
Abstract
Crack-free Al–Zn–Mg–Cu alloy, processed by laser powder bed fusion, displays a characteristic microstructure comprising fine equiaxed grains (EGs) and coarse columnar grains (CGs). Notably, the CGs show a high hardness compared to EGs due to the high density of in-situ precipitates. Analysis of mechanical properties takes into account the precipitates in the grain and hierarchical differences in grain morphologies near the melt pool boundary. Strengthening mechanisms are elucidated through synergistic hetero-deformation-induced strengthening, where multi-modal-sized EGs induce significant strain gradients within EG regions. Our findings demonstrate the potential to enhance strength of Al–Zn–Mg–Cu-based alloy in as-built state through architecting microstructures.
GRAPHICAL ABSTRACT
IMPACT STATEMENT
The Al–Zn–Mg–Cu alloy, fabricated by laser powder bed fusion, exhibiting hierarchical microstructure consisting of hard coarse and soft fine grains shows synergistic in-situ precipitation and hetero-deformation-induced strengthening.
Introduction
The demand for lightweight and high-strength components has led to increased interest in laser powder bed fusion (LPBF) for fabricating parts of the high-strength Al–Zn–Mg–Cu alloy, particularly in automobile and aerospace industries [Citation1,Citation2]. However, the vulnerability of conventional high strength Al alloy to hot cracking introduces a significant hurdle in the quest for flawless part production. To address this issue, the implementation of inoculants to facilitate grain refinement has emerged as a potent approach for effectively countering the challenges posed by hot cracking [Citation2–4]. Elements such as Zr [Citation2], Ti [Citation5], Nb [Citation6], and Sc [Citation7] serve as grain refiners by forming the primary Al3X (X = Zr, Ti, Nb, and Sc) phases, which accelerates the nucleation of α-Al phase by providing abundant nucleation sites. An inoculant-added Al–Zn–Mg–Cu alloy can form crack-free microstructures if it forms fine equiaxed grains (EGs) instead of coarse columnar grains (CGs). Recently, samples with controlled fractions of EGs and CGs by adjusting the amount of inoculant and processing parameters demonstrated good performance in LPBF [Citation7–11]. Zhu et al. [Citation7] have demonstrated that Al–Zn–Mg–Cu–Sc–Zr alloys with hierarchical microstructures through LPBF possess excellent strength–ductility combinations. This hierarchical microstructure induces hetero-deformation-induced (HDI) strengthening and contributes to the superior mechanical properties [Citation12].
HDI strengthening occurs due to differences in strengths between soft and hard domains. During deformation, soft domains yield earlier than hard domains, initiating plastic deformation [Citation13–15]. Geometrically necessary dislocations (GNDs) accumulate in the boundary regions of soft domains to maintain strain continuity, generating back stress in the soft domains and forward stress in the hard domains [Citation15–17]. Consequently, soft domains can withstand higher stress because the HDI stress counters the applied shear stress. Wang et al. [Citation18] revealed that grain boundary strengthening creates differences in tensile properties between CGs and EGs in LPBF-processed Al–Mg–Sc–Zr alloys. Fine EGs exhibit higher strength than coarse CGs due to grain boundary strengthening, resulting in localized deformation primarily in coarse CGs. However, Zhu et al. [Citation7] reported that the localized deformation was higher in find EG than in coarse CG regions in Al–Zn–Mg–Cu–Sc–Zr alloys, suggesting that the origin of strength differences between the two regions may vary depending on alloy composition.
Despite these findings, the HDI strengthening behavior observed in the inoculant-added Al–Zn–Mg–Cu alloy has not been elucidated yet. Thus, we have designed and fabricated Al–Zn–Mg–Cu alloy with the addition of a ZrH2 inoculant to confirm the possibility of synergistic HDI strengthening when the difference in strain between EG and CG regions is maximized.
Materials and methods
The 1 wt% ZrH2-containing Al–Zn–Mg–Cu powder was additively manufactured using a laser powder bed fusion machine (Model: M2, Concept Laser GmbH). This alloy was designed to prevent solidification cracking during LPBF [Citation2,Citation8]. Details of properties and mixing methods can be found in Ref. [Citation8]. The following process parameters were chosen: 325 W laser power, 600 mm/s scan speed, 100 µm hatch space, 30 µm layer thickness, and 100 µm focused beam diameter. These parameters were determined based on our previous work to ensure a high relative density with crack-free fabrication during the LPBF process [Citation8]. Thin plate-shaped samples were built with dimensions of 100 × 1.5 × 11 mm3 in length, width, and height, respectively. The samples are denoted as the Al–Zn–Mg–Cu–Zr alloy.
The microstructure of the samples was analysed on a plane parallel to the build direction using XL30 FEG (Philps N.V.) equipped with electron backscatter diffraction (EBSD) and Aquilos 2 (Thermo Fisher Inc.) equipped with a backscatter electron (BSE) detector. Energy dispersive spectroscopy (EDS) was used to characterize the micro-scale precipitates and segregation of alloying elements. Transmission electron microscopy (TEM) analysis was performed using JEM-2100F (JEOL Ltd.), and specimens for TEM analysis were prepared using Helios 5 UX (Thermo Fisher Inc.).
The micro-Vickers hardness was measured using a load of 5 g and a holding time of 15 s. Thirty indentation traces were made in each region and the average hardness values were obtained. The micro-scale digital image correlation (DIC), monotonic tensile test, and loading–unloading–unloading (LUR) test were conducted using samples with a 1.5 mm gauge length. Scanning electron microscopy images for micro-scale DIC, obtained using a JSM-7800F (Jeol Ltd.) before deformation and at global strains of 2% and 4%, were analysed using GOM Correlate 2018 software (Carl Zeiss GOM metrology GmbH). The monotonic tensile test and LUR test were performed at a strain rate of 10−3 s−1 using an Instron 5582 machine.
Results and discussion
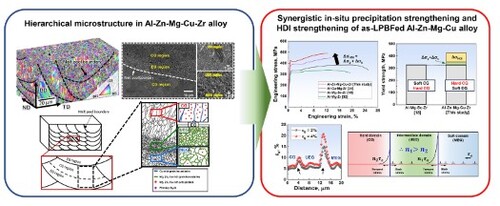
Figure (a and b1) show the mixed grain structure. Along the melt pool boundaries, regions of CGs and EGs are consistently observed. Figure (b2) exhibits the CG region. Figure (b3) exhibits the EG region characterized by a blend of ultrafine equiaxed grains (UEG) with sizes on the order of 1 µm and medium-sized equiaxed grains (MEG) several µm in size. The element segregation and precipitates between CG and EG are shown in Figure (c and d), respectively. The number of countable precipitates within the grain interior of CG and EG regions were measured as 5.92 and 1.06 precipitates/µm2, respectively, indicating a higher density of precipitates in the CG regions compared to the EG regions. Precipitates rich in Zn, Mg, and Cu, marked with yellow boxes in Figure (c), are observed in the CG regions. At the grain boundaries of the CG region, marked with blue arrows in Figure (c), a high concentration of Cu is detected. The selected area electron diffraction (SAED) pattern in the inset of Figure (c) confirms that this phase is θ-Al2Cu [Citation19,Citation20]. At the same time, two types of precipitates were identified in the EG regions, although with a lower number density of precipitates than in the CG regions. The precipitates included Zn, Mg, and Cu-rich precipitates, also found in the CG regions. The Zr-rich precipitates, marked with a magenta box in Figure (d), were identified as the L12-Al3Zr phase based on the SAED pattern, shown in the inset in Figure (d) [Citation21]. Instead of less precipitation in the EG region, Zn, Mg, and Cu were found to segregate at the grain boundaries. Based on the aforementioned results, Figure (e) exhibits a schematic of the global and unit regions, representing the melt pool (MP) with melt pool boundary (MPB) and melt pool interior (MPI). An MP unit is composed of EG (mixture of UEG and MEG) and CG regions. The hierarchical microstructure of this alloy was attributed to the differences in thermal history between the MPB and the MPI regions. The finite element method (FEM) simulations of the thermal conditions within MP have suggested that the cooling rate of MPB is lower than that of MPI [Citation22,Citation23]. The range of the cooling rate distribution in MPI (1.23 × 106 K/s ∼ 3.58 × 106 K/s) is assumed to fall within the critical cooling rate (1 × 106 K/s ∼ 8.7 × 106 K/s) required for the nucleation of the Al3Zr phase (at 1.0 wt% Zr) [Citation8,Citation24]. Accordingly, the absence of Al3Zr in the CG region was attributed to the supersaturation of Zr resulting from the high cooling rate [Citation6,Citation25,Citation26]. Furthermore, the thermal histories of the EG and CG regions play a crucial role not only in the formation of the primary L12-Al3Zr phase but also in the precipitation and segregation behaviors of other alloying elements [Citation27]. The higher cooling rate in the CG regions likely caused the entrapment of Mg, Zn, and Cu within the grain interior. The maximum solid solubilities of Mg, Zn, and Cu in the Al matrix have been reported as 9.6, 83.1, and 5.7 wt%, respectively, based on the binary phase diagrams of the alloy systems [Citation28]. Thus, as the tendency for grain boundary segregation is inversely proportional to the solid solubility, the grain boundary segregation of Cu in the CG regions was attributed to its lower solid solubility compared to the other elements [Citation29]. Figure (f) exhibits the hardness measurement results. The average hardness of the CG region is higher than that of the EG region, contrary to the expectations based on the Hall–Petch relationship, which represents the strengthening effect of grain boundaries [Citation30,Citation31]. This difference was attributed to the reinforcing effect of a higher number density of precipitates containing Zn, Mg, and Cu in the CG region, along with the effect of their solid solution. At the same time, the hardness distribution in the EG regions well matches the Hall–Petch relationship. The average hardness of the UEG region is higher than that of the MEG region but lower than that of the CG region.
Figure 1. (a) EBSD inverse pole figure map of the as-built alloy. (b1) BSE image of the boundary between CG and EG regions. High-magnification BSE image of (b2) CG and (b3) EG regions. TEM-EDS results for (c) CG and (d) EG regions. SAED patterns in (c) and (d) correspond to the diffraction patterns of θ-Al2Cu and L12-Al3Zr, respectively. (e) Schematic of grain morphology and distribution of precipitates in the Al–Zn–Mg–Cu–Zr alloy. (f) Hardness measurement results at each region in as-built Al–Zn–Mg–Cu–Zr alloy.
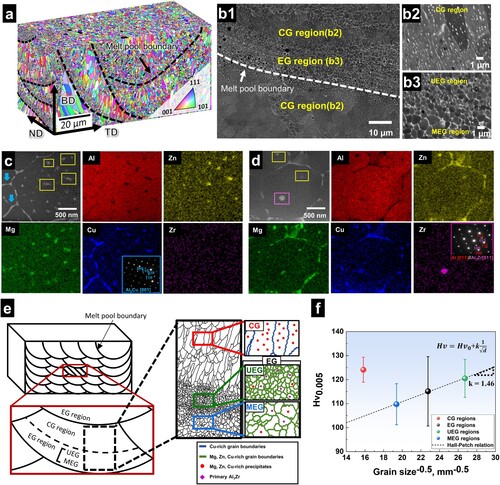
Figure shows the engineering stress–strain curves of the Al–Zn–Mg–Cu–Zr alloy and other Al alloys with inoculants as reported in [Citation18,Citation24,Citation32]. All these alloys contain Mg as an alloying element and were inoculated with the primary Al3X (X = Zr, Sc) phase. The Al–Zn–Mg–Cu and Al–Cu–Mg alloys exhibit higher strength and lower ductility than Al–Mg alloys, indicating precipitation hardening or solid solution hardening effects of Zn and Cu, even in the as-built condition. The Al–Zn–Mg–Cu–Zr alloy exhibits a yield strength (YS) of 426.8 ± 1.0 MPa, an ultimate tensile strength (UTS) of 487.2 ± 10.3 MPa, and a total elongation of 11.5 ± 1.8%.
Figure 2. Tensile test results of as-built Al–Zn–Mg–Cu–Zr alloy and other as-built Al alloys with inoculants [Citation18,Citation24,Citation32].
![Figure 2. Tensile test results of as-built Al–Zn–Mg–Cu–Zr alloy and other as-built Al alloys with inoculants [Citation18,Citation24,Citation32].](/cms/asset/e2184512-8580-4ae3-8331-58892c063364/tmrl_a_2354757_f0002_oc.jpg)
Figure (a) shows the local equivalent strain distributions, measured using a micro digital image correlation (micro-DIC) method. As global strain (εg) increased, the local strains were concentrated near both the CG/UEG and UEG/MEG interfaces, known as interface-affected zones (IAZs). Figure (b) more clearly shows strain concentrations in interfaces as a line profile of the local equivalent strain (εe) along the white line in Figure (a3) at the global strains (εg) of 2% and 4%. The greater strain gradients in the IAZs of UEG/MEG than those in the CG/UEG were attributed to two reasons: (1) the higher mechanical incompatibility between UEG and MEG compared to that between CG and UEG [Citation33,Citation34]; (2) the lower average hardness of EG regions compared to that of CG regions. The latter can be explained by the linear relationship between the strain gradient within the IAZ and the applied strain [Citation35]. Based on the hardness measurement results (Figure (f)), it was anticipated that the YS of the EG regions would be lower than that of the CG regions. Therefore, it is logical to expect that the EG regions, with lower YS, would undergo larger deformation than CG regions. The average equivalent strains in each domain are presented in Table . The εe in UEG and MEG are higher than that in CG. Figure (c and d) present the GNDs density maps of the undeformed and deformed samples, respectively. It is evident that the GND density in the EG region is higher than that in the CG region in both undeformed and deformed samples. The phenomenon is presumed to arise from the lower hardness of the EG region in Al–Zn–Mg–Cu–Zr. The accumulation of GNDs at the interfaces, as shown by the micro-DIC results and GNDs density maps, is schematically presented in Figure (e). The n1, n2, and τa are the number of GNDs in the pile-up in CG/UEG and UEG/MEG interfaces, and the applied shear stress, respectively. In the CG regions, which represent the hardest domain in the Al–Zn–Mg–Cu–Zr alloy, dislocation movement was hindered by precipitates and solute atoms, resulting in the accumulation of GNDs in the UEG regions at the CG/UEG interface [Citation36]. At the same time, in the EG regions, the high grain boundary strengthening effect caused by the high volumetric density of grain boundaries in the UEG region led to mechanical incompatibility at the UEG/MEG interface, causing the accumulation of GNDs in the MEG region [Citation37]. Nevertheless, the back stresses are expected to be generated at both CG/UEG and UEG/MEG interfaces.
Figure 3. (a) Micro digital image correlation results. (a1), (a2), and (a3) Local equivalent strain (εe) maps at the initial state and the global strains of 2% and 4%, respectively. (b) Line profile of εe from A0 to A20 along the white line in Figure (a3). (c) and (d) GNDs density maps of the initial state and at the global strains of 4%, respectively. (e) Schematic of the accumulation of GNDs at the interfaces.
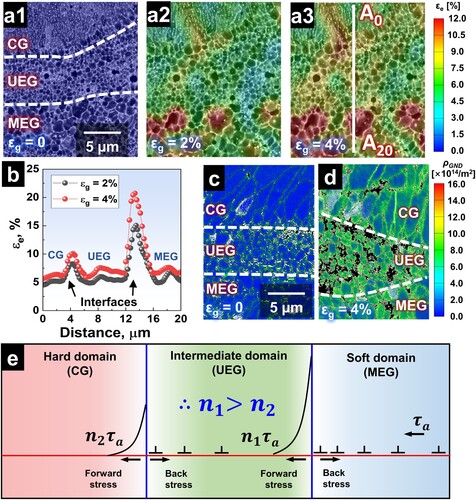
Table 1. Average equivalent strains in each domain.
Figure (a and b) present the results of the LUR test with the contributions of HDI stress and effective stress on flow stress, respectively. The data for the Al–Mg–Sc–Zr alloy in Figure (b) is from Ref. [Citation18]. In comparison to the Al–Mg–Sc–Zr alloy, the Al–Zn–Mg–Cu–Zr alloy demonstrates a higher HDI stress while maintaining similar effective stress. The higher HDI stress of Al–Zn–Mg–Cu–Zr might originate from the prominent strain gradient at the UEG/MEG interface, as shown in Figure (b). Namely, the higher YS of the Al–Zn–Mg–Cu–Zr alloy compared to the Al–Mg–Sc–Zr alloy was attributed to the strengthening effect resulting from the changes in microstructural heterogeneity rather than the strengthening effect of precipitation and solid solution, as illustrated in Figure (c), where Δσp represents additional precipitation strengthening, Δσs represents additional solid solution strengthening, and ΔσHDI represents additional HDI strengthening. Figure (d) shows an Ashby plot of YS vs uniform elongation of the as-built Al alloys [Citation7,Citation18,Citation24,Citation32,Citation38–40]. The Al–Zn–Mg–Cu alloys demonstrate higher yield strength while minimizing the reduction in uniform elongation. This can be attributed to the additional HDI strengthening effect, which arises from the accumulation of GNDs within the soft EGs due to the presence of hard CGs. We expect that the additional HDI strengthening effect can be maintained even if changes are made to the heat treatment process or materials, provided that this characteristic microstructure can be preserved.
Figure 4. Tensile test results for as-built Al–Zn–Mg–Cu–Zr alloy. (a) True strain–stress curve of the LUR test. (b) HDI stress and effective stress of Al–Zn–Mg–Cu–Zr and Al–Mg–Sc–Zr [Citation18]. alloys, respectively. (c) YSs of Al–Mg–Sc–Zr [Citation18] and Al–Zn–Mg–Cu–Zr alloys. (d) Ashby plot of as-built Al–Zn–Mg–Cu–Zr, Al–Zn–Mg–Cu–Sc–Zr [Citation7], Al–Cu–Mg–Zr [Citation24,Citation38,Citation39], Al–Mg–Sc–Zr [Citation18,Citation40], and Al–Mg–Zr alloys [Citation32].
![Figure 4. Tensile test results for as-built Al–Zn–Mg–Cu–Zr alloy. (a) True strain–stress curve of the LUR test. (b) HDI stress and effective stress of Al–Zn–Mg–Cu–Zr and Al–Mg–Sc–Zr [Citation18]. alloys, respectively. (c) YSs of Al–Mg–Sc–Zr [Citation18] and Al–Zn–Mg–Cu–Zr alloys. (d) Ashby plot of as-built Al–Zn–Mg–Cu–Zr, Al–Zn–Mg–Cu–Sc–Zr [Citation7], Al–Cu–Mg–Zr [Citation24,Citation38,Citation39], Al–Mg–Sc–Zr [Citation18,Citation40], and Al–Mg–Zr alloys [Citation32].](/cms/asset/2ad323f8-0913-4b88-b77e-8c6fa1f24f3e/tmrl_a_2354757_f0004_oc.jpg)
Conclusion
In summary, the present study introduces a novel approach for achieving a synergistic effect through the HDI strengthening driven by strain differences in hard CG and soft EG in the control of the mechanical properties of the Al–Zn–Mg–Cu–Zr alloy. The formation of a CG structure, attributed to a higher cooling rate within the melt pool, effectively suppressed the formation of the primary Al3Zr phase, leading to the entrapment of other alloying elements (Zn, Mg, and Cu) within the grain interior. This resulted in a significantly higher number density of precipitates in the CG regions. At the same time, the lower cooling rate near the MPB favored the formation of distinct EG regions but resulted in the segregation of Zn, Mg, and Cu at the grain boundaries. The EG regions were further classified into UEG and MEG regions based on grain size, exhibiting notable mechanical incompatibility due to grain boundary strengthening effects. Micro-DIC and microstructure analysis revealed that significant strain gradients were generated near the CG/UEG and UEG/MEG interfaces during tensile deformation due to the hierarchical microstructure consisting of hard CGs and soft EGs. Notably, the strain gradient near UEG/MEG introduced higher HDI stress, thereby contributing to the excellent strength–ductility combination of the Al–Zn–Mg–Cu–Zr alloy. Overall, these findings provide valuable insights for the design of novel high-strength Al alloys with tailored bimodal grain structures intended exclusively for LPBF.
Acknowledgments
This work was supported by the Principal Research Program (PNK9660) of the Korea Institute of Materials Science (KIMS), National Research Foundation of Korea (NRF) grant funded by the Korea government (MSIP) (NRF-2021R1A2C3006662, NRF-2022R1A5A1030054), Institute of Civil Military Technology Cooperation funded by the Defence Acquisition Program Administration and Ministry of Trade, Industry and Energy of Korean government (UM23308RD3), and Hyundai motor company (KIMS contract no. PICN570).
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Li G, Tunca B, Senol S, et al. Revealing the precipitation behavior of crack-free TiB2/Al-Zn-Mg-Cu composites manufactured by Laser Powder Bed Fusion. Addit Manuf. 2023;66:103460. doi:10.1016/j.addma.2023.103460
- Martin JH, Yahata BD, Hundley JM, et al. 3D printing of high-strength aluminium alloys. Nature. 2017;549(7672):365–369. doi:10.1038/nature23894
- Zhou L, Pan H, Hyer H, et al. Microstructure and tensile property of a novel AlZnMgScZr alloy additively manufactured by gas atomization and laser powder bed fusion. Scr Mater. 2019;158:24–28. doi:10.1016/j.scriptamat.2018.08.025
- Patel M, Aggarwal A, Kumar A. Investigation of cracking susceptibility and porosity formation and its mitigation techniques in laser powder bed fusion of Al 7075 alloy. Met Mater Int. 2023;29(8):2358–2373. doi:10.1007/s12540-023-01387-w
- Liu X, Liu Y, Zhou Z, et al. Enhanced strength and ductility in Al-Zn-Mg-Cu alloys fabricated by laser powder bed fusion using a synergistic grain-refining strategy. J Mater Sci Technol. 2022;124:41–52. doi:10.1016/j.jmst.2021.12.078
- Xiao F, Wang S, Wang Y, et al. Niobium nanoparticle-enabled grain refinement of a crack-free high strength Al-Zn-Mg-Cu alloy manufactured by selective laser melting. J Alloys Compd. 2022;900:163427. doi:10.1016/j.jallcom.2021.163427
- Zhu Z, Ng FL, Seet HL, et al. Superior mechanical properties of a selective-laser-melted AlZnMgCuScZr alloy enabled by a tunable hierarchical microstructure and dual-nanoprecipitation. Mater Today. 2022;52:90–101. doi:10.1016/j.mattod.2021.11.019
- Choe J, Kim KT, Yu JH, et al. A novel route for predicting the cracking of inoculant-added AA7075 processed via laser powder bed fusion. Addit Manuf. 2023;62:103370. doi:10.1016/j.addma.2022.103370
- Qi Y, Hu Z, Zhang H, et al. High strength Al–Li alloy development for laser powder bed fusion. Addit Manuf. 2021;47:102249. doi:10.1016/j.addma.2021.102249
- Qi Y, Zhang H, Yang X, et al. Achieving superior high-temperature mechanical properties in Al-Cu-Li-Sc-Zr alloy with nano-scale microstructure via laser additive manufacturing. Mater Res Lett. 2024;12(1):17–25. doi:10.1080/21663831.2023.2285388
- Lee JA, Choe J, Kim HS. Prediction of Crack Density in additive manufactured AA7075 alloy reinforced with ZrH2 inoculant via response surface method. J Powder Mater. 2023;30(3):203–209. doi:10.4150/KPMI.2023.30.3.203
- Bayoumy D, Kwak K, Boll T, et al. Origin of non-uniform plasticity in a high-strength Al-Mn-Sc based alloy produced by laser powder bed fusion. J Mater Sci Technol. 2022;103:121–133. doi:10.1016/j.jmst.2021.06.042
- Jeong SG, Karthik GM, Kim ES, et al. Architectured heterogeneous alloys with selective laser melting. Scr Mater. 2022;208:114332. doi:10.1016/j.scriptamat.2021.114332
- Park JM, Choe J, Park HK, et al. Synergetic strengthening of additively manufactured (CoCrFeMnNi)99C1 high-entropy alloy by heterogeneous anisotropic microstructure. Addit Manuf. 2020;35:101333. doi:10.1016/j.addma.2020.101333
- Yang M, Pan Y, Yuan F, et al. Back stress strengthening and strain hardening in gradient structure. Mater Res Lett. 2016;4(3):145–151. doi:10.1080/21663831.2016.1153004
- Gu GH, Kim RE, Kim ES, et al. Multi-scale investigation on local strain and damage evolution of Al1050/steel/Al1050 clad sheet. J Mater Res Technol. 2022;20:128–138. doi:10.1016/j.jmrt.2022.07.056
- Zhu Y, Wu X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater Res Lett. 2019;7(10):393–398. doi:10.1080/21663831.2019.1616331
- Wang Z, Lin X, Kang N, et al. Laser powder bed fusion of high-strength Sc/Zr-modified Al–Mg alloy: phase selection, microstructural/mechanical heterogeneity, and tensile deformation behavior. J Mater Sci Technol. 2021;95:40–56. doi:10.1016/j.jmst.2021.03.069
- Liu X, Liu Y, Zhou Z, et al. A combination strategy for additive manufacturing of AA2024 high-strength aluminium alloys fabricated by laser powder bed fusion: role of hot isostatic pressing. Mater Sci Eng, A. 2022;850:143597. doi:10.1016/j.msea.2022.143597
- Li Y-z, Zeng G-j, Lu D-d, et al. Effect of sub-structure and precipitation behavior on mechanical properties of Al–xCu–Li alloys. Met Mater Int. 2023;29(11):3204–3221. doi:10.1007/s12540-023-01439-1
- Tian S, Li J, Zhang J, et al. Effect of Zr and Sc on microstructure and properties of 7136 aluminum alloy. J Mater Res Technol. 2019;8(5):4130–4140. doi:10.1016/j.jmrt.2019.07.022
- Wang Z, Lin X, Tang Y, et al. Laser-based directed energy deposition of novel Sc/Zr-modified Al-Mg alloys: columnar-to-equiaxed transition and aging hardening behavior. J Mater Sci Technol. 2021;69:168–179. doi:10.1016/j.jmst.2020.08.003
- Mukherjee T, Wei HL, De A, et al. Heat and fluid flow in additive manufacturing – Part II: powder bed fusion of stainless steel, and titanium, nickel and aluminum base alloys. Comput Mater Sci. 2018;150:369–380. doi:10.1016/j.commatsci.2018.04.027
- Wang Y, Lin X, Kang N, et al. Laser powder bed fusion of Zr-modified Al-Cu-Mg alloy: Crack-inhibiting, grain refinement, and mechanical properties. Mater Sci Eng, A. 2022;838:142618. doi:10.1016/j.msea.2022.142618
- Opprecht M, Garandet J-P, Roux G, et al. A solution to the hot cracking problem for aluminium alloys manufactured by laser beam melting. Acta Mater. 2020;197:40–53. doi:10.1016/j.actamat.2020.07.015
- Yang W, Jung Y-G, Kwak TY, et al. Effects of volumetric energy density and build plate preheating on the mechanical properties of a high-Mg AlMg10ScZr alloy processed by powder bed fusion. Met Mater Int. 2022;29(6):1596–1606. doi:10.1007/s12540-022-01318-1
- Munusamy S, Jerald J. Effect of in-situ intrinsic heat treatment in metal additive manufacturing: a comprehensive review. Met Mater Int. 2023;29(12):3423–3441. doi:10.1007/s12540-023-01462-2
- Czerwinski F. Thermal stability of aluminum alloys. Materials (Basel). 2020;13(15):3441. doi:10.3390/ma13153441
- Raabe D, Herbig M, Sandlöbes S, et al. Grain boundary segregation engineering in metallic alloys: a pathway to the design of interfaces. Curr Opin Solid State Mater Sci. 2014;18(4):253–261. doi:10.1016/j.cossms.2014.06.002
- Hall E. The deformation and ageing of mild steel: III discussion of results. Proc Phys Soc B. 1951;64(9):747. doi:10.1088/0370-1301/64/9/303
- Petch N. The cleavage strength of polycrystals. J Iron Steel Inst. 1953;174:25–28.
- Xu R, Li R, Yuan T, et al. Laser powder bed fusion of Al–Mg–Zr alloy: Microstructure, mechanical properties and dynamic precipitation. Mater Sci Eng, A. 2022;859:144181. doi:10.1016/j.msea.2022.144181
- Bouaziz O, Kim HS, Lee J, et al. Bauschinger effect or kinematic hardening: bridging microstructure and continuum mechanics. Met Mater Int. 2022;29(2):280–292. doi:10.1007/s12540-022-01227-3
- Zhou H, Huang C, Sha X, et al. In-situ observation of dislocation dynamics near heterostructured interfaces. Mater Res Lett. 2019;7(9):376–382. doi:10.1080/21663831.2019.1616330
- Wang YF, Huang CX, Fang XT, et al. Hetero-deformation induced (HDI) hardening does not increase linearly with strain gradient. Scr Mater. 2020;174:19–23. doi:10.1016/j.scriptamat.2019.08.022
- Tan Q, Zhang J, Sun Q, et al. Inoculation treatment of an additively manufactured 2024 aluminium alloy with titanium nanoparticles. Acta Mater. 2020;196:1–16. doi:10.1016/j.actamat.2020.06.026
- Ma K, Wen H, Hu T, et al. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014;62:141–155. doi:10.1016/j.actamat.2013.09.042
- Wang J, Zhang S, Lu R, et al. A crack-free and high-strength Al-Cu-Mg-Mn-Zr alloy fabricated by laser powder bed fusion. Mater Sci Eng A. 2022;854:143731. doi:10.1016/j.msea.2022.143731
- Wang Y, Lin X, Zhao Y, et al. Microstructure and strengthening mechanisms of Zr-modified Al–Cu–Mg alloy processed by selective laser melting. Mater Sci Eng A. 2023;870:144874. doi:10.1016/j.msea.2023.144874
- Li X, Liu Y, Zhou Z. Grain refinement and performance enhancement of laser powder bed fusion in-situ processed Al-Mg alloy modified by ScH3 and ZrH2. Mater Charact. 2022;190:112068. doi:10.1016/j.matchar.2022.112068