
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Effects of extruder parameters (barrel temperature: 75–175°C; screw speed: 76–100 rpm) and feed formulations (feed moisture: 15–21%; mango peel powder: 0–33.33%) on the extrudate properties, moisture loss, and the mixing torque during extrusion was studied. Feed formulations containing high moisture and mango peel powder produced less expand and hard extrudates. The torque decreased as the barrel temperature, screw speed and mango peel powder content increased. Low temperature extrusion increased the moisture loss of extrudates. Increasing the mango peel powder reduced the extrudate expansion, but the post-drying subjected to the extrudate produced improved texture.
Introduction
Mango (Mangifera indica L. Anacardiaceae) is widely grown in many parts of the world, especially in tropical countries including Malaysia. Mango is a seasonal fruit that is currently ranked the 5th in the total world production which makes it one of the most popular tropical fruits in the world.[Citation1] This fruit is usually consumed fresh or converted into processed mango products by the fruit processing industries. In the food industry, only the edible portion of the mango is utilized for the production of juice, jam, pickle, and others. Depending on the type of mango, the processing produces a vast amount of solid waste, amounting to 40–50% of the total fruit weight. The solid waste includes 5–10% pulps, 15–20% kernels, and 12–15% peels. They were commonly composted for fertilizer,[Citation2] used as animal feed,[Citation3,Citation4] and discarded as industrial waste.[Citation5] Therefore, the development of healthy or functional food incorporated with fruit waste has widened the options in converting waste to wealth. Along with that alternatives, the environment also could be preserved by re-utilizing the by-products from fruit industries.
Mango peel is a good source of polyphenols, carotenoids, dietary fibers, phytochemical, enzymes, vitamin E and vitamin C which possess various beneficial effects on human health when supplemented into food.[Citation5,Citation6] Mango peels had been used as functional ingredients in the production of food such as noodles, bread, sponge cakes, biscuits and other bakery products.[Citation7] Besides, mango peels can also be added to snack. In recent years, researchers have conducted studies on the development of extruded snack using different raw materials mixed with fruit by products.[Citation8–Citation11] Addition of fruit waste in the extruded snack at different amount could alter their physicochemical (linear expansion, bulk density, colour, texture, composition) and extrusion properties (torque, residence time, specific mechanical energy). Korkerd et al.[Citation8] obtained expanded snacks via the extrusion of feed mixture containing mango peel powder. They found that increasing the mango peel powder reduced the snack expansion but produced a good texture.
The most popular extrusion-cooked products include directly extruded snacks, snack pellets, baby food, pet food and confectioneries.[Citation12] Full development of the cooking extrusion process requires a study of the function and operation of the cooking extruder combined with characterization of the structural, physical and rheological property changes in the food materials.[Citation13] The variety of raw materials transformed through a combination of high pressure, temperature and shear force.[Citation14] Changes in the feed ingredients such as fiber, sugar, salt and protein, or extrusion operation variables such as screw speed and barrel temperature, can influence the extrusion performance (such as torque, pressure and specific mechanical energy)[Citation15] and also the extruded product quality (such as expansion, texture and sensory).[Citation8,Citation16,Citation17] The extruder’s mixing torque is related to the power consumed by the extruder during the extrusion cooking and is a significant factor of extruder’s operational cost. Therefore, it is vital to optimize extrusion operation variables such as screw speed and barrel temperature to produce expanded products and controlled energy consumption.[Citation18] Besides, cooking extrusion is well known as a versatile and efficient technology in the production of food products.[Citation19,Citation20]
Although Korkerd et al.[Citation8] produced extruded snack incorporated with mango peel powder, the study was limited only on the expansion and nutritional properties of the snack. It is of interest in the present study to evaluate the impact of extrusion process variables (barrel temperature and screw speed) and feed formulations (feed moisture and mango peel powder addition) on the extrudate physical properties (linear expansion and hardness) and moisture loss, and also on the extrusion performance (maximum mixing torque) during the extrusion cooking.
Materials and methods
Materials
Corn grits (Product code-4951) were purchased from Lifestyle Ventures Sdn. Bhd., Malaysia. The corn grits were sieved using a sieving machine (Model AS 200, Retsch, Germany) to obtain ≤1 mm size of corn grits. The sieved corn grits were packed in zip lock bags and kept at room temperature for further use. Mango peels were collected from freshly cut fruit stalls located nearby the Universiti Putra Malaysia, Serdang. Table salt was obtained from TESCO Store Sdn. Bhd.
Preparation of mango peel powder
The mango peels were washed using tap water to remove dirt and soil. The washed mango peels were then subjected to a pre-treatment step, whereby they were soaked in 0.8 M of salt solution (dilution of 10 g of salt in 2000 mL distilled water) for 15 minutes. This was done to prevent the occurrence of browning effect on the peels. To achieve uniform drying, the pre-treated mango peels were spread uniformly on a stainless steel tray for oven drying (Model OF-22GW, JEIO TECH, Korea) at 55°C for 4 hours. The dried mango peels were ground using a dry kitchen grinder and sieved through a 125 µm mesh screen (Model AS 200, Retsch, Germany) before packed in a polyethylene zip-lock bag for further use.
Determination of extrudate formulation using optimization
Prior to this study, preliminary experiments were conducted to determine the possible range of feed formulations and extrusion process variables that can provide a smooth extrusion process without blockage at the die. The findings indicated that the feed materials were workably extruded by mixing the corn grits with the addition of mango peel powder ranges from 0.00% to 33.33% (wb) at low speed for 1 minute. Then the mixed materials were hydrated to the range of 15.5% – 21.5% (wb) moisture content and left in a closed container at room temperature. The addition of mango peel powder and water was based on the weight of 200 g (100% of weight basis) corn grits for each feed formulation. The extrusion process condition range determined from the preliminary experiments were further used for optimization of corn-mango peel extrudate production. A rotatable central composite design with α-value equal to two was chosen to investigate the effect of barrel temperature (°C) (X1), screw speed (rpm) (X2), feed moisture (%) (X3) and mango peel powder addition (%) (X4) as independent variables on the physical properties of corn-mango peel extrudate which includes linear expansion (LE), hardness, and moisture loss (). The effect on maximum mixing torque reached during extrusion cooking was also investigated. The barrel temperature is represented by the temperature at compression zone (Zone 2) and temperature at die (Zone 3). The design of expert software (Version 7.1.5 from Stat-Ease, Inc., USA) was applied for experimental design and result analysis. According to the central composite design, 29 runs have been carried out includes five repetitions of centre points. The experimental data for all 29 runs are tabulated in . Analysis of variance (ANOVA) was used to evaluate the significance of models (linear, quadratic, two-factor interaction and cubic) of independent variables effects the responses. The accuracy of models for responses was indicated by evaluating the p-values and R2 values whereby p-values should be less than 0.05 (p < 0.05) and R2 should be more than 60% (R2 > 0.6) respectively.
Table 1. Proximate analysis of raw materials and corn-mango peel extrudates and the calculated specific heat capacity values, Cp
Table 2. Rotatable (k < 6) central composite design obtained from RSM and experimental data of the responses of extruded product for the required runs
Extrusion cooking
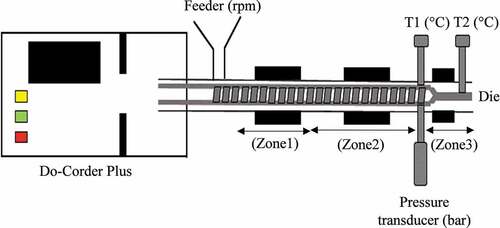
Extrusion cooking was carried out using a laboratory scale single screw extruder (Do-Coder Plus, Brabender 19/20 DN, Brabender® GmbH & Co. KG, Duisburg, Germany) with barrel diameter (D), 19 mm, barrel length (L) and a screw of 4:1 compression ratio. A 5 mm diameter circular die was placed at the exit of the extruder. The prepared sample was fed into the feeder of the extruder at a constant speed of 20 rpm. The temperatures at compression zone (Zone 2) and die (Zone 3) are as shown in , were simultaneously changed from 75 to 175°C and screw speed range between 76 and 100 rpm, based on the 29 runs generated using RSM (). The temperature at entering zone (Zone 1) was fixed at 100°C throughout the extrusion process. After extrusion cooking was completed, the extrudates were cut into a length of 5 cm, packed in a polyethylene bag and kept in airtight container for further analysis.
Figure 1. Schematic diagram of a single screw food extruder, Model: Do-Coder Plus, Brabender 19/20 DN, Brabender® GmbH & Co. KG, Duisburg, Germany
Post-drying of extrudate
The extrudates produced at optimum extrusion condition were further dried in a hot air oven (Memmert, Germany) at the temperature of 105°C for 2 hours until it reached 1.5% moisture content.
Linear expansion, LE
Linear expansion of the extrudate was calculated by dividing the diameter of extrudate by the diameter of the extruder’s die. The diameter values were measured using a digital caliper (Mitutoyo Digital Calliper, Japan). Five measurements were taken to obtain an average value of extrudate’s linear expansion (LE).
Hardness
Texture analyzer (Stable Micro System, TA.XT plus, United Kingdom) was used to test the hardness of snack food. The snack food was placed on a heavy-duty platform and cut using the Warner-Bratzler stainless steel shear probe (shear angle 60°, probe thickness: 1.00 mm) at a pre-test and a test speed of 1.5 mm/sec, followed by a post-test speed of 10 mm/sec, respectively.[Citation9] The hardness of extrudate was taken from the maximum force to cut the extruded product in Newton (N). Data reported was the average value of 5 measurements.
Proximate composition of raw ingredients and corn-mango peel extrudates
The crude protein (Kjeldahl digestion and distillation), crude fat (Soxhlet distillation), moisture content and ash content of corn grits, mango peel powder, and extrudates were analyzed according to AOAC (Citation1995) methods.[Citation21,Citation22] The available carbohydrates were calculated by difference using EquationEquation (2)(2)
(2) . The data obtained from proximate composition analysis was further used to calculate the specific heat capacity, Cp using the Heldman 1975 (EquationEquation (3)
(3)
(3) ).[Citation23] Calculated values for chemical compositions and Cp were tabulated in respectively. The extrudate was labeled differently according to their composition and extrusion condition from run 1 to 30 including the optimum extrusion condition. The tabulated values are the mean of triplicate samples.
Moisture loss
Moisture loss of the extrudates was calculated using a specific energy balance equation which represented moisture loss at the discharge die. The calculated Cp values as tabulated in were further applied to the moisture loss (EquationEquation (4)(4)
(4) ).
where M1 is the moisture of feed material, ∆Hfg is the latent heat of vaporization at atmospheric pressure, and M2 is the calculated moisture loss in percentage. Referring to Yunus and Michael[Citation24] the interpolated latent heat of vaporization values are 2625.45, 2675.80, 2726.15, 2764.42, 2776.5 and 2826.00 kJ/kg for the temperature of 75, 100, 125, 144, 150 and 175°C respectively.
Moisture loss of the extrudates was also calculated by taking the difference between a feed moisture content and the extrudate moisture content (extrudate’s moisture loss at the extruder’s exit) divided by the feed moisture content, and the equation is expressed as follows:
Maximum mixing torque
Maximum mixing torque was determined from the graph of torque against time obtained from the software Brabender® measuring program (Version 4.4.0. from Brabender® GmbH & Co. KG, Germany). Maximum mixing torque represented by the peak value of torque (Nm) achieved after loading the feed material into the extruder.
Results and discussion
Effect of extrusion process variables on the linear expansion of corn-mango peel extrudates
Extrusion process variables and extruder-related variables may influence the linear expansion significantly because they control the nature and extent of physical and chemical alterations occurred during extrusion. According to the ANOVA data tabulated in , it was observed that the linear expansion of corn-mango peel extrudate was significantly (p < 0.05) affected by the extrusion process variables, specifically, screw speed and feed moisture, and also mango peel powder addition. The barrel temperature did not significantly affect the linear expansion in this study which was similarly reported by Dehghan-Shoar and coworkers.[Citation25] The proposed quadratic model for linear expansion has a relatively good correlation to experimental data (R2 = 0.8293), significant at (p < 0.05).
Table 3. Analysis of variance (ANOVA) of linear, quadratic and interaction terms and coefficients for the physical properties of corn-mango peel extrudates
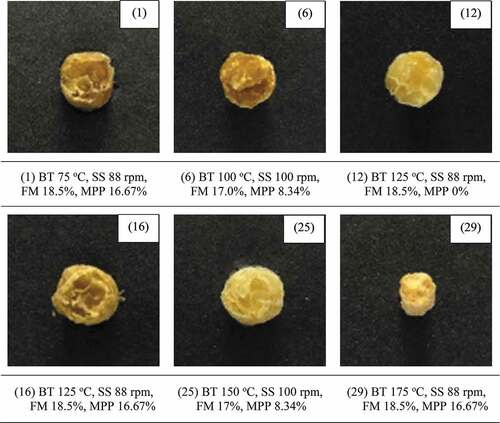
shows that linear expansion of the extrudate increased as barrel temperature and screw speed increased. The highest linear expansion (2.70) achieved at extrusion condition of 150°C, 100 rpm while the lowest linear expansion (1.18) achieved at 100°C, 76 rpm (). Formation of a starch matrix that entrapped water vapour caused expansion of the extrudate. At higher barrel temperature, the formation of vapour pressure in the barrel was expected to increase, thus increasing the degree of gelatinization of starch.[Citation26] Water vapour entrapped in the starch matrix formed bubbles. As barrel temperature increased, more moisture was trapped and increased the viscosity of the mixture during extrusion. Shearing the mixture at the very viscous condition with high screw speed made the mixture left the exit at die in a high-pressure condition, thus enhanced the expanding of the extrudate. The more water vapour entrapped in the starch matrix, the more water vapour was flash-off at the exit die. The pressure and temperature after die discharge were expected to be lower than in the extruder (atmospheric pressure) causing the extrudate to expand immediately once it exits the die. A similar trend of increasing linear expansion with increasing barrel temperature and screw speed has been reported.[Citation8,Citation27] On the other hand, at the temperature above 175°C, the linear expansion decreased to 1.38. The cross-section view of selected extrudates showing the significant effects of the extrusion process variables on the linear expansion as displayed in . This was observed due to the degradation of starch which inhibits bubble growth and weakens the structure.[Citation28–Citation30] The maximum expanding temperature was influenced by the type of raw material used, ingredient formulations and different types of extruders.[Citation31] Different optimum temperatures were reported in studies extruding barley with tomato pomace[Citation11] and a mixture of rice, wheat and corn grits with tomato lycopene.[Citation25]
Figure 2. Effect of barrel temperature (°C) and screw speed (rpm) on the linear expansion of corn-mango peel extrudates
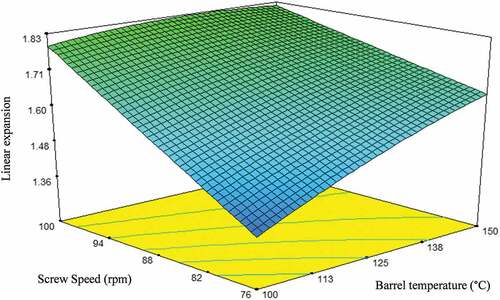
Figure 3. Cross section view of the corn-mango peel extrudates with different barrel temperature, screw speed, feed moisture and mango peel powder content
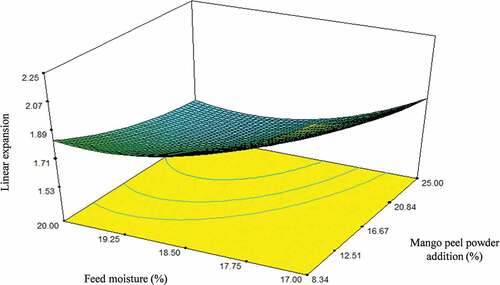
The effects of feed moisture and mango peel powder addition on linear expansion are illustrated in . The extrudates yield linear expansion values between 1.18 and 2.70 as compared to control extrudate (100% corn grit without mango peel powder) which produce 2.08 (). The highest linear expansion (2.70) was observed at 8.34% MPP addition and 17% of feed moisture, whereas the lowest linear expansion (1.18) was observed at 25% MPP addition and 20% feed moisture. As shown in , the linear expansion decreased with increasing feed moisture content from 15.50% to 18.50% (wb). High moisture of feed material cooked at lower barrel temperature was expected to produce less expanded and hardened extrudate when cooled. Conversely, too low moisture content may cause too viscous condition inside the barrel and blockage at the end of the die exit. Low expansion of extrudate at high moisture content had probably resulted from a lesser degree of gelatinization of starch. High moisture condition reduced the friction between the feed material and the screw or barrel internal wall when shearing. Therefore, the linear expansion of extrudate reduced. The expansion of extrudate decreased when mango peel added was increased up to 33.33% (). From , the linear expansion started to decrease when the addition of mango peel powder exceeded 8.34% (wb). This showed that the addition of mango peel powder restricted the expansion of extrudate. Similarly to this investigation, other related studies found that the addition of fruit waste into extrudate also resulted in low extrudate expansion.[Citation10,Citation11,Citation32–Citation35] The decrease in linear expansion could be because of a high percentage of protein, fat and fiber in the feed ingredients which increased in interaction and retarded the expansion at the die exit.[Citation36,Citation37] Besides, Potter et al.[Citation38] experienced a reduction in the expansion when adding fruits powder which was probably because of competition for moisture that occurred between fruit powders and starch, thus affecting the degree of gelatinization. On the other hand, an opposite trend was observed with increasing level of peach processing by-products and banana flour blend with rice flour and corn grits.[Citation9,Citation39]
Figure 4. Effect of mango peel powder addition (%) and feed moisture (%) on the linear expansion of corn-mango peel extrudates
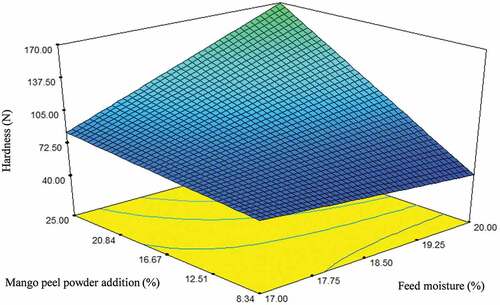
Effect of extrusion process variables on the hardness of corn-mango peel extrudates
The acceptance of extrudate depends on the texture itself which usually described by their hardness or crispiness. Hardness can be defined as the maximum force to penetrate the extrudate.[Citation40] The effects of extrusion process variables on the extrudate hardness are presented in and . The surface plot in illustrates that increasing barrel temperature significantly (p < 0.05) decreased the hardness. However, there is no significant effect of screw speed on the hardness of the extrudates. shows that the interaction between feed moisture and mango peel powder addition (X3 X4) significantly (p < 0.05) () increased the hardness. The regression model fitted to the experimental data obtained for hardness showed a higher coefficient of determination (R2 = 0.8536). The hardness of corn-mango peel extrudates are varied between 34.55 N and 379.83 N. Reduction in barrel temperature increased the extrudate hardness with a maximum hardness value of 379.83 N at 100°C, 76 rpm screw speed, 20.00% feed moisture, and 25.00% of mango peel powder. This has resulted in the less expanded extrudates with a harder texture and compact product. Furthermore, the addition of mango peel powder at a higher content level was observed to increase the hardness of extrudate. Mango peel powder probably tends to absorb and retain water during the extrusion. Increased moisture content (p < 0.05) increased hardness significantly. This could be due to a lower rate of starch degradation at high moisture content.[Citation34] Similar trends reported decreased in hardness value have been observed while extruding yam flour with corn and rice grits and blue corn with cornstarch.[Citation31,Citation34] Opposite trend was reported by Chinellato et al.[Citation41] where the hardness of extrudate decreased with the addition of 2 % and 5% of hibiscus powder. This trend was found to be contrary to this investigation, may be due to a lower range of additional ingredients substituted.
Figure 5. Effect of barrel temperature (°C) and screw speed (rpm) on the hardness of corn-mango peel extrudates
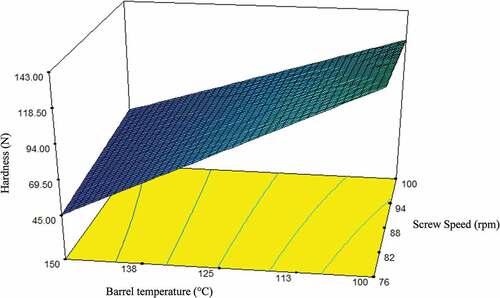
Figure 6. Effect of mango peel powder addition (%) and feed moisture (%) on the hardness of corn-mango peel extrudates
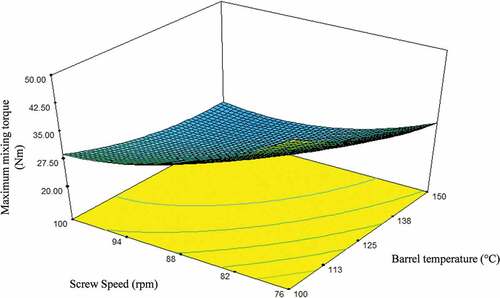
Effect of extrusion process variables on maximum mixing torque
The response surface plot () shows the effect of barrel temperature and screw speed on the maximum mixing torque achieved during extrusion. The model developed for predicting the maximum mixing torque explained 81.44% of the data variability. It shows that maximum mixing torque was significantly affected by the barrel temperature (p < 0.05), screw speed (p < 0.05) and mango peel powder addition (p < 0.05). However, there is no significant effect on the interaction between the extrusion process variables. The highest maximum mixing torque value (67.4 Nm) is determined at a lower barrel temperature of 125°C whereas the lowest value is 10.3 Nm at 175°C (). High barrel temperature reduced the force required by the extruder to produce corn-mango peel extrudate. A higher degree of transformation occurred at a higher temperature, which caused a decrease in the viscosity of material inside the barrel. As screw speed increased, mass flow rate inside the barrel increased.[Citation42] This condition was expected because the drag flow during extrusion was supposedly directly proportional to screw speed.[Citation43] Chevanan et al.[Citation42] also had reported that apparent viscosity decreased when screw speed increased. The decreasing of apparent viscosity representing material inside the barrel exhibited shear thinning behaviour. shows that the measured torque value decreased as the screw speed increased. However, in the condition of lower screw speed, torque value increased that caused the flow rate of material to decrease. Omeire and coworkers[Citation44] found a similar trend of torque during cooking extrusion of cassava flour. Increased screw speed resulted in a lower torque value. They reported the lowest torque value obtained was 15.6 Nm. This was due to a broader range of screw speed used (109 rpm–190 rpm). A lower torque requirement provides less energy consumption for the drive motor to turn the screw during extrusion. Although the torque value in this study was much higher compared to the production of the extrudate from cassava flour, an extrusion at optimum barrel temperature and screw speed at a lower range were also expected to contribute in lower energy consumption.
Figure 7. Effect of barrel temperature (°C) and screw speed (rpm) on maximum mixing torque
The significant effect of mango peel powder addition was illustrated in . Increasing the percentage (0 to 25%) of mango peel powder addition during extrusion cooking creates a lubricating effect inside the extruder. This effect can be observed at the extrusion temperature of 125°C, where the maximum extrusion mixing torque of feed sample without mango peel powder is higher compared to the feed sample contained 25% mango peel powder (). The torque values of extrusion cooking were found varies depending on the types of ingredient used. This is due to the variations in the chemical compositions (ash, moisture content, fat, protein, and carbohydrate) and rheological properties of the ingredients.[Citation25,Citation38,Citation45] However, adding mango peel powder at a higher percentage (33.33%) had increased the maximum mixing torque value ().
Figure 8. Effect of mango peel powder addition (%) and feed moisture (%) on maximum mixing torque
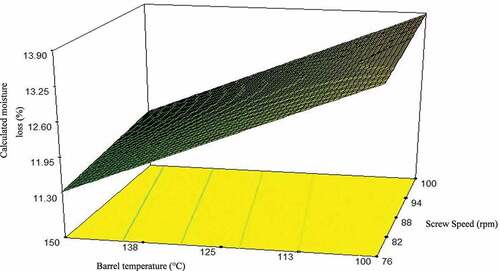
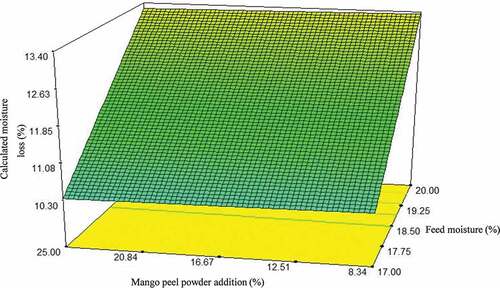
Effect of extrusion process variables on moisture loss of corn-mango peel extrudates
Moisture loss phenomenon is suitably described by the moisture flashed off from the extrudate at the exit of the die. The R2 value from the models developed in predicting the moisture loss explained 88.32% of data variability. and are the surface response plot, shows the effect of barrel temperature, screw speed, feed moisture and mango peel powder addition on the moisture loss of the extrudate. The moisture loss was significantly affected by the linear parameter of barrel temperature and feed moisture (p < 0.05) (). The moisture loss of extrudates was decreased when barrel temperature increased but increased when feed moisture increased. An energy balance was calculated around the die discharge to estimate the loss of moisture in the extrudates caused by the flashing off steam as the pressure dropped to ambient pressure.[Citation43] Moisture loss was calculated using EquationEquation (4)(4)
(4) with the Cp values also were calculated using EquationEquation (3)
(3)
(3) and data from proximate analysis. The proximate composition of the extrudates is tabulated in . From , the highest percentage of moisture loss (15.38%) was recorded at the barrel temperature of 75°C, while the lowest value (7.96%) was recorded at the temperature of 125°C. At lower barrel temperature, the vapour pressure inside the barrel is lower. Therefore, the water entrapped in the starch matrix would be less. When the sample reached the die exit, the excess moisture flashed off to the atmosphere which this phenomenon was unlikely to occur when extrusion conducted at high barrel temperature. But at a condition of higher temperature and low moisture content (such as 125°C barrel temperature and 15.5% feed moisture), the moisture of the feed material was expected to lose along the extrusion flow before it exits the die, causing a decrease in moisture loss compared to lower temperature.
Figure 9. Effect of barrel temperature (°C) and screw speed (rpm) on moisture loss of corn-mango peel extrudates
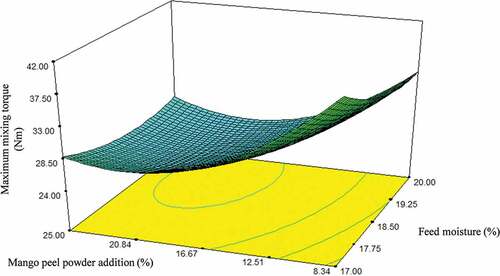
Figure 10. Effect of mango peel powder addition (%) and feed moisture (%) on moisture loss of corn-mango peel extrudates
Optimization and models validation
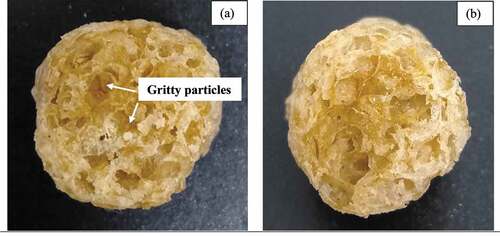
Numerical optimization method was applied to generate the optimum extrusion condition for the production of expanded corn-mango peel extrudates with acceptable hardness value. Desired goals were assigned for all independent variables and responses. The optimum extrusion condition was generated after the barrel temperature, screw speed, feed moisture and mango peel powder were set in range. As for the responses, linear expansion was maximized whereas the hardness and maximum mixing torque were minimized, and the moisture loss was set in range. From the numerical analysis, an optimum extrusion condition with predicted values of responses at the highest desirability value of 0.747 was obtained and tabulated in . Extrusion cooking was conducted according to the optimum extrusion condition to validate the models. The extrudates produced from the optimum extrusion condition were analysed, and the responses showed 2.06 maximum linear expansion, 64.88 N hardness, 23.6 Nm maximum mixing torque and 10.42% calculated moisture loss (). For snack products, it is desirable to have a higher expansion and lower hardness values, but it is not always necessary. It was reported in one previous study that some commercial snack products have much higher hardness values between 150 N to below 200 N. Interestingly, the study also reported that hard snacks made with hulls and milled seed flour were accepted as desirable by the sensory panellists in the sensory analysis when compared to the commercial snacks in regards to the products’ texture.[Citation46] Nonetheless, further investigation on the texture of the optimised extrudate was done. As shown in , a cross section view of the optimized extrudate displayed observable grittiness in the extrudate texture, which possibly influenced the hardness of the product. Thus, a post-drying process was subjected to the optimized extrudate with an attempt to eliminate this issue and consequently further improved the product’s texture.
Table 4. Generated optimum condition and predicted response values of corn-mango peel extrudates on highest desirability function
Figure 11. Cross section view of corn-mango peel extrudates produced at optimum condition: (a) non post-dried extrudate (b) post-dried extrudate
Effect of post-drying technique on extrudate properties
A drying step was applied to the optimized extrudates with aimed to impart the desired texture (such as crispier) by eliminating the grittiness observed in the extrudate and further reducing the final moisture content. In the current study, the extrudates underwent a post-drying step in a hot air oven at 105°C temperature for 2 hours to achieve a desired low moisture of 1.5%. The linear expansion and hardness of the post-dried extrudates were measured to investigate the impact of the post-drying technique. The properties of non post-dried and post-dried extrudates were tabulated in and then compared. There was no differences in term of expansion ratio of the extrudates between non post-drying and post-drying, but the texture of the post-dried extrudate yielded a significant difference which is less hard and crunchier. The hardness of the extrudate reduced from 64.88 N to 27.03 N. This has marked a reduction of more than 50% of its original hardness value. During the post-drying process, the moisture content in the extrudate was further reduced thus, eliminated the grittiness and yielded crispier texture (as experienced with crispy sound and easy broken). As displayed in , there is no observable gritty particle in post-dried extrudate as compared with non post-dried ones (). The use of coarse grits can be undesirable, especially when using a single extruder as they tend to segregate in the feeding system and the inlet region of the extruder barrel.[Citation47] The moisture content of the extrudate recorded about 7% reduction of its initial weight after the post-drying process. There was no difference between the linear expansion of non post-dried and post-dried extrudates which demonstrated that their linear expansion was not affected by the post-drying technique.
Table 5. Properties of non post-dry and post-dried extrudate
Conclusion
In conclusion, this work demonstrated the production of corn-mango peel extrudate via cooking extrusion. The extrusion process variables namely barrel temperature, screw speed, feed moisture and mango peel powder addition gave significant effects on the extrudate properties. Increased barrel temperature and screw speed increased the linear expansion but decreased the hardness of extrudate. At higher feed moisture and mango peel powder addition, the extrudate was hardened and not expanded. Besides, the maximum mixing torque was found significantly affected by a negative linear relationship between barrel temperature and screw speed. The moisture loss of extrudate at the die exit was observed with no significant difference between all extrusion conditions. The best combination of extrusion process variables to produce expanded corn-mango peel extrudates with minimized maxing mixing torque was achieved at 144°C of barrel temperature, 100 rpm, 17% feed moisture, and 17.09% mango peel powder. Even though the extrudate’s linear expansion was not the highest within the extrusion range, but a good texture (i.e. no grittiness and yet crispier) was produced when post-drying was applied to the extrudate at 105°C for 2 hours. A sensory study is essential to be carried out in the future to evaluate the consumer acceptance of the optimized expanded and yet relative crispy mango peel containing corn‐based products.
Acknowledgments
The authors gratefully acknowledge the financial support given by the Putra Graduate Initiative Grant (GP-IPS) under vote number 9498600, Universiti Putra Malaysia (UPM). Mazween Mohamad Mazlan would also like to thanks the UPM for providing her financial assistance under the Graduate Research Fellowship (GRF) programme.
Additional information
Funding
References
- Ravani, A.; Joshi, D. C. Mango and It’s by Product Utilization-A Review. Trends Post Harvest Technol. 2013, 1(1), 55–67.
- Gerg, N. Composting of Mango Peel. Central Institute for Subtropical Horticulture, 2016; 1–3.
- Sanon, H.; Kanwe, A. Valorisation of Mango Peels and Seed Kernels in Animal Feeding: Nutritive Value and Voluntary Feed Intake by Sheep. Adv. Animal Biosci., 2010, 1(2), 445–446.
- Orayaga, K. T.; Oluremi, O. I. A.; Tuleun, C. D.; Carew, S. N. Utilization of Composite Mango (Mangifera Indica) Fruit Reject Meal in Starter Broiler Chicks Feeding. J. Exp. Agric. Int. 2017, 17(2), 1–9. DOI: 10.9734/JEAI.
- Jahurul, M.; Zaidul, I.; Ghafoor, K.; Al-Juhaimi, F. Y.; Nyam, K.; Norulaini, N.; Mohd Omar, A. Mango (Mangifera Indica L.) By-Products and Their Valuable Components: A Review. Food Chem. 2015, 183, 173–180. DOI: 10.1016/j.foodchem.2015.03.046.
- Ajila, C. M.; Aalami, M.; Leelavathi, K.; Prasada Rao, U. J. S. Mango Peel Powder: A Potential Source of Antioxidant and Dietary Fiber in Macaroni Preparations. Innovative Food Sci. Emerg. Technol. 2010, 11(1), 219–224. DOI: 10.1016/j.ifset.2009.10.004.
- Aziz, N. A. A.; Wong, L. M.; Bhat, R.; Cheng, L. H. Evaluation of Processed Green and Ripe Mango Peel and Pulp Flours (Mangifera Indica Var Chokanan) in Term of Chemical Composition, Antioxidant Compounds and Functional Properties. J. Sci. Food Agric. 2012, 92, 557–563. DOI: 10.1002/jsfa.4606.
- Korkerd, S.; Wanlapa, S.; Puttanlek, C.; Uttapap, D.; Expansion, R. V. Functional Properties of Extruded Snacks Enriched with Nutrition Sources from Food Processing By-Product. J. Food Sci. Technol. 2015, 53(1), 561–570. DOI: 10.1007/s13197-015-2039-1.
- Sarkar, P.; Choudhury, G. S. Peach Pomace Processing Using Twin Screw Extrusion. J. Microbiol. Biotechnol. Food Sci. 2014, 3(4), 279–285.
- Yagci, S.; Göguş, F. Development of Extruded Snack from Food By-Products: A Response Surface Analysis. J. Food Process Eng. 2009, 32(4), 565–586. DOI: 10.1111/j.1745-4530.2007.00232.x.
- Altan, A.; Mccarthy, K. L.; Maskan, M. Evaluation of Snack Foods from Barley Tomato Pomace Blends by Extrusion Processing. J. Food Eng. 2008, 84(2), 231–242. DOI: 10.1016/j.jfoodeng.2007.05.014.
- Moscicki, L.; Mitrus, M.; Wojtowicz, A.; Oniszczuk, T.; Rejak, A. Extrusion-Cooking of Starch. In Advances in Agrophysical Research; Grundas, S., Stepniewski, A., InTech, Rijeka, 2013; pp 328–346.
- Fletcher, S.; Richmond, P.; Smith, A. An Experimental Study of Twin-Screw Extrusion-Cooking of Maize Grits. J. Food Eng. 1985, 4(4), 291–312. DOI: 10.1016/0260-8774(85)90009-3.
- De Mesa, N. J.; Alavi, S.; Singh, N.; Shi, V.; Dogan, H.; Sang, Y. Soy Protein-Fortified Expanded Extrudates: Baseline Study Using Normal Corn Starch. J. Food Eng. 2009, 90, 262. DOI: 10.1016/j.jfoodeng.2008.06.032.
- Filli, K. B.; Nkama, I.; Jideani, V. A.; Ibok, I. U.; Parameters, S. Product Properties Responses during Extrusion of Fura from Millet-Soybean Mixtures. Niger. Food J. 2012, 30(1), 82–100. DOI: 10.1016/S0189-7241(15)30017-5.
- Yagci, S.; Göguş, F. Selected Physical Properties of Expanded Extrudates from the Blends of Hazelnut Flour-Durum Clear Flour-Rice. Int. J. Food Prop. 2009, 12, 405–413. DOI: 10.1080/10942910701823247.
- Rhee, K. S.; Kim, E. S.; Kim, B. K.; Jung, B. M.; Rhee, K. C. Extrusion of Minced Catfish with Corn and Defatted Soy Flours for Snack Foods. J. Food Process. Preserv. 2004, 28, 288–301. DOI: 10.1111/jfpp.2004.28.issue-4.
- Singha, P.; Muthukumarappan, K. Effects of Processing Conditions on the System Parameters during Single Screw Extrusion of Blend Containing Apple Pomace. J. Food Process Eng. 2016, 40(4), 1–11.
- Ryu, G. H.; Walker, C. E. The Effects of Extrusion Conditions on the Physical Properties of Wheat Flour Extrudates. Starch/Starke. 1995, 47, 33–36. DOI: 10.1002/star.19950470109.
- Wang, Y. Y.; Ryu, G. H. Physical Properties of Extruded Corn Grits with Corn Fibre by CO2 Injection Extrusion. J. Food Eng. 2012, 116, 14–20. DOI: 10.1016/j.jfoodeng.2012.10.041.
- Association of Analytical Chemists (AOAC). Official Method of Analysis, Association of Official Analytical Chemists; Washington D.C., USA, 1995.
- Morsy, N. E.; Rayan, A. M.; Youssef, K. M.; Properties, P. C.; Activity, A. Phytochemicals and Sensory Evaluation of Rice-Based Extrudates Containing Dried Corchorus Olitorius L. Leaves. J. Food Process Technol. 2015, 6(1), 408.
- Sahin, S.; Sumnu, S. G. Physical Properties of Foods; Springer Science+Business Media, LLC: New York, 2006.
- Yunus, A. C.; Michael, A. B. Thermodynamics: An Engineering Approach, 8th ed.; McGraw-Hill Education: New York, 2015.
- Deghan-Shoar, Z.; Hardacre, A. K.; Brennan, C. S. The Physico-Chemical Characteristics of Extruded Snack Enriched with Tomato Lycopene. Food Chem. 2010, 123, 1117. DOI: 10.1016/j.foodchem.2010.05.071.
- van Lengerich, B.;. Influence of Extrusion Processing on In-Line Rheological Behaviour, Structure and Function of Wheat Starch. Dough Rheology and Baked Product Texture. In Dough Rheology and Baked Product Texture; Faridi, H., Faubion, J. M., Eds.; Boston, MA: Springer, 1990; pp 421–472.
- Oke, M. O.; Awonorin, S. O.; Sanni, L. O.; Asiedu, R.; Aiyedun, P. O. Effect of Extrusion Variables on Extrudates Properties of Water Yam Flour-A Response Surface Analysis. J. Food Process. Preserv. 2013, 37, 456–473. DOI: 10.1111/j.1745-4549.2011.00661.x.
- Mendonca, S.; Grossmann, M. V. E.; Verhe, R. Corn Bran as a Fibre Source in Expanded Snacks. Lebensmitted-Wissenchaft Unterchung-Technol. 2000, 33, 2–8. DOI: 10.1006/fstl.1999.0601.
- Atienzo-Lazos, M.; Delgado, E.; Ochoa-Martinez, A.; Aguilar-Palazuelos, E.; Martinez, B. F.; Ramirez-Wong, B.; Gallegos-Infante, A.; Medrano-Roldan, H.; Solis-Soto, A. Effect of Moisture and Temperature on the Functional Properties of Composite Flour Extrudates from Beans (Phaseolus Vulgaris) and Nixtamalized Corn (Zea Mays). J. Animal Prod. Adv. 2011, 2011(1), 9–20.
- Bisharat, G. I.; Oikonomopoulou, V. P.; Panagiotou, N. M.; Krokida, M. K.; Maroulis, Z. B. Effect of Extrusion Conditions on the Structural Properties of Corn Extrudates Enriched with Dehydrated Vegetables. Food Res. Int. 2013, 53, 1–14. DOI: 10.1016/j.foodres.2013.03.043.
- Camacho-Hernandez, I. L.; Zazueta-Morales, J. J.; Gallegos-Infante, J. A.; Agular-Palazuelos, E.; Rocha-Guzman, N. E.; Navarro-Cortez, R. O.; Jacobo-Valenzuela, N.; Gomez-Aldapa, C. A. Effect of Extrusion Conditions on Physicochemical Characteristics and Anthocyanin Content of Blue Corn Third-Generation Snacks. CyTA-J. Food. 2014, 12, 320–330. DOI: 10.1080/19476337.2013.861517.
- Alam, M. S.; Pathania, S.; Sharma, A. Optimization of the Extrusion Process for Development of High Fibre Soybean-Rice-Ready-to-Eat Snacks Using Carrot Pomace and Cauliflower Trimmings. LWT Food Sci. Technol. 2016, 74, 135–144. DOI: 10.1016/j.lwt.2016.07.031.
- Obradovic, V.; Babic, J.; Subaric, D.; Jozinovic, A.; Ackar, D. Physico-Chemical Properties of Corn Extrudates Enriched with Tomato Powder and Ascorbic Acid. Chem. Biochem. Eng. Q. 2015, 29(3), 325–342. DOI: 10.15255/CABEQ.2014.2159.
- Seth, D.; Badwaik, L. S.; Ganapathy, V. Effect of Feed Composition, Moisture Content and Extrusion Temperature on Extrudate Characteristics of Yam-Corn-Rice Based Snack Food. J. Food Sci. Technol. 2015, 52(3). 1830–1838
- Coutinho, L. S.; Batista, J. E. R.; Caliari, M.; Soares Junior, M. S. Optimization of Extrusion Variables for the Production of Snacks from By-Products of Rice and Soybean. Food Sci. Technol. 2013, 33(4), 705–712. DOI: 10.1590/S0101-20612013000400016.
- Rampersad, R.; Badrie, N.; Physicochemical, C. E. Sensory Characteristics of Flavoured Snacks from Extruded Cassava/Pegion Pea Flour. J. Food Sci. 2003, 68, 363–367. DOI: 10.1111/j.1365-2621.2003.tb14166.x.
- Giannini, A. N.; Krokida, M. K.; Bisharat, G. I. Structural Properties of Corn-Based Extrudated Enriched with Plant Fibers. Int. J. Food Prop. 2013, 16(3), 667–683. DOI: 10.1080/10942912.2011.565536.
- Potter, R.; Stojceska, V.; Plunkett, A. The Use of Fruit Powders in Extruded Snack Suitable for Children’s Diet. Food Sci. Technol. 2013, 51, 537–544.
- Kaur, A.; Kaur, S.; Singh, M.; Singh, N.; Shevkani, K.; Singh, B. Effect of Banana Flour, Screw Speed and Temperature on Extrusion Behaviour of Corn Extrudates. J. Food Sci. Technol. 2015, 52(7), 4276–4285. DOI: 10.1007/s13197-014-1524-2.
- Ding, Q. B.; Ainsworth, P.; Plunkett, A.; Tucker, G.; Marson, H. The Effect of Extrusion Conditions on the Functional and Physical Properties of Wheat-Based Expanded Snacks. J. Food Eng. 2006, 73, 142–148. DOI: 10.1016/j.jfoodeng.2005.01.013.
- Chinellato, M. M.; Conegero, J.; Marques, D. R.; Oliveira, D. M.; Clemente, E.; Monteiro, A. R. G. Physical-Chemical and Sensory Quality of Cassava Extruded Snack Added with Hibiscus Sabdariffa L. Chem. Eng. Trans. 2016, 49, 403–408.
- Chevanan, N.; Rosentrater, K. A.; Muthukumarappan, K. Effects of Processing Conditions on Single Screw Extrusion of Feed Ingredients Containing DDGS. Food Bioprocess Technol. 2010, 3, 111–120. DOI: 10.1007/s11947-008-0065-y.
- Harper, J. M.; Extrusion of Food: Volume 1. CRC Press, Inc; CRC Press: Boca Raton, 1981.
- Omeire, G. C.; Iwe, M. O.; Akobundu, E. N. Effect of Extrusion Cooking Variables on the Torque and Specific Mechanical Energy of A Single Screw Extruder. Br. J. Appl. Sci. Technol. 2014, 4(19), 2772–2783. DOI: 10.9734/BJAST/2014/8500.
- Vera-Sorroche, J.; Kelly, A.; Brown, E.; Coates, P.; Karnachi, N.; Harkin-Jones, E.; Li, K.; Deng, J. Thermal Optimisation of Polymer Extrusion Using In-Process Monitoring Techniques. Appl. Therm. Eng. 2013, 53(2), 405–413. DOI: 10.1016/j.applthermaleng.2012.04.013.
- Smith, J.; Hardacre, A. Development of an Extruded Snack Product from the Legume Vicia Faba Minor. Procedia Food Sci. 2011, 1, 1573–1580. DOI: 10.1016/j.profoo.2011.09.233.
- Riaz, M. N.;. Extruders in Food Applications; Boca Raton: CRC Press, 2000.