively. The corresponding differential pore volume distributions as a function of the pore diameter on a logarithmic scale were plotted in ), respectively. MIP measurements were used to determine pore size distribution (PSD) curves. Porous preforms exhibited three-dimensional skeletons with highly interconnected pores. Bright-gray particles were in-situ formed TiB2 particles in micro- and sub-micrometer scales with inherently random distribution. Some fine-size TiB2 particles connected the bigger dark-gray SiC grains. Meanwhile, SiC sintering necks formed between SiC-SiC particles.
Figure 1. Fracture surface morphologies and pore size distributions for various TiB2-SiC preforms with TiB2 content of: (a)(b)(c) 15 vol%, (d)(e)(f) 20 vol%, (g)(h)(i) 25 vol%, and (j)(k)(l) 30 vol%, respectively.
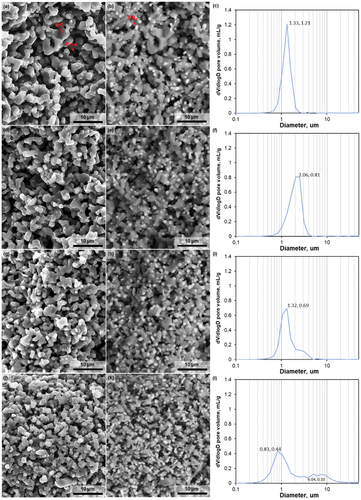
Increasing amount of TiB2 provided suppression on grain growth of SiC [Citation26] which resulted in the decrease of ceramic grain size. Especially for 30% TiB2-SiC preform ()), SiC grain size decreased compared with the other TiB2-SiC preforms [Citation27]. Consequently, in-situ formed TiB2 had due effects on pores formation and SiC grain interfacial bonding. Additionally, more direct TiB2-TiB2 particle interactions were easily observed in 30% TiB2-SiC preform fracture morphologies. TiB2-TiB2 particle interactions consequently resulted in highly heterogeneous pore distribution verified by the following MIP results.
As depicted in ), the pore volume distribution showed a pure and sharp peak for 15% TiB2-SiC preforms with the pore diameter in the range of 0.5–2 μm. The relatively narrow peak suggested an apparently uniform and interconnected pores. 20% TiB2-SiC preform exhibited the peak pore volume value at the pore diameter value of 2.06 μm with pore diameter ranging approximately from 1 μm to 4 μm, which was shown in ). The pore sizes of both 15% and 20% TiB2-SiC preforms presented unimodal distributions. Pore size range increased continuously with TiB2 content increasing. 25% TiB2-SiC preform showed the tendency of extending pore diameter range to a maximum value around 10 μm which was presented in ). Compared with the other TiB2-SiC preforms, 30% TiB2-SiC preform presented typical bimodal distributions with two clearly separated maxima as shown in ). 30% TiB2-SiC preform possessed a broad pore diameter range with the bigger pore diameter ranging from 2 µm to 15 µm, and the smaller pore diameter ranging from 0.5 µm to 2 µm. In 30% TiB2-SiC preform, pure TiB2-TiB2 particle interactions left a number of the small-size pores. More TiB2 particles attached to the porous skeleton also reduced the pore sizes.
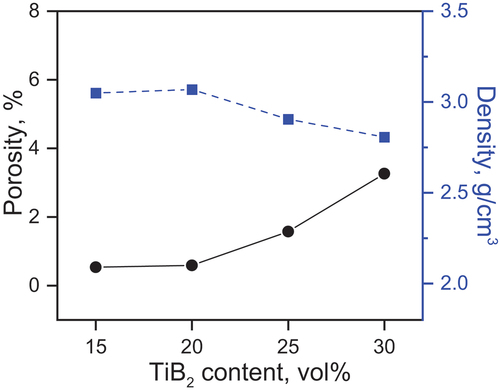
Porosities and flexural strength of TiB2-SiC preform were plotted in as a function of TiB2 content. For four TiB2-SiC porous preforms, an overall porosity ranging from 36.2% to 41.9% was presented. 20% TiB2-SiC preform had the highest porosity. It was therefore possible to deduce that different TiB2 contents effectively changed the pore structure and porosity.
Figure 2. Porosity and flexural strength of TiB2-SiC preforms as a function of TiB2 content.
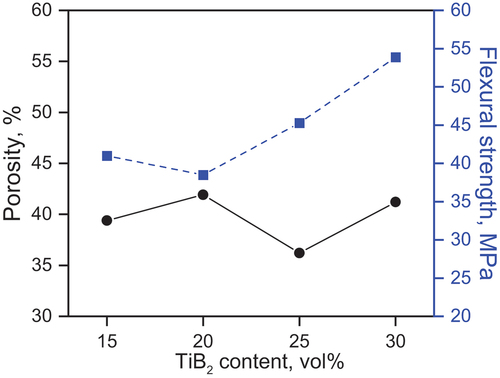
The flexural strength presented the minimum value at 20% TiB2-SiC preform and then increased obviously with increasing TiB2 volume fractions. For porous ceramic, Rice [Citation28] described porosity-strength relationship which was closely approximated by an exponential equation given as:
where is the strength at porosity
;
is the strength of a dense ceramic at zero porosity;
is an empirical constant. Increment in either porosity (
) led to degradation in global porous ceramic strength. For 20% TiB2-SiC preform, the highest porosity resulted in the lowest flexural strength which could be explained by EquationEq. (3)
(3)
(3) .
However, other porous preforms did not follow the strength-porosity relationship in EquationEq. (3)(3)
(3) . TiB2-SiC porous ceramic could be divided into three volumetric components: TiB2, SiC and pores. For the reason that TiB2 exhibited higher Young’s modulus and theoretical strength [Citation22,Citation29,Citation30] than SiC, an increase in
was assumed to obtain higher strength. As a consequence, the increasing TiB2 determined the improvement of the flexural strength of the 25% and 30% TiB2-SiC preforms. This clearly verified the strengthening effect of TiB2 in ceramic preforms. When nearly all the pores were infiltrated with Al, it was assumed that increasing TiB2 would result in the strength increasing of composites which would be discussed next.
The in-situ formed porous TiB2-SiC preform expressed a narrow and fine PSD providing a homogeneous porous structure which was responsible for affecting the properties of the Al/TiB2-SiC composites. By controlling the relative amount of the two ceramic phases, the permeability of the Al alloy infiltration [Citation31] and different properties of final Al/TiB2-SiC composites would be studied next.
schematically depicted the possible microstructural evolution of porous TiB2-SiC preform. The pores in TiB2-SiC preforms mainly resulted from initial residual porosity of loose-pack powders [Citation32], burnout of C12H22O11, volume loss of starting powders, CO gas release [Citation33], and grain-growth during final sintering. The in-situ reactive sintering process could be roughly divided into four stages as shown in . Prior to sintering, the microstructure of loose-pack powders with obvious initiating pores in the green compacts was shown in ). The porosity was partly attributed to the low density of green compacts. ) illustrated the decomposition of sucrose at the temperature range from 500°C to 550°C which formed according to the following reaction [Citation34]:
Figure 3. Schematic illustration of TiB2-SiC porous preform formation.
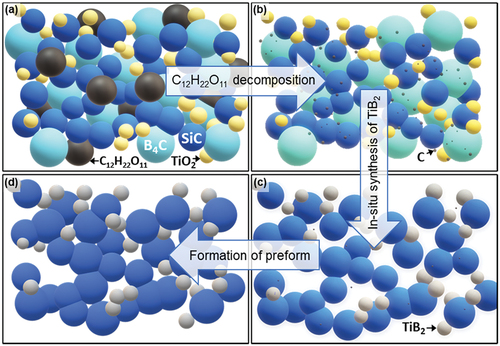
Pores were partly produced from volume loss of C12H22O11 carbonization. After sucrose carbonization, pyrolysis carbon in small size completely transformed everywhere on all the loose-packed powders. It was well recognized that the high diffusion coefficient of free pyrolysis carbon residue [Citation35,Citation36] made it possible for the homogeneousness of the in-situ reaction to form TiB2.
Rising temperature to 1400°C, carbothermal conversion (EquationEq. (1(1)
(1) )) of TiO2 started with the help of B4C and C as depicted in ). The migration of the starting reactants [Citation37,Citation38] significantly influenced the porous microstructure and increased the porosity. During the carbothermal reduction process, the oxygen extracted from TiO2 was presented in the form of by-product gas CO. The expulsion of CO among the ceramic grains resulted in the generation of more pores [Citation39], particularly open pores. Volume loss of the starting reactants and CO emission during the in-situ reactive sintering made the major contribution to porosity in the porous preforms.
Generally, further ceramic grain neck growth increased at the final sintering temperature of 1950°C. Sintering and coarsening of ceramic grains mainly conducted as depicted in ). SiC grains were sintered together with the newly in-situ created TiB2 simultaneously. On the other hand, the addition of TiB2 was supposed to suppress exaggerated grain growth [Citation40] of SiC. Thereby, more TiB2 addition decreased the average size of ceramic particles, which was also verified by the different ceramic skeleton morphologies in .
3.2. Phase composition, porosity and density of composites
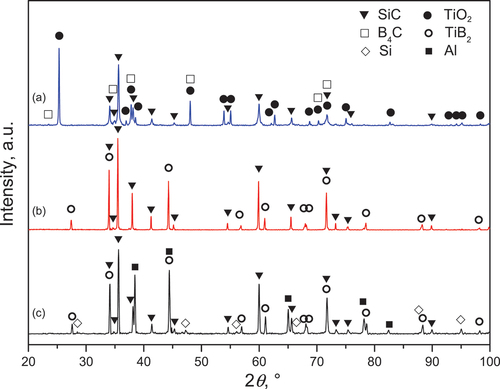
In order to identify the in-situ reaction process and the phase constituents in the Al/TiB2-SiC composites, the XRD results of mixed starting powders, 20% TiB2-SiC preform before Al infiltration, and 20% Al/TiB2-SiC composite after Al infiltration were characterized in . According to ), the existence of all starting powders including TiO2, B4C, C and SiC was validated. After in-situ reactive sintering, the reaction product of TiB2 was detected which was shown in ). Meanwhile, only TiB2 and SiC diffraction were identified in 20% TiB2-SiC preform without other starting powders. In this regard, TiB2 was successfully synthesized as a result of completed carbothermal reduction between TiO2, B4C, and C. After Al infiltration, the peaks of SiC, TiB2 and Al phases were mainly characterized in the Al/TiB2-SiC composite, andatrace amount of Si was also detected in ). The detected Si was from A356 Al alloy which was a typical commercial Al-Si alloy containing approximate 7 wt.% Si [Citation23]. Moreover, harmful interfacial reaction product Al4C3 [Citation1,Citation41,Citation42] as one of the major concerns in SiC/Al composite was not detected in the Al/TiB2-SiC composite from the XRD results.
Figure 4. XRD patterns of (a) starting powders, (b) 20 vol% TiB2-SiC preform and (c) 20 vol% Al/TiB2-SiC composite.
recorded density and porosity of Al/TiB2-SiC composites as a function of TiB2 volume fraction. Volume density decreased and the porosity increased distinctly with the increase in the amount of TiB2 volume fraction. 15% Al/TiB2-SiC composites had optimum porosity of 0.54%. The porosity value of 20% Al/TiB2-SiC composites increased slightly. However, with a further increase in TiB2 volume fraction, the porosity increased significantly. Opening porosity increased to 3.26% for 30% Al/TiB2-SiC composite. Considering the PSD of 30% TiB2-SiC preform obtained from MIP and the microstructure morphologies, it was deduced that some small size pores in 30% TiB2-SiC preform were inaccessible to the displacement of Al. The residual porosity of Al/TiB2-SiC composites was highly influenced by porous structure of TiB2-SiC preforms, including pore diameter, open porosity, close porosity and pore diameter. For 15% and 20% TiB2-SiC preforms, the unimodal pore volume distribution was most favorable for Al infiltration to get dense materials. Fully infiltrated composites resulted in low residual porosity. Nevertheless, Al/TiB2-SiC composites presented a significant increase in porosity with further increasing TiB2 contents. It could be concluded that, compared with porosity of preforms, bimodal PSD of 30% TiB2-SiC preform which had small-size pores among TiB2-TiB2 particles interactions was the main reason that increased the permeation resistance during infiltration which was undesirable for the densification of composites [Citation43].
Figure 5. Porosity and density of Al/TiB2-SiC composites as a function of TiB2 content.
20% Al/TiB2-SiC composite reached a maximum density of 3.06 g/cm3 with only a slight improvement compared with 15% Al/TiB2-SiC composite (3.05 g/cm3). The full Al infiltration resulted in a high density of 15% and 20% Al/TiB2-SiC composites. The reduction of density was consistent with the increase of porosity with further increase in TiB2 content. The high porosity of 30% Al/TiB2-SiC composites resulted in decreasing density of 2.8 g/cm3. Porosity was the main reason that determined the density of 25% and 30% Al/TiB2-SiC composites instead of the three phase contents.
) presented SEM images of 25% Al/TiB2-SiC composite on polished surface. Micrograph mainly displayed three different-contrast phases in Al/TiB2-SiC composite. The bright-gray finer TiB2 particles whose size was around 2 µm or less were obviously on the polished surface with a homogeneous distribution. The fine-size in-situ formed TiB2 and consequent homogeneous structure of TiB2-SiC porous ceramic had direct influence on the structure of Al/TiB2-SiC composites. Pores in the interconnected TiB2-SiC porous preforms were filled with Al. However, some unfiled pores were still observed on the surfaces.
Figure 6. (a) SEM micrographs of 25 vol% Al/TiB2-SiC composite, (b) EDS elemental composition and (c) normalized Al, SiC, TiB2 phase content as a function of TiB2 content.
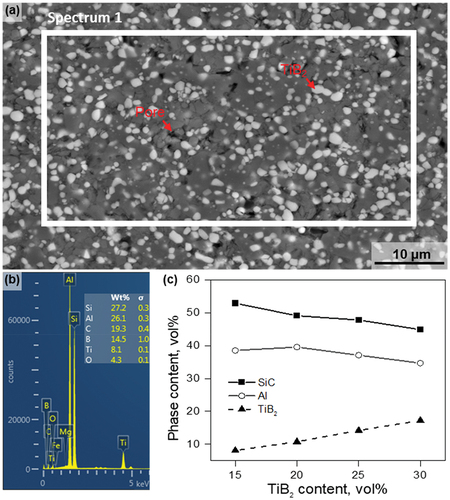
EDS spot analysis using a big spot size was marked in ). EDS pattern corresponding to scanning plot in ) to get the element contents of all Al/TiB2-SiC composites. Volume fractions of Al, TiB2 and SiC were obtained based on measurements of the elemental contents of Al, Ti and Si. EDS analysis results of the phase content were normalized with respect to the porosity to minimize the limitation [Citation44] in ). Measured value of volume fraction of in-situ formed TiB2 is always a little higher than the theoretical value. The SiC content decreased correspondingly. 20% Al/TiB2-SiC had the highest Al content, then with the increase of TiB2 content, the Al content decreased. High porosity and pore size increased the Al volume fractions in composites.
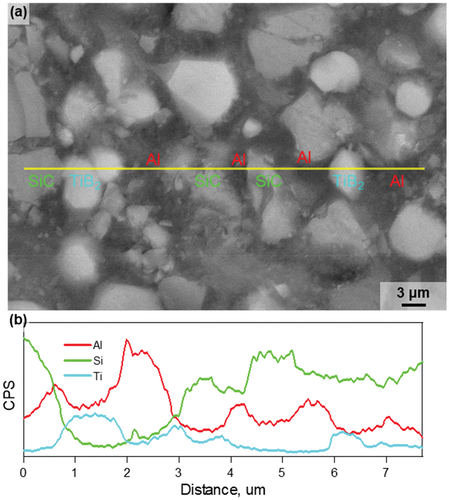
High-magnification micrograph ()) and EDS line scan analyses ()) were employed to identify different-contrast regions. The blue, red and green color EDS line profiles were corresponding to Ti, Al and Si element rich regions. The blue line marked the peak in the Ti richest region which corresponded to the bright-gray TiB2 particles. The red line corresponded to the dark phase distribution of Al. The green line presented Si richest region which corresponded to the gray SiC grains.
Figure 7. (a) SEM micrographs of 25 vol% Al/TiB2-SiC composite with EDS line scanning analyses and (b) corresponding EDS line profiles of Al, Si, and Ti elements.
) displayed the effect of TiB2 content on the Vickers hardness of Al/TiB2-SiC composites. The hardness value first increased and then decreased with increasing TiB2 contents. Experimental results showed that 20% Al/TiB2-SiC composite had the maximum Vickers hardness of 433.8 HV. The hardness of Al/TiB2-SiC composites possessed comprehensive influence which was mainly attributed to the phase contents, different ceramic grain hardness and pores distribution. Sintered pure TiB2 had a higher theoretical hardness value of ~32 GPa compared with sintered pure SiC (~26 GPa) [Citation45]. The largest grain sizes of sintered SiC and the least volume of TiB2 particles in the composites were the reason for the low hardness of 15% Al/TiB2-SiC composite. With only a slight difference in porosity, 20% Al/TiB2-SiC composite reached the higher hardness, mainly due to the increasing TiB2 particles which possessed a high hardness value. But with further increase in TiB2 content, comparatively decrease in hardness was observed. The residual pores [Citation46] in 25% and 30% Al/TiB2-SiC composites composite were the main reason for the reduced hardness value. This was verified by Paneto et al. [Citation47] that the most important factor which determined the hardness value was the porosity.
Figure 8. (a) Hardness of Al/TiB2-SiC composites as a function of TiB2 content and (b) SEM image of hardness indentation morphology of 25 vol% Al/TiB2-SiC composite.
) presented a representative Vickers hardness indentation micrograph on the polished surface of 20% Al/TiB2-SiC composite. Compared with the typical brittle fracture crack with one crack protruding from each corner of the indent [Citation48], a special discrete micro-crack path showed along the diagonals of the indent. The multiple micro-cracks distribution around the hardness indentation periphery implied that ceramic ligaments in small regions easily deformed, but easily restricted by the boundaries and metal phase. Moreover, no crack propagation at four diagonals indicated that the interpenetrating structure of Al/TiB2-SiC composites effectively stopped the crack propagation by the interlocked boundary of the ceramic and metal phases [Citation49].
The indentation feature with multiple cracks along the diagonals which effectively consumed energy was correspondingly associated with enhanced fracture toughness. Pan et al. [Citation50] also verified the toughness enhancement of (TiB2+SiC)/Ti3SiC2 composites which presented similar indentation morphology and the maximum toughness of 9.24 MPa. The indentation impression morphology showed typical isotropic interpenetrating structure characteristics with micro-crack easily initiated in ceramic but hard to propagate continuously through the co-continues phases distribution. Asl et al. [Citation49] also observed the interpenetrating structure effect on the crack propagation along hardness indentation with the ZrB2-SiC-Cf composites.
showed the flexural strength and fracture toughness of Al/TiB2-SiC composites with different TiB2 contents. Both of them firstly increased, then decreased with increasing TiB2 content. 20% Al/TiB2-SiC composite reached the optimum flexural strength of 399.4 MPa due to the relatively low porosity and full infiltration of Al. Meanwhile, compared with 15% Al/TiB2-SiC composite the increasing TiB2 content was the reason for the increasing strength of 20% Al/TiB2-SiC composite. However, flexural strength values of 25% and 30% Al/TiB2-SiC composites continually decreased with increasing TiB2 contents. The increasing residual pores were considered as the major influencing factor that determined the decrease of the flexural strength values of 25% and 30% Al/TiB2-SiC composites. The Al/TiB2-SiC achieved relatively high mechanical properties comparing the SiC/Al-Si-Mg IPCs with similar ceramic contents produced by Wang et al. [Citation18], which showed bending strength of 288 MPa.
Figure 9. Flexural strength and fracture toughness of Al/TiB2-SiC composites as a function of TiB2 content.
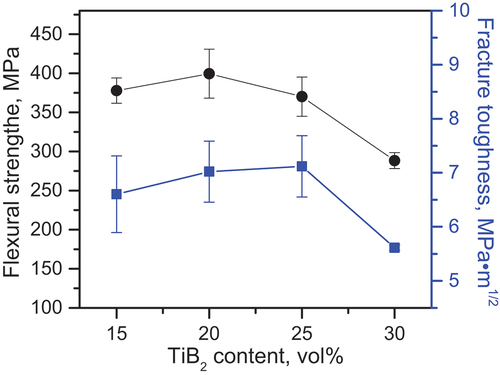
The existence of the bimodal pore size distribution and abundant small-size pores impeded the Al infiltration and full densification of 30% Al/TiB2-SiC composite [Citation51]. Thus, the highest residual pores resulted in the lowest flexural strength of 30% Al/TiB2-SiC composite although 30% TiB2-SiC preform showed the highest strength. On the other hand, 25% Al/TiB2-SiC composite obtained the optimum fracture toughness value of 7.12 MPa. The improvement of the fracture toughness of 25% Al/TiB2-SiC composite was mainly attributed to the full infiltration of Al, increasing TiB2 particles and the decrease of ceramic grain size. In addition, the increasing grain boundary free energy caused by grain refinement of ceramic particles could dissipate more energy by inducing more intergranular cracks, which could be the reason that the fracture toughness value of 25% Al/TiB2-SiC composite was a little higher than that of 20% Al/TiB2-SiC composite [Citation52].
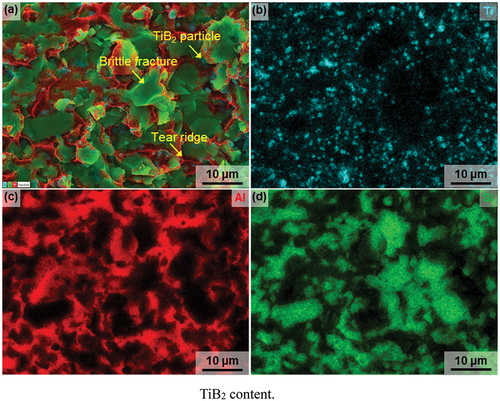
To further identify the composition and distribution of ceramic and metal phases on cross-sectional views, EDS mapping was applied on the fracture surfaces of 20% Al/TiB2-SiC composite as shown in . The distribution regions of Ti, Si and Al elements were apparently visualized and applied to stand for where TiB2, SiC and metal aluminum existed in the Al/TiB2-SiC composites. The results of EDS mapping were consistent with line scanning analyses and clearly revealed topologically co-continuous phase distribution. Elemental distributions demonstrated that the red regions represented the ductile aluminum ligaments, the green color area showed the SiC distribution, and discrete light blue dots were TiB2 particles. Accordingly, fracture surface was composed of three kinds of surfaces: SiC transgranular cleavage and TiB2 intergranular fracture occurred in a brittle manner in advance, and Al tear-ridges occurred in a ductile manner. SiC was the main phase which possessed the most volume fraction with smooth surfaces on the fracture surface of 20% Al/TiB2-SiC composite. Fine-size TiB2 particles uniformly distributed. The TiB2-SiC ceramic matrix was highly susceptible to crack propagation. It was obviously presented that Al located around the ceramic segments connected tightly without observable pores or gaps.
Figure 10. EDS element distributions maps of 20 vol% Al/TiB2-SiC composite for (a) SEM fractography, (b) Ti, (c) Al, and (d) Si.
revealed comparison of different Al/TiB2-SiC composite fractographic at different magnifications to investigate the fracture characteristics. Smooth and flat cleavage surfaces were observed on the fractural microstructures of 15% Al/TiB2-SiC composite as shown in ). This fracture feature suggested lower fracture toughness. The in-situ formed TiB2 presented fairly uniform distributions in 15% and 20% Al/TiB2-SiC composites. Additionally, it was worth noting that hemispheric holes caused by pull-out of TiB2 particles were left on the fracture surfaces as shown in ). As typical intergranular fracture feature, pull-out of TiB2 particles indicated a relatively low interfacial strength between TiB2 and SiC phases. The pull-outs of fine-size TiB2 significantly contribute to the enhancement of the Al/TiB2-SiC composites strength and toughness [Citation53].
Figure 11. SEM micrographs of the fracture surfaces for Al/TiB2-SiC composites with different TiB2 contents: (a)(b) 15 vol%, (c)(d) 20 vol%, (e)(f) 25 vol%, and (g)(h) 30 vol%, respectively.
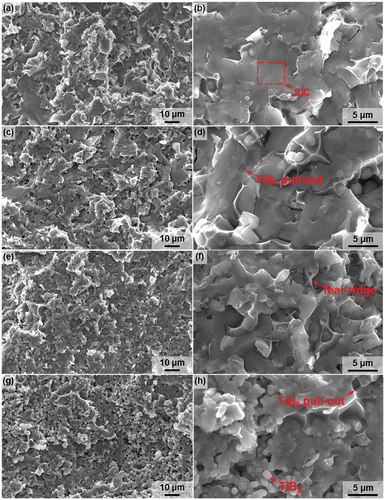
After the failure of ceramics, Al was pulled up into raised ridges [Citation54]. As Al stretched plastically to failure, numerous fine-size tear ridges were left which were observed across the whole fractured surfaces near the interface of ceramic ligaments as shown in ) and (d). It was worth noting that the Al was not deboned from the ceramic phase even after severe plastic deformation. Moreover, there were no dimples originated in aluminum phase [Citation55]. This phenomenon revealed that the crack not initiated from Al during the fracture process. Additionally, severe plastic deformation of metal had been considered to account for a major proportion of the energy dissipation in cleavage crack propagationwhich verified the toughening function of Al.
There were no evident residual pores on the fractural surface of 15% and 20% Al/TiB2-SiC composites which indicated full infiltration of molten aluminum alloy in porous preforms. The dense interpenetrating structure was expected to improve the strength of composites. With increasing TiB2 content, due to the inhibition of SiC grain growth [Citation56], the flat cleaver fractured surfaces area decreased. The transgranular fracture was more gradually mixed with increasing intergranular fracture mode. As a consequence, corresponding fractural surface of 25% and 30% Al/TiB2-SiC composites exhibited rugged surface as shown in ) and (g).The number of residual pores increased remarkably of 30% Al/TiB2-SiC composites which were clearly identified from high-magnification micrograph in ).
A tortuous crack path and crack tip shielding phenomena of secondary cracks closed to the main crack were depicted in to investigate the fundamental toughening mechanisms of interpenetrating composite. ) presented the main crack and the region with micro-cracks nearby. For the high-magnification of the crack in ), multiple cracks propagated through SiC grains, detoured at TiB2 particles, and the crack tip generally stopped by aluminum which were all repeatedly observed. Crack deflected along TiB2 particles was observed behind the crack tip. Crack branching was also clearly visualized when the crack front encountered the isolated TiB2 particles.
Figure 12. Crack propagation path of 20 vol% Al/TiB2-SiC composite in (a) low-magnification and (b) high-magnification.
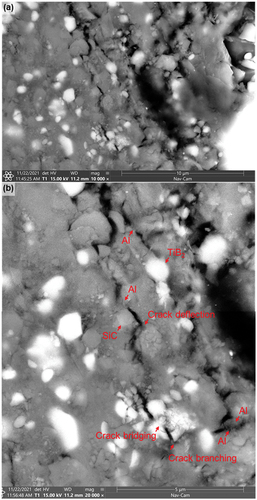
The observed toughening mechanisms in the form of crack deflection, crack bridging and crack branching forced the cracks to propagate in a nonplanar fashion which increased the crack propagation path. Those basic fracture mechanisms were mostly related to the occurrence of TiB2 particles instead of big-size SiC grains or ceramic phase boundaries. The in-situ formed finer TiB2 particles and increasing TiB2 contents were beneficial for the increasing number and reduced distance of toughening events which consequently consumed the additional fracture energy and greatly increased the toughness.
Uncracked-ligament bridging of ductile Al effectively provided enhanced resistance to crack propagation in ceramic ligaments resulting in a major improvement of toughness. Continuous ductile Al network restricted the short crack propagation everywhere and stabilized the catastrophic failure of brittle ceramic skeleton. As a consequence, long crack was hard to continuously form.
The presence of large amount of in-situ synthesized TiB2 particles was beneficial for the increase in the number of crack deflection and branching events which consequently improved the fracture toughness and strength of composites [Citation48]. The continuous interactions of crack with TiB2, Al and phase boundaries were the typical characteristics of the isotropic interpenetrating structures. The number of micro-cracks as a result of the extended crack propagation subsequently increased and dissipated more energy resulting in a high fracture toughness [Citation57].
4. Conclusions
The Al/TiB2-SiC interpenetrating phase composites were successfully prepared by pressure-infiltration process of Al into in-situ synthesized TiB2-SiC preform. The main conclusions of this work were summarized as follows.
Porosities of TiB2-SiC porous preforms ranged from 36.2% to 41.9%. 20% TiB2-SiC preforms showed the highest porosity and the lowest flexural strength. 25% and 30% TiB2-SiC preforms expressed bimodal pore size distributions. Increasing content of in-situ synthesized TiB2 limited excessive grain growth of SiC, which affected pore morphology and thereby improved TiB2-SiC preform strength.
XRD results showed that TiB2-SiC preforms were in-situ synthesized using TiO2, B4C, C12H22O11 and SiC as raw materials. Only TiB2 and SiC were detected in TiB2-SiC porous preforms which proved that TiO2 completely converted into TiB2. Microstructure analyses indicated uniform distribution of TiB2 particles in TiB2-SiC preforms and Al/TiB2-SiC composites. Micrographs showed that both ceramic and metal phases possessed a three-dimensional homogeneous interpenetrated structure with TiB2 reinforcement.
20% Al/TiB2-SiC composites showed the optimum mechanical properties: 3.07 g/cm3 for density, 399.4 MPa for flexural strength, 433.8 HV for hardness and 7.02MPa
for fracture toughness, respectively. The optimum properties were attributed to the high open porosity, uniform pores size distribution and large pore diameter in 20% TiB2-SiC preforms that were beneficial to Al infiltration.
Characteristics of fractured micrographs showed a mix mode of trans/intergranular fracture in ceramic phases and ductile tearing fracture in Al. Toughness improvement of Al/TiB2-SiC composites was mainly determined by the fully infiltrated ductile aluminum. And the presence of the multiple phase interfaces as a result of interpenetrating structure also increased the toughness by resisting the crack propagation. In particular, in-situ TiB2 particles could synergistically increase the fracture toughness based on crack branching, bridging and deflection.
Acknowledgments
The authors would like to thank the financial support of National Key R&D Program of China (Grant No. 2017YFB0310300). Xin Zhang would also like to acknowledge the financial support provided by China Scholarship Council.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Xie J, Ma J, Liao M, et al. Reinforcement of thermally-conductive SiC/Al composite with 3D-interpenetrated network structure by various SiC foam ceramic skeletons. Ceram Int. 2021;47:30869–30879.
- Bodunrin MO, Alaneme KK, Chown LH. Aluminium matrix hybrid composites: a review of reinforcement philosophies; Mechanical, corrosion and tribological characteristics. J Mater Res Technol. 2015;4:434–445.
- Prasad DS, Shoba C, Ramanaiah N. Investigations on mechanical properties of aluminum hybrid composites. J Mater Res Technol. 2014;3:79–85.
- Knowles AJ, Jiang X, Galano M, et al. Microstructure and mechanical properties of 6061 Al alloy based composites with SiC nanoparticles. J Alloys Compd. 2015;615:S401–S405.
- El-Kady O, Fathy A. Effect of SiC particle size on the physical and mechanical properties of extruded Al matrix nanocomposites. Mater Des. 2014;54:348–353.
- Clarke DR. Interpenetrating Phase Composites. J Am Ceram Soc. 1992;75:739–758.
- Xie L, Sun T, He C, et al. Enhancement of toughness of SiC through compositing SiC-Al interpenetrating phase composites. Nanotechnology. 2020;31:135706.
- Kouzeli M, Dunand DC. Effect of reinforcement connectivity on the elasto-plastic behavior of aluminum composites containing sub-micron alumina particles. Acta Mater. 2003;51:6105–6121.
- Horny D, Schukraft J, Weidenmann KA, et al. Numerical and experimental characterization of elastic properties of a novel, highly homogeneous interpenetrating metal ceramic composite. Adv Eng Mater. 2020;22:1901556.
- San Marchi C, Kouzeli M, Rao R, et al. Alumina-aluminum interpenetrating-phase composites with three-dimensional periodic architecture. Scr Mater. 2003;49:861–866.
- Zheng Y, Zhou Y, Feng Y, et al. Synthesis and mechanical properties of TiC-Fe interpenetrating phase composites fabricated by infiltration process. Ceram Int. 2018;44:21742–21749.
- Horvitz D, Gotman I, Gutmanas EY, et al. In situ processing of dense Al2O3-Ti aluminide interpenetrating phase composites. J Eur Ceram Soc. 2002;22:947–954.
- Wang D, Zheng Z, Lv J, et al. Multimodal particle distribution in 3D-SiC/Al-Si-Mg interpenetrating composite fabricated by pressureless infiltration. Ceram Int. 2018;44:19851–19858.
- Wang FC, Zhang X, Wang YW, et al. Damage evolution and distribution of interpenetrating phase composites under dynamic loading. Ceram Int. 2014;40:13241–13248.
- Li G, Zhang X, Fan Q, et al. Simulation of damage and failure processes of interpenetrating SiC/Al composites subjected to dynamic compressive loading. Acta Mater. 2014;78:190–202.
- Kota N, Jana P, Sahasrabudhe S, et al. Processing and characterization of Al-Si alloy/SiC foam interpenetrating phase composite. Mater Today Proc. 2021;44:2930–2933.
- Wang B, Zhao S, Ojima F, et al. Pulse electric current sintering of 3D interpenetrating SiC/Al composites. Ceram Int. 2017;43:2867–2870.
- Wang D, Zheng Z, Lv J, et al. Enhanced thermal conductive 3D-SiC/Al-Si-Mg interpenetrating composites fabricated by pressureless infiltration. Ceram Int. 2017;43:1755–1761.
- Boskovic S, Zec S, Krstic V, et al. Pressureless sintering of internally synthesized SiC-TiB2 composites with improved fracture strength. J Alloys Compd. 2010;509:990–996.
- Sabahi Namini A, SeyedGogani SN, Shahedi Asl M, et al. Microstructural development and mechanical properties of hot pressed SiC reinforced TiB2 based composite. Int J Refract Met Hard Mater. 2015;51:169–179.
- Zhang X, Zhang Z, Liu Y, et al. Effects of particle size of raw materials on the characteristics of TiB2-SiC composites fabricated from B4C, TiC and Si powders. Ceram Int. 2019;45:978–984.
- Taya M, Hayashi S, Kobayashi AS, et al. Toughening of a particulate‐reinforced ceramic‐matrix composite by thermal residual stress. J Am Ceram Soc. 1990;73:1382–1391.
- Karbalaei Akbari M, Baharvandi HR, Shirvanimoghaddam K. Tensile and fracture behavior of nano/micro TiB2 particle reinforced casting A356 aluminum alloy composites. Mater Des . 2015;66:150–161.
- Wu N, Xue F, Yang H, et al. Effects of TiB2 particle size on the microstructure and mechanical properties of TiB2-based composites. Ceram Int. 2019;45:1370–1378.
- Akbari MK, Shirvanimoghaddam K, Hai Z, et al. Al-TiB2 micro/nanocomposites: particle capture investigations, strengthening mechanisms and mathematical modelling of mechanical properties. Mater Sci Eng A. 2017;682:98–106.
- Bucevac D, Boskovic S, Matovic B, et al. Toughening of SiC matrix with in-situ created TiB2 particles. Ceram Int. 2010;36:2181–2188.
- Wang M, Wu Y, Wang H, et al. Mechanical properties of in-situ TiB2/A356 composites. Mater Sci Eng A. 2013;590:246–254.
- Ryshkewitch E. Compression strength of porous sintered alumina and zirconia. J Am Ceram Soc. 1953;36:65–68.
- De Mestral F, Thévenot F. Ceramic composites: tiB2-TiC-SiC. J Mater Sci. 1991;26:5561–5565.
- Liu C, Lin Y, Zhou Z, et al. Dual phase amorphous carbon ceramic achieves theoretical strength limit and large plasticity. Carbon N Y. 2017;122:276–280.
- Ibrahim MF, Ammar HR, Samuel AM, et al. Mechanical properties and fracture of Al-15 vol.-%B4C based metal matrix composites. Int J Cast Met Res. 2014;27:7–14.
- Pech-Canul MI, Katz RN, Makhlouf MM. Optimum conditions for pressureless infiltration of SiCp preforms by aluminum alloys. J Mater Process Technol. 2000;108:68–77.
- Huang SG, Vanmeensel K, Van der Biest O, et al. In situ synthesis and densification of submicrometer-grained B4C-TiB2 composites by pulsed electric current sintering. J Eur Ceram Soc. 2011;31:637–644.
- Li R, Zhang Y, Lou H, et al. Synthesis of ZrB2 nanoparticles by sol-gel method. J Sol-Gel Sci Technol. 2011;58:580–585.
- Basu B, Raju GB, Suri AK. Processing and properties of monolithic TiB2 based materials. Int Mater Rev. 2006;51:352–374.
- Zawrah MF, Taha MA, Abo Mostafa H. In-situ formation of Al2O3/Al core-shell from waste material: production of porous composite improved by graphene. Ceram Int. 2018;44:10693–10699.
- Holt JB, Kingman DD, Bianchini GM. Kinetics of the combustion synthesis of TiB2. Mater Sci Eng . 1985;71:321–327.
- Song S, Lin Y, Fan Y, et al. In situ fabrication of ZrB2-SiC composite powders with controllable morphology by a two-step calcination method. J Solid State Chem. 2019;273:101–105.
- Yamada S, Hirao K, Yamauchi Y, et al. High strength B4C-TiB2 composites fabricated by reaction. J Eur Ceram Soc. 2003;23:1123–1130.
- Zhao G, Huang C, Liu H, et al. Microstructure and mechanical properties of TiB2-SiC ceramic composites by reactive hot pressing. Int J Refract Met Hard Mater. 2014;42:36–41.
- Guo X, Guo Q, Li Z, et al. Interfacial strength and deformation mechanism of SiC-Al composite micro-pillars. Scr Mater. 2016;114:56–59.
- Liu X, Li J, Liu E, et al. Effectively reinforced load transfer and fracture elongation by forming Al4C3 for in-situ synthesizing carbon nanotube reinforced Al matrix composites. Mater Sci Eng A. 2018;718:182–189.
- Saucedo-Mora L, Zou C, Lowe T, et al. Three-dimensional measurement and cohesive element modelling of deformation and damage in a 2.5-dimensional woven ceramic matrix composite. Fatigue FractEng Mater Struct. 2017;40:683–695.
- Zhang GP, Mei QS, Chen F, et al. Production of a high strength Al/(TiAl3+Al2O3) composite from an Al-TiO2 system by accumulative roll-bonding and spark plasma sintering. Mater Sci Eng A. 2019;752:192–198.
- Akin I, Goller G. Research and innovation in carbon nanotube-based composites. Hong Kong (HK): The World Academic Publishing; 2015. p. 447–486. Spark plasma sintering of zirconia-toughened alumina composites and ultra-high temperature ceramics reinforced with carbon nanotubes.
- Maj J, Basista M, Węglewski W, et al. Effect of microstructure on mechanical properties and residual stresses in interpenetrating aluminum-alumina composites fabricated by squeeze casting. Mater Sci Eng A. 2018;715:154–162.
- Paneto FJ, Pereira JL, Lima JO, et al. Effect of porosity on hardness of Al2O3-Y3Al5O12 ceramic composite. Int J Refract Met Hard Mater. 2015;48:365–368.
- Zhang X, Zhang Z, Wang W, et al. Preparation of B4C composites toughened by TiB2-SiC agglomerates. J Eur Ceram Soc. 2017;37:865–869.
- Shahedi Asl M. Microstructure, hardness and fracture toughness of spark plasma sintered ZrB2-SiC-Cf composites. Ceram Int. 2017;43:15047–15052.
- Pan L, Song K, Gu J, et al. Microstructure and mechanical properties of (TiB2+SiC) reinforced Ti3SiC2 composites synthesized by in situ hot pressing. Int J Appl Ceram Technol. 2016;13:629–635.
- Liu Q, Ye F, Gao Y, et al. Fabrication of a new SiC/2024Al co-continuous composite with lamellar microstructure and high mechanical properties. J Alloys Compd. 2014;585:146–153.
- Pineau A, Benzerga AA, Pardoen T. Failure of metals I: brittle and ductile fracture. Acta Mater. 2016;107:424–483.
- Xiao P, Gao Y, Yang C, et al. Strengthening and toughening mechanisms of Mg matrix composites reinforced with specific spatial arrangement of in-situ TiB2 nanoparticles. Compos Part B Eng. 2020;198:108174.
- Shu S, Tong C, Qiu F, et al. Effect of ceramic content on the compression properties of TiB2-Ti2AlC/TiAl composites. Metals (Basel). 2015;5:2200–2209.
- Fitzpatrick ME, Withers PJ, Baczmanski A, et al. Changes in the misfit stresses in an Al/SiCp metal matrix composite under plastic strain. Acta Mater. 2002;50:1031–1040.
- Sheng P, Zhang J, Ji Z. An advanced 3D modeling method for concrete-like particle-reinforced composites with high volume fraction of randomly distributed particles. Compos Sci Technol. 2016;134:26–35.
- Du R, Yuan D, Li F, et al. Effect of in-situ TiB2 particles on microstructure and mechanical properties of Mg2Si/Al composites. J Alloys Compd. 2019;776:536–542.