
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
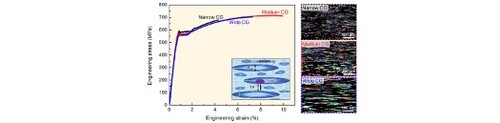
Trimodal grain structure was effective to balance the strength-ductility trade-off in ultrafine-grained metals, but the relationship between microstructures and mechanical performance is unclear. Here the dimension of coarse grain (CG) domains was elaborately tuned in the trimodal CNT/2024Al composites, and an excellent strength-ductility combination (Tensile strength: 716 ± 5 MPa, Elongation: 9.1 ± 0.3%) was achieved by optimizing the CG bands (∼4.4 µm in width). We found that the size of CG bands hardly affected strain hardening rate, but caused different crack-blunting behaviors, which was responsible for the superior strength-ductility synergy. This work highlights the importance of CG domains design in heterostructured materials.
Trimodal grain structured CNT/2024Al composites with different coarse-grained (CG) bands
IMPACT STATEMENT
The dimensions of coarse-grained domains were elaborately tuned in heterostructured materials, and an excellent strength-ductility combination was achieved by blunting cracks.
GRAPHICAL ABSTRACT
Impact statement
1. Introduction
Ultrafine-grained (UFG) metals always exhibit very high strength but low tensile ductility at room temperatures (strength-ductility trade-off), which is considered to lie in the poor strain hardening ability, caused by the dislocation annihilation at grain boundaries [Citation1,Citation2]. This can be effectively alleviated by heterogeneous structure design, which contains heterogeneous domains that have dramatic heterogeneity in strength from one to another, i.e. soft and hard zones [Citation3,Citation4]. During the plastic deformation process, the structural heterogeneities between the soft and hard zones induce non-homogeneous plastic deformation and steep strain gradients, and produce a large number of geometrically necessary dislocations (GNDs) [Citation5] and interface-affected zones (IAZ) in the soft ones, thereby producing hetero-deformation-induced (HDI) strengthening from mutual constraint between the hard and soft zones and enhancing strain hardening [Citation6,Citation7]. Heterogeneous grain structures were demonstrated effective in reconciling the conflict between strength and toughness [Citation8,Citation9].
However, not all the heterogeneous microstructure designs can take effect because there are the optimal microstructural features, such as appropriate interface spacing, volume fraction, dimensions, grain size, and distributions of the hard and soft domains [Citation2]. Also, it is really a tough work to tune these factors [Citation10–12], for the heterogeneous structures currently were passively achieved by severe plastic deformation followed by partial recrystallization, i.e. rolling with annealing at elevated temperatures [Citation3,Citation13–15]. Moreover, previous studies mainly focused on the optimization of strain hardening [Citation16], and less attention were paid on the crack initiation and propagation, which proved to greatly promote the strength-ductility combination when elaborately controlled [Citation17]. Especially, in metal matrix composites, pre-fracture always occurs due to the deformation incongruity between plastic metal matrix and rigid reinforcements, and crack controlling is the prerequisite to sustain persistent strain hardening.
Recently, we developed an active bottom-up preparation approach e.g. hierarchical powder assembly & alloying, to build trimodal grain structured metals by incorporating carbon nanotubes (CNT) to stabilize grain size of different domains consisting of UFG, fine grains (FG) and CG [Citation18,Citation19]. In this study, the size of coarse grain (CG) domains (the width of CG bands) was elaborately tuned as 2, 4 and 8 µm by ball milling different sizes of the starting pure Al powders, and the behaviors of strain hardening and crack initiation of the trimodal grain structured CNT/2024Al composites (trimodal CNT/2024Al for short hereafter) were investigated. The optimized CG width endows trimodal CNT/2024Al a tensile strength of 716 MPa, while maintaining an elongation over 9%, doubled as the conventional homogeneous counterparts. This work reveals the importance of coarse domains design to the strength-ductility synergy in heterostructured materials. Details for the preparation procedures and material characterizations are provided in Supplementary Materials.
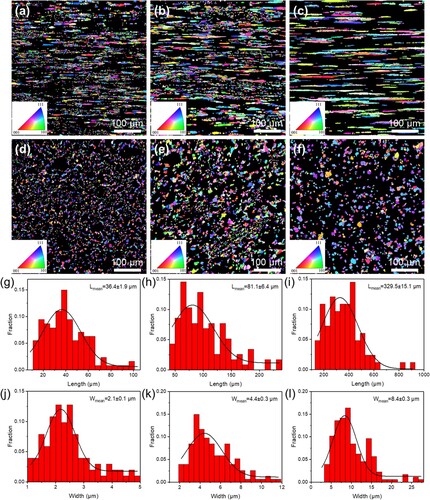
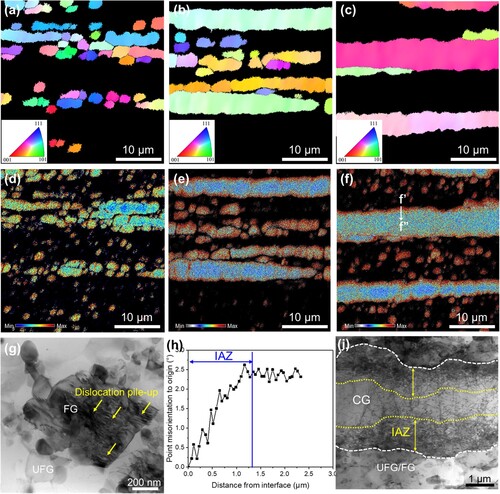
(a,b) is the inverse pole figure (IPF) and dark-field transmission electron microscope (TEM) image showing typical microstructures of the trimodal CNT/2024Al composites. Modal 1 contains UFG with grain size less than 500 nm and an average size of 198 nm, Modal 2 mainly consists of FG with grain size of 0.5–2 µm with a mean size of 796 nm, while Modal 3 contains CG with grain size bigger than 2 µm, as shown in (c). (d) shows that CNTs are mainly distributed at grain boundaries to stabilize grains of different size by Zener pinning [Citation18,Citation20]. High-resolution TEM (HRTEM) image ((f)) combined with energy dispersive spectroscopy (EDS) maps ((e)), reveals the presence of CNTs and the well-bonded CNT-Al interface. shows the morphologies of the trimodal CNT/2024Al composites with different CG bands by electron backscattered diffraction (EBSD) and IPF. The CG bands were tuned by mixing the starting pure Al powders of different sizes. The CG bands are designated as narrow CG, medium CG and wide CG, respectively, which made from pure Al powders of 4, 10 and 33 µm in mean size, accordingly. It can be observed that, each CG band consists of several micron-sized grains, and the grain size decreases as the size of CG bands decreases, especially in the longitudinal direction. The length and width of the CG bands are summarized in (g–i) and (j–l), respectively. With the size of starting powders increasing from 4 to 33 µm, the width of CG bands increases from 2.1 to 8.4 µm, and the distance in between CG bands greatly increases while the length rapidly decreases. The optical microscopies of the different composites are also shown in Fig. S2 in Supplementary.
Figure 1. Typical microstructures of trimodal CNT/2024Al composites (sample with 20% FG and made of 33 µm pure Al powders): (a) IPF map showing the trimodal grain structures, (b) dark-field TEM image of Modal 1 UFG and 2 FG domains, (c) the statistical grain size distribution, (d) bright-field TEM image showing CNTs located in grain boundaries, (e) EDX maps of the marked orange dashed line region in (d), (f) HRTEM image of the marked black box in (d) showing the interfacial structure.
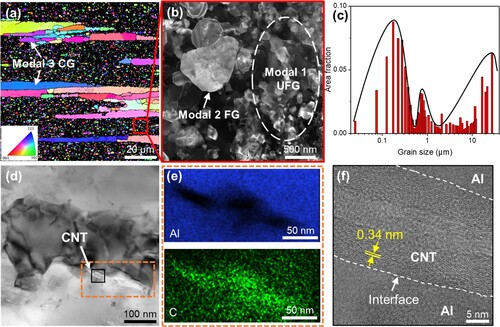
Figure 2. IPF maps of trimodal CNT/2024Al composites with different CG bands showing the CG structures in the longitudinal direction (a–c) and the transverse direction (d–f): (a, d) narrow CG, (b, e) medium CG, (c, f) wide CG. (g–l) The corresponding size distributions of the length and width of the different CG bands.
(a) shows the tensile properties of the trimodal CNT/2024Al, and the relevant values are listed in . A large variation of strength and ductility is clearly present. The trimodal CNT/2024Al with narrow CG possesses the highest yield strength (YS) of 588 MPa, but the lowest elongation (El) of 3.4%, which is comparable to the homogeneous structured CNT/2024Al composites [Citation18]. For the CNT/2024Al with medium CG, although the YS decreases by ∼20 MPa, the El doubly increases to 9.1%, with the ultimate tensile strength (UTS) increased to 716 MPa, much higher than the counterpart with narrow CG (∼678 MPa). However, for the trimodal CNT/2024Al with wide CG, the El decreases to 6.4%. (b) shows a comparison of the mechanical properties of the present trimodal CNT/2024Al with previous studies in references [Citation21–32]. These trimodal CNT/2024Al composites with wide and medium CG bands exhibit better strength and ductility combinations than others, and the corresponding results protrude from the Yield Strength-Elongation banana curve. (c) shows the strain hardening rate vs. true strain curves after Lüders deformation (Θ = dσ/dϵ, where σ and ϵ are true stress and true strain, respectively). The strain hardening rates of the trimodal CNT/2024Al with different CG bands are very similar during plastic deformation, indicating that the size of CG bands is not an affecting factor on the strain hardening, probably due to their little variation of heterogeneous interfaces. (d) shows the full width at half-maximum (FWHM) values as a function of a diffraction angle (2θ) before deformation and at 3% strain. The broadening of XRD diffraction peaks is generally related to the crystallite size and micro-strain, which are closely related to GNDs and statistically stored dislocation (SSDs) produced by deformation, respectively [Citation33]. FWHM values of the trimodal CNT/2024Al with different CG bands are much similar at various 2θ diffraction angles before deformation. After 3% tensile strain, all the FWHM values increase greatly, indicating the increasing dislocation densities, as shown in , which were calculated by the Williamson-Hall method [Citation5]. However, there are no clear variations of the FWHM values at the same deformation, which means a similar rate of dislocation multiplications among all the trimodal CNT/2024Al composites. Strain hardening of Al matrix is mainly dominated by dislocation slip, considering the high stacking fault energy and low probability of stacking faults and twins [Citation34,Citation35]. Therefore, there is little difference in strain hardening rates here.
Figure 3. (a) Engineering stress-strain curves, (b) a comparison of the mechanical properties of the current trimodal CNT/2024Al with previous references, (c) strain hardening rate vs. true strain curves of trimodal CNT/2024Al composites with different CG bands, (d) FWHM as a function of the diffraction angle (2θ) before deformation and at 3% strain.
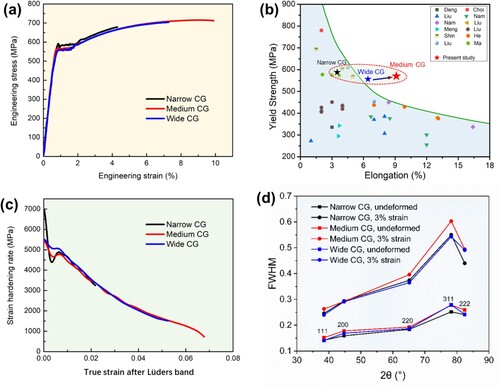
Table 1. Tensile properties of trimodal CNT/2024Al composites with different grain structures.
Table 2. Dislocation density of the trimodal CNT/2024Al with different CG size before and after deformation.
shows the IPF and GNDs maps of the trimodal CNT/2024Al with different CG bands at 3% tensile strain. The narrow CG bands mainly consist of equiaxed and elongated coarse grains, discontinuous along the extrusion direction with sizes of ∼3 µm. As a comparison, the wide CG bands are mainly made of continuous elongated coarse grains with a width 7–10 µm. And the medium CG bands show the combined features of both the narrow and wide CG bands. Heterogeneous interfaces of CG-UFG and CG-FG domains show higher dislocations density in CG bands, and KAM maps further indicate that these dislocations are GNDs, as shown in (d–f). GNDs are fully filled in the equiaxed coarse grains with a size smaller than ∼3 µm in (d,e). In (e,f), the distribution of IAZ is clearly shown in the elongated coarse grains. We further counted the width distributions of IAZ in the CG bands according to (f). Along the white arrow from the point f′ to f″, the misorientation variation of each point is indicated in (h), which increases sharply with distance away from CG-FG heterogenous interface, and then reach a peak value of ∼2.5°. The IAZ width can be acquired by the distance from the heterogenous interface, where the misorientation variation clearly increases. The results show that the IAZ width is ∼1.3 µm in this study, which is much smaller than that in the Cu-Cu10Zn laminates (5–6 µm [Citation5]). The IAZ widths in the trimodal CNT/2024Al with different CG bands are very similar, and the results are summarized in Fig. S3 in Supplementary. The width of CG bands is also confirmed by TEM observation in (i), which is larger than the doubled IAZ. The CG bands can be divided into two parts, the IAZ areas filled with high density dislocations and the CG core with lower density dislocations. As a special example, it’s totally filled by IAZ in the smaller FG domains ((g)).
Figure 4. (a–c) IPF and (d-f) GNDs maps of the trimodal CNT/Al-Cu-Mg composites with different CG bands at 3% tensile strain: (a, d) narrow CG, (b, e) medium CG, (c, f) wide CG. TEM images of 20% FG trimodal CNT/2024Al composites with wide CG at 3% tensile strain showing the dislocation pile-ups in the (g) FG and (i) CG. (h) the IAZ width is the distance from the starting point f′ to the point f″ where the orientation does not change significantly.
(a–f) shows the in-situ tensile tests combined with EBSD to probe the effect of the CG bands on the crack propagation. Micro-cracks are usually initiated in the UFG and FG zones due to serious stress concentration, but they may be blunted by the CG bands through emitting dislocations at the crack tips [Citation36]. Surprisingly, here we found that the blunting effect of the CG bands on cracks is closely related to the size of the CG bands. As shown in (a–f), cracks in the trimodal CNT/2024Al with narrow and medium CG bands are smaller, while it’s much larger in the one with the wide CG bands. Cracks directly pass through the CG bands in the composites with the narrow and wide CG bands, while the one with the medium bands can effectively blunt the cracks. (g–i) shows the 3D distribution of the cracks in the fractured trimodal CNT/2024Al with different CG bands. The densities and volume fractions of cracks in the composites with the medium and wide CG bands are much more than that of the narrow one, and the highest in the medium one, as summarized in (j). Further, the size of cracks in the composite with the medium CG bands is much smaller, and especially much more below 15 µm3, as shown in (k), with just a few of them with sizes of 20–30 µm3. As a comparison, many cracks with sizes of 30–50 µm3 are present in the composites with the narrow and wide CG bands. This finding indicates that much more smaller cracks are effectively blunted by the medium CG bands during plastic deformation, proving higher ability to resist crack propagation. It’s also helpful to avoid the smaller cracks growth by controlling appropriate spacing between the two neighboring CG bands, as shown in (d–f).
Figure 5. (a–c) SEM images and (d-f) IPF of cracks in trimodal CNT/2024Al composites at 3% tensile strain: (a, d) narrow CG, (b, e) medium CG, (c, f) wide CG. 3D distributions of cracks in trimodal CNT/2024Al composites after fracture: (g) narrow CG, (h) medium CG, (i) wide CG; (j) volume fraction and (k) size distribution of cracks in trimodal CNT/2024Al composites after fracture. (l) A schematic illustration of trimodal grain structure model with different CG sizes.
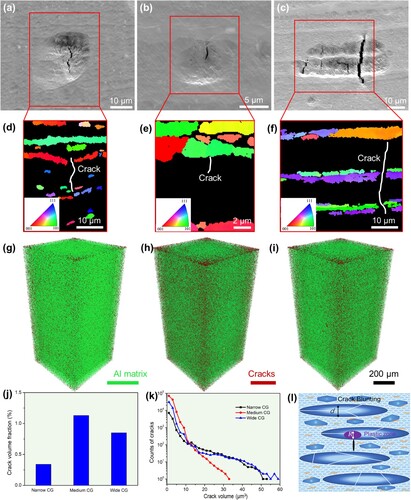
The design of CG domains can be considered mainly from the fracture mechanics. The CG bands hinder the crack propagation by forming the plastic zone at crack tips [Citation36], as illustrated in (l). According to the elastic-plastic theory, the increased toughness due to the formation of the plastic zone under the plane strain state is [Citation37]:
where
is the size of the plastic zone,
is the YS of the materials. It should be noted that the increase of
is finite, and the maximum value (
) is the fracture toughness of the CG (
). The width of the CG bands is defined as d. As d increases, the toughness of the plastic zone increases, and the ability to blunt cracks is also stronger. When d equals to R, the toughness of the plastic zone is the largest, and the ability to blunt cracks is also the best, detailed illustrations are shown in Fig. S4. Therefore, the optimal dop can be expressed as follows:
The crack propagation may also be affected by multiple adjacent CG bands considering many CG bands included in trimodal structures. Thus, should be the total toughness of trimodal composites, which can be expressed as follows:
where
,
and
are the volume fractions of the UFG, FG and CG, respectively, while
and
are the fracture toughness of the UFG and FG.
can be regarded as approximately equal to
, noting the toughness of the UFG and FG very small. In heterostructured materials,
generally may be higher than that calculated by the rule-of-mixtures as [Citation7]:
where
,
and
are the YS of the UFG, FG and CG, respectively. Then, one can be concluded as:
The optimized CG size is the width of the CG bands, and directly related with the volume fraction and the corresponding mechanical property of CG and other domains. Substitute
of 589 MPa,
of 532 MPa,
of 330 MPa,
of 24 MPa
[Citation38] and the corresponding
,
and
into the above equations, the optimal d is ∼4.69 µm. This value is very approaching to the width of the medium CG bands (∼4.4 µm), which proves the validity and accuracy of this model.
The product of the ultimate tensile strength multiplying the tensile elongation was sometimes used as an index to evaluate the comprehensive mechanical properties [Citation20]. The highest index of the trimodal CNT/2024Al with the medium CG bands reaches 6.52 GPa%, which exceeds the index of the counterpart with the narrow CG bands by 183%. Thus, the size of CG domains also plays an important role in strength-ductility synergy in the hetero-structured materials. It’s reasonable for the presence of the optimal CG size on the crack propagation considering from two respects. Firstly, the CG bands should be ductile and tough enough to effectively blunt cracks by burdening more strains and emitting more dislocations. The width of the narrow CG bands is only 2.1 µm, even much smaller than the doubled IAZ width (∼2.6 µm), so the narrow CG bands are completely covered by IAZ (as shown in (d)) and fail to the crack blunting [Citation26]. In contrast, the width of the medium CG bands is ∼4.4 µm, larger than the doubled IAZ width, indicating enough room for dislocations emission during the plastic deformation (as shown in (e)). Therefore, cracks in the trimodal composites with the medium CG bands can be effectively blunted, leading to better ductility. Secondly, the appropriate average spacing between two neighboring CG bands is essential to avoid smaller cracks propagating into bigger ones, which may hardly be obstructed by ductile CG domains. For the wide CG bands, the spacing between two neighboring CG bands is much larger, which means that the size of cracks have more chance to become larger. The stress intensity factor at the crack tips can be expressed as [Citation37]:
where is the applied stress, and
is the half length of cracks. As the crack length increases, the stress intensity factor increases accordingly. Therefore, even if there is more space in wide CG bands to emit dislocations, it’s difficult to blunt the large cracks, and thus the wide CG bands also lead to the lower El.
In summary, different coarse domains were actively tuned to prepare the trimodal grain structured CNT/2024Al composites by powder assembly and alloying. An excellent strength-ductility combination (UTS: 716 ± 5 MPa, El:9.1 ± 0.3%) was achieved in the trimodal structures by incorporating the medium CG bands (with the mean width of ∼4.4 µm). Such a strength-ductility synergy is mainly attributed to the effect of the optimal CG bands on the crack blunting, which accommodate cracks with much smaller size and higher density than those narrow (∼2 µm) and wide (∼8 µm) counterparts. The width of the optimal CG bands must be larger than that of the doubled IAZ width to sustain sufficient plastic deformability, and also smaller enough to keep appropriate spacing between the two neighboring CG bands to prevent crack growing into large ones. This work highlights the importance of the coarse domains design to the strength-ductility synergy in heterostructured materials.
Supplemental Material
Download MS Word (3.6 MB)Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Ma E, Zhu T. Towards strength–ductility synergy through the design of heterogeneous nanostructures in metals. Mater Today. 2017;20(6):323–331.
- Sathiyamoorthi P, Kim HS. High-entropy alloys with heterogeneous microstructure: processing and mechanical properties. Prog Mater Sci. 2022;123:100709.
- Zhu Y, Ameyama K, Anderson PM, et al. Heterostructured materials: superior properties from hetero-zone interaction. Mater Res Lett. 2021;9(1):1–31.
- Wu X, Zhu Y. Heterogeneous materials: a new class of materials with unprecedented mechanical properties. Mater Res Lett. 2017;5(8):527–532.
- Mao D, Meng X, Xie Y, et al. Back stress dynamic balancing strategy enabled strength-ductility synergy in heterostructured Al-SiC composites. Sci China Mater. 2022. doi:10.1007/s40843-022-2271-2
- Huang CX, Wang YF, Ma XL, et al. Interface affected zone for optimal strength and ductility in heterogeneous laminate. Mater Today. 2018;21(7):713–719.
- Yang M, Pan Y, Yuan F, et al. Back stress strengthening and strain hardening in gradient structure. Mater Res Lett, 831 (2016) 145–151.
- Fang XT, He GZ, Zheng C, et al. Effect of heterostructure and hetero-deformation induced hardening on the strength and ductility of brass. Acta Mater. 2020;186:644–655.
- Li J, Zhang Q, Huang R, et al. Towards understanding the structure–property relationships of heterogeneous-structured materials. Scripta Mater. 2020;186:304–311.
- Fu W, Li H, Huang Y, et al. A new strategy to overcome the strength-ductility trade off of high entropy alloy. Scripta Mater. 2022;214:114678.
- Jeong SG, Karthik GM, Kim ES, et al. Architectured heterogeneous alloys with selective laser melting. Scripta Mater. 2022;208:114332.
- Wang G, Ouyang H, Su Y, et al. Heterostructured bulk aluminum with controllable gradient structure: fabrication strategy and deformation mechanisms. Scripta Mater. 2021;196:113762.
- Wu XL, Yang MX, Yuan FP, et al. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc Natl Acad Sci USA. 2015;112(47):14501–14505.
- Yang M, Yan D, Yuan F, et al. Dynamically reinforced heterogeneous grain structure prolongs ductility in a medium-entropy alloy with gigapascal yield strength. Proc Natl Acad Sci USA. 2018;115(28):7224–7229.
- Su J, Raabe D, Li Z. Hierarchical microstructure design to tune the mechanical behavior of an interstitial TRIP-TWIP high-entropy alloy. Acta Mater. 2019;163:40–54.
- Wang Y, Zhu Y, Yu Z, et al. Hetero-zone boundary affected region: A primary microstructural factor controlling extra work hardening in heterostructure. Acta Mater. 2022;241:118395.
- Shi PJ, Li RG, Li Y, et al. Hierarchical crack buffering triples ductility in eutectic herringbone high-entropy alloys. Science. 2021;373(6557):912–918.
- Fu X, Tan Z, Min X, et al. Trimodal grain structure enables high-strength CNT/Al-Cu-Mg composites higher ductility by powder assembly & alloying. Mater Res Lett. 2021;9(1):50–57.
- Fu X, Tan Z, Ma Z, et al. Powder assembly & alloying to CNT/Al–Cu–Mg composites with trimodal grain structure and strength-ductility synergy. Compos B Eng. 2021;225:109271.
- Xie Y, Meng X, Chang Y, et al. Ameliorating strength-ductility efficiency of graphene nanoplatelet-reinforced aluminum composites via deformation-driven metallurgy. Compos Sci Technol. 2022;219:109225.
- Deng CF, Zhang XX, Wang DZ, et al. Preparation and characterization of carbon nanotubes/aluminum matrix composites. Mater Lett. 2007;61(8-9):1725–1728.
- Liu ZY, Xiao BL, Wang WG, et al. Developing high-performance aluminum matrix composites with directionally aligned carbon nanotubes by combining friction stir processing and subsequent rolling. Carbon. 2013;62:35–42.
- Nam DH, Kim YK, Cha SI, et al. Effect of CNTs on precipitation hardening behavior of CNT/Al–Cu composites. Carbon. 2012;50(13):4809–4814.
- Meng X, Liu T, Shi C, et al. Synergistic effect of CNTs reinforcement and precipitation hardening in in-situ CNTs/Al–Cu composites. Mater Sci Eng A. 2015;633:103–111.
- Shin S, Moon S, Lee D, et al. Development of press-and-sinter Al2024-based nanocomposites reinforced with multiwalled carbon nanotubes. J Compos Mater. 2016;50(26):3619–3625.
- Liu ZY, Ma K, Fan GH, et al. Enhancement of the strength-ductility relationship for carbon nanotube/Al–Cu–Mg nanocomposites by material parameter optimisation. Carbon. 2020;157:602–613.
- Choi HJ, Min BH, Shin JH, et al. Strengthening in nanostructured 2024 aluminum alloy and its composites containing carbon nanotubes. Compos A Appl Sci Manuf. 2011;42(10):1438–1444.
- Nam DH, Cha SI, Lim BK, et al. Synergistic strengthening by load transfer mechanism and grain refinement of CNT/Al–Cu composites. Carbon. 2012;50(7):2417–2423.
- Liu ZY, Xiao BL, Wang WG, et al. Modelling of carbon nanotube dispersion and strengthening mechanisms in Al matrix composites prepared by high energy ball milling-powder metallurgy method. Compos A Appl Sci Manuf. 2017;94:189–198.
- Liu ZY, Xiao BL, Wang WG, et al. Analysis of carbon nanotube shortening and composite strengthening in carbon nanotube/aluminum composites fabricated by multi-pass friction stir processing. Carbon. 2014;69:264–274.
- He T, He X, Tang P, et al. The use of cryogenic milling to prepare high performance Al2009 matrix composites with dispersive carbon nanotubes. Mater Design. 2017;114:373–382.
- Ma K, Liu ZY, Liu BS, et al. Improving ductility of bimodal carbon nanotube/2009Al composites by optimizing coarse grain microstructure via hot extrusion. Compos A Appl Sci Manuf. 2021;140:106198.
- Li Z, Wang H, Guo Q, et al. Regain strain-hardening in high-strength metals by nanofiller incorporation at grain boundaries. Nano Lett. 2018;18(10):6255–6264.
- Khan AS, Farrokh B, Takacs L. Effect of grain refinement on mechanical properties of ball-milled bulk aluminum. Mater Sci Eng A. 2008;489(1-2):77–84.
- Hayes RW, Witkin D, Zhou F, et al. Deformation and activation volumes of cryomilled ultrafine-grained aluminum. Acta Mater. 2004;52(14):4259–4271.
- Wu H, Fan G, Huang M, et al. Deformation behavior of brittle/ductile multilayered composites under interface constraint effect. Int J Plasticity. 2017;89:96–109.
- Anderson TL. Fracture mechanics: fundamentals and applications. Boca Raton: CRC press; 2017.
- Bucci RJ. Selecting aluminum alloys to resist failure by fracture mechanisms. Eng Fract Mech. 1979;12(3):407–441.