
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Novel formulations of passion fruit shell flour and rice blends were processed on a single-screw extruder, into value-added extrudates. The effects of extrusion processing variables of die temperature, feed moisture, and passion fruit shell flour content on the sectional expansion (SEI), longitudinal expansion (LEI), water absorption (WAI), and water solubility (WSI) indices of the extrudates were evaluated using a central composite design. The processing variables caused a marked effect on all the independent variables studied (SEI, LEI, WAI, and WSI). Passion fruit shell flour used in this study contained 56.76% of crude fiber. Additionally, the microstructural view of the cross-sectional areas, internal structure and surface appearance of extrudates containing 0–15% passion fruit shell flour in their formulation revealed that the addition of passion fruit shell flour led to a decrease in expansion and cell size, increase in thickness of air cell wall and rough surface appearance. This study demonstrated the usefulness of developing extruded rich in fiber from rice and passion fruit shell flour.
RESUMEN
En este estudio se formularon novedosas mezclas de harina a partir de la cáscara de maracuyá y de arroz. Empleando un extrusor de tornillo único, dichas mezclas se transformaron en piezas extruidas con valor agregado. Utilizando un diseño central compuesto se evaluaron los efectos de las variables propias de la extrusión —temperatura del troquel, humedad del material alimentado y contenido de la cáscara de maracuyá— en la expansión seccional (SEI), la expansión longitudinal (LEI), la absorción de agua (WAI) y los índice de hidrosolubilidad (WSI) de las piezas extruidas. Se constató que las variables vinculadas con el procesamiento incidieron de manera marcada en todas las variables independientes estudiadas (SEI, LEI, WAI y WSI). Las cáscaras de maracuyá utilizadas en este estudio contaban con 56.76% de fibra cruda. Además, la imagen microestructural de las áreas transversales, las estructuras internas y la apariencia superficial del material extruido con un contenido de 0-15% de la cáscara de maracuyá en su formulación da cuenta de que la adición de la cáscara de maracuyá produjo la disminución de la expansión y el tamaño de las células, aumentó el grosor de la pared de las células de aire y les dio mayor apariencia de tener superficie áspera. El presente estudio demostró la utilidad que conlleva desarrollar materiales extruidos ricos en fibras obtenidas del arroz y de la cáscara de maracuyá.
1. Introduction
New nutritional products made from nontraditional food ingredients deserve attention by food companies and the public, due to their potential to fight hunger and malnutrition in poor countries. Research institutions have dedicated significant resources to study new foods using nonconventional raw materials and agricultural by-products. These new foods should have desirable organoleptic characteristics and high concentration of nutritional components such as protein, minerals and dietary fiber, to be used in low-cost food products with good acceptability by consumers. The task for obtaining all these desirable qualities in a finished food product made from underutilized food by-products remains a challenge, as scientist and engineers face multiple obstacles in developing new processing technologies and/or determine proper processing parameters to achieve the production of such quality products for consumers, from those ingredients.
In the food industry, after the processing of fruit juices or juice concentrates, the pulps, peel/shell, and seeds are usually discarded. These by-products or fruit residues can be utilized as raw materials and/or food ingredients that could be both environmentally friendly and a source of food value in people’s diet (Berrios, Citation2006).
The passion fruit peels/shells are generally discarded or used in the production of animal feed or fertilizer (Souza, Ferreira, & Vieira, Citation2008). Also, the albedo (mesocarp), which is the inner part of the shell, is commonly removed before eating. However, these passion fruit by-products could be used in the fabrication of new value-added, low-cost foods and food ingredients suitable for the increasing and profitable market of high protein, high-fiber, and gluten-free products. The development of these types of foods and food ingredients from passion fruit by-products, such as passion fruit shell flour, will help the Brazilian as well as other passion fruit–producing countries’ economy and contribute to the nutritional and health benefit of their population. Additionally, passion fruit by-products are considered an agricultural waste with proven hypoglycemic effect, significant reduction of serum triglyceride and liver fat (Macagnan et al., Citation2015).
Extruder is an efficient and versatile food processing equipment that converts grains and other agricultural products into ready-to-eat products using high-temperature, short-time (HTST) cooking technology. Extrusion processing technology can be skillfully adapted to processing various food products and are being widely used in cereal, pet food production, and had found plentiful applications in dairy, bakery, and confectionary industries. In most instances, the extrudates are at a shelf-stable low moisture level. HTST processing not only minimizes nutrient and flavor losses of the extrudates, but can inactivate the damaging enzyme and achieve significant microbial counts reduction.
Considering the utilization of passion fruit by-products, such as the shell with albedo and the versatility of extrusion processing to develop a novel value-added expanded product, the main objective of this study was to determine the effect of extrusion variables such as temperature, feed moisture addition, and passion fruit shell flour content on main physicochemical properties of the extrudates.
2. Materials and methods
2.1. Materials
Short grain rice (Oryza sativa) was acquired from a local market (Rio de Janeiro, Brazil). The passion fruit (Passiflora edulis f. flavicarpa) shell with albedo, which in this study will be called ‘passion fruit shell flour,’ was provided by EMBRAPA (Rio de Janeiro, Brazil).
First, the passion fruit shells flour were washed, sanitized, and chopped into small pieces. Subsequently, they were dried in a forced-air drier (Model 225, Fabbe-Primar, Sao Paulo, SP, Brazil) at 60°C for 24 h. The dried passion fruit shells flour were milled into flour on a laboratory disc mill (Perten Instruments, Model 3600, Hägersten, Sweden) with most particles ranging between 853 and 1200 μm in size, similar to those of the rice flour.
2.2. Proximate composition of raw materials and particle size
The proximate composition and crude fiber of milled samples of rice and passion fruit shell were determined according to standard methods of analyses of the Association of Official Analytical Chemist (AOAC, Citation2012), in duplicates: moisture content (Method 925.10), total nitrogen (Method 960.52), fat content (Method 920.39), ash content (Method 923.03), crude fiber (Method 962.09), and the carbohydrate content was calculated by difference.
Particle size evaluation was carried out by laser scattering in a Horiba LA-900 particle size analyzer (Horiba, Kyoto, Japan), using the refractive index of 1.47 (for most powder samples) following the Horiba’s general powder protocol. The particle size distributions of 10 repetitions per sample were measured and their values were reported as average.
2.3. Flour blend preparation
Passion fruit shell flour was mixed in proportions ranging from 2% to 19% with rice flour, conforming to the experimental design presented in . To adjust the flour moisture content of the blends to the selected levels of 15%–19%, an appropriate measured amount of water was added. Feed moisture content is an important factor in extrusion cooking as moisture acts as a plasticizer of the material under processing and influences its viscosity. The moisted blends were placed under refrigerated conditions and left to equilibrate overnight, to ensure homogeneity in moisture content in the flour blends before extrusion.
Table 1. Proximate composition (g/100 g) of rice flour and passion fruit shell flour.
Tabla 1. Composición próximac (g/100 g) de harina de arroz y harina de cáscara de maracuyá.
Table 2. Particle size distribution of rice flour and passion fruit shell flour.
Tabla 2. Distribución de los tamaños de partículas de harina de arroz y harina de cáscara de maracuyá.
Table 3. Experimental design with coded and real values for temperature, moisture, passion fruit shell level and results obtained in the experiment for sectional expansion index (SEI), longitudinal expansion index (LEI), volumetric index (VEI), water absorption index (WAI) and water solubility index (WSI).
Tabla 3. Diseño experimental con valores codificados y reales correspondientes a temperatura, humedad, nivel de cáscara de maracuyá y resultados obtenidos en el experimento correspondientes al índice de expansión seccional (SEI), índice de expansión longitudinal (LEI), índice volumétrico (VEI), índice de absorción de agua (WAI) e índice de hidrosolubilidad (WSI).
2.4. Extrusion and processing conditions
Extrusion of the flour blend was performed on a Brabender (Duisburg, Germany) single screw extruder equipped with a circular die 3.0 mm in diameter. The passion fruit shell/rice flour blends were fed into the extruder at a feed rate of 100g/min while the extruder was operated at a screw speed of 160 rpm. The temperatures of the first and second barrel sections were maintained at 60°C and 120°C, respectively, throughout the experiments, while the temperature of the last zone was varied according to the experimental design (). The extrudates were collected for 5 mi, after the extruder processing conditions reached a steady state. After collection, the extrudates were immediately dried at 60°C overnight in a forced-air oven drier (Model 225, Fabbe-Primar, Sao Paulo, SP, Brazil). The final dried samples, containing approximately 5% moisture (dwb), were stored in polyethylene bags at room temperature for further analysis.
2.5. Expansion indices
The sectional expansion index (SEI) and the longitudinal expansion index (LEI) were evaluated by measuring the diameter and length of the extrudates using a digital vernier caliper (Vonder®, Curitiba, Brazil). Triplicate measurements were made in 10 randomly pieces of the extrudates. The SEI was calculated according to Equation (1) and the LEI was calculated according to Equation (2) (Alvarez-Martinez, Kondury, & Harper, Citation1988). Density (ρ) was calculated according to Equation (3) (Fan, Mitchell, & Blanshard, Citation1996).
where D is the extrudate diameter after cooling and D0 is the diameter of the insert hole.
where ρd is the bulk density of the melt, considered to be 1.400 g cm−3 and ρe is the density of the extrudates. The moisture content of the extrudates (Me, wwb) and the moisture content of the melt inside the extruder (Md, wwb) were measured by drying 2 g samples in a forced-air oven drier at 105°C until a contant weight was reached, approximately 1–2 h. An average of three measurements was used in all calculations.
2.6 Extruded flours
The extrudates were coarsely ground using a laboratory disc mill (Perten Instruments, Model 3600, Hägersten, Sweden), followed by a second milling passage on a laboratory hammer mill (Perten Instruments, model 3100, Huddinge, Sweden) fitted with a 0.8 mm screen. Then, the flours were sieved to obtain flours with finer particles size ranging between 106 and 212 µm. These flours were used in all the physical and chemical determinations studied.
2.7. Water absorption index (WAI) and water solubility index (WSI)
The WAI and WSI of samples were evaluated following the methodology described by Anderson, Conway, Pfeifer, and Griffin (Citation1969). Briefly, add 5 ml of deionizer water to test tube contain 1 g of sample, mixing the slurry for 20 s in a vortex mixer, followed by addition of 5 ml of deionozer water to clean up any sample adhered to the test tube’s wall. Then, the solution was kept at 25 ± 0.5°C for 30 min in a water bath (Dubnoff Co., model NT 232, Novatecnica, Piracicaba, Sao Paulo, Brazil) until complete hydration. The hydrated samples were centrifuged in a universal centrifuge (Hettich Instruments, Model 320R, Tittingen, Germany) at 7000 rpm (9961 x g) at 25°C for 15 min.
The supernatant was dried in an air circulating oven (Model WT Binder, Tuttlinger, Germany) at 105°C for 4 h. Then, the total soluble solids were measured. The tube containing the remaining gel was dried and weighed. The WAI and WSI analyses were determined in triplicate and the data obtained was calculated using Equations (4) and (5) (Doǧan & Karwe, Citation2003).
2.8. Microstructural characteristics
The microstructural characterization was analyzed using a benchtop scanning electron microscope (SEM) (Hitachi High-Technologies, Model TM3000, Tokyo, Japan) at 15 kV accelerating voltage and the images were acquired using a software version 02-01.
The extrudates were cut in small pieces with a sharp razor blade for examination of their cross-sectional areas, internal structure, and surface appearance. Prior to mounting, the extrudate samples were dried over CaSO4 in a desiccator overnight. Colloidal graphite cement was applied around the bottom of the extrudates for better conductivity. Approximately 30 nm of gold was coated with the mounted samples using a Technics Hummer V sputter coater. The extrudates were the view under the SEM previously described.
2.9. Statistical analysis
A 32 central composite design was used to study the effects of the interactions of the variables of temperature (140°C, 160°C, 180°C), feed moisture content (16%, 17%, 18%) and passion fruit shell flour content (5%, 10%, 15%) on the parameters of SEI, LEI, WAI, and WSI of the extrudates. In general, 20 experimental runs were attended, each with eight factorial points studied in three levels (−1, 0, + 1); six corner points (two for each variable), using α = 1.68 as rotability, and six central points to meet the statistical design requirements. Actual levels were selected based on preliminary studies and literature data for suitable extrusion cooking conditions. The second order polynomial equation fitted with coded variables was the following:
where Y is the experimental response; β0 is the coefficient for intercept; β1, β2, β3 are linear coefficients; β11, β22, β33 are quadratic coefficients; β12, β13, β23 are the interactive coefficients; X1, X2, and X3 are independent variables (X1 = temperature, X2 = moisture, X3 = passion fruit level); and ξ is the experimental error. The entire model includes linear, quadratic, and cross product terms. The effect of each term and their statistical significance for the response variables were analyzed from the standardized Pareto chart.
3. Results and discussion
3.1. Proximate composition of raw materials and particle size distribution
shows the proximate composition of the selected raw materials. It was determined that the moisture content of the rice flour was 8.54 g/100 g (dwb, same from here on for all reported values), which is similar to the moisture value of 9.06% reported by Kaushal, Kumar, and Sharma (Citation2012) for rice flour. Mendonca (Citation2005) reported moisture values ranges of 10.87–13.10% for rice flour, which are slighly higher than those reported in this study. The rice moisture is an important factor for preserving food quality and is directly influenced by the drying conditioning and the storing processs of the grains.
The ash and crude fiber contents of the rice flour were 1.06% and 1.10%, respectively, which are higher than those reported by Kaushal et al. (Citation2012) of 0.78% and 0.20%. Moreover, the lipid content of the rice flour in the present study was about two times higher than those reported by Kaushal et al. (Citation2012) and Carvalho, Ascheri, and Cal-Vidal (Citation2002) of less than 1%. However, the protein content was lower than those reported by the previous authors.
In general, the moisture, ash, and lipid contents determined in the passion fruit shell flour in this study were similar to those reported by Souza et al. (Citation2008) of 6.09%, 8.66%, 1.75%, respectively. Additionally, the determined crude fiber content of 56.76% was lower than those obtained by López-Vargas, Fernández-López, Pérez-Álvarez, and Viuda-Martos (Citation2013) for passion fruit mesocarp. This high content of fiber in the passion fruit shell flour makes it a potentially suitable food ingredient that could be used to fiber-enrich conventional and ready-to-eat foods.
Due to its high fiber content, passion fruit shells flour could be included in foods to help satisfy the dietary requirement of this valuable nutrient, according to the Brazilian government dietary guidelines. Crude fiber consists largely of cellulose (60–80%) and lignin (4–6%) plus some mineral matter. These fibers are beneficial in treating or preventing constipation, diverticulosis, hemorrhoids, coronary heart diseases, and some type of cancer (Madhu, Krishna, Reddy, Lakshmi, & Kelari, Citation2017).
shows the particle size distribution of the rice and passion fruit shell flours. It was determined that 79.8% of the rice flour particles fall within the range of 175–517 µm, while 82.2% of the passion fruit shell flour particles fall within the higher range of 394–777 µm. Moreover, the major fractions of particles in the rice flour were within 220 µm, while those in the passion fruit shell flour were within 383 µm. These results indictate that the largest percentage of particles in the passion fruit shell flour were greater and wider spread than those present in the rice flour. This could be due to the highest content of fiber in the passion fruit shell flour than in the rice flour (). The particle size and distribution in flours play a critical role in the quality and functional properties of food products. An increase in the expansion was observed by Carvalho, Takeiti, Onwulata, and Podesimo (Citation2010) in rice meal extruded products containing the largest particle sizes in the range of 500–710 μm. Furthermore, Bassinello et al. (Citation2011) using flour with particle sizes in the range of 710–1000 μm acquire the extruded product with large cell structures and crunchy textures.
3.2 Expansion indices
Expansion is one of the most essential physical characteristics of puffed snack products since the expansion of the cell structure in the product provides the desirable textural characteristics related to crunchiness (Berrios, Morales, Camara, & Sanchez-Mata, Citation2010). Basically, this phenomenon is dependent on the elastic properties and the viciousness of the softened dough (Launay & Lisch, Citation1983). The forces of dough elasticity permit the extrudate to expand in the radial direction and reduce expansion in the axial direction (Padmanabhan & Bhattachayrya, Citation1989). Extrudate expansion ratio increased as the starch content of the formulation increases. Short grain rice contained approximately 80% of starch, according to USDA Nutritional Database (https://ndb.nal.usda.gov/ndb/), making it an ideal ingredient for the development of expanded extruded products, as in the present study.
The SEI values of the extrudates made from rice flour and passion fruit shell flour mixes varied from 2.04 to 4.60 (). Those samples were processed at 140°C, 16% moisture content, and 15% passion fruit shell flour in the formulation and samples processed at 180°C, 18% moisture content and 5% passion fruit shell flour, and 95% rice flour in the formulation, respectively. Increasing rice flour in the blend promoted a greater expansion of the extrudate, indicating that expansion was directly proportional to the starch content of the formulation. In general, the expansion of extrudates is a result of the effect of processing and system parameters of high pressure, screw speed, shear, temperature, mass flow, and feed moisture content selected and developed during extrusion processing, which allows the melted material to trap air bubbles inside the starch matrix as the melt exits the die. The largest expansion presented above, by the formulation processed at higher temperature and moisture content, indicated that those processing parameters highly influenced the expansion of the extrudates. Gujska and Khan (Citation1991) reported that as the temperature of extrusion cooking increased, the food starchy material completely cooked and consequently the expansion of the extrudate is improved. Additionally, Gonzalez, Torres, and Anon (Citation2000) reported that moisture level and feed rate have a significant effect on the expansion ratio of the extrudate. The results of these previous studies corroborate well with the finding of the present study. On the other hand, it was observed that the SEI of the extrudates was negatively affected by the content of passion fruit shell flour in the formulation. Passion fruit shell flour has a very high content of fiber (), mostly in the form of insoluble fiber, that did not provide enough viscosity inside the extrudate to promote the expansion of the extrudate. Tester and Sommerville (Citation2003) reported that some food components such as fibers could reduce water availability to starch, thereby reducing the degree of gelatinization. Similar negative effect of fiber on expansion was described by Duarte, Carvalho, and Ascheri (Citation2009), where a mixture of soy bean hull and corn grits reduced the SEI in puffed extrudates. Regarding the LEI of the extrudates, we observed that those values followed an inverse relation with SEI. This result goes along with previous reports, which indicated that LEI was generally negatively correlated with sectional expansion (Alvarez-Martinez et al., Citation1988; Della Valle, Tayeb, & Melcion, Citation1987; Ryu & Ng, Citation2001).
shows the effects of temperature, feed moisture, and addition of passion fruit shell flour in the formulation mix and their interactions on SEI, LEI, WSI, and WAI parameters of the extrudates. Passion fruit shell flour content was determined to have a high and negative impact on the dependable variable of LEI, as the linear and quadratic terms were significant at p < 0.01 and p < 0.001 levels, respectively, while the variables of SEI and LEI were negatively affected linearly by the feed moisture (p < 0.001). The increase in water content, together with applied heat, promotes a lubrication effect in the extruder barrel, which can reduce the shear rate and internal temperature of the equipment. This can decrease the expansion of the extrudate with reduced cooking of raw materials. Moreover, Harper (Citation1981) indicated that increasing the water content during extrusion will soften the starch molecular structure, thus reducing the elasticity, and decreased the radial expansion of the extrudate.
Table 4. Effects of the independent variables on extrudate properties.
Tabla 4. Efectos de las variables independientes en las propiedades del material extruido.
Contrary to the effect of high passion fruit shell flour and moisture addition, which negatively affected the expansion of the extrudates, temperature had a significantly positive linear effect (p < 0.05) on the extrudate. This means that the extruded expansion increased with an increase in processing temperature. presents the correlation coefficients between the different physical parameters studied. It was determined that the variable SEI was negatively correlated with LEI (r = −0.4824), which confirmed what Alvarez-Martinez et al. (Citation1988) had previously indicated that LEI is inversely proportional to SEI, as higher SEI value resulted in lower LEI values.
Table 5. Correlation coefficients between physical characteristics of rice and passion fruit shells flours extrudates.
Tabla 5. Coeficientes de correlación entre las características físicas del material extruido de harinas de arroz y de cáscara de maracuyá.
3.3. Density
Density of the extrudates was inversely proportional to the SEI and directly proportional to the passion fruit shell flour content. Passion fruit shell flour contains a high concentration of fiber which can interfere with the radial expansion of the extrudates when intercalated with the starch molecules. Others also reported corn flour and pineapple pomace (Selani et al., Citation2014), carrot pomace, and corn starch blends (Kaisangsri et al., Citation2016) with similar results on extrudate density.
3.4 Water absorption index and water solubility index
The rate of water absorption determined in a food product is related to the availability of the hydrophilic group to bind to water molecules, forming into a gel with the starch molecules. Only the gelatinized starch granules will absorb water and swell at room temperature.
The WAI values of the extrudates made from rice flour and passion fruit shell flour mixes varied from 5.81 to 8.57 g water/g flour () for samples processed at 140°C, 18% moisture content, and 5% passion fruit shell flour in the mix, and samples processed at 180°C, 16% moisture content, and 15% passion fruit shell flour in the formulations, respectively. This indicated that a higher content of passion fruit shell flour in the formulated extrudate was associated to a higher water absorption, which was favored by a higher extrusion temperature. Hashimoto and Grossmann (Citation2003) extruded a mixture of cassava bran and starch and reported that increasing the cassava bran content in the mix resulted in an increase in WAI. They concluded that this increase in water absorption can be explained by the increased fiber level, present in the cassava bran. Similar increase in WAI, with an increase in wheat bran levels, was reported by Badrie and Mellowes (Citation1992) in directly expanded extrudates made from a mixture of wheat bran and cassava flour. The results of these previous studies validate the finding of the current study. Since passion fruit shell flour is a rich source of fiber, this would explain the observed effect in increasing WAI values, in the extrudates containing high levels of passion fruit shell flour.
The effects of the independent variables of temperature, feed moisture, and addition of passion fruit shell flour in the formulation mix and their interactions on water absorption and solubility indexes parameters of the extrudates are shown in . Passion fruit shell flour content was determined to have a high and positive impact on the dependable variable of WAI, as its linear terms were significant at p < 0.001 level, while the passion fruit shell flour was negatively affected linearly by the linear feed moisture (p < 0.001). In addition, the increase of feed moisture negatively affected the WAI of the extrudates at a p < 0.001. Temperature had a significantly positive linear effect (p < 0.001) on the SEI, LEI, and WAI of the extrudate. At a certain temperature, the WAI reaches the maximum, followed by a decrease, most likely because of increased dextrinization (Mercier & Feillet, Citation1975; Owusu-Ansah, Van de Voort, & Stanley, Citation1983). This means that absorption of water in an extrudate increase with an increase in processing temperature. presents the correlation coefficients between the different physical parameters studied. It was determined that the variable WAI was negatively correlated with SEI (r = −0.2820) and positively correlated with LEI (r = 0.779). Yu, Liu, Tang, Shen, and Liu (Citation2017), extruding corn starch enriched with whey protein, reported a positive correlation between WAI and ER. On the other hand, Gat and Ananthanarayan (Citation2015), extruding rice flour, reported that expansion was positively correlated (R = 0.658, P < 0.01) with WSI and negatively correlated (R = −0.717, P < 0.01), (R = −0.710, P < 0.01), with density and WAI, respectively. Additionally, Gat and Ananthanarayan (Citation2015) evaluated extruded rice flour and their data indicated that WSI was negatively correlated (R = −0.729, P < 0.01) with WAI.
The WSI values of the extrudates made from rice flour and passion fruit shell flour mixes varied from 7.65 to 13.45 g water/g flour () for samples processed at 140°C, 16% moisture content, and 15% passion fruit shell flour in the formulation, and those processed at 160°C, 17% moisture content, and 2% passion fruit shell flour in the formulation, respectively.
In general, a decrease in passion fruit shell flour content tended to increase the WSI, particularly on samples processed at lower processing temperatures. Badrie and Mellowes (Citation1992) reported that adding 12% of wheat bran to the cassava flour decreased the WSI of their extrudates. However, at higher levels of passion fruit shell flour, WSI decreased at temperatures above 160°C. Thus, structural modifications involving passion fruit shell flour during processing may be responsible for the increase in WAI and decrease in WSI.
Increasing the fiber content with passion fruit peel flour may also improve the starch–fiber interaction, thus reducing the solubility of the extruded flour.
3.5. Microstructural characteristics
The cross-sectional areas, internal structure, and surface appearance of selected extrudates containing 0–15% passion fruit shell flour in their formulation were viewed by SEM. The SEM images were used to discuss the microstructural appearance of the extrudates in relation to effect of processing, since it has been indicated that microstructural view provides complementary information to physicochemical determinations (Berrios et al., Citation1998). The SEM images clearly revealed the differences in cellular structure, cell sizes, and distributions, among the extrudates with different levels of passion fruit shell flour in their formulations (). A comparison of the cross-sectional areas of extrudates containing 0–15% passion fruit shell flour (images A1-D1) demonstrated that the control sample (0% passion fruit shell flour) presented the largest air cell size and overall expansion, and that the size of the air cells and expansion progressively decreased as the percentage of passion fruit shell flour in the extrudates increased. Jin, Hsieh, and Huff (Citation1995) reported that while researching the effect of extrusion cooking of can sugar, soy fiber, and yellow corn meal, they noted as the fiber content increased from 0% to 20%, the expansion of the extrudates decreased and their air cell became smaller and more abundant when observed with SEM. Also, Maskus and Arntfield (Citation2015) reported a significant reduction on the expansion ratio of whole yellow pea and split green pea-based extrudates, with increased addition of pea hull fiber in the formulations. As passion fruit shell flour is an excellent source of fiber (), the findings presented in this study agreed with those previous reports showing that as the fiber content increased in the extrudate, expansion and air cell size decreased. Some previous authors have indicated that this effect may be due to a dilution of starch content in the dough due to a replacement of starch with fiber (Berrios, Tang, & Swanson, Citation2008). Furthermore, when comparing the internal structure and surface appearance of extrudates containing 0–15% passion fruit shell flour (images A2-D2 and A3-D3), it is observed that the thickness of the cell walls increased and the surface of the extrudates get increasingly rough with an increased in passion fruit shell flour. Lazou and Krokida (Citation2010), reported similar observation from SEM images.
Figure 1. Cross-sectional areas, internal structure of the air cells and surface appearance of extrudate samples prepared with 0% (A), 5% (B), 10% (C), and 15% (D) passion fruit shell flour content in their formulation, imaged at 30X, 250X and 500X magnification.
Figura 1. Áreas transversales, estructura interna de las células de aire y apariencia superficial de las muestras extruidas preparadas con 0% (A), 5% (B), 10% (C) y 15% (D) de contenido de harina de cáscara de maracuyá; imágenes ampliadas a 30X, 250X y 500X.
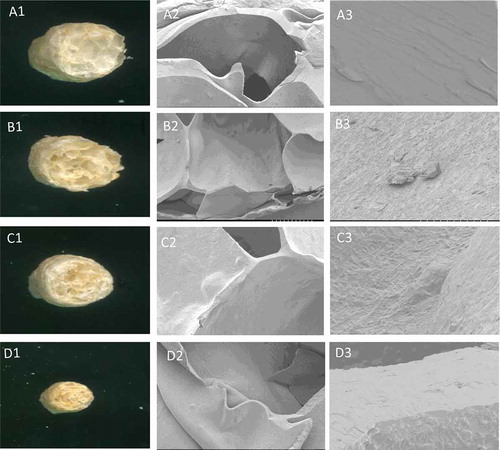
Their results showed increased thickening of extrudate cell walls by extruding whole lentil flour which contained a higher content of fiber. In addition, extrudates with high levels of lentil fours had fewer but sizable air cells. Similar results were also reported by Rzedzicki and Fornal (Citation1999) on the microstructure of extrudates made from whole pea. However, there was no reference regarding the surface appearance of the extrudates, as reported in this study.
The extrudate with 15% of passion fruit shell flour (, D1) presented large numbers of small shrunk air-cells, with collapsed cell walls (, D2) and very rough cell wall surface (, D3). Therefore, we may conclude that the addition of passion fruit shell flour played an active role in the elastic properties of the extrudate leading to the observed decrease in expansion and cell size, increase in thickness of air cell wall, and rough surface appearance of the extrudates. Further studies are needed to elucidate the interactions of fiber with starch, protein, and/or other food components during extrusion cooking for optimizing the development of direct expanded products.
4. Conclusion
The extrusion processing variables of temperature, feed moisture content, and passion fruit shell flour level had a significant effect on the physicochemical properties of SEI, LEI, WAI, and WSI of extrudates made from rice and passion fruit shell flour blends. SEI values increased with an increase in processing temperature, but a high moisture and passion fruit content resulted in lower values of SEI. And while LEI values decreased at high processing temperatures and passion fruit content, WSI values increased. SEM provided a good visual information related to the effect of passion fruit shell flour levels on the expansion characteristics, air cell wall thickness, and surface appearance of the extrudates. The findings of this study illustrate the achievibility of developing value-added, high fiber expanded food products from rice and passion fruit shell flour blends by extrusion processing.
Research highlights
Extrudates with acceptable expansion ratio were developed from rice-based formulations enriched with high fiber passion fruit shell flour.
Passion fruit shell flour content in the formulation had a profound effect on expansion and microstructural characteristics of the extrudates.
Water solubility of the extrudates increased under high passion fruit shell flour content, feed moisture, and temperature.
Acknowledgments
The authors are grateful to Embrapa Food Technology (Rio de Janeiro, Brazil), Federal Rural University of Rio de Janeiro – UFRRJ, –USDA-ARS-Western Regional Research Center and to “Coordenação de Aperfeiçoamento de Pessoal de Nível Superior – CAPES”.
Disclosure statement
No potential conflict of interest was reported by the authors.
References
- Alvarez-Martinez, L., Kondury, K. P., & Harper, J. M. (1988). A general model for expansion of extruded products. Journal of Food Science, 53, 609–615.
- Anderson, R. A., Conway, H. F., Pfeifer, V. F., & Griffin, E. L. (1969). Gelatinization of corn grits by roll and extrusion cooking. Cereal Science Today, 14, 4–11.
- Association of Official Analytical Chemists. (2012). Official methods of analysis (15th ed.). Arlington, VA: Author.
- Badrie, N., & Mellowes, W. A. (1992). Cassava starch or amylose effects on characteristics of cassava (Manihot esculenta Crantz) extrudate. Journal of Food Science, 57, 103–107.
- Bassinello, P. Z., Freitas, D. G. C., Ascheri, J. L. R., Takeiti, C. Y., Carvalho, R. N., Koakuzu, S. N., & Carvalho, A. V. (2011). Characterization of cookies formulated with rice and black bean extruded flours. Procedia Food Science, 1, 1645–1652.
- Berrios, J. D. J. (2006). Extrusion cooking of legumes: Dry beans flours. In Encyclopedia of agricultural, food and biological engineering (pp. 1–8). London, UK: Taylor and Francis.
- Berrios, J. D. J., Morales, P., Camara, M., & Sanchez-Mata, M. C. (2010). Carbohydrate composition of raw and extruded pulse flours. Food Research International, 43, 531–553.
- Berrios, J. D. J, Swanson, B. G, & Cheong, W. A. (1998). Structural characteristics of stored black beans (phaseolus vulgaris l.). Scanning, 20, 410–417.
- Berrios, J. D. J., Tang, J., & Swanson, B. G. (2008). Extruded Legumes patent application. U.S. Patent 0080145483.
- Carvalho, C. W. P., Takeiti, C. Y., Onwulata, C. I., & Podesimo, L. O. (2010). Relative effect of particle size on the physical properties of corn meal extrudates: Effect of particle size on the extrusion of corn meal. Journal of Food Engineering, 98, 103–109.
- Carvalho, R. V., Ascheri, J. R. A., & Cal-Vidal, J. (2002). Effect of extrusion parameters on the physical properties of pellets (3g) of mixtures of wheat flour, rice and bananas. Science and Agrotechnology, 26, 1006–1018.
- Della Valle, G., Tayeb, J., & Melcion, J. P. (1987). Relationship of extrusion variables with pressure and temperature during twin screw extrusion cooking of starch. Journal of Food Engineering, 6, 423–444.
- Doǧan, H., & Karwe, M. V. (2003). Physicochemical properties of quinoa extrudates. Food Science and Technology International, 9, 101–114.
- Duarte, G., Carvalho, C. W. P., & Ascheri, J. L. R. (2009). Effects of soybean hull, screw speed and temperature on expanded maize extrudate. Brazilian Journal of Food Technology, 12, 205–212.
- Fan, J., Mitchell, J. R., & Blanshard, J. M. V. (1996). The effect of sugars on the extrusion of maize grits: I. The role of the glass transition in determining product density and shape. International Journal of Food Science and Technology, 31, 55–65.
- Gat, Y., & Ananthanarayan, L. (2015). Effect of extrusion process parameters and pregelatinized rice flour on physicochemical properties of ready-to-eat expanded snacks. Journal of Food Science and Technology, 52(Suppl. 5), 2634–2645.
- Gonzalez, R. J., Torres, R. L., & Anon, M. C. (2000). Comparison of rice and corn cooking characteristics before and after extrusion. Polish Journal of Food and Nutrition Science, 51, 29–34.
- Gujska, E., & Khan, K. (1991). Functional properties of extrudates from high starch fractions of Navy and Pinto beans and corn meal blended with legume high protein fractions. Journal of Food Science, 56, 431–435.
- Harper, M. (1981). Extrusion of starches and starches materials. In Extrusion of foods (Vol. 2, pp. 41–60). Boca Raton, FL: CRC Press, Inc.
- Hashimoto, J. M., & Grossmann, M. (2003). Effects of extrusion conditions on quality of cassava bran/cassava starch extrudates. International Journal of Food Science and Technology, 38, 511–517.
- Jin, Z., Hsieh, F., & Huff, H. E. (1995). Effects of soy fiber, salt, sugar and screw speed on physical properties and microstructure of corn meal extrudate. Journal of Cereal Science, 22, 185–194.
- Kaisangsri, N., Kowalski, R. J., Wijesekara, I., Kerdchoechuen, O., Laohakunjit, N., & Ganjyal, G. M. (2016). Carrot pomace enhances the expansion and nutritional quality of corn starch extrudates. LWT - Food Science and Technology, 68, 391–399.
- Kaushal, P., Kumar, V., & Sharma, H. K. (2012). Comparative study of physicochemical, functional, antinutritional and pasting properties of taro (Colocasia esculenta), rice (Oryza sativa) flour, pigeonpea (Cajanus cajan) flour and their blends. LWT-Food Science and Technology, 48, 59–68.
- Launay, B., & Lisch, L. M. (1983). Twin-screw extrusion cooking of starches: Flow behaviour of starch pastes, expansion and mechanical properties of extrudates. Journal of Food Engineering, 2, 259–280.
- Lazou, A., & Krokida, M. (2010). Structural and textural characterization of corn-lentil extruded snacks. Journal of Food Engineering, 100(Suppl. 3), 392–408.
- López-Vargas, J. H., Fernández-López, J., Pérez-Álvarez, J. A., & Viuda-Martos, M. (2013). Chemical, physico-chemical, technological, antibacterial and antioxidant properties of dietary fiber powder obtained from yellow passion fruit (Passiflora edulis var.flavicarpa) co-products. Food Research International, 51, 756–763.
- Macagnan, F. T., Dos Santos, L. R., Roberto, B. S., De Moura, F. A., Bizzani, M., & Da Silva, L. P. (2015). Biological properties of apple pomace, orange bagasse and passion fruit peel as alternative sources of dietary fibre. Bioactive Carbohydrates and Dietary Fibre, 6, 1–6.
- Madhu, C., Krishna, K. M., Reddy, K. R., Lakshmi, P. J., & Kelari, E. K. (2017). Estimation of crude fibre content from natural food stuffs and its laxative activity induced in rats. International Journal Pharma Researcher Health Sciences, 5, 1703–1706.
- Maskus, H., & Arntfield, S. (2015). Extrusion processing and evaluation of an expanded, puffed pea snack product. Journal of Nutrition & Food Science, 5(Suppl. 4), 1–6.
- Mendonca, X. M. F. D. (2005). The thermoplastic extrusion in the development of products derived from amaranth Thesis (Doctor of Technology Chemical and Biochemical Processes). Federal University of Rio de Janeiro – UFRJ, Rio de Janeiro. (p. 211).
- Mercier, P. C., & Feillet. (1975). Modification of carbohydrate components by extrusion-cooking of cereal products. Cereal Chemistry, 52, 283–297.
- Owusu-Ansah, J., Van de Voort, F. R., & Stanley, D. W. (1983). Physicochemical changes in cornstarch as a function of extrusion variables. Cereal Chemistry, 60, 319–324.
- Padmanabhan, M., & Bhattachayrya, M. (1989). Extrudate expansion during extrusion cooking of foods. Cereal Foods World, 34, 94–949.
- Ryu, G. H., & Ng, P. K. W. (2001). Effects of selected process parameters on expansion and mechanical properties of wheat flour and whole cornmeal extrudates. Starch/Stärke, 53, 147–154.
- Rzedzicki, Z., & Fornal, J. (1999). Influence of process parameters on the physical properties and microstructure of everlasting pea (Lathyrus Sativus) extrudate. International Agrophysics, 13(Suppl. 1), 103–117.
- Selani, M. M., Brazaca, S. G. C., dos Santos Dias, C. T., Ratnayake, W. S., Flores, R. A., & Bianchini, A. (2014). Characterisation and potential application of pineapple pomace in an extruded product for fibre enhancement. Food Chemistry, 163, 23–30.
- Souza, M. W. S., Ferreira, T. B. O., & Vieira, I. F. R. (2008). Composição centesimal e propriedades funcionais tecnológicas da farinha da casca do maracuja. Alimentos E Nutrição, 19, 33–36.
- Tester, R. F., & Sommerville, M. D. (2003). The effects of non-starch polysaccharides on the extent of gelatinization, swelling and alpha-amylase hydrolysis of maize and wheat starches. Food Hydrocolloids, 17, 41–54.
- Yu, C., Liu, J., Tang, X., Shen, X., & Liu, S. (2017). Correlations between the physical properties and chemical bonds of extruded corn starch enriched with whey protein concentrate. The Royal Soc Chem, 7, 11979–11986.